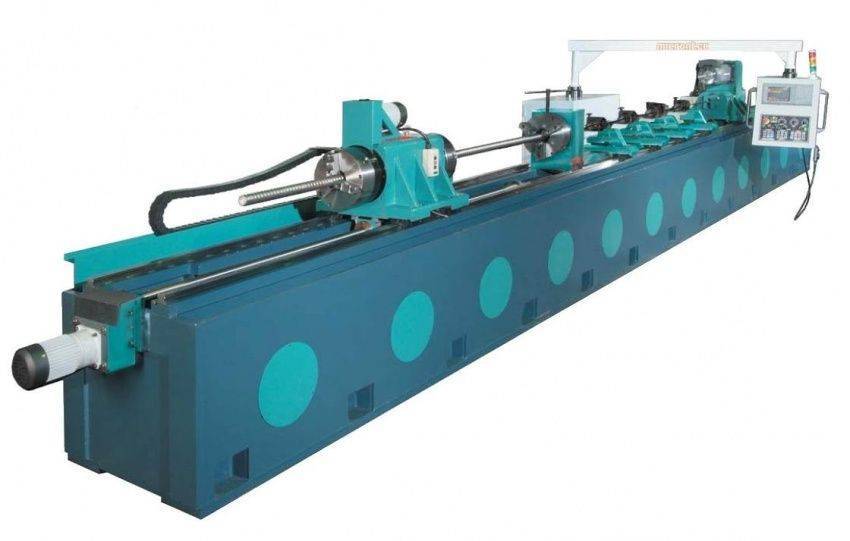
Станки для глубокого сверления
Станки для глубокого сверления, называемые иногда токарно-сверлильными станками, предназначены для сверления глубоких отверстий в сплошном материале и растачивания глубоких или сквозных отверстий в валах, распределительных валиках, колоннах гидропрессов и других подобных деталях, когда длина сверления или растачивания во много раз превосходит их диаметр.
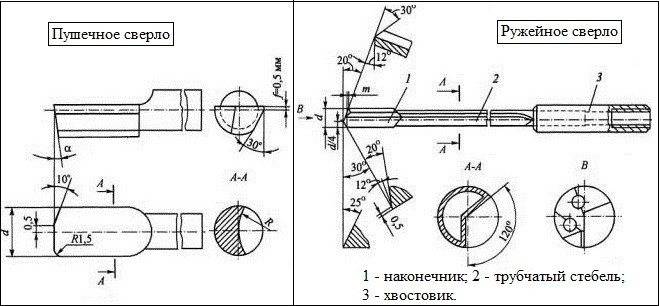
Глубокое сверление. Сверление глубоких отверстий связано с большими трудностями по отводу стружки и подводу охлаждающей жидкости. Для получения точных отверстий необходимо правильное направление сверла и уравновешивание его силами резания, возникающими при сверлении. Для сверления глубоких отверстий диаметром до 30 мм применяют сверла, снабженные специальными канавками для подвода жидкости под большим давлением для охлаждения и отвода стружки. Наиболее простыми по форме являются пушечные сверла, которые обычно не вращаются, а имеют осевое перемещение (подачу), при этом вращается обрабатываемая деталь. При работе с этими сверлами используют кондукторы, а иногда производят предварительное сверление отверстий.
Ружейное сверло применяют для расточки ружейных стволов. Считают, что сверление ружейным сверлом равнозначно обычному сверлению с последующим растачиванием и развертыванием, при этом возможно получение отверстий по 7-му квалитету точности с шероховатостью поверхности 0,63ч-1,25 мкм.
Применение перового сверла дает возможность сделать весьма глубокое, отверстие, так, например, перовым сверлом диаметром 64 мм можно просверлить отверстие глубиной до 10 000 мм.

Классификация станков для глубокого сверления. Прежде всего, отметим, что эти станки относят к группе специальных станков. Их конструкция зависит от длины и диаметра обрабатываемого отверстия, длины и массы заготовки, а также от масштаба производства.
Станки могут быть одно- и двусторонними, т. е. предназначенными для обработки отверстий с одной или двух сторон одновременно.
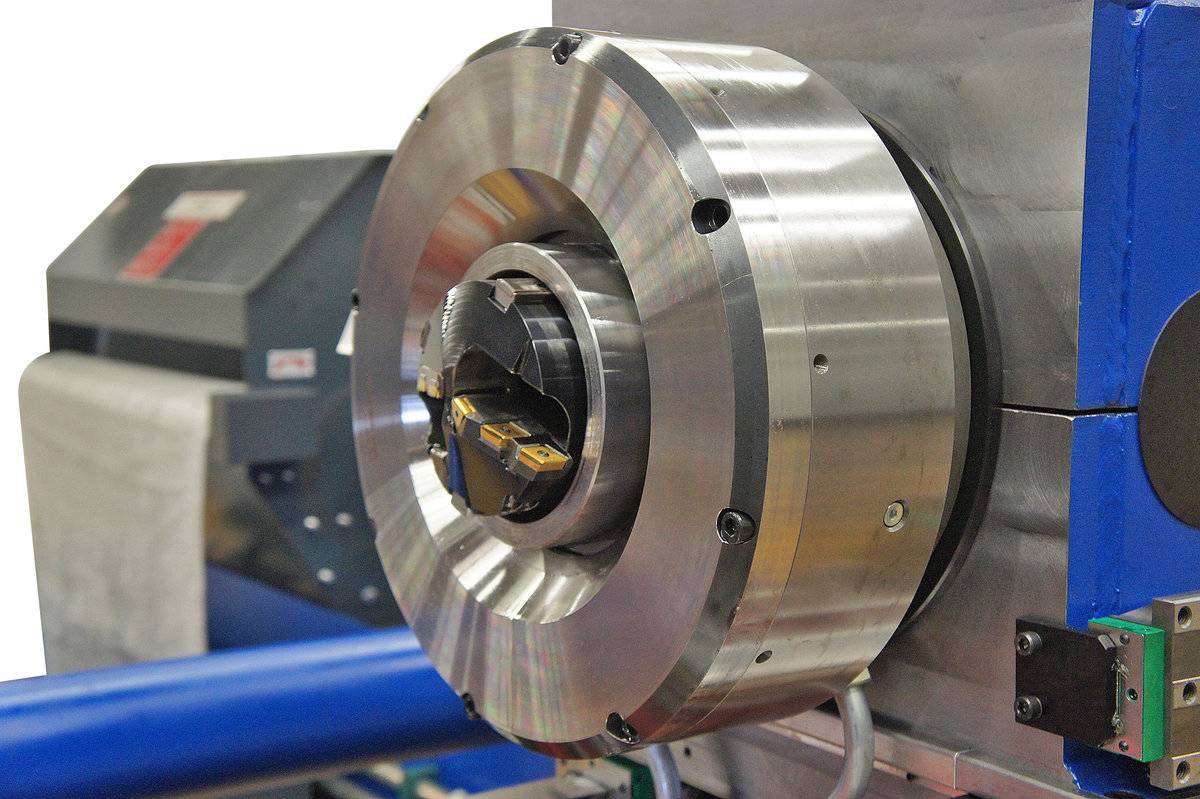
Станок для глубокого сверления, когда обрабатываемая деталь вращается со скоростью резания (м/мин), а режущий инструмент перемещается со скоростью подачи (мм/мин). Заготовка получает вращение от шпиндельной бабки и поддерживается люнетом. Режущий инструмент с полой штангой движется с опорой от задней бабки. Охлаждающая жидкость, подаваемая через штангу к инструменту, одновременно выносит стружку по каналу между штангой и отверстием.
