Принцип работы гибочного станка
Листогиб может подойти и для профильной трубы. Такое оборудование позволяет обеспечить необходимым строительным материалом. Большие компании давно не заказывают гнутый профиль и листы, проще и дешевле изготавливать их на месте строительства в нужном количестве. Изготовить своими руками подобное приспособление несложно. Ручной станок прост в использовании. Из названия становится ясно, что основная задача такого оборудования – создание профиля из металла, при этом сечение может отличаться в зависимости от вида изделия.

Подобное оборудование позволяет выполнить следующие операции:
- создание деталей, которые имеют прямоугольное или квадратное сечение;
- производство таких элементов, как швеллера, уголки и другие изделия сортового проката;
- изменение формы труб;
- сгибание арматуры разного сечения.

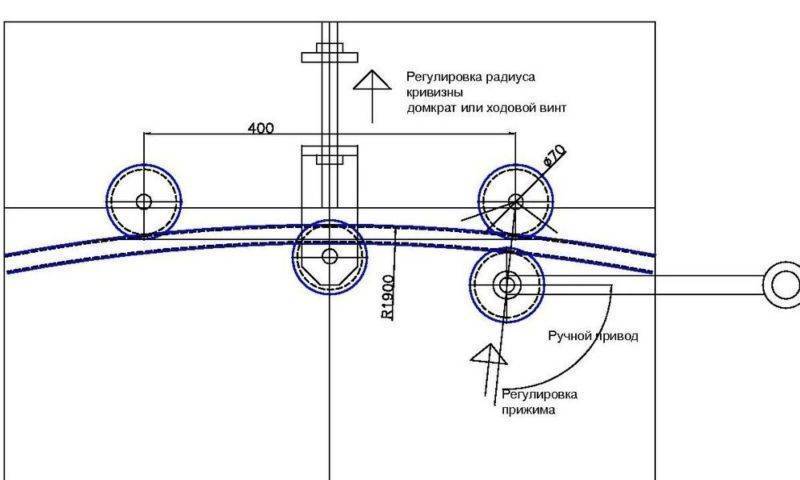
Если более подробно рассмотреть чертеж такого станка, становится понятно, что его рабочие элементы располагаются особым образом. Ролики в конструкции могут оказывать механическое воздействие на определенный участок заготовки, меняя форму только в этом месте, а могут изменять ее по всей протяженности. Особая конструкция такого приспособления позволила упростить процесс гибки металлического профиля. Отпала необходимость его предварительно нагревать, чтобы сделать металл более мягким и податливым. Несмотря на это, пользователь может получить изделие с любым углом изгиба. Этот параметр может достигать 360 градусов.
Хорошо сконструированный станок для гибки профиля дает возможность получить в итоге деталь, которая характеризуется похожими углами изгиба или разными. Они могут быть асимметричными или симметричными. Достаточно одного проката через работающие ролики, чтобы получить согнутую в плоскости заготовку. Загиб может производиться как вертикально, так и горизонтально. При помощи этого станка можно на месте проведения строительных работ получить изделия со следующей формой:
- замкнутый профиль или открытый;
- спиралевидная форма;
- окружность разного диаметра.
Проще всего изготовить своими руками ручной профилегиб. Электрический обладает сложной конструкцией, для его создания необходимо иметь определенные знания. Изготавливаемые с помощью подобного оборудования элементы широко используются в разных сферах жизни, в том числе в промышленности:
- химической;
- энергетической;
- нефтеперерабатывающей;
- строительной;
- мебельной.

