Нагартованный металл это
Задача упрочнения поверхностного слоя металлического изделия является достаточно актуальной во многих случаях, ведь большая часть деталей машин и различных механизмов работает под воздействием значительных механических нагрузок. Решить такую задачу позволяет как наклеп, так и нагартовка, которые, несмотря на свою схожесть, все же имеют определенные различия.
На производстве проблема упрочнения металлических поверхностей решается с помощью специального оборудования
Нагартованная лента нержавеющая и её особенности
Нагартованная нержавеющая лента представляет собой сортовой металлопрокат, имеющий определенные поперечное сечение и длину, и свернутую в аккуратный рулон. Это облегчает удобное и безопасное хранение, транспортировку и размотку.
Нержавеющая сталь обеспечивает пластичность материала, его устойчивость к влажности (коррозионная стойкость) и даже более агрессивным средам.
Это определяет не только долговечность, но и возможность, например, использования в контакте с пищевыми товарами.
Область применения
Нагартованная нержавеющая лента находит широкое применение в различных отраслях производства: машиностроении, строительстве, изготовлении различных металлических изделий.
В зависимости от геометрии и свойств её можно использовать, как заготовку для различных деталей (хомуты, крепежные изделия, кронштейны, ножи, различные сборные конструкции, емкости для пищи, инструменты и многое другое), так и для упаковки в качестве надежной стяжки.
https://www.youtube.com/watch?v=ItG-XeClb5Q
Нержавеющая лента подразумевает широкий спектр марок стали и способов обработки – она подходит для всех способов резки, гибки, сварки и пр. Востребована дополнительная обработка, улучшающая отдельные свойства.
Нагартованная лента нержавеющая имеет значительно более высокую прочность с определенной потерей пластичности и вязкости. Под нагартовкой понимается пластическая деформация поверхности с помощью механического упрочнения. В результате обработки исходный материал может классифицироваться, как мягкий, полунагартованный, нагартованный и высоконагартованный. Чем степень нагартованности выше, тем больше и прочностные характеристики.
Технологичность
Конкретный вид нагартованной ленты назначается исходя из требований к изделию.
При высоких механических свойства поверхности, резка нержавеющей стали в виде ленты не представляет большой трудности. Небольшая толщина позволяет применять любое типовое оборудование для, например, отрезании части рулона.
Если важно качество, то лучше выбирать нагартованную нержавеющую ленту , выполненную в соответствии с ГОСТ 4986-79, и имеющую сертификат на сталь. Если производитель внушает доверие, то допустимо производство по ТУ
Наиболее распространенными являются нагартованная лента толщина от одной десятой до миллиметра, а ширина от десяти до ста миллиметров.
Нагартовка и оборудование для нее
Выполнение нагартовки изделий из стали особенно актуально в тех случаях, когда имеется необходимость повысить их устойчивость к поверхностному растрескиванию, а также предотвратить протекание в нем усталостных процессов. Отраслями промышленности, в которых нагартованные изделия зарекомендовали себя особенно хорошо, являются авиа- и автомобилестроение, нефтедобыча, нефтепереработка и строительство.

Устройство промышленной дробомётной установки для обработки труб
Такие методы упрочнения металлов, как контролируемый наклеп или нагартовка, могут быть реализованы при помощи различного оборудования, от качества и функциональности которого зависит результат выполняемых операций. Оборудование для нагартовки изделий из стали или других сплавов, которое сегодня представлено большим разнообразием моделей, может быть общего назначения или специального – для того, чтобы выполнять обработку деталей определенного типа (болтов, пружин и др.).
В промышленных масштабах нагартовка выполняется на автоматизированных устройствах, все режимы работы которых устанавливаются и контролируются за счет использования электронных систем. В частности, на таких станках автоматически регулируется как количество, так и скорость подачи дроби, используемой для выполнения обработки.

Дробометная установка для обработки листового и профильного металлопроката
Выполнение наклепа, при котором процесс его формирования контролируется, используется в тех случаях, когда изделие из стали нет возможности упрочнить при помощи термической обработки. Помимо нагартовки и наклепа повысить прочность поверхностного слоя металлического изделия могут и другие методы холодной пластической деформации. Сюда, в частности, относятся волочение, накатка, холодная прокатка, дробеструйная обработка и др.
Кроме стали, содержание углерода в которой не должно превышать 0,25%, такой способ упрочнения необходим изделиям из меди, а также некоторым алюминиевым сплавам. Нагартовке также часто подвергается лента нержавеющая. Ленту нагартованную применяют в тех случаях, когда обычная лента нержавеющая не способна справляться с воспринимаемыми нагрузками.