Станок для глубокого сверления, на котором большие тяжелые заготовки остаются во время обработки неподвижными, а режущий инструмент получает вращательное движение и поступательное.
При сверлении отверстия диаметром 40—60 мм охлаждающая жидкость подводится при давлении 2—4 МПа, а количество подводимой жидкости составляет 200—400 л/мин.
Отметим, что у полых валов глубокое сверление производят после предварительной токарной обработки Наружных поверхностей, так как для выверки при установке заготовки на станке перед глубоким сверлением должны быть подготовлены базы.
Предварительная настройка процесса сверления
Чем глубже отверстие, тем длиннее сверло. Чем длиннее сверло (чем больше расстояние между острием инструмента и шпинделем), тем больше степень влияния биения на результаты. В некоторых операциях с глубокими отверстиями малейшее колебание может привести к преждевременному износу инструмента и нарушить как прямолинейность, так и чистоту поверхности.
Тем не менее, необходимость тщательной настройки не освобождает от необходимости тратить непомерное количество времени на определение и корректировку биения при каждом изменении инструмента или пластины. В частности, в современной производственной среде нет места для лазания по рабочим зонам для установки индикаторов или для удержания кусочков бумаги на месте для прикосновений инструмента. Скорее всего, сборка инструментов в автономном режиме с устройством предварительной настройки сэкономит значительное количество времени при любой операции глубокого бурения.
В современной производственной среде нет места ни для работы оператора в рабочей зоне, ни для установки индикаторов, ни для удержания кусочков бумаги в месте соприкосновения инструмента и детали.
На объекте одного клиента в начале каждой смены в инструментальном магазине устанавливаются три сверла «Stealth» со сменным пластинами Allied Machine. Этот процесс занимает менее 10 минут. Установка трех инструментов на линии обработки может занять до 30 минут, что составляет 90 минут потерянного времени в течение трех смен. В производственной среде, работающей круглосуточно и без выходных, это составляет почти 2200 часов в год (показатель, не учитывающий простои станков при смене инструмента). Предварительная настройка, вероятно, составляет 5% от стоимости этих потерянных часов.
Это сверло имеет регулируемый штифт, который перемещает пластину в радиальном направлении, чтобы уменьшить набор допусков, общий для всех сверл со сменным наконечником. В результате этого для набора номера больше не требуется разбирать и чистить сборку инструмента, регулировать смещения, добавлять прокладки в револьверные головки или полагаться на опытных машинистов, которые пытаются найти неортодоксальное решение. Предварительная установка помогает уменьшить время наладки за счет предварительной установки сверла в магазин в оправке с минимальном биением.
Сверление отверстий
Сверление на токарном станке производится невращающимся сверлом, которое закрепляется в пиноли задней бабки.
Сверла с коническим хвостовиком устанавливают непосредственно в отверстие пиноли, если размеры их совпадают, или при помощи переходной втулки 2 (рис. 54), одетой на хвостовик сверла 1.
Сверла с цилиндрическим хвостовиком закрепляются на станке посредством сверлильных патронов, одна из конструкций которых показана на рис. 55, а. В наклонных отверстиях корпуса 3 установлены кулачки 4 в виде цилиндрических стержней со скосами для закрепления сверла и резьбовой частью на наружной поверхности. Внутри муфты 5 закреплена гайка с конической резьбой, которая соединяется с резьбой кулачков. Если ключом 2 вращать муфту, то кулачки, перемещаясь в наклонных отверстиях будут сжиматься, обеспечивая закрепление и центрирование сверла. Корпус 8 с обратной стороны имеет глухое коническое отверстие, которым он неподвижно насаживается на хвостовик 1. Такие патроны выпускаются трех размеров: ПС-6, ПС-9, ПС-16 (цифры обозначают наибольший диаметр закрепляемого сверла).
Если требуется частая смена инструментов, устанавливаемых в задней бабке, удобно пользоваться быстросменными патронами (рис. 55, б). Патрон состоит из корпуса 2 с коническим хвостовиком 6 и двумя отверстиями, в которых свободно завальцованы шарики 3. В корпус устанавливается переходная втулка 1 с коническим отверстием Морзе. На наружной поверхности втулки выполнены две радиусные канавки, в которые при рабочем положении патрона западают шарики. На корпусе свободно надета муфта 4, продольное положение которой ограничивается пружинными кольцами 7 и 9 и подпружиненным шариком 5, фиксирующим муфту в рабочем состоянии. Отверстие 5 предусмотрено для выхода воздуха при установке переходной втулки в патрон.