Ручной профилегиб своими руками
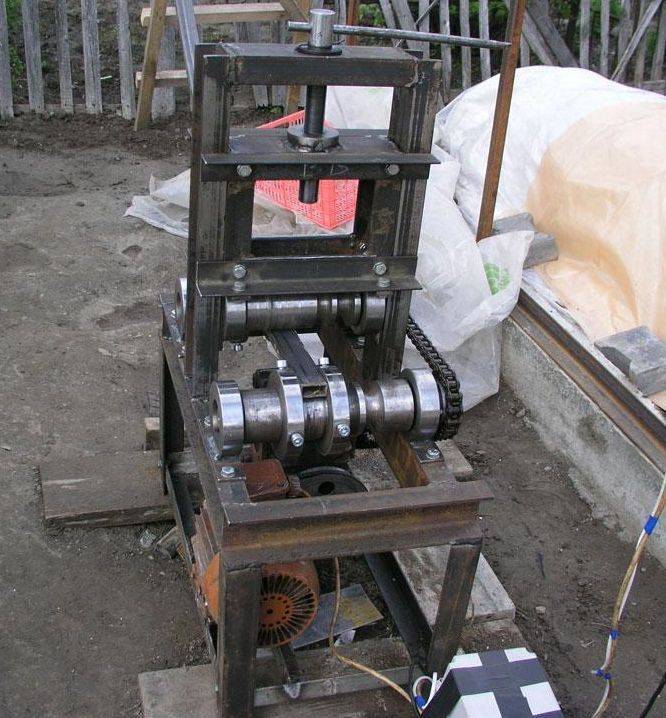
 Своими руками такую конструкцию можно изготавливать по-разному. В одном из вариантов силовой основой является станина. Для ее изготовления потребуется взять стальные швеллеры разных размеров и уголки.
Своими руками такую конструкцию можно изготавливать по-разному. В одном из вариантов силовой основой является станина. Для ее изготовления потребуется взять стальные швеллеры разных размеров и уголки.
Подвижные частицы делаются на основе опорных старых подшипников и классического лома. Винтовой упор можно взять от старых струбцин. Винт должен иметь силовую прямоугольную или трапециевидную резьбу, а вот метрическая резьба давления не выдержит. Для сборки конструкции подготовьте:
- болгарку;
- мощную дрель;
- аппарат для сварки.
Станина должна иметь П-образный кронштейн для винтового упора. Сварка выполняется обычным полуавтоматом. Швы должны быть высокого качества, поскольку именно к ним прилагаются усилия на разрыв.
Проделайте отверстие в верхнем швеллере и приварите гайку, затем вкрутите опорный винт, который будет выступать в роли регулятора высоты прижимного катка.
Опорные ролики делаются на основе простого лома и обрабатываются посредством болгарки.
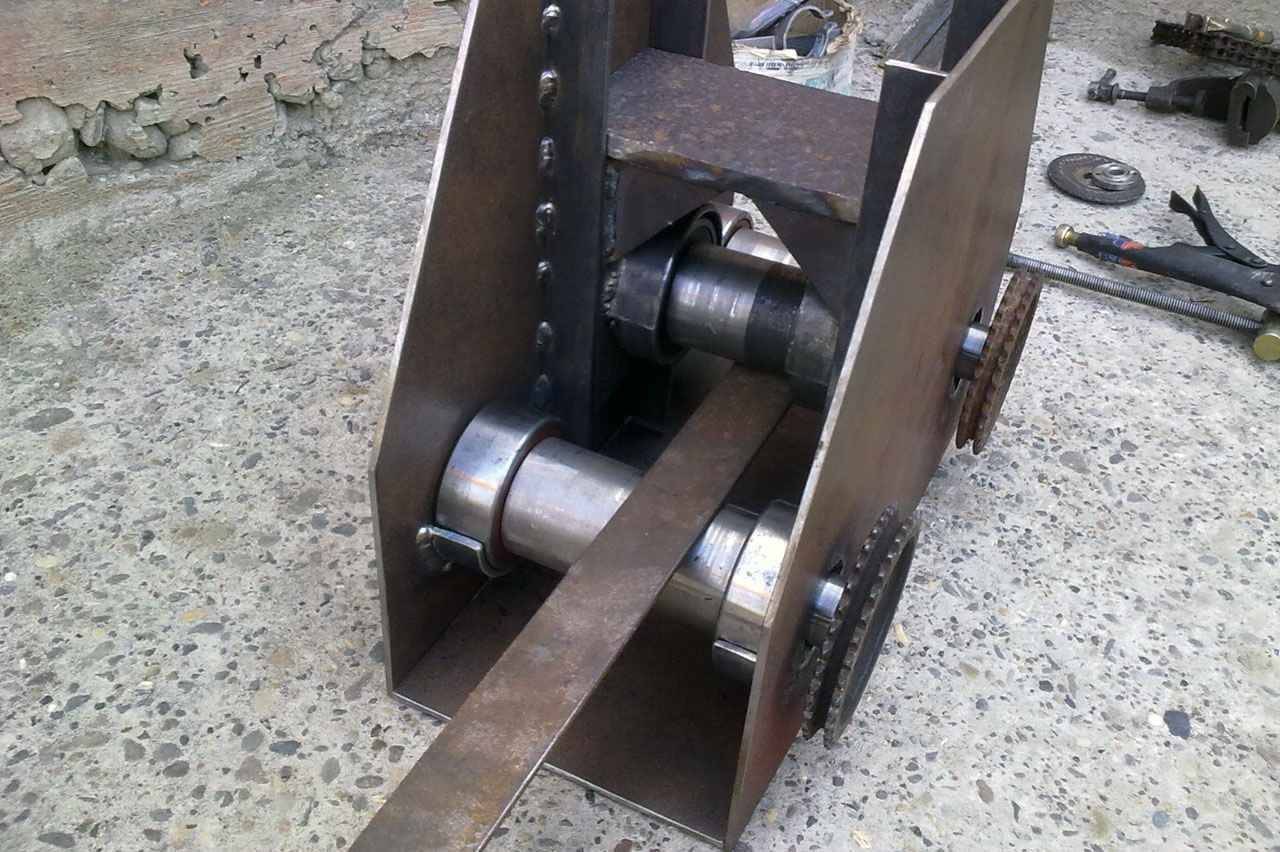
Два опорных ролика будут одновременно двигаться, с этой целью на каждую ось следует приварить одинаковые звездочки от велосипеда, подшипники привариваются так, чтобы соблюдалась симметрия с центральной частью станины, соблюдая при этом натянутость цепи.
Одна ось должна быть чуть длиннее, чтобы закрепить ручной привод, а катки устанавливаются на подиумы. В случае максимального опущения центрального ролика радиус изгиба детали не будет большим.
Для ручки привода можно брать шатун от педалей, его нужно приварить к длинной оси одного из роликов.
Если нужно увеличить усилие на воротке прижимного ролика, на него надевается труба нужного диаметра.
Другой вариант изготовления конструкции будет решать аналогичные задачи, но будет иметь другой принцип работы.
Данная конструкция будет оснащена опорным подвижным катком. В роли роликов используются пальцы нужного диаметра, допускается использование старых поршневых подшипников.