Нагартованная нержавеющая лента обладает более высокой прочностью с определенной потерей вязкости и пластичности
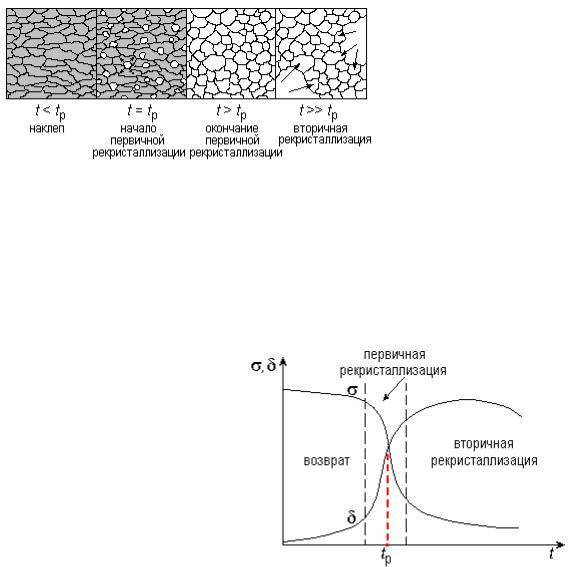
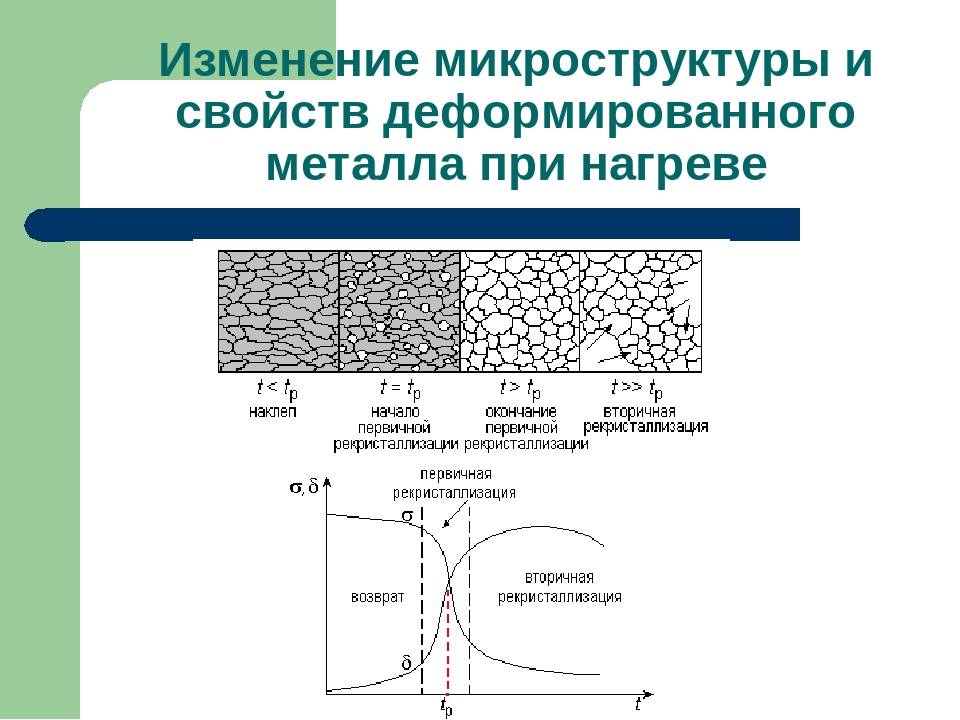
Наклеп, который сформировался на поверхности металлического изделия в процессе выполнения его обработки различными методами, можно снять, для чего используется специальная термическая обработка. При выполнении такой процедуры металлическое изделие нагревают, что приводит к тому, что атомы его внутренней структуры начинают двигаться активнее. В результате она переходит в более устойчивое состояние.
Выполняя такой процесс, как рекристаллизационный отжиг, следует учитывать степень нагрева металлической детали. Если степень нагрева незначительна, то в структуре металла снимаются микронапряжения второго рода, а его кристаллическая решетка частично искажается. Если интенсивность нагрева увеличить, то начнут формироваться новые зерна, оси которых сориентированы в одном пространственном положении. В результате интенсивного нагрева полностью исчезают деформированные зерна и формируются те, оси которых ориентированы в одном направлении.
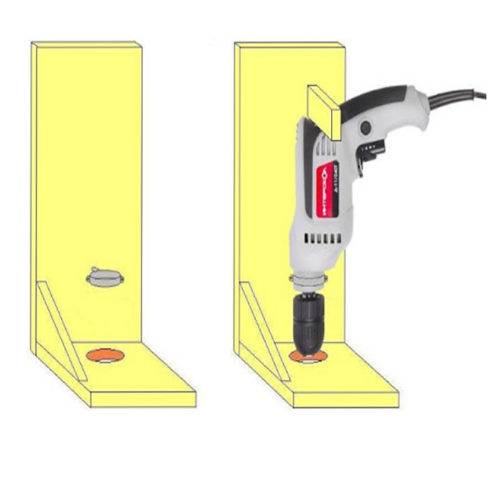
Ручная правка наклепом изогнутого вала
Существует также такая технологическая операция, как правка наклепом, при помощи которой металлический вал или лист приводятся в исходное состояние. Чтобы выполнить такую операцию, нацеленную на устранение несоответствий геометрических параметров их требуемым значениям, нет необходимости использовать специальный станок – ее выполняют при помощи обычного молотка и ровной плиты, на которую укладывается обрабатываемое изделие. Нанося таким молотком удары по изделию, форму которого требуется исправить, добиваются формирования на его поверхности наклепанного слоя, что в итоге приведет к достижению требуемого результата.