Действие патрона следующее, Требуемое сверло вставляется в переходную втулку и вместе с ней устанавливается в патрон. Муфта при этом сдвинута вправо. Затем при перемещении влево муфта нажимает на шарики, которые входят в выемки втулки и закрепляют ее. Чтобы сменить инструмент, достаточно сдвинуть муфту вправо, и втулка со сверлом свободно вынимается из патрона.
Для сверления с механической подачей иногда применяют несложное приспособление в виде втулки с прямоугольным выступом, которым она закрепляется в резцедержателе суппорта.
При глубоком сверлении возникает необходимость частого вывода сверла из отверстия для очистки от стружки. В этом случае значительно сократить время отвода сверла и возвращения его в исходное положение можно, применяя довольно простой патрон (рис 55, в). Он состоит из корпуса 2 с коническим хвостовиком, сверлодержателя 1 с ввернутой в него рукояткой 3. В корпусе имеется продолговатый паз с рядом поперечных канавок. Для отвода сверла достаточно вывести рукоятку из канавки и отвести сверло вправо. Возвращение сверла в рабочее положение выполняется в обратном порядке.
Как устроен сверлильный станок
Несмотря на различные конструктивные решения, влияющие на специфику применения, сверлильные станки объединяет общее базовое устройство. Самым распространенным видом является вертикальный станок. Его конструкция состоит из нескольких основных элементов.
- Опорная плита из чугуна или стали является основанием станка, уравновешивает весь агрегат и гасит вибрацию. Плиту через пазы крепят к рабочему месту — полу или столу.
- Вертикальная стойка — это стальная труба, которая соединяется с основанием и несет на себе остальные узлы станка.
- Рабочий стол с помощью кронштейна передвигается по стойке и фиксируется в заданном месте. На рабочий стол устанавливают тиски для фиксации заготовки.
- Сверлильная головка состоит из шпиндельного узла и патрона для зажима оснастки. Головка перемещается вертикально с помощью рукоятки.
- Электродвигатель находится рядом со сверлильным блоком и передает крутящий момент на шпиндель с помощью ступенчатой ременной передачи. Станки бытового класса работают от сети 220 В, профессиональное трехфазное оборудование использует сеть 380 В.
- Передаточный механизм состоит из шкивов разного диаметра и ремня. Для изменения скорости оператор перекидывает ремень с одного шкива на другой или между пазами на одном шкиве. У большинства бытовых моделей это делается вручную при отключенном двигателе. Станки профессионального класса оснащают механизмом переключения скоростей.
Кроме вертикальных производят радиальные и горизонтальные сверлильные станки. У радиальных сверлильная головка меняет угол наклона относительно заготовки. Горизонтальные станки используют для сверления глубоких отверстий в горизонтальной плоскости. Специализированные станки с фиксацией на магнитной подушке применяют для работ в труднодоступных местах.
Типы сверл для глубокого сверления
В качестве сверл для глубокого сверления могут быть использованы:
- спиральные с цилиндрическим хвостовиком, параметры которых регламентирует ГОСТ 886-77 (по своей конструкции спиральные сверла с цилиндрическим хвостовиком относятся к инструментам длинной серии, при помощи которых создают отверстия с глубиной, превышающей величину, равную 15 диаметрам);
- ружейные, режущая часть которых полностью выполнена из твердого сплава;
- ружейные, на режущей части которых твердосплавные пластины фиксируются при помощи пайки;
- ружейные, оснащенные не только основными, но и промежуточными твердосплавными пластинами;
- эжекторные, которые используются для выполнения глубокого сверления на станках с горизонтальным расположением режущего инструмента;
- пушечные, на поверхности которых имеется V-образная канавка, предназначенная для удаления стружки (обработка при помощи сверл данного типа является устаревшим методом получения глубоких отверстий).
Сверла для глубокого сверления
ГОСТ 886-77 Сверла спиральные с цилиндрическим хвостовиком. Длинная серия. Основные размеры
Спиральные сверла с цилиндрическим хвостовиком, производимые в соответствии с требованиями, которые приводит ГОСТ 886-77, отличаются удлиненной рабочей частью. В соответствии с положениями вышеуказанного стандарта от 77-го года, такой удлиненный инструмент может полностью изготавливаться из быстрорежущей стали или оснащаться режущими пластинами, выполненными из твердого сплава.
ГОСТ 886 от 77-го года также оговаривает, что охлаждение сверл данного типа может обеспечиваться за счет не только наружного, но и внутреннего подвода СОЖ. Спиральные сверла, как указывает ГОСТ 886-77, могут производиться не только с цилиндрическим хвостовиком, но и с хвостовиками конического типа. Сам процесс глубокого сверления, осуществляемый посредством таких сверл, может выполняться как с их периодическим извлечением из выполняемого отверстия, что необходимо для удаления из него образовавшейся стружки, так и без выполнения такой процедуры. Если сравнивать спиральные сверла с ружейными и пушечными, то при использовании первых производительность сверления повышается практически в 8 раз.

Примеры рабочих головок ружейных сверл
Пушечные и ружейные сверла относятся к инструментам однорезцового типа, при помощи которых можно создавать глубокие отверстия с диаметрами, находящимися в интервале 0,5–100 мм. Охлаждение сверл данного типа осуществляется через отверстие, выполненное в их внутренней части, а стружка, образующаяся в процессе обработки, отводится при помощи специальной канавки, выполненной на их наружной поверхности. Пушечные и ружейные сверла, оснащенные режущими твердосплавными пластинами, отличаются конической конфигурацией рабочей части, что обеспечивает лучшее направление инструмента в зону выполнения обработки.

Принцип работы эжекторным сверлом
Процесс сверления и рассверливания отверстий на токарных станках
Для образования новых отверстий в заготовке или изменения размеров старых, на токарном станке необходимо выполнить следующие виды операций:
- Выставить заднюю бабку, чтобы ось пиноли совпадала с осью шпинделя.
- Закрепить заготовку в патроне передней бабки таким образом, чтобы она выступала за уровень кулачков как можно меньше.
