Форма для гипса на примере копилки
 Перед начинающим мастером с самого начала возникает вопрос: как создать форму для отливки из гипса копилки в виде поросенка или других изделий? Есть разные варианты изготовления форм для отливки. Одна из наиболее удобных – использование силикона.
Перед начинающим мастером с самого начала возникает вопрос: как создать форму для отливки из гипса копилки в виде поросенка или других изделий? Есть разные варианты изготовления форм для отливки. Одна из наиболее удобных – использование силикона.
Шаги создания поделки из гипса
В представленном ниже видео показан процесс изготовления полой фигурки из гипса. Для изготовления фигурки потребуется опалубка. Можно использовать для нее ДСП и мебельные конфирматы. Внутренние размеры опалубки несколько больше мастер-модели. Этим зазором мы определяем толщину стенок создаваемой формы. В выбранной нами мастер-модели имеются отверстия, которые необходимо закрыть. Это можно сделать с помощью бумаги и клея. Отверстие для монет также нужно запечатать. Потом установим запечатанный пятачок на свое место. На следующем этапе вырезаем из картриджа термоклея четыре сантиметровых цилиндра. Приклеиваем цилиндры на копыта хрюши и ко дну опалубки. Высота шпилек определит толщину стенок формы со стороны ног примерно 1 см. Подготовленная опалубка имеет отверстия по центру боковых панелей. В отверстиях закрепим болты. Их назначение будет понятно позже. Для изготовления верхней половины формы нужно закрыть нижнюю часть модели. Используем простой свечной парафин, которым заполняем половину опалубки. После застывания парафин не даст попасть силикону в нижнюю часть формы. Готовим к заливке силикон для изготовления форм Эластолюкс. К 100 массовым частям силикона добавим 2,5 части катализатора. Перемешаем так, чтобы мешалка полностью была погружена в силикон. Это позволит массе силикона для формы не набрать в себя воздушные пузырьки. Для того, чтобы весь воздух вышел из полостей модели, медленно залейте силикон в форму. Через 8 часов Эластолюкс застынет. Приступаем к изготовлению второй половины формы. Открываем опалубку для извлечения парафина. Эластолюкс не пристает к панелям ДСП так же, как и парафин. Опалубка разбирается без усилий. Для облегчения последующего разделения половин формы обрабатываем силикон силикон для создания форм разделительным составом. В точности повторяем описанную ранее процедуру. Разборная форма для отливки готова.
Приступаем к изготовлению гипсовой свиньи-копилки.
Собираем опалубку и вкладываем в нее половину формы. В том месте, где есть риск поломки фигурки при вытягивании изделия, делаем разрез. В нашем случае это область хвостика. Разводим в воде гипс. Поскольку в цельногипсовую копилку не вставить монеты, мы изготовим полую фигурку. Поэтому объем вливаемого гипса рассчитаем в размере четверти общего объема свинки. Ставим вторую часть формы и закрываем все это верхом. Добавляем к нашей конструкции нехитрый штатив и приводим во вращение форму. Время вращения опалубки зависит от быстроты схватывания гипса. В нашем случае 4 минуты. Через 4 часы мы извлекли модель из формы. Сделанный заранее надрез формы дает возможность извлечь поросячий хвост без поломки. В месте соединения половин формы имеются наплывы гипса, которые легко отделяются от модели ножом. Последний штрих – продавить тонкий слой гипса, закрывающий отверстие для монет. Остается только покрыть золотой или другой краской ваше изделие!
https://youtube.com/watch?v=rQI3Bk9Wzxg
Почитайте здесь про работу с алюминием для отливки разных поделок. Еще метод по теме статьи.
Керамическая посуда
Есть веские причины заняться самостоятельным изготовлением керамической посуды:
- Уникальность – оригинальную посуду, которая нравилась бы и подходила вам по всем параметрам, можно купить под заказ или сделать самому. Вот только самодельные варианты будут стоять в разы дешевле.
- Качество и экологичность. Не вся покупная керамика радует качеством и долговечностью: появляются трещины, сколы, а рисунок уже через месяц становится не такой яркий и четкий. Некоторые изготовители используют вредные вещества – свинец и кадмий. Свинцовая глазурь смотрится красиво, но экологически безопасной ее не назовешь.
- Экономия и даже возможность дополнительного заработка. Красивый сервис стоит денег, вы же сможете сделать его своими руками.
Есть разные технологии, простой способ – лепка тарелки или пиалы жгутами. Как показано на фото ниже, жгутами можно вылепить много интересного.
- Для начала раскатайте шарик глины. Положите его на ровное и гладкое основание, например, на глазурованную плитку.
- Для лепки вам потребуется шликер – жидкий глиняный раствор. Консистенция – как у жидкой сметаны.
- Катается из глины жгут одинаковой толщины. Получается колбаска из глины.
- На основание будущей пиалы укладываете колбаску, промазываете стык жидким раствором.
- Повторяете процедуру, укладываете поверх еще один жгут.
Главное – глина должна быть пластичной, любые трещины замазываются шликером. Надежно приклеивайте фрагменты будущей тарелки друг к другу.
- После этого пальцами или стекой убираете лишнее, придаете пиале нужную геометрию.
- Все щели и неровности замазываются шликером.
Оборудование и материалы для литья
Для литья используется шликер определенной консистенции. На ощупь он должен быть маслянистым. В состав шликера, помимо глины и воды, включают различные добавки, меняющие консистенцию и другие свойства суспензии. В качестве добавок используют