Применение
В промышленности нагартовку применяют для придания прочности изделиям из нержавеющей стали, меди, алюминия и его сплавов
Это очень важно для машиностроения, поскольку различные узлы и механизмы часто работают в неблагоприятных условиях и со временем изнашиваются
Нагартованная проволока из нержавеющей стали обладает повышенной твердостью и жесткостью и устойчива к колебаниям температуры. Такая проволока используется в машиностроении при изготовлении деталей различных видов автомобилей. Она также нашла широкое применение для изготовления очень прочных канатов, тросов и пружин. Еще нагартовку часто используют для производства нержавеющих лент.
Таким образом, снижается предел текучести металла. Этот параметр определяет предельное напряжение на изделие, при котором оно начнет деформироваться пластически. Если степень нагрузки не превышает допустимого значения, после прекращения действия сторонних сил металл вернется в прежнее состояние.
Изучение структуры металла говорит о том, что после превышения предела текучести изделие получает деформационное упрочнение.
Для закалки поверхности наклепом используют специальное оборудование, которое будет рассмотрено ниже.
При воздействии на сталь и прочие ферромагнитные материалы наблюдается увеличение значения напряженности магнитного поля. Этот параметр называется коэрцитивной силой. При этом магнитная проницаемость изделия снижается.
Рассматриваемое явление помогает повысить эксплуатационные свойства пластичных металлов. При нагартовке алюминия и сплавов на его основе наблюдается существенное увеличение твердости и повышение предела текучести. Удобство работы с пластичными металлами заключается в том, что для холодной деформационной обработки можно использовать любой из нижеперечисленных способов:
Сварка сплавов
Мы отмечали, что после добавления компонентов металлообработка, в том числе с помощью сварочного аппарата, затрудняется. Посмотрим, в чем особенности.
Низколегированных
Рекомендации:
- Нельзя допускать быстрого остывания шва – тогда могут появиться микротрещины.
- Аппарат должен быть с обратной полярностью и постоянным напряжением.
- Нужно использовать электроды с фтористо-кальциевым покрытием.
- Процесс – без перерыва, плавно со средней скоростью в 20 м/ч.
- Напряжение – 40 В и сила тока – 80 А.
Среднелегированных
Особенности:
- В электродах должно быть меньше легирующих веществ, чем в сплаве.
- Если лист шире, чем 5 мм, применяйте аргоновую сварку.
- При газовом аппарате используйте смесь из ацетилена и кислорода.
Нагартовка и отжиг – серия Н2
Серия Н2 относится к материалам, которые были нагартованы до более высокой степени, чем это нужно было бы для заданных прочностных свойств, а затем снижают эту «лишнюю» прочность снимают с помощью частичного отжига. С увеличением степени нагартовки вторая цифра возрастает от 2 до 8 аналогично чисто нагартованным состояния: Н22, Н24, Н26 и Н28.
На рисунке схематически показаны нагартованные состояния серий Н1 и Н2 при различной степени нагартовки и различных длительностях отжига при постоянной температуре. Бывают аналогичные графики в зависимости от температуры отжига. У состояний с одинаковыми вторыми цифрами пределы прочности – одинаковые, а предел текучести у состояний с частичным отжигом ниже, чем у чисто нагартованных состояний. График роста прочности от степени холодной деформации имеет выпуклость вверх. Это отражает тот факт, что первые стадии холодной деформации дают максимальный прирост прочности.
Технология наклепа и нагартовки металла
Наклеп – это явление, при котором повышается прочность и твердость металлического изделия. Изменения свойств достигается за счет пластической деформации. Наклеп металла протекает при высокой температуре, значение которой недостаточно для рекристаллизации заготовки. Данное явление может быть как вредным, так и полезным.
Нагартовка – это технологический процесс, который преследует те же цели, что и наклеп. Основное отличие заключается в том, что последнее явление может происходить в результате осознанных или неосознанных действий.
Например, в процессе механической обработки резанием с высокой скоростью и глубиной прохода поверхность приобретает избыточную прочность, что повышает хрупкость изделия. Нагартовкой являются только полезные деформационные упрочнения, применение которых имеет умышленный характер.
Суть и назначение наклепа и нагартовки
В результате пластической деформации происходят изменения в кристаллической решетке и фазовом составе материала. Процесс нагартовки металла сопровождается образованием дефектов во внутренней структуре изделия. При этом свойства материала изменяются следующим образом:
- повышается стойкость к механическим повреждениям (упрочнение металла);
- увеличивается твердость материала;
- снижается сопротивление динамическим нагрузкам;
- теряется пластичность;
- происходит снижение устойчивости к пластическим деформациям с противоположным знаком – это называется эффектом Баушингера.
Таким образом, снижается предел текучести металла. Этот параметр определяет предельное напряжение на изделие, при котором оно начнет деформироваться пластически. Если степень нагрузки не превышает допустимого значения, после прекращения действия сторонних сил металл вернется в прежнее состояние.
Данный параметр особенно важен для нагартованной стали, которую используют в качестве основного материала в несущих конструкциях различных зданий и сооружений. Проект составляют с учетом предельных нагрузок на отдельные элементы и объект в целом.