- Установить в пиноле задней бабки режущий инструмент. Если предстоит его частая смена, то лучше пользоваться быстросменным патроном и набором специальных втулок. Это поможет значительно сократить время на смену инструмента. При использовании быстросменного патрона, все свёрла, зенкеры, развёртки и т.д. должны иметь хвостовики с одинаковым номером конуса Морзе. Пиноль в начале сверления должна быть выдвинута из задней бабки на как можно меньшее расстояние.
- Первая рабочая операция – это подготовка торца заготовки. Он должен быть ровным. Это осуществляется подрезанием торца резцом.
- Сделать небольшое углубление в торце детали. Эта операция поможет выполнить сверление точно в точке вращения заготовки. Выполняется данное углубление упорным резцом или коротким сверлом.
- Произвести сверление с помощью маховика задней бабки. Инструмент подавать плавно. Периодически выдвигать его из зоны резания, чтобы освободить от стружки. Охлаждение зоны резания осуществлять специальной эмульсией.
- При сквозной обработке нужно уменьшить скорость подачи на выходе из заготовки, чтобы не повредить его, когда резко возрастёт нагрузка на режущие кромки.
- Чтобы увеличить диаметр отверстий, нужно: установить сверло большего диаметра и совершить рассверливание; применить зенкер – провести зенкерование; воспользоваться расточным резцом — сделать растачивание.
- Для уменьшения шероховатости – применяют развёртку (процесс — развёртывание).
- Для работы с кромками – используют зенковку (процесс – зенкование).
Видео сверления шестигранного отверстия на токарно-винторезном станке
Все выше перечисленные процессы можно совершать не только трудоёмким ручным способом, но и воспользовавшись возможностью подключения механической подачи к задней бабке или использования ЧПУ. Если процессы резания будут производиться с помощью токарных станков с ЧПУ, то весь инструмент крепится в самом начале подготовительного процесса в специальных устройствах, которые меняются автоматически в определённой последовательности.
Станки для глубокого сверления и растачивания. Описание и состав группы станков
Перейти к описанию группы станков » купить станок для глубокого сверления Рё растачивания »
Станок для обработки глубоких отверстий токарного и вертлюжного исполнения РТ2641, РТ2642
- max длина обрабатываемой детали, мм 4000
- max диаметр устанавливаемой детали, мм 400
- min диаметр устанавливаемой детали, мм 50
- max диаметр обрабатываемых отверстий, мм 320
- Высота центров, мм 400
- Ширина станины, мм 630
Станок для обработки глубоких отверстий модель токарного исполнения РТ2661
- max длина обрабатываемой детали, мм 4000
- max диаметр устанавливаемой детали, мм 630
- min диаметр устанавливаемой детали, мм 100
- max диаметр обрабатываемых отверстий, мм 500
- Высота центров, мм 630
- Ширина станины, мм 800
Станок для обработки глубоких отверстий токарного и вертлюжного исполнения РТ2651, РТ2652
- max длина обрабатываемой детали, мм 6000
- max диаметр устанавливаемой детали, мм 500
- min диаметр устанавливаемой детали, мм 100
- max диаметр обрабатываемых отверстий, мм 450
- Высота центров, мм 500
- Ширина станины, мм 800
Это интересно: Алмазно-расточные станки — принцип работы и виды
Что такое, и для чего предназначено пушечное сверло

Пушечное сверло — это режущий инструмент преимущественно цилиндрической формы с переменным по длине сечением. Оно является инструментом однорезцового вида.
Для отведения отработанной стружки от обрабатываемой детали на поверхности такого сверла имеется выемка с сечением в форме буквы V. Данная проточка выполнена по внешней поверхности сверла.

В общем случае, при помощи пушечного сверла возможно получить отверстия с диаметром в диапазоне от 0,5 миллиметров до 10 сантиметров. Специальное отверстие для подвода смазывающе-охлаждающей жидкости обычно отсутствует. Сверление производят на малой частоте вращения металлообрабатывающего агрегата.
В рабочей части пушечное сверло имеет форму полукруга. Плоская поверхность полукруглого стержня является передней поверхностью сверла. Под прямым углом к оси сверла на торце стержня образуется режущая кромка. Задний торец инструмента имеет плоскую наклонную под углом 10-20 градусов форму.
Для обеспечения более точного направления опорная поверхность пушечного сверла имеет цилиндрическую форму. На опорной поверхности выполняются лыски под 35-40 градусов, а также обратный конус 0,04-0,05 миллиметров на 10 сантиметров длины. Эти мероприятия способствуют уменьшению трения инструмента о внутренние стенки обрабатываемой детали.
Для удаления стружки, образовавшейся в процессе резания, приходится регулярно выводить сверло из детали. Геометрия сверла способствует тяжелым условиям работы инструмента, что уменьшает его долговечность и снижает точность процесса резания.