В этой конструкции не будет специального крепления для подшипников, они будут привариваться прямо к станине посредством уголков. Ручку делают из шатуна, а на оси опорного катка сточена лыска. Фиксатором является простой винт.
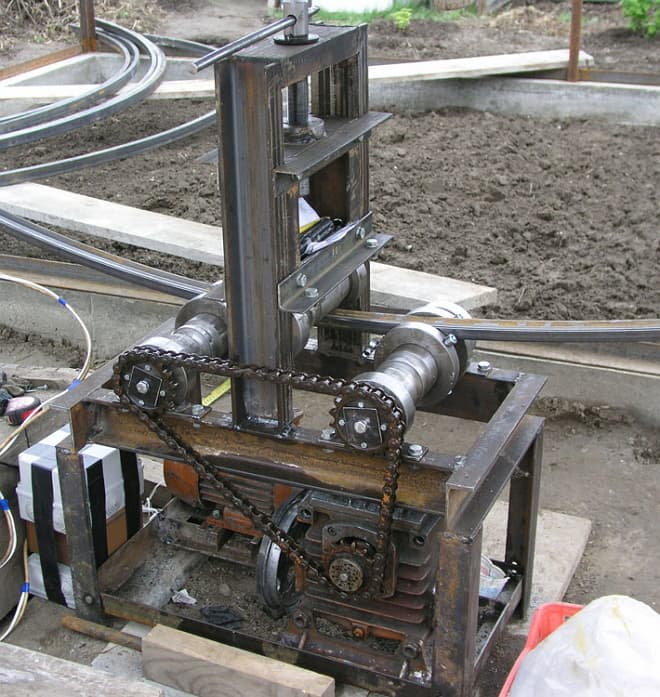
Профиль протягивается верхним прижимным роликом. Особенностью такого изделия является опорный подъемный каток. Плечо соединяется со станиной, в роли привода подойдет автомобильный гидравлический домкрат. Радиус изгиба профильной трубы уменьшается за счет постепенного поднятия штока.
И первый, и второй вариант конструкции может быть отличным самодельным решением для использования в хозяйстве и даже в небольшой мастерской.
Как видим, дорогостоящие заводские профилегибы для домашнего применения совсем не нужны, особенно если вы не будете их часто использовать. В таком случае их можно сделать из подручных материалов своими руками, тем более что это не очень сложно.
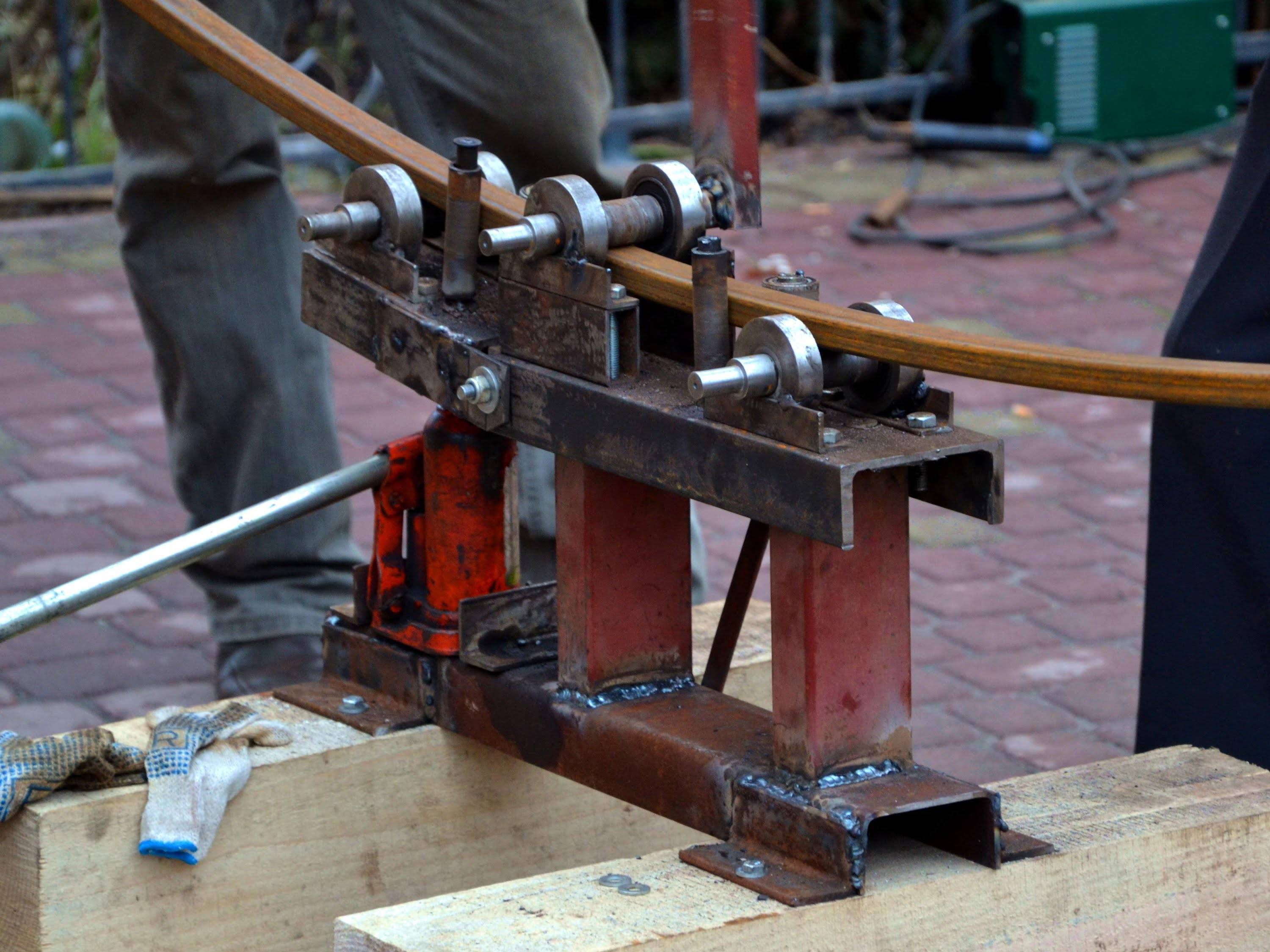
Как работает трубогиб
Домкрат с пуансоном на штоке устанавливается по центру станка. Под ролики, на опорную рабочую часть, устанавливается труба параллельно боковым сторонам рамы. Воздействуя на рукоятку домкрата,оператор поднимает шток и труба прижимается к роликам. При дальнейшем поднятии штока, ролики начинают давить на трубу вниз, образуя два плеча сил, длина которых определяется расстоянием от центра штока до точки касания к трубе. Центральная часть заготовки продолжает подниматься, труба охватывает поверхность пуансона, изгибаясь с заданным радиусом. При достаточном ходе штока, можно согнуть трубу под углом в 900 без особых усилий.
Такой трубогиб может работать как в вертикальном, так и в горизонтальном положении. Но во втором случае необходимо несколько изменить конструкцию самого домкрата.
Простота конструкции самодельного трубогиба позволяет сделать его как в домашних условиях, так и в слесарной мастерской. Купить придется только гидравлический домкрат. По сравнению со стоимостью промышленного станка, затраты будут на порядок ниже. Даже при не слишком частом использовании инструмента, он окупится очень быстро.