Шликер для будущего изделия
- Другие сорта глины
- Песок
- Шамот
- Электролиты
- Красители
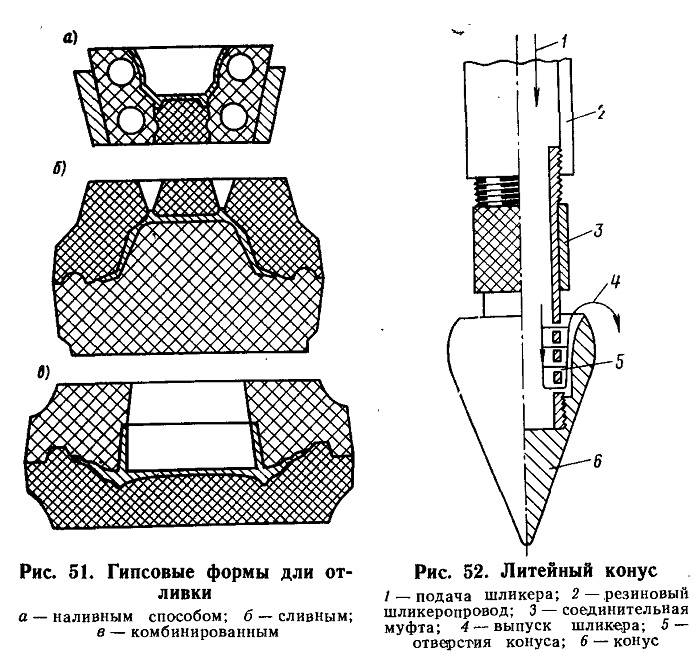
Важнейшим оборудованием являются формы для литья. От продуманности конструкции и качества изготовления напрямую зависит качество конечного изделия. В шликерном литье применяются гипсовые формы. Оправка обычно делается из двух частей. Для точного совмещения двух частей на одной из них предусматриваются выступы, а в другой — соответствующие им по профилю впадины. В художественном литье, отличающемся малыми сериями, части формы скрепляются резинками. Гипсовая форма для шликерного литья обладает ограниченным сроком службы, и при планировании выпуска больших партий (например, изразцов) необходимо предусмотреть изготовление нескольких оправок на каждое изделие.

Формы для шликерного литья
Важно! Форму необходимо делать только из высококачественного скульптурного гипса. Гипс должен быть пуховым, не содержать посторонних включений и комков. Оправки, изготовленные из высококачественного гипса, способны выдерживать более сотни отливок
Если же гипс низкокачественный, то после десятка отливок стенки начинают выкрашиваться и осыпаться
Оправки, изготовленные из высококачественного гипса, способны выдерживать более сотни отливок. Если же гипс низкокачественный, то после десятка отливок стенки начинают выкрашиваться и осыпаться.
Формы, пришедшие в негодность, можно раскрошить молотком, просеять через мелкое сито и добавлять в гипсовый раствор для отливки новых оправок в пропорции не более чем 1:10.
Необходимое оборудование и материалы
Для отливки изделий из гипса не требуется высокопрофессиональное оборудование. Процесс вполне доступен в любительской домашней мастерской.
Важно: подготовка, сам процесс литья и завершающие операции связаны с появлением большого количества пыли. Обязательно должна быть обеспечена качественная вентиляция и уборка помещения. Не стоит заниматься этим в жилых помещениях и в домах, где живут аллергики
Не стоит заниматься этим в жилых помещениях и в домах, где живут аллергики
Кроме того, смесь воздуха и пыли в определенной концентрации взрывоопасна. Избегайте использования открытого огня в мастерской
Не стоит заниматься этим в жилых помещениях и в домах, где живут аллергики. Кроме того, смесь воздуха и пыли в определенной концентрации взрывоопасна. Избегайте использования открытого огня в мастерской.
Формы для отливки из гипса
Основным оборудование является форма для отливки. Для ее изготовления сначала следует подготовить модель изделия. Для этого подходит пластилин, полимерная глина, любой пластичный материал. Если делают копию, то моделью является сам оригинал. Обязательно нужно наметить на модели линию стыка половинок будущей формы.
Важно правильно подобрать материал для опоки. Если готовится маленькая формочка для литья кулона или деталей масштабной модели техники — подойдет жесткий картон. Для литья крупных отливок лучше взять многослойную фанеру — ее не разопрет большой массой гипса
Для литья крупных отливок лучше взять многослойную фанеру — ее не разопрет большой массой гипса
Для литья крупных отливок лучше взять многослойную фанеру — ее не разопрет большой массой гипса.