Изучение структуры металла говорит о том, что после превышения предела текучести изделие получает деформационное упрочнение. Для закалки поверхности наклепом используют специальное оборудование, которое будет рассмотрено ниже.
При воздействии на сталь и прочие ферромагнитные материалы наблюдается увеличение значения напряженности магнитного поля. Этот параметр называется коэрцитивной силой. При этом магнитная проницаемость изделия снижается.
Рассматриваемое явление помогает повысить эксплуатационные свойства пластичных металлов. При нагартовке алюминия и сплавов на его основе наблюдается существенное увеличение твердости и повышение предела текучести.
Удобство работы с пластичными металлами заключается в том, что для холодной деформационной обработки можно использовать любой из нижеперечисленных способов:
- прокатку;
- глубокую вытяжку;
- ковку;
- отбортовку.
В каких случаях используют наклеп, а когда нагартовку
Физика данных процессов основана на деформационном упрочнении металлического изделия. Отличие заключается в следующем:
- Наклепом называется любое деформационное упрочнение металла, эффект от которого может быть как положительным, так и отрицательным.
- Нагартовкой считают только тот процесс, который применяют к изделию умышленно, с целью повышения эксплуатационных характеристик.
В технической документации, включая государственные стандарты, ANSI и ISO, отсутствует термин наклеп. Например, деформационно-упрочненный алюминий называют нагартованным. Для этого металла степень обработки обозначают буквой Н. За ней следует числовое определение, которое может содержать от одной до трех цифр.
Виды наклепа
Деформационное упрочнение металла классифицируют по процессам, которые активизируются в заготовке во время образования наклепанного слоя.



В случае образования новых фаз, отличающихся иным удельным объемом, явление называют фазовым. Если причина изменений – действие внешних сил, наклеп называют деформационным.
Существует две категории:
- Центробежно-шариковый. На изделие воздействуют шариками, которые располагаются в гнездах обода установки. Ее принцип действия основан на вращении, когда под влиянием центробежной силы элементы оказывают механическое воздействие на обрабатываемую заготовку.
- Дробеметный. Этот метод основан на использовании кинетической энергии. В качестве обрабатывающих элементов используют дробь диаметром до 4 мм, изготовленную из прочного материала: чугуна, стали или керамики. Согласно технологическим требованиям скорость потока может достигать 70 м/с.
Маркировка легированных сталей
Из-за большого разнообразия сплавов с улучшающими добавками появилась необходимость в их маркировке. Легированные стали классификация и маркировка которых будет приведена ниже очень легко идентифицировать по буквенному обозначению, а также по указанию процентного состава тех или иных веществ в металле.
Маркировка включает в себя буквы, которые обозначают предназначение металла.
- Ж, Х, Е — обозначение нержавеющих, хромистых и магнитных сплавов.
- Я — хромоникелевая нержавеющая сталь.
- Ш — шарикоподшипниковая.
- Р — режущая.
- А, Ш — качественная и высококачественная легированная сталь.
Также в сплавах могут содержаться следующие элементы:
- Азот — А
- Алюминий — Ю
- Бериллий — М
- Бор — П
- Вольфрам — В
- Ванадий — Ф
- Кобальт — К
- Кремний — С
- Марганец — Г
- Медь — Д
- Молибден — М
- Магний — Ш
- Ниобий — Б
- Никель — Н
- Селен — Е
- Титан — Т
- Фосфор — П
- Хром — Х
- Цирконий — Ц
- Редкоземельные металлы — Ч
Если легированные стали маркировка которых после букв не имеет цифр не содержат ниобия, молибдена, ванадия, алюминия, азота, бора, титана, циркония и редкоземельных металлов, то это будет говорить о том, что в материале содержание легирующего элемента менее 1,5%. Для перечисленных выше металлов имеется исключение из данного правила, по причине влияния на механические свойства сплава даже десятых долей процента.
Если перед буквенным обозначением стоит цифра, то это показатель содержания кремния, а расположение цифр после буквы указывает процентное соотношение обозначенных химических элементов.
Стандарты стран СНГ
При обозначении легированной конструкционной стали процентная величина массовой доли углерода маркируется первыми двумя цифрами без использования буквенного обозначения. Далее в порядке уменьшения указываются легирующие компоненты и их доля в сплаве в среднем эквиваленте. Буквенные обозначения химических элементов указаны в таблице 1. Легирующие присадки, количество которых менее 1,0% указываются только в расшифрованной номенклатуре, так как обозначение тогда бы приняло очень громоздкий вид.
Учитывая обширный сортамент, также марка стали может включать дополнительные симвноменклатуре, так как обозначение тогда бы приняло очень громоздкий вид.олы, более расширенно описывающие свойства или особенности: А – автоматные, Е – магнитные, Ж – нержавеющие, Р – режущие, Х – хромистые, Ш – шарикоподшипниковые, Э — электротехнические, Я – хромоникелевые. Также маркировка может предполагать исключения от общих правил обозначения. Так в зависимости от химического состава конструкционные сплавы разделяют на качественные и высококачественные. Например, в конце маркировки буква «А» указывает, что сплав является особо чистым в части содержания фосфора и серы, а буква «Ш» относит их к высококачественным.