Процесс изготовления трубогиба пошагово
Самым простым в изготовлении получится профилегиб для труб диаметром до 20 мм. Для него нет необходимости в специальных профессиональных знаниях, поскольку у такого приспособления очень простая конструкция, в которой применяются бетонные основания и стальные штыри, зафиксированные в ней. Между этими компонентами и производится прокатывание и гибка металла.
Чтобы изготовить трубогиб по этой схеме, сначала нужно закрепить в землю несколько швеллеров или труб диаметром 7 см и на расстоянии 5 см друг от друга. При этом закрепить швеллеры необходимо перпендикулярно земле (то есть под углом 90 градусов). Дальше можно приступать к заливке бетонной конструкции: утрамбовать грунт так, чтобы он не проседал, сделать насыпь из щебня,разровнять ее и залить бетоном минимум на три дня. Раствор также можно сделать в домашних условиях — смешать песок и цемент в пропорции 4:1. После того, как бетонное основание застыло, можно приступать к работе. Трубу или профиль, который необходимо согнуть, поместите между швеллерами и приложите силу, как рычагом, чтобы воздействовать на металл.
Если изделие, которое нужно изогнуть, в диаметре больше 20 мм, предыдущую конструкцию придется доработать с помощью двух стальных прутов круглого сечения, высотой 40-50 см, которые будут выполнять роль осей для роликов. На этом этапе изготовления станка для гибки профильного металла понадобится приварить стальные пруты и вертикальные стойки для устойчивости.
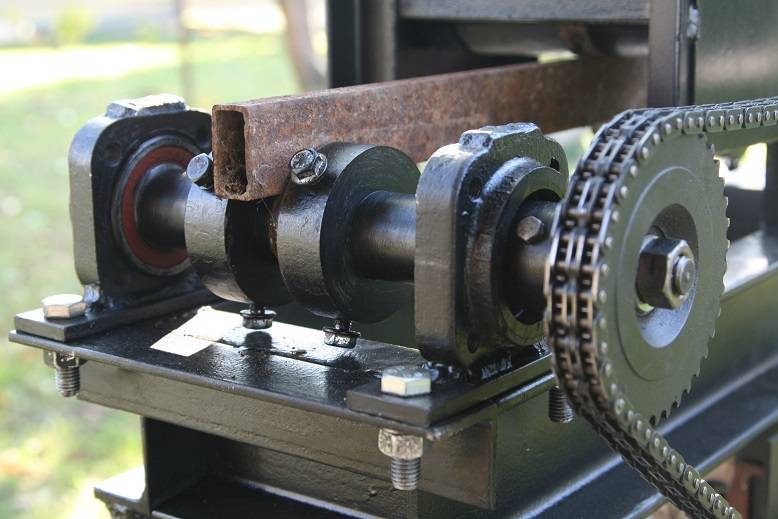
Затем на сваренной горизонтальной поверхности устанавливаются опорные ролики (в сборе сразу должны быть подшипники и ступицы). Чтобы их закрепить с помощью болтовых соединений, необходимо просверлить отверстия. Причем одна часть сваренной из двух прутов станины должна быть проходной для установления звёздочки для цепной протяжки.
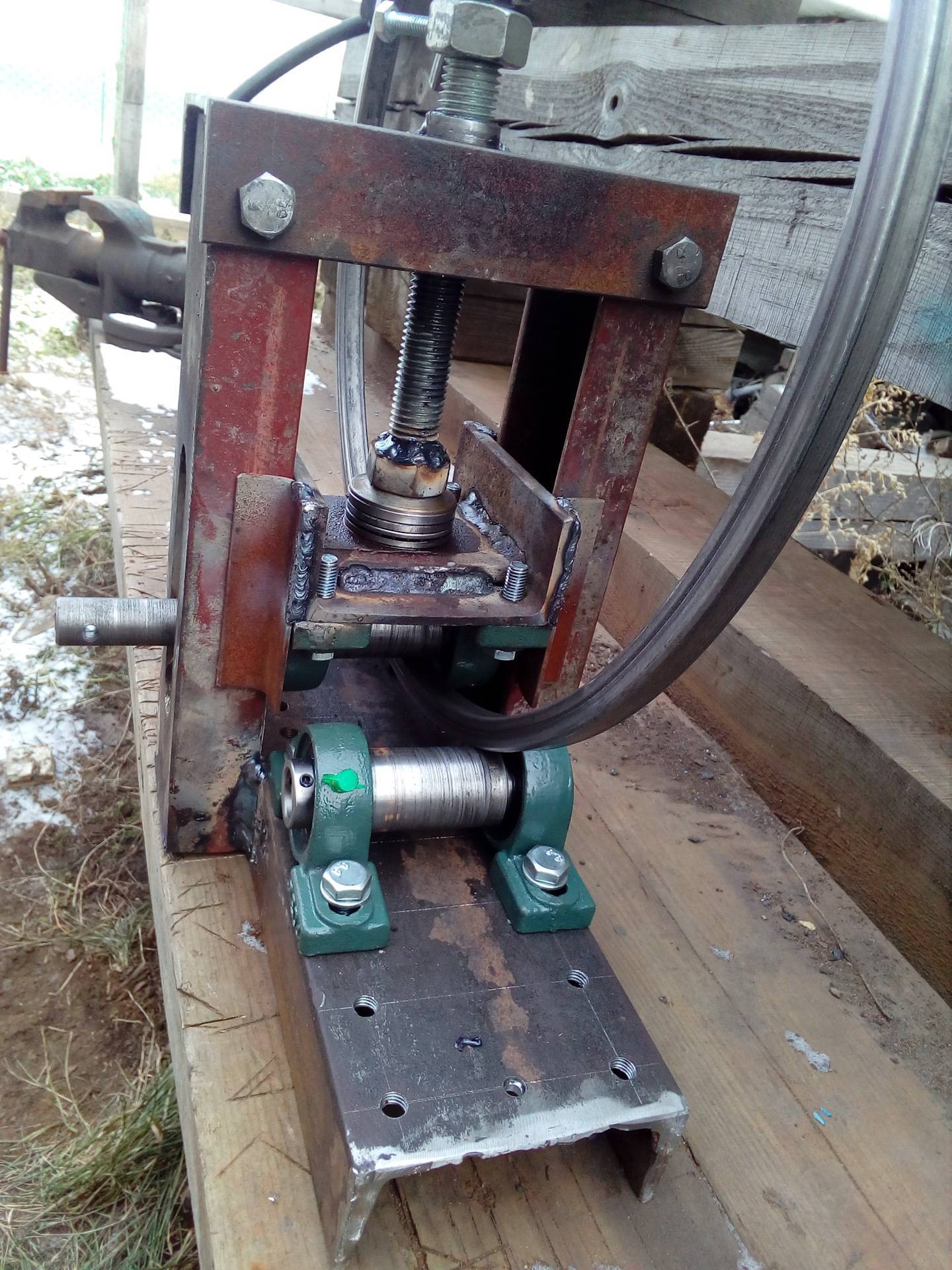
После закрепления опорных роликов нужно установить натяжное устройство. Существует два способа — нижний и верхний. Нижний позволяет добиться экономии высоты, а значит, плеча применения силы. При таком способе используется гидравлический домкрат.
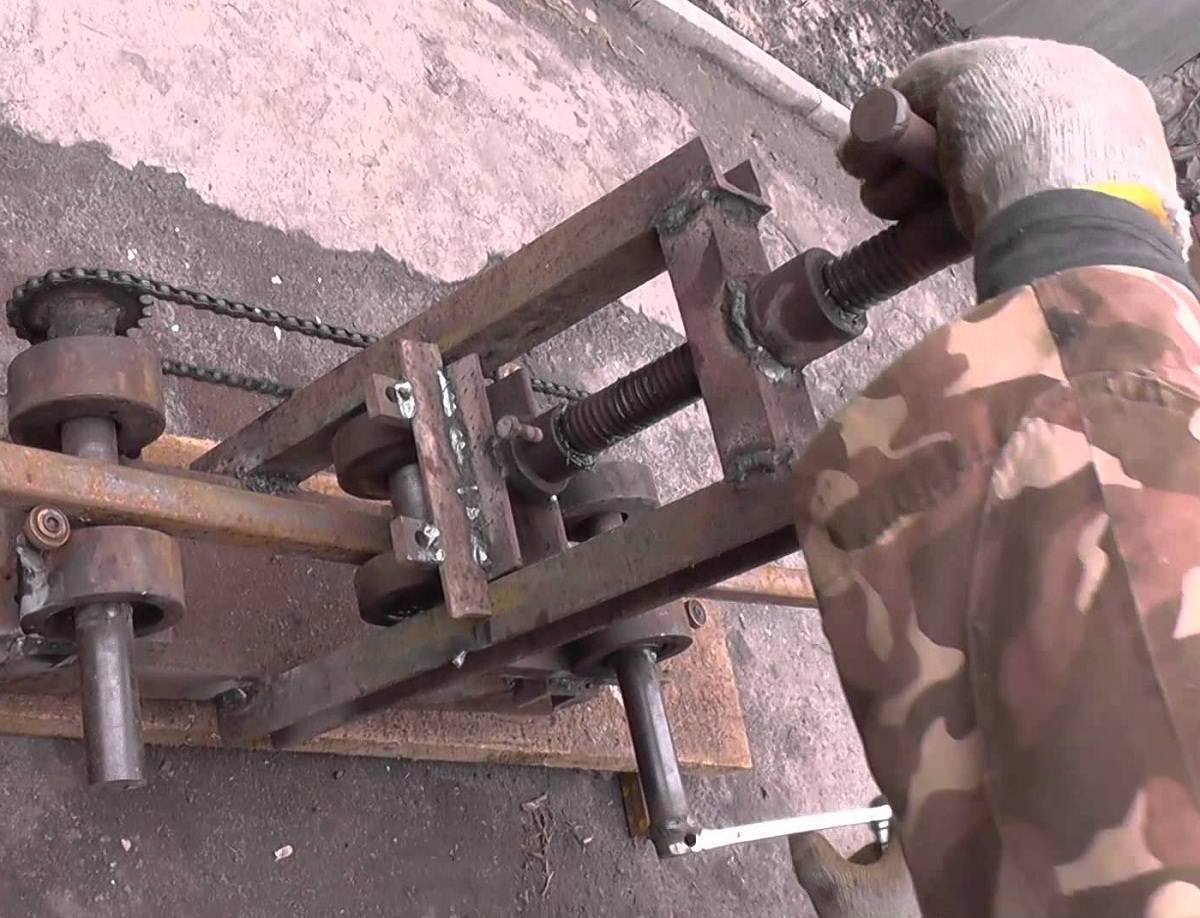
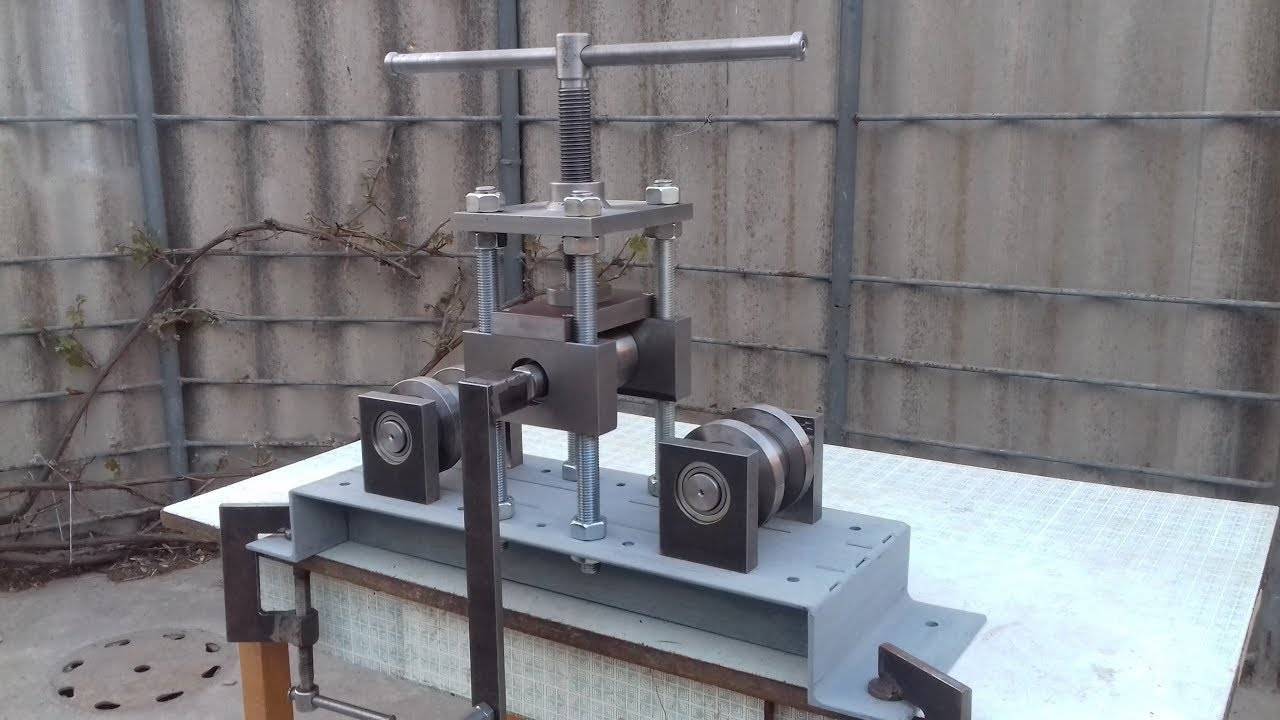
Верхний способ монтажа проще в эксплуатации, хотя требует дополнительных физических усилий для гибки металлопрофиля посредством применения винта с прямоугольной резьбой. Винт устанавливается так, что он давит на натяжной ролик, опуская его вниз.
Далее идёт этап установки звёздочек и цепи. Они должны находиться в одной вертикальной плоскости, чтобы цепь не заедало, и она не рвалась и не соскакивала.
Затем следует присоединить проводной рычаг, который устанавливается на опорные ролики и производится гибка металла (рис. 11).
При изготовлении профилегиба для гибки металла, нужно помнить, что меньшее осевое расстояние между опорными роликами предполагает меньший радиус заготовки, но большее давление на подшипники и сами ролики. Радиус сгиба изделия можно регулировать подъемом и опусканием прижимного ролика, которые зависят от высоты центральной части станины и длиной резьбы нажимного винта.
Такая довольно простая схема может применяться в неизменном виде или с использованием дополнительных деталей, таких как ручка для приведения роликов в действие и ограничитель для цепи, если она большего размера, чем нужно.
Самодельные конструкции станка для гибки арматуры позволят использовать не готовые гнутые изделия на заказ, а производить в домашних условиях самостоятельно необходимые элементы для строительства теплицы, детского шалаша, забора или беседки.
Выбор конструктивов и материалов