Основные характеристики
Глубокое сверление по технологии ВТА
Диаметры сверления, мм | 12,7 — 38,1 |
Цекование (макс. диаметр), мм | — |
Глубина сверления, мм | 500 — 2000 |
Диаметры бурения твердых материалов, мм | 19 — 65 |
Цекование (макс. диаметр), мм | 100 |
Глубина сверления, мм | 1000 — 3000 |
Диаметры бурения твердых материалов, мм | 30 — 100 |
Цекование (макс. диаметр), мм | 175 |
Глубина сверления, мм | 1500 — 6000 |
Диаметры бурения твердых материалов, мм | 50 — 180 |
Цекование (макс. диаметр), мм | 300 |
Глубина сверления, мм | 2000 — 12000 |
Диаметры бурения твердых материалов, мм | 75 — 250 |
Цекование (макс. диаметр), мм | 400 |
Глубина сверления, мм | 2000 — 12000 |
Станки для глубокого сверления для малых диаметров
Диапазон диаметров сверления, мм | 1 — 6 |
Глубина сверления, мм | 300 |
Мощность каждого шпинделя, кВт | 1,5 |
Частота вращения шпинделя, об/мин | 1000 — 24000 |
Наружный диаметр детали (макс.), мм |
Одноосевые станки глубокого сверления
Диапазон диаметров сверления, мм | 2 — 8 |
Глубина сверления, мм | 400 ˜ 1200 |
Мощность каждого шпинделя, кВт | 1,5 |
Частота вращения шпинделя, об/мин. | 2000 — 12000 |
Наружный диаметр детали (макс.), мм | 10 — 50 |
Диапазон диаметров сверления, мм | 3 — 12 |
Глубина сверления, мм | 400 ˜ 1200 |
Мощность каждого шпинделя, кВт | 2,2 |
Частота вращения шпинделя, об/мин. | 1200 — 10000 |
Наружный диаметр детали, мм | 10 — 50 |
Диапазон диаметров сверления, мм | 5 — 25 |
Глубина сверления, мм | 400 ˜ 1200 |
Мощность каждого шпинделя, кВт | 7,5 |
Частота вращения шпинделя, об/мин | 500 — 7500 |
Наружный диаметр детали, мм | 15 — 75 |
Диапазон диаметров сверления, мм | 8 — 40 |
Глубина сверления, мм | 400 ˜ 1200 |
Мощность каждого шпинделя, кВт | |
Частота вращения шпинделя, об/мин. | 300 — 3200 |
Наружный диаметр детали, мм | 15 — 100 |
Многокоординатные станки глубокого сверления
Рабочий ход при сверлении, мм | 1000 |
Диаметр высверливаемого отверстия, мм | 5 — 25 |
Размер стола, мм | 1000 х 1000 |
Мощность, передаваемая шпинделем (при сверлении), кВт | 7,5 |
Мощность, передаваемая шпинделем (при фрезеровании), кВт | 7,5 |
Количество координат, ед. | 3 — 7 |
Рабочий ход при сверлении, мм | 1500 |
Диаметр высверливаемого отверстия, мм | 8 — 38 |
Размер стола, мм | 1500 х 1500 |
Мощность, передаваемая шпинделем (при сверлении), кВт | |
Мощность, передаваемая шпинделем (при фрезеровании), кВт | |
Количество координат, ед. | 3 — 7 |
Рабочий ход при сверлении, мм | 2000 |
Диаметр высверливаемого отверстия, мм | 15 — 65 |
Размер стола, мм | 2000 х 2000 |
Мощность, передаваемая шпинделем (при сверлении), кВт | |
Мощность, передаваемая шпинделем (при фрезеровании) , кВт | |
Количество координат, ед. | 3 — 7 |
Станки для подрезки и выглаживания роликом
Диаметр подрезки и чистового выглаживания, мм | 40 — 150 |
Длина подрезки и чистового выглаживания, мм | 1000 — 8000 |
Мощность, передаваемая шпинделем, кВт | |
Частота вращения шпинделя, об/мин | 80 — 1800 |
Диаметр подрезки и чистового выглаживания, мм | 50 — 250 |
Длина подрезки и чистового выглаживания, мм | 1000 — 8000 |
Мощность, передаваемая шпинделем, кВт | |
Частота вращения шпинделя, об/мин | 50 — 1200 |
Станки для изготовления трубных решеток
Рабочий ход при сверлении, мм | 500 |
Диаметр высверливаемого отверстия, мм | 19 — 50 |
Размер стола, мм | 2000 х 2000 |
Мощность, передаваемая шпинделем (при сверлении), кВт | |
Ось Х, мм | 1500 / 2000 |
Ось Y, мм | 1500 / 2000 |
Количество шпинделей, ед. | 1 — 2 |
3-ех осевые станки глубокого сверления
Диапазон диаметров сверления, мм | 3 — 12 |
Глубина сверления, мм | 600 / 1000 |
Ускоренная продольная подача, мм/мин | 4000 |
Мощность каждого шпинделя, кВт | 2,2 |
Частота вращения шпинделя, об/мин | 1200 — 12000 |
Перемещение по оси X х перемещение по оси Y, мм | 500 х 300 |
Высота центра шпинделя от поверхности стола, мм | 50 — 350 |
Диапазон диаметров сверления, мм | 5 — 25 |
Глубина сверления, мм | 600 / 1000 |
Ускоренная продольная подача, мм/мин | 4000 |
Мощность каждого шпинделя, кВт | 7.5 |
Частота вращения шпинделя, об/мин | 500 — 7500 |
Перемещение по оси X х перемещение по оси Y, мм | 500 х 300 |
Высота центра шпинделя от поверхности стола, мм | 50 — 350 |
Диапазон диаметров сверления, мм | 8 — 40 |
Глубина сверления, мм | 600 / 1000 |
Ускоренная продольная подача, мм/мин | 4000 |
Мощность каждого шпинделя, кВт | |
Частота вращения шпинделя, об/мин | 300 — 3200 |
Перемещение по оси X х перемещение по оси Y, мм | 500 х 300 |
Высота центра шпинделя от поверхности стола, мм | 50 — 350 |
Станки глубокого сверления
Глубокое сверление, как правило, характеризуется отношением длины отверстия к его диаметру (L/D), которое должно быть не меньше 10:1.
Влияние СОЖ при сверлении
Формирование стружки является единственным способом оценить производительность сверла во время обработки. Формы изогнутой формы (то есть «шестерки» и «девятки») идеальны, в то время как более длинные и жесткие стружки отводят тепло из зоны резания менее эффективно. Цвет тоже имеет значение. Когда зона резания перегревается, стружка постепенно становится серой, черной и синей. Обесцвеченные стружки могут указывать на необходимость уменьшения нагрева путем замедления оборотов шпинделя, в то время как вязкие стружки могут указывать на необходимость увеличения скорости подачи до точки, в которой обрабатываемый материал ломается, а не отслаивается.









Одним из наиболее недооцененных факторов в любом процессе обработки, даже после сверления, является охлаждающая жидкость. Учитывая значительное влияние охлаждающей жидкости на то, как образуется стружка, регулировка концентрации и потока охлаждающей жидкости также может помочь решить проблемы с оптимизацией работы сверла в зоне резания.
Водорастворимые охлаждающие жидкости являются наиболее распространенными, поскольку они хорошо отводят тепло. Тем не менее, полусинтетические или полностью масляные составы могут быть лучшим выбором для улучшения смазывающей способности и обеспечения коротких сегментированных стружек. Хотя инструменты могут изнашиваться быстрее и параметры резания должны быть менее агрессивными, чем при использовании охлаждающей жидкости на водной основе, покрытие пластины, которое повышает термостойкость, может помочь компенсировать это.