Маркировка легированных сталей для речного и морского судостроения часто осуществляется в соответствии с ГОСТ 5521-86 и требованиями Международной ассоциации классификационных обществ. Это означает, что такие сплавы классифицируют на категории A, B, D и Е с учетом предела текучести, показателям прочности, хрупкости и сопротивления ударным нагрузкам.
Европейские стандарты
EN 10027 определяет порядок обозначения всех сталей. Легированные сплавы имеют маркировку 1.20ХХ – 1.89ХХ, где первая цифра определяет, что данный материал относится к сталям, вторая и третья цифра определяют номер группы сталей и две последние — порядковый номер сплава в этой группе. Например, категория инструментальных сталей идентифицируется как 1.20ХХ – 1.28ХХ, а нержавеющих как 1.40ХХ – 1.45ХХ.
Североамериканские стандарты ASTM/ASME и AISI
В США действует наиболее обширная система маркировки сталей. Например, маркировка ASTM предполагает обозначение основных химических элементов, предел прочности и форму проката. В системе AISI используют 4 цифры, где первые две указывают номер группы, две последующие – процентное количество углерода. Буквенные символы демонстрируют наличие соответствующих присадок.
Марки, наиболее востребованные в инжиниринге
- 09Г2С – низколегированная сталь, сочетающая механическую прочность, хорошую обрабатываемость и доступную стоимость;
- 40Х и ее аналог AISI 5135 – основной конструкционный материал для изготовления деталей и оборудования промышленного сектора и трубопроводной арматуры;
- 10Г2С1 – кремнемарганцевая марка, демонстрирующая хладостойкость, неплохую свариваемость и повышенную коррозионную стойкость, благодаря чему востребована при сооружении мостов, газопроводов и объектов повышенной надежности;
- 10Х11Н23Т3МР – жаропрочный сплав аустенитного класса, использующийся для производства пружин, деталей крепежа, работающих при температурах до 700ºС.
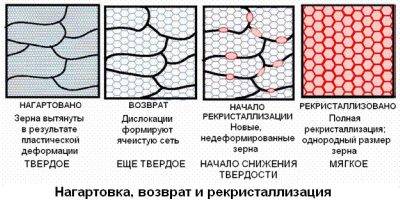
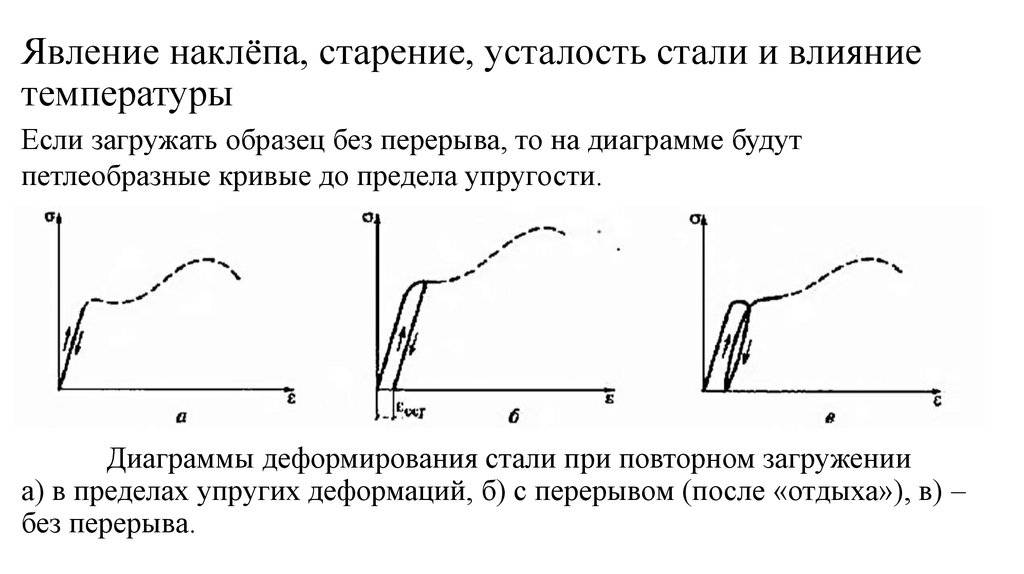
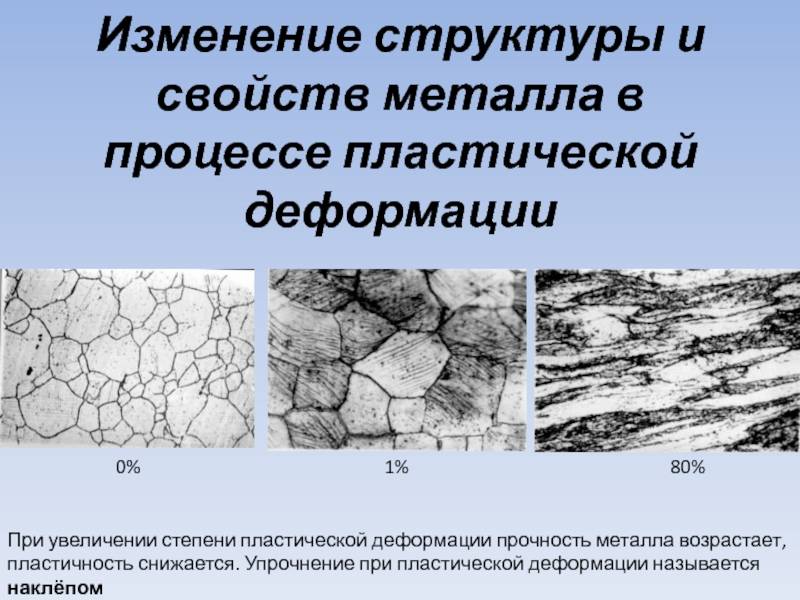
Изменение структуры и свойств металлов при пластической деформации. Наклеп.