Материалы подбирают с учетом из работоспособности. Для основания берут балки, которые не выгнуты, ржавчина на них может занимать площадь не более 10%. Чтобы работу не пришлось прерывать на поиски недостающих материалов, готовят элементы заранее:
- подшипниковые узлы с запрессованными катающимися роликами;
- швеллер, его нужно брать № 100 или 80;
- монолитные валы из стали, диаметр которых не меньше 80 мм;
- прут из металла диаметром 12 мм;
- стальная полоса по толщине 5 мм и больше;
- велосипедная цепь или цепь ГРМ от «жигулевской» шестеренки;
- граверные и простые гайки, шайбы, болты М20, длина последних 60 мм.
Для чего используют трубогибы?
Профильные трубы, имеющие различные разрезы, считаются сегодня наиболее востребованными металлическими изделиями и используются при сооружении теплиц, навесов, гаражей, для создания ограждений, во время прокладки трубопровода и так далее. И при изготовлении большинства этих изделий трубы необходимо сгибать под тем или иным углом, а без специального оборудования с этим никак не справиться.
Итак, трубогиб – это специальное устройство, посредством которого в большинстве случаев и сгибаются трубы, причем угол изгиба может быть разным (в пределах 0-180 градусов). Привод современного трубогиба зачастую электромеханический или же гидравлический.
Сфера применения трубогиба достаточно широка – его можно встретить на строительных площадках, при создании отопительных/водопроводных сетей, на промышленных объектах, проч. Трубогиб, изготовленный собственноручно – это незаменимая вещь в хозяйстве, которая может быть использована для самых разных работ. Если вы, к примеру, намерены своими руками установить кондиционер, оборудовать вентиляционную или отопительную систему, то обойтись без данного агрегата будет непросто.
Классификация
Существует несколько типов станков для гибки профильных деталей. Они различаются типом конструкции, уровнем сложности, мощностью и прочими возможностями. Рассмотрим их внимательнее.
Электрические
Особенностью электрических станков является подача прижимного ролика с помощью электропривода.
Подобные конструкции встречаются в крупных мастерских, так как они преимущественно имеют стационарную конструкцию, предназначенную для работы с массивными деталями.
Однако существуют и компактные варианты, приспособленные для гибки профиля малого сечения.
Такие станки успешно используются в небольших мастерских или в домашних условиях. Степень точности электрических профилегибов напрямую связана с их размером и типом контроля радиуса. Электромеханические конструкции регулируются оператором практически в ручном режиме, но более сложные образцы проходят цифровой контроль величины воздействия и отображают параметры на дисплее. Чем выше уровень, тем больше масса станка и его стоимость.
Гидравлические
 Эти станки используются для гибки массивных профилированных элементов в промышленных масштабах.
Эти станки используются для гибки массивных профилированных элементов в промышленных масштабах.
Размеры и вес подобного оборудования требуют мощное бетонное основание, что допускает использование только в условиях производства.
Одним из распространенных видов продукции таких станков являются элементы систем канализации или водоснабжения.
Гидравлические станки нуждаются в подключении к сети электропитания, обслуживаются только подготовленными специалистами, имеющими соответствующий допуск. Работа с таким оборудованием исключает необходимость участия физической силы, дает качественный и точный изгиб. Эксплуатация гидравлических профилегибов отличается простотой, способностью выдавать значительную производительность, высокой скоростью получения результата.
Ручные