Опока из жесткого картона для литья из гипса
Понадобятся также:
- Емкость для смешивания гипса с водой.
- Стакан с носиком для заливки гипса.
- Резинки для стягивания частей формы.
- Кисточки для смазки.
- Дрель для сверления отверстий.
- Шпатели и ножи.
- Картон и скотч.
Гипс для литья следует выбирать самый лучший. Строительный алебастр можно применять, в крайнем случае, его лучше просеять через сито 0.2 мм, убедиться в том, что он достиг «пуховой» консистенции, не содержит комочков и посторонних включений.
Смазка формы для литья из гипса
Смазку для формы можно приобрести готовую, а можно изготовить самостоятельно из натертого на терке детского мыла, воды и подсолнечного масла.
Условия обучения
Обучаем в Москве художественной керамике 6 дней в неделю с понедельника по субботу согласно выбранному расписанию
Подать заявку на обучение вы можете в любое удобное время на нашем сайте, но сначала обратите внимание на условия:
- При регистрации необходимо внести 50% стоимости обучения. Оставшуюся сумму – в течение первых двух недель обучения.
- Продолжительность базового курса — 72 академических часа .
- Стоимость 48 000 рублей.
- Численность группы – до 4 человек .
- Выдаваемый документ после успешного прохождения базового курса — Свидетельство о профессии «Изготовитель художественных изделий из керамики» с присвоением 2-3 разряда.
- Для записи при себе иметь: паспорт, фотографию 3х4 см.
Занятия проходят в мастерской с использованием гончарного оборудования и инструментов, современных печей для обжига. Курс обучения гончаров-керамистов включает теоретическую и практическую части, которые есть в плане каждого занятия. За время курсов каждый из учащихся создаст декоративные изделия, керамическую плитку и посуду, используя разные техники работы с глиной. Наставники уделят максимум внимания технологиям, более всего интересующих конкретную группу. Все работы, кроме дипломной, останутся у слушателя. Одна из работ, выполненных слушателем на курсах, вынесется на защиту в качестве дипломной. По результатам защиты мы выдадим документ о квалификации. Для желающих научиться профессионально изготавливать конкретный вид изделий организуем индивидуальные и групповые курсы продвинутого уровня.



Подайте заявку на обучение прямо сейчас! Мы свяжемся с вами, ответим на вопросы, запишем на курс с подходящим режимом обучения.
Узнать даты начала курсов
Руководитель курса и педагоги

Пименов Сергей Викторович
Преподаватель курса «Художественная керамика»
Пименов Сергей Викторович
Художник, керамист-гончар. Учился МГХПА им. Строганова на факультете монументально-декоративной живописи. В течении 15 лет занимался прикладным дизайном (художественная ковка, литьё, мозаика, витраж, дизайн мебели, лестниц, интерьера). Работал в области производства печных изразцов и настенной плитки. С 2021 года работает с глиной — гончарное дело, лепка, декор. Преподаёт в школе-студии Сергея Акентьева от (пос. Гжельского кирпичного завода). Член Творческого Союза Гончаров Александра Поверина.

Звягина Вероника Юрьевна
Преподаватель курса «Гончарное дело»
Звягина Вероника Юрьевна
Художник-керамист, гончар, участник творческих выставок и керамических фестивалей. Стаж работы с глиной больше 10 лет. Опыт преподавания 10 лет. Руководитель творческого проекта «Делание» Преподаватель курса «Гончарное дело» в Русской Академии Ремёсел.