Пластическая деформация вызывает:
— изменение формы и размеров зерен;
— изменение внутреннего строения зерна (повышается плотность дислокаций, формируется ячеистая структура).
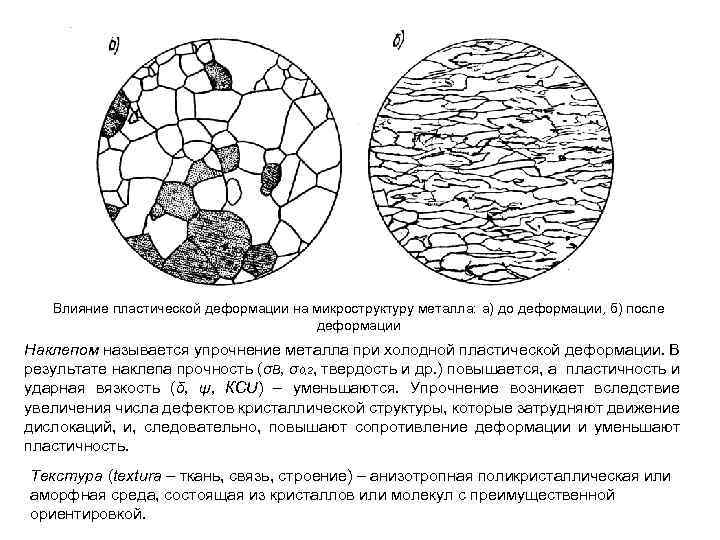
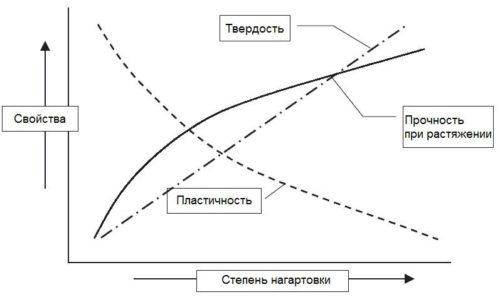
С увеличением степени деформации все заметнее становятся изменения в микроструктуре деформируемого металла: все большее число зерен приобретает не равноосную, а вытянутую форму. При степени деформации 70-80 % практически все зерна вытягиваются в направлении действия растягивающих напряжений (рисунок 3.6).
Рисунок 3.6 — Изменение микроструктуры металла
при наклепе (e – степень деформации)
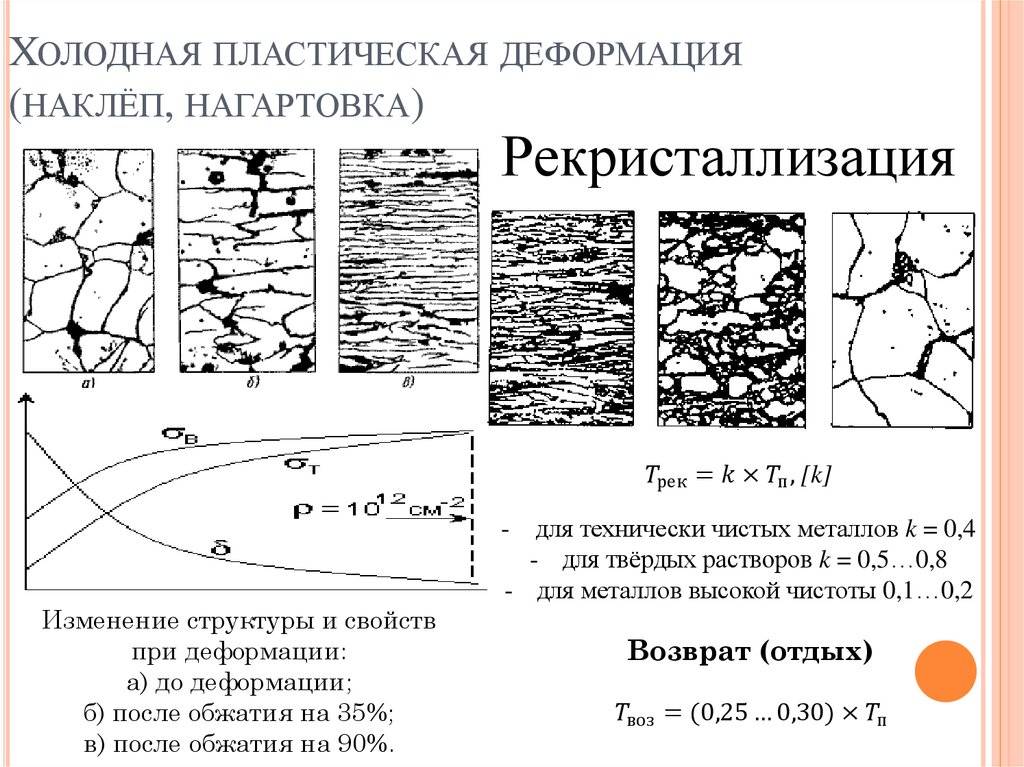
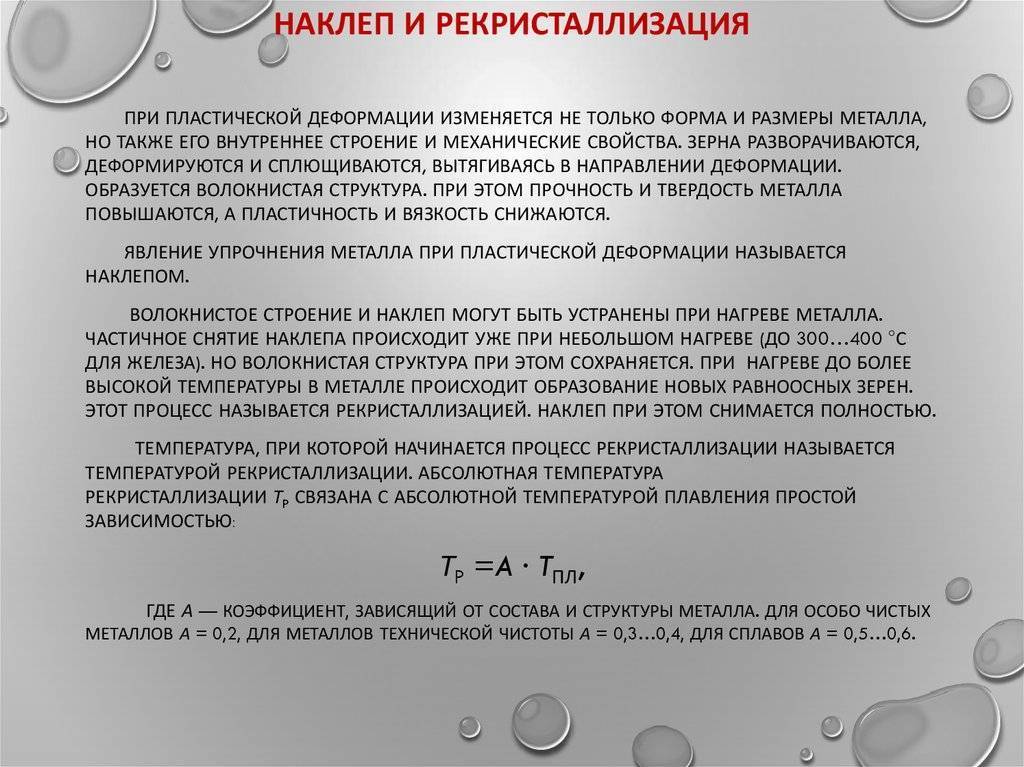
Увеличение плотности дислокаций затрудняет дальнейшее скольжение. Для того, чтобы продолжать деформацию металла, нужны большие напряжения. Металл упрочняется, его сопротивление деформированию возрастает. Это означает, что происходит повышение его прочностных характеристик (σ0,2 — предела текучести условного, σТ — предела текучести физического, σВ — временного сопротивления разрыву) и твёрдости (НВ). Но в то же время наблюдается снижение характеристик пластичности (d — относительного удлинения, y — относительного сужения) и вязкости (KCU
– ударной вязкости) – (рисунок 3.7). Описанное изменение свойств называют деформационным упрочнением.
Рисунок 3.7 — Изменение механических
свойств металла при наклепе:
1 – σВ — временное сопротивление разрыву;
2 – σ0,2 — предел текучести условный;