Ручные, или механические, профилегибы считаются доступными и простыми устройствами. Они компактны, относительно легки, допускают перемещение в пределах мастерской без участия вспомогательных механизмов. Ручные конструкции отличаются ограниченным функционалом, поскольку их работа требует участия физической силы пользователя. Кроме того, они имеют ряд недостатков:






- работа только с тонкими видами профиля;
- длительность процесса по сравнению с другими типами конструкции станков значительно увеличивается;
- слабо контролируемый радиус прогиба детали;
- сложность или невозможность выполнения нескольких изгибов заданной величины на одной детали.
Несмотря на эти недостатки, ручные конструкции являются распространенными и популярными среди домашних мастеров, поскольку обладают необходимыми свойствами для самостоятельного изготовления:
- компактные размеры;
- простота конструкции;
- доступность деталей и комплектующих;
- надежность, ремонтопригодность.
Люди, часто пользующиеся ручными профилегибами, достигают немалых успехов и выдают результаты заданной точности.
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
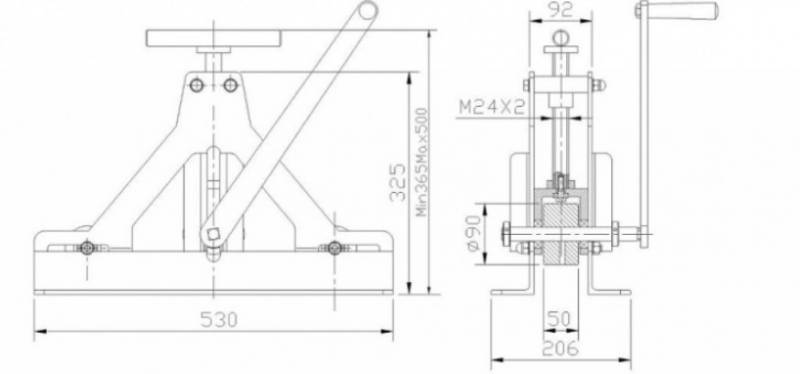
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
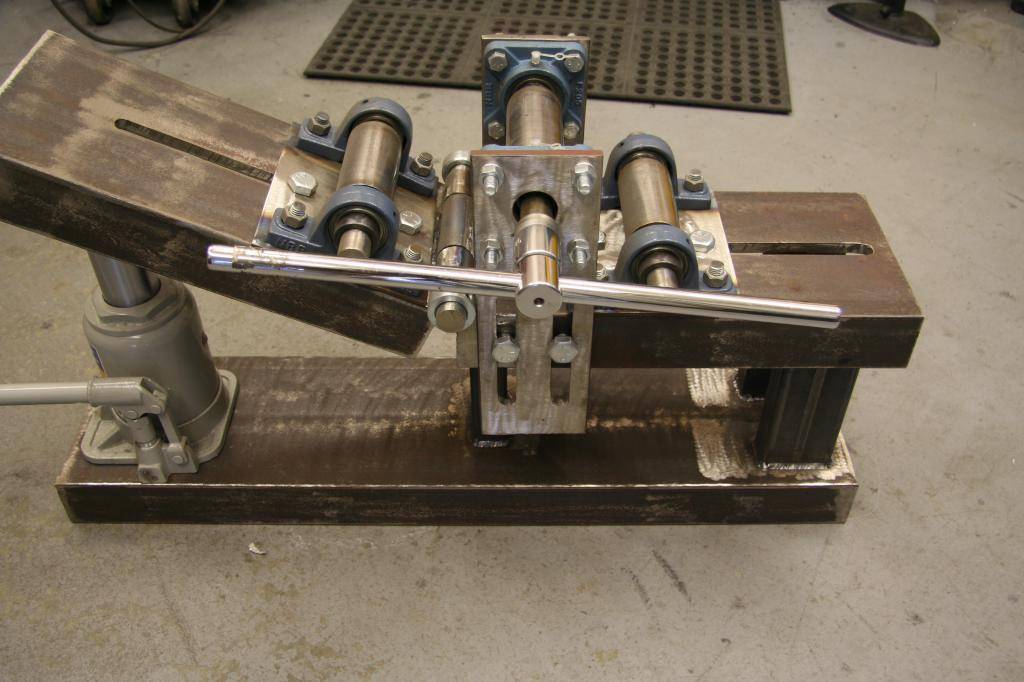
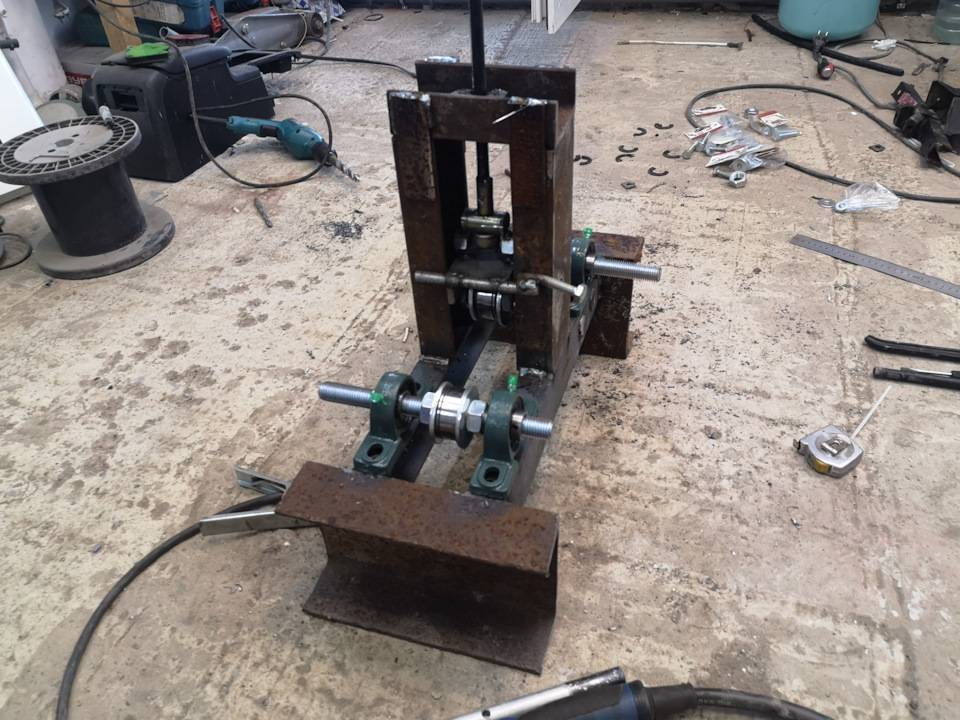
2-й способ
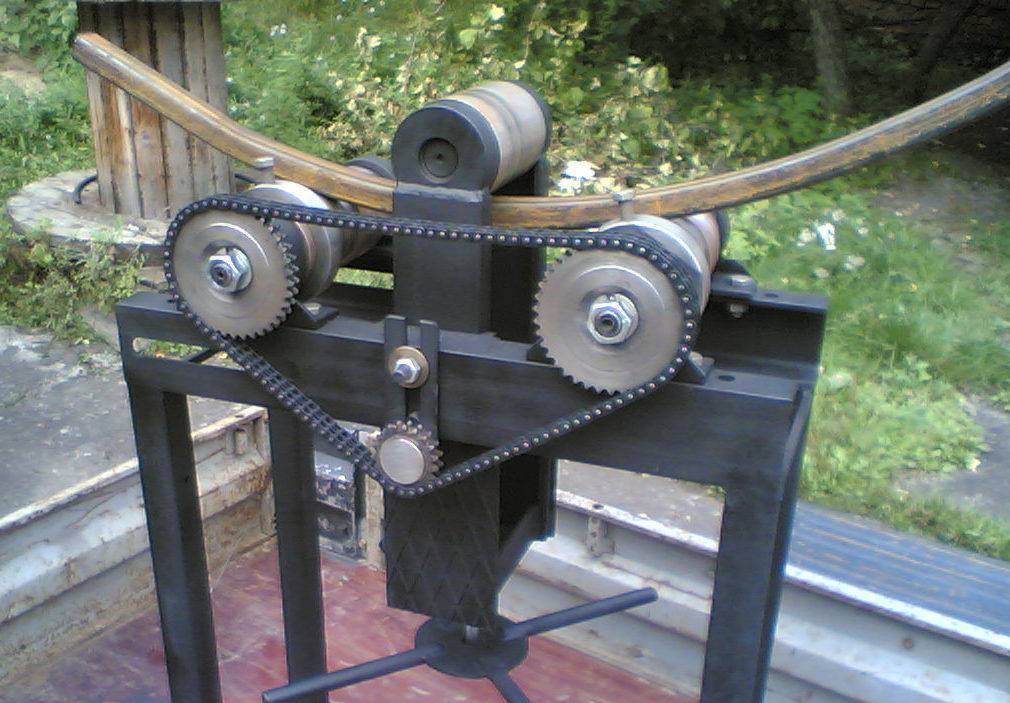
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Разновидности станков
Чтобы изменить конфигурацию трубы, создали множество моделей станков. Обусловлено это различием в минимальном радиусе сгиба. Нельзя пренебрегать данным значением, потому что, превысив параметр, нарушится целостность материала и понизит прочность изделия. Выбирая схему устройства, опираются на технологические особенности процесса гибки. Выбирая подходящую конструкцию учитывается материал изделия, внутреннее сечение, толщина стенок.
Разновидности устройств по приводным особенностям
Конструкции, имеющие разный приводной механизм, бывают ручными, электромеханическими, гидравлическими:
- Ручной станок считается самым простым оборудованием, монтаж изделия н требует специальных знаний.
- Электромеханический станок работает от шагового либо обычного электродвигателя, который подключают посредством нижнего редуктора, который равномерно распределяет напряжение и гарантирует высококачественный изгиб. Чтобы смастерить станок, необходимо иметь знания в металлической сфере.