Одним из не подлежащих обсуждению факторов является использование сквозных отверстий для подачи СОЖ. Станки также должны обеспечивать достаточное давление охлаждающей жидкости. Небольшие сверла требуют значительно большего давления для удаления стружки, потому что они должны работать при более высоких оборотах, чтобы достичь той же скорости поверхности, чем и у более больших диаметров инструментов. Чем больше давление, тем быстрее стружка выходит из отверстия и тем быстрее вы можете вращать сверло.
Основные характеристики
Глубокое сверление по технологии ВТА
Диаметры сверления, мм | 12,7 — 38,1 |
Цекование (макс. диаметр), мм | — |
Глубина сверления, мм | 500 — 2000 |
Диаметры бурения твердых материалов, мм | 19 — 65 |
Цекование (макс. диаметр), мм | 100 |
Глубина сверления, мм | 1000 — 3000 |
Диаметры бурения твердых материалов, мм | 30 — 100 |
Цекование (макс. диаметр), мм | 175 |
Глубина сверления, мм | 1500 — 6000 |
Диаметры бурения твердых материалов, мм | 50 — 180 |
Цекование (макс. диаметр), мм | 300 |
Глубина сверления, мм | 2000 — 12000 |
Диаметры бурения твердых материалов, мм | 75 — 250 |
Цекование (макс. диаметр), мм | 400 |
Глубина сверления, мм | 2000 — 12000 |
Станки для глубокого сверления для малых диаметров
Диапазон диаметров сверления, мм | 1 — 6 |
Глубина сверления, мм | 300 |
Мощность каждого шпинделя, кВт | 1,5 |
Частота вращения шпинделя, об/мин | 1000 — 24000 |
Наружный диаметр детали (макс.), мм |
Одноосевые станки глубокого сверления
Диапазон диаметров сверления, мм | 2 — 8 |
Глубина сверления, мм | 400 ˜ 1200 |
Мощность каждого шпинделя, кВт | 1,5 |
Частота вращения шпинделя, об/мин. | 2000 — 12000 |
Наружный диаметр детали (макс.), мм | 10 — 50 |
Диапазон диаметров сверления, мм | 3 — 12 |
Глубина сверления, мм | 400 ˜ 1200 |
Мощность каждого шпинделя, кВт | 2,2 |
Частота вращения шпинделя, об/мин. | 1200 — 10000 |
Наружный диаметр детали, мм | 10 — 50 |
Диапазон диаметров сверления, мм | 5 — 25 |
Глубина сверления, мм | 400 ˜ 1200 |
Мощность каждого шпинделя, кВт | 7,5 |
Частота вращения шпинделя, об/мин | 500 — 7500 |
Наружный диаметр детали, мм | 15 — 75 |
Диапазон диаметров сверления, мм | 8 — 40 |
Глубина сверления, мм | 400 ˜ 1200 |
Мощность каждого шпинделя, кВт | |
Частота вращения шпинделя, об/мин. | 300 — 3200 |
Наружный диаметр детали, мм | 15 — 100 |
Многокоординатные станки глубокого сверления
Рабочий ход при сверлении, мм | 1000 |
Диаметр высверливаемого отверстия, мм | 5 — 25 |
Размер стола, мм | 1000 х 1000 |
Мощность, передаваемая шпинделем (при сверлении), кВт | 7,5 |
Мощность, передаваемая шпинделем (при фрезеровании), кВт | 7,5 |
Количество координат, ед. | 3 — 7 |
Рабочий ход при сверлении, мм | 1500 |
Диаметр высверливаемого отверстия, мм | 8 — 38 |
Размер стола, мм | 1500 х 1500 |
Мощность, передаваемая шпинделем (при сверлении), кВт | |
Мощность, передаваемая шпинделем (при фрезеровании), кВт | |
Количество координат, ед. | 3 — 7 |
Рабочий ход при сверлении, мм | 2000 |
Диаметр высверливаемого отверстия, мм | 15 — 65 |
Размер стола, мм | 2000 х 2000 |
Мощность, передаваемая шпинделем (при сверлении), кВт | |
Мощность, передаваемая шпинделем (при фрезеровании) , кВт | |
Количество координат, ед. | 3 — 7 |
Станки для подрезки и выглаживания роликом
Диаметр подрезки и чистового выглаживания, мм | 40 — 150 |
Длина подрезки и чистового выглаживания, мм | 1000 — 8000 |
Мощность, передаваемая шпинделем, кВт | |
Частота вращения шпинделя, об/мин | 80 — 1800 |
Диаметр подрезки и чистового выглаживания, мм | 50 — 250 |
Длина подрезки и чистового выглаживания, мм | 1000 — 8000 |
Мощность, передаваемая шпинделем, кВт | |
Частота вращения шпинделя, об/мин | 50 — 1200 |
Станки для изготовления трубных решеток
Рабочий ход при сверлении, мм | 500 |
Диаметр высверливаемого отверстия, мм | 19 — 50 |
Размер стола, мм | 2000 х 2000 |
Мощность, передаваемая шпинделем (при сверлении), кВт | |
Ось Х, мм | 1500 / 2000 |
Ось Y, мм | 1500 / 2000 |
Количество шпинделей, ед. | 1 — 2 |
3-ех осевые станки глубокого сверления
Диапазон диаметров сверления, мм | 3 — 12 |
Глубина сверления, мм | 600 / 1000 |
Ускоренная продольная подача, мм/мин | 4000 |
Мощность каждого шпинделя, кВт | 2,2 |
Частота вращения шпинделя, об/мин | 1200 — 12000 |
Перемещение по оси X х перемещение по оси Y, мм | 500 х 300 |
Высота центра шпинделя от поверхности стола, мм | 50 — 350 |
Диапазон диаметров сверления, мм | 5 — 25 |
Глубина сверления, мм | 600 / 1000 |
Ускоренная продольная подача, мм/мин | 4000 |
Мощность каждого шпинделя, кВт | 7.5 |
Частота вращения шпинделя, об/мин | 500 — 7500 |
Перемещение по оси X х перемещение по оси Y, мм | 500 х 300 |
Высота центра шпинделя от поверхности стола, мм | 50 — 350 |
Диапазон диаметров сверления, мм | 8 — 40 |
Глубина сверления, мм | 600 / 1000 |
Ускоренная продольная подача, мм/мин | 4000 |
Мощность каждого шпинделя, кВт | |
Частота вращения шпинделя, об/мин | 300 — 3200 |
Перемещение по оси X х перемещение по оси Y, мм | 500 х 300 |
Высота центра шпинделя от поверхности стола, мм | 50 — 350 |
Станки глубокого сверления
Глубокое сверление, как правило, характеризуется отношением длины отверстия к его диаметру (L/D), которое должно быть не меньше 10:1.