3 — d — относительное удлинение.
Из графика зависимости механических свойств от степени деформации (рисунок 3.7) видно, что наиболее сильно металл упрочняется в начале деформирования, а затем с ростом деформации упрочнение замедляется. Предел текучести условный σ0,2 растет быстрее временного сопротивления разрыву (предела прочности) σВ.
У сильно деформированных металлов значения предела текучести и предела прочности практически равны, а величина пластичности близка к нулю. Это состояние металла характеризуется как предельное деформированное, предшествующее разрушению. Плотность дислокаций составляет p=1012 см-2, бóльшую их плотность создать невозможно, так как неизбежно возникают зародыши трещин.
В результате сильной пластической деформации предел прочности и твердость могут увеличиться в 1,5-3 раза, предел текучести – в 3-7 раз.
Физические свойства металлов тоже изменяются, например, уменьшаются электропроводность, магнитная проницаемость, плотность. Наблюдается изменение химических свойств: снижается стойкость против коррозии в различных газовых средах, увеличивается растворимость металлов в кислотах и щелочах.
Вся совокупность изменений структуры и свойств металлов и сплавов, вызванная холодной пластической деформацией, называется наклёпом (нагартовкой).
Явление наклёпа используется с целью повышения конструктивной прочности материала деталей при холодной обработке давлением, в частности, с целью поверхностного упрочнения деталей (оси, валы, зубчатые колеса, подшипники, поршни, цилиндры).