- Гидравлическое устройство оснащено ручной приводной системой. Отличие данной конструкции от станка с обычным ручным управлением в том, что конструкция оснащена гидроцилиндром, это позволяет для выполнения работы применять минимум усилий. Вальцы сгибают профили в любую конфигурацию. Гидравлический профилегиб может согнуть трубу, равную 10 сантиметров.
Как различается оборудование от разновидности установки
Установочный способ влияет на конструкцию устройства. Конструкции бывают:
- Стационарные. Стационарное устройство выполнено в виде плиты из бетона со вставленными стержнями, либо как мощное устройство.
- Переносимые. Переносимые модели оснащены стойками, они компакты в применении.
- Носимые. Носимая модель не имеет опорных конструкций, приспособление под нее обустраивают в каждом случае отдельно.
Гидравлические станки
В промышленности большое распространение получили станки с гидравлическим приводом. Это связано с тем, что профилегиб гидравлический обладает высоким показателем эффективности. К особенностям подобного оборудования можно отнести нижеприведенные моменты:
- В большинстве случаев гибочное оборудование для профиля с гидравлическим приводом выполнено в стационарном виде. С помощью подобного станка можно проводить обработку профилей любого сечения и в любом количестве.
- Гидравлический привод не требует прикладывания физической силы. За счет чего существенно упрощается процесс обработки.
- При желании можно автоматизировать процесс изготовления изделий.
Однако, гидравлический профилегибочный станок изготовить своими руками практически невозможно. Это связано со сложностью конструкции. Рассматривая гидравлический привод, следует учитывать нижеприведенные моменты:
- Устройство должно быть постоянно подключено к источнику энергии.
- Следует проводить периодическое обслуживание профилегиба для увеличения срока службы.
- Стоимость создаваемого привода довольно велика, так как для создания высокого давления требуется специальное оборудование.
Сегодня в промышленности устанавливаются исключительно покупные гидравлические станки, так как они обладают высокой надежностью и эффективностью в применении.
Изготовление профилегиба своими руками
Решив заняться изготовлением профилегиба собственноручно, нужно основательно подойти к вопросу об организации работы. Поскольку нужно подготовить определенные материалы, инструменты.