Описание станка
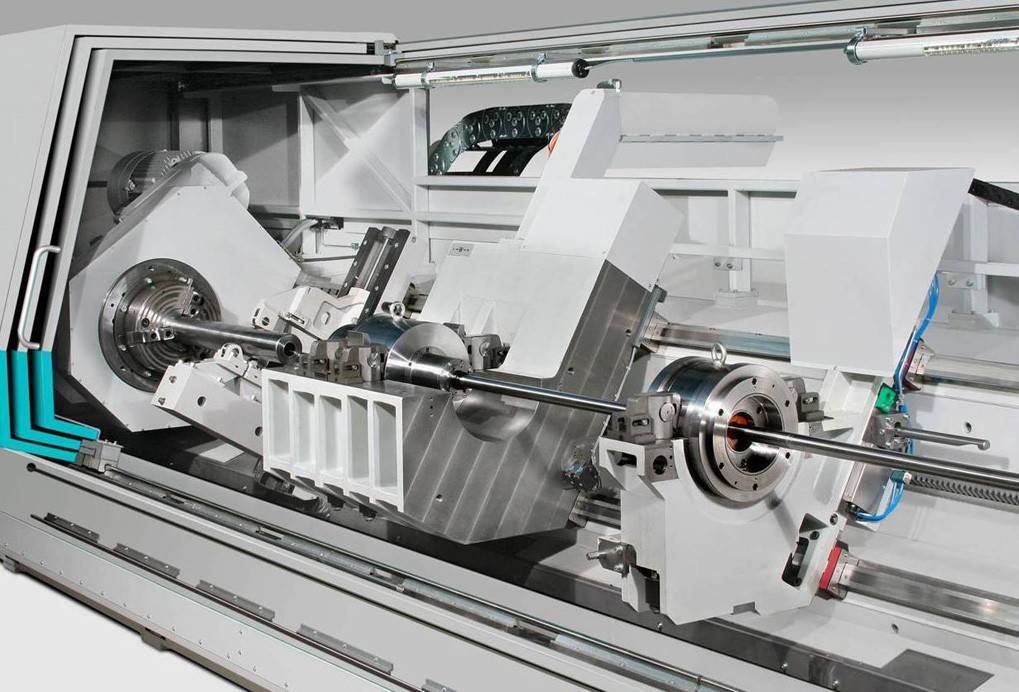
Компания TIBO имеет 45-летний опыт в области глубокого сверления, а изобилие усовершенствованных элементов станков позволяет значительно упростить работу и переоснастку оборудования при расширенных возможностях обработки. Помимо базовой линейки оборудования, компания проектирует и изготавливает станки под конкретные условия производства, используя модульный тип компановки. Для уменьшения увода при сверлении возможно оснастить станок шпинделем привода заготовки для осуществления встречного вращения. Опционально возможно оснащение не вращающейся бабкой, перемещающейся по оси Х, например для зажима плит, гидравлической прижимной плитой для зажима заготовок, продольно-поперечным столом для эксцентрического сверления или делительной головкой.



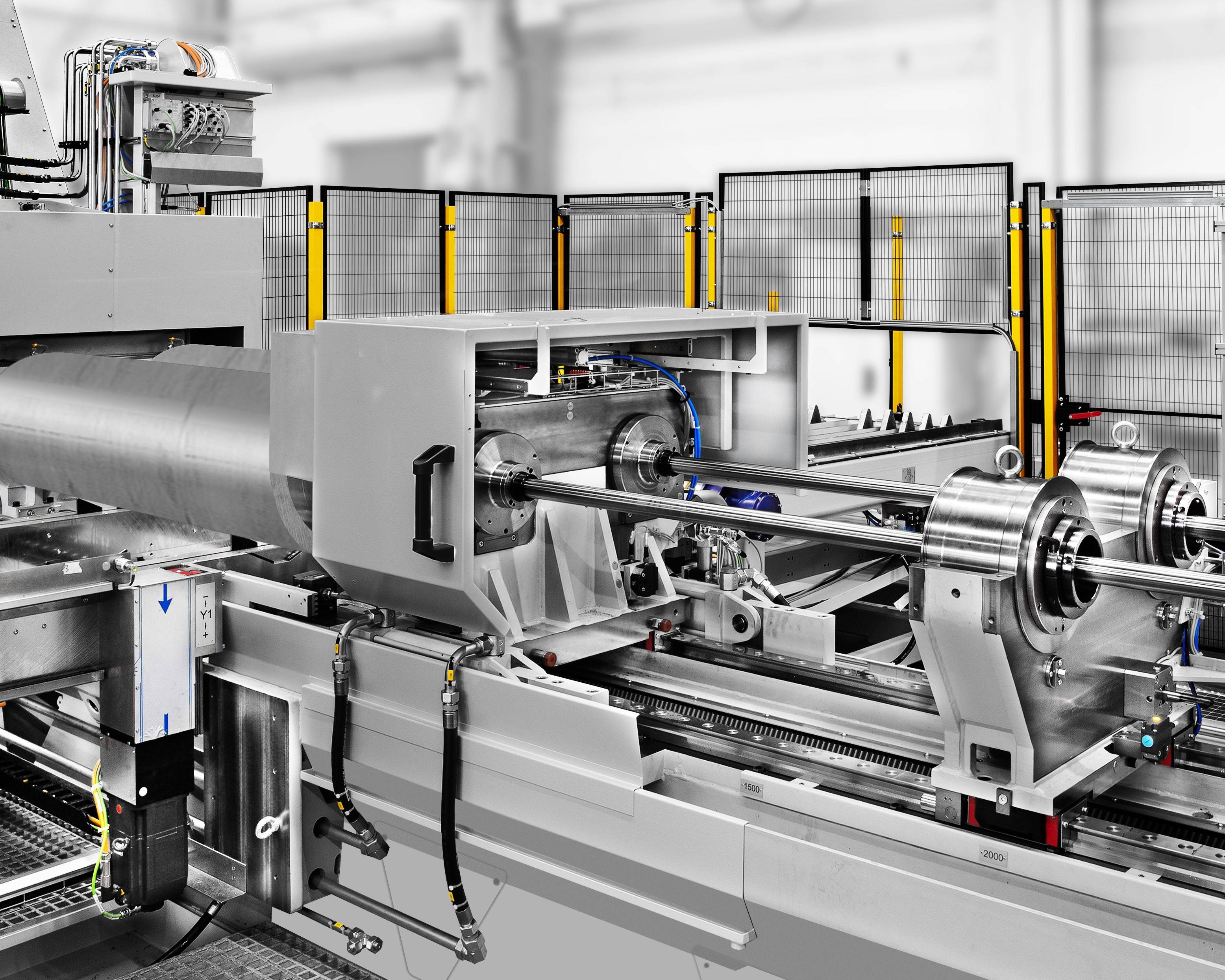





Передвижной держатель кондукторных втулок
Передвижной держатель кондукторных втулок или бабка маслоприемника каждого станка может быть сдвинута на 1/3 в сторону бабки инструмента. Это позволяет обрабатывать более длинные заготовки с меньшей глубиной сверления, или заготовка может быть просверлена с переворотом с двух сторон. Например, на станке с глубиной сверления 1500 мм можно сверлить заготовки длиной 2000 мм на глубину 1000 мм или с двух сторон на 2000 мм.
Люнеты для инструмента
Друг в друга входящие люнеты инструмента минимизируют потери длины. Не используемые люнеты могут быть легко и быстро сняты с направляющих, а при необходимости их можно снова монтировать на станок.
Защитные двери
Широко открывающиеся защитные двери дают возможность загружать детали краном, а также легкодоступно осуществлять обслуживание и переналадку станка.
Глубина сверления
Существует 14 возможных глубин сверления: 375, 750, 1000, 1500, 2000, 2250, 3000, 3750, 4000, 4500, 5000, 6000, 7000 и 8000 мм.
Система охлаждения
Комбинация частотно-регулируемого насоса высокого давления совместно с автоматической системой фильтрации, а также системой отвода стружки дает отличные результаты сверления в течение длительного периода.
Станки глубокого сверления TIBO могут быть укомплектованы различными системами управления. Так, наряду с системами ЧПУ на основе Touch-панели Siemens KTP-600 и многофункциональной панели KTP-1000, предложены на выбор и системы управления ЧПУ Siemens 802D sl, а также Siemens 840D sl.
- Программируемое стружкодробление при обработке труднообрабатываемых материалов
- Передача цифровых данных при помощи USB и Ethernet
- Функция диагностики ошибок для повышения качества и снижения времени на переоснащение станка
- Программируемое минимальное и максимальное значения давления СОЖ
- Дистанционное обслуживание программного обеспечения через каналы связи (опция)
Оборудование для сверления глубоких отверстий