В результате наклёпа в поверхностном слое обработанной детали создаётся благоприятная система остаточных напряжений, за счёт чего повышается усталостная прочность и износостойкость. Для создания более прочного и твёрдого поверхностного слоя применяют различные способы обработки поверхности, например, обкатку роликами, дробеструйную обработку, выглаживание, накатывание, дорнование.






Из практики известно, что вязкие металлы и сплавы (железо, алюминий, медь, латуни, алюминиевые сплавы) лучше обрабатываются резанием в наклёпанном состоянии, что подтверждает эффективное использование наклёпа в технологии обработки материалов.
Технология наклепа и нагартовки металла, лента, в России | МеталлЭнергоХолдинг
В металлопрокатной промышленности нагартовкой или деформационным упрочнением называется управляемый технологический процесс, который применяют для увеличения твердости металлов, повышения его прочностных характеристик.
Эта технология применяется к тем материалам, которые не могут быть уточнены термообработкой. Закалку не применяют для изменения механических свойств проката из медных, алюминиевых сплавов, низкоуглеродистых сталей, сплавов хрома с никелем.
Для таких материалов деформационное упрочнение является единственным способом для увеличения прочностных характеристик.
Определения нагартовка и наклеп используются для обозначения процесса изменения структуры металла, а также повышение его твердости в результате внешнего воздействия. При этом в понятие наклепа входят как естественные процессы, происходящие в структуре металла, так и управляемые специальными методами обработки.
По своему происхождению наклеп бывает:
- Фазовым. В этом случае структурные изменения вызваны фазовыми, происходящими в результате термообработки металла.
- Деформационным. Упрочнение и повышение твердости происходит в результате воздействия внешних сил.
В частности, фазовый наклеп (нежелательный) возникает при резке сплавов, обладающих пластичностью и мягкостью. Слишком глубокий рез при большой толщине заготовки, выполненный с большой скоростью, становится причиной интенсивного наклепа, снижения пластичности металла, повышения хрупкости.
В отличие от наклепа нагартовка — это управляемый процесс. Наклеп не всегда приносит пользу. При наклепе снижаются пластические свойства материалов. Например, пластичность низкоуглеродистых сплавов стали снижается более чем в 5 раз. Параллельно происходит снижение устойчивости металла к механическим воздействиям — нагрузкам на разрыв, растяжение, сжатие и изгиб.
Для снятия наклепа применяют термообработку — рекристаллизационный отжиг. Одновременно с повышением пластичности снижается хрупкость металла. Необходимость снятия наклепа возникает при изготовлении металлоизделий, от которых требуется гибкость, пластичность, податливость механической обработке вытяжкой.
Контролируемый наклеп или нагартовка металла позволяет изменять механические свойства металла, получать изделия с заданными характеристиками.
Обработку заготовок и готовых металлоизделий проводят при помощи дробеметов. Это оборудование, которое создает направленный поток абразивных частиц в процессе дробеметной обработки поверхности.
По принципу действия оборудование бывает пневматическим и механическим. Установки первого типа используют для работы силу сжатого воздуха.
В механических установках скорость потоку абразива придает центробежное колесо.
Применение дробеметного оборудования позволяет обрабатывать как плоские заготовки простой формы, так и изделия со сложной конфигурацией. Эта технология относится к самым эффективным средствам увеличения срока эксплуатации деталей. Например, после наклепа количество циклов нагружения пружин и рессор до излома увеличивается в 2,5-4 раза.
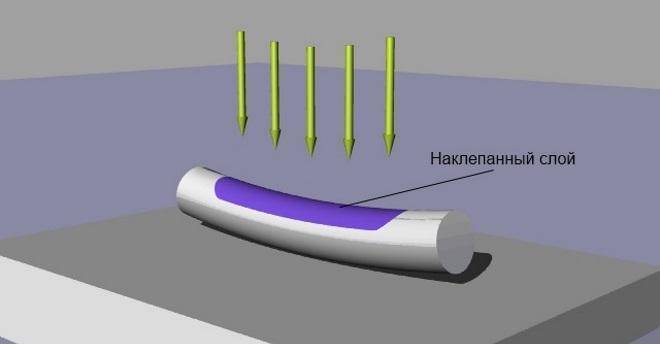
В процессе дробеструйного наклепа турбина выбрасывает стальную или чугунную дробь на обрабатываемую поверхность. При ударах дроби о поверхность происходят изменения в структуре поверхностных слоев металла.
В результате механической обработке на поверхности, которая подвергается обработке, создаются остаточные напряжения сжатия, которые повышают сопротивляемость к износу, усталости металла, коррозионным процессам под нагрузкой.
Возникновения сжимающих напряжений объясняется следующим образом. Направленные ударные воздействия, производимые дробью, должны вызывать увеличение поверхности. Однако изменению формы препятствуют нижележащие слои металла. Результатом становится уплотнение поверхности, увеличение прочности и твердости металла.
Нагартовка дробью, как правило, является заключительным этапом изготовления изделий, который проводится после механической и термической обработки.
Оборудование, предназначенное для деформационного упрочнения, полностью автоматизировано и контролируется электроникой. Скорость потока абразива и количество дробинок регулируется автоматически.