Если разделить заранее работу на несколько этапов, то она займет меньше времени. Поэтому лучше не пренебрегать этой возможностью.

Подготовка инструментов и материалов
Первый этап – это подготовка тех инструментов и материалов, которые потребуются мастеру в работе. Таковыми являются:
- ступицы – не нужно спешить приобретать машинные ступицы, поскольку идеально подойдут и велосипедные;
- лом – сделать его можно и самостоятельно. Для этого достаточно просто отрезать ту длину, которая необходима, и надеть специальные подшипники. При этом диаметр следует заранее измерить, чтобы не ошибиться;
- редуктор – изготовить его самостоятельно слишком сложно и велика вероятность негативного результата, поэтому лучше просто приобрести устройство;
- пластины – для работы потребуется несколько пластин с разной толщиной. Помните, что основная пластина, которая является несущей, обязательно должна быть более массивной;
- трубы и шайбы – это вспомогательные элементы, без них выполнить работу попросту не получится.






Как только все материалы будут под рукой, можно приступать к следующему этапу.

Определение размеров и подготовка чертежей
При работе мастеру потребуется чертежи. Поскольку по ним работать всегда гораздо проще.







А вот для создания этих чертежей обязательно нужно заранее произвести ряд измерений. Нужно четко определить размеры будущей конструкции и каждого его элемента.
Пошаговый процесс выполнения работ
Если чертежи уже подготовлены, то можно смело приступать непосредственно к выполнению работ по созданию профилегиба.

Чтобы процесс не казался слишком сложным, разобьем его на так называемые шаги:
- Производим фиксацию уголков на несущей конструкции.
- Фиксируем ролики.
- К нижней части конструкции также привариваем два уголка, чтобы сделать ее более жесткой.
- К верхним торцам необходимо прикрепить пластину, которая оборудована отверстием. Размер этого отверстия должен быть несколько больше, чем у винта.
- Производим установку рабочего винта с тем типом привода, который является более предпочтительным.






Для чего нужен трубогиб?
Благодаря совершенствованию производства, современные устройства могут изогнуть трубу любого размера и из любого материала (например, сталь, ПВХ, алюминий) до 180°. Данное оборудование незаменимо при проведении сложных строительных работ и, особенно, при прокладке инженерных сетей (отопления, водоснабжения, газоснабжения и так далее). Кроме того, они часто применяются для благоустройства приусадебных участков.

Устройство теплицы из гнутых профилей
При помощи профилегиба можно сгибать следующие элементы:
- Балки.
- Целостные заготовки прямоугольной или квадратной формы.
- Швеллеры.
- Двутавры.
- Трубы.

Фото самодельного трубогиба для профильной трубы