К данной группе оборудования предъявляют жесткие специфичные требования:
- они должны обладать возможностью быстрой сменой и установкой заготовок;
- удаление стружки должен выполняться без остановок;
- должны иметь эффективную возможность охлаждения и очистки СОЖ;
- должны быть безопасными для персонала.
Станки для глубокого сверления подразделяются на несколько типов, которые рассмотрим ниже.

Классификация станков для глубокого сверления
Первый тип – токарные. Позволяют обрабатывать тела вращения, предварительно обработанные на другом оборудовании. По конструктивному исполнению передней бабки сходны с классическими токарными станками.
Заготовка закрепляется в патрон, установленный на шпинделе, который предает ей быстрое вращение. Противоположный конец детали устанавливает в люнет (центрирующую опору), если стружка отводится снаружи, поддерживается маслоприемником – специальным устройством, предназначенным для подвода СОЖ в зону резания, а также выполняющего еще ряд функций, если происходит внутренний отвод стружки. Стебель со сверлом устанавливаются в стеблевой бабке или стойке суппорта. По компактности уступают только станкам вертлюжного типа.
На станках вертлюжного типа один конец заготовки закрепляется внутри полого шпинделя, обладающим низкими скоростями вращения. У вертлюжных станков одновременно вращаются заготовка и режущий инструмент. Они занимают меньше всего места в цехе, т.е. являются компактными. По потреблению электроэнергии занимают среднее положении относительно токарных станков и станков без вращения заготовки.
Основные узлы сходны с узлами токарных станков. В некоторых моделях, шпиндель имеет 2 патрона для установки деталей. Станки этого типа применяют для сверления глубоких отверстий в заготовках чувствительных к высоким частотам вращения: имеющих эксцентриситет – ось отверстия смещена относительно основной оси, а также детали имеющие дисбаланс или большой вес.
Двухстороннее сверление целесообразно использовать только при производстве большого количества деталей, т.е. массово, при очень длинных отверстиях без предъявления высоких требованиях к точности отверстия, сверлении труднообрабатываемых материалов или двух соосных глухих отверстий.
Чтобы обработать два и более параллельных отверстия применяются станки без вращения заготовок. Сверление может осуществлять стеблевая бабка, которая перемещается относительно неподвижной заготовки, либо деталь устанавливается на стол, который имеет возможность продольного перемещения. По потреблению электроэнергии станки являются самыми экономичными. Недостаток данного типа оборудования – плохое качество сверления.
По степени автоматизации станки можно классифицировать на три группы:
- автоматы;
- полуавтоматы – являются самыми распространенными;
- ручные.