Сырбу Александра Николаевна
Преподаватель дистанционного курса «Керамика и гончарное дело»
Сырбу Александра Николаевна
Образование: — АХПК им. В.М. Васнецова по специальности «декоративно-прикладное искусство», — МГХПА им. С.Г. Строганова по специальности «художественная керамика», — Институт Проблем Современного Искусства «Новые художественные стратегии». С 2014 года постоянная участница российских и международных выставок, участница международных биеннале, лауреат ряда российских и международных конкурсов. С 2021 года член Международной Федерации Художников и Творческого Союза Художников России. Ведет теоретические и практические занятия, длительные курсы, мастер-классы для детей и взрослых. Опыт ведения занятий 7 лет. Стаж художественной практики 15 лет.
Чему вы научитесь на курсах художественной керамики
- Различать виды керамики, оценивать возможности их изготовления из имеющихся материалов;
- Выбирать сырье для создания керамических изделий, готовить к работе формовочную массу и глазури, использовать флюсы и связующие;
- Изготавливать модели для керамической плитки, формы для шликерного литья;
- Правильно использовать печь для обжига керамических изделий;
- Работать в 7-ми разных техниках: ручная лепка, пластовая техника, круговой налеп, жгутование, отминка в готовую форму, шликерное литьё, гончарное дело;
- Работе на гончарном круге; этому у нас отведено 12 академических часов; вы освоите базовые навыки, при желании сможете более углублённо изучить ремесло.
У нас вы обучитесь керамике и гончарному мастерству, освоите основные методы работы с глиной под руководством профессиональных художников-керамистов
. Создадите своими руками из глины неповторимые произведения искусства, ослепительные необычные украшения или просто полезные в быту предметы. Восхититесь результатом своей работы, получите от нее удовлетворение. С пользой проведете время, и при желании сделаете уверенный шаг к открытию собственного дела.
Наши мастера художественной керамики поделятся секретами ремесла, найдут в каждом из вас зерна таланта и помогут им прорасти, превратиться в могучую творческую силу, превращающую бесформенную глиняную массу в настоящие шедевры, за которыми начнут охоту известные коллекционеры.
Конечно же, мы не обойдем стороной художественную обработку керамики разными видами глазурей
. Рассмотрим основные и дополнительные способы декорирования керамических изделий.
Изготовление форм для литья из гипса
Наиболее используемыми материалами являются сам гипс и силикон.
Формы из гипса являются традиционными и привычными для многих поколений мастеров. Они более требовательны к уровню мастерства при изготовлении. В последние десятилетия их все больше теснят формы из силикона.
Формы, которые сделаны из силикона, отличаются высокой точностью, возможностью проработки мелких деталей, легкостью изготовления и снятия ее с отливки. Несколько дороже обходится исходный состав, но это компенсируется повышенной технологичностью и долговечностью.
При проектировании и изготовлении формы важно обращать внимание на:
- Тщательность проработки деталей.
- Способ соединения половинок формы и их последующей разборки
- Способ фиксации половинок друг относительно друга
- Расположение отверстий для литья. Оно должно позволить жидкому гипсу проникать во все уголки формы и полностью заполнять ее.
- Конфигурация опоки должна давать пузырькам воздуха свободный выход.
Для фиксации частей опоки друг относительно друга обычно используют резиновые ленты. Для маленьких изделий подходят резинки для денег, для более крупных их вырезают из велосипедных или автомобильных камер.
Изготовление гипсовых форм для литья
Литье в гипсовые формы требует определенного навыка, хорошего планирования и точной координации действий мастера. Как сделать форму для литья из гипса?
Сначала вокруг модели будущего изделия строится опока — ящичек из картона, обклеенного скотчем, или жесткого пластика. Щели между основанием и стенками помазываются пластилином. Модель покрывается смазкой и размещается внутри опоки на равных расстояниях от дна и стенок. В качестве подпорки используют кусочки пластика, картона. Иногда просто подвешивают модель на нитках.

Гипс разводят до консистенции сметаны
Гипс разводят до консистенции сметаны, кисточкой наносят на сложные элементы рельефа модели — углы, впадины и т.п. Все готово к литью. Потом заливают модель до линии стыка половинок опоки и оставляют гипс загустевать.

Гипсовая форма для литья
После загустевания проверяют, насколько хорошо модель отделяется от нижней половинки, смазывают ее и модель и заливают верхнюю половину формы. После загустевания верхней половинки по углам сверлят отверстия для штифтов, которые будут фиксировать половинки при отливке. После этого верхнюю половинку снимают, модель удаляют. Опока готова к отливке. Если вы начинающий мастер, запланируйте достаточно времени на приобретение опыта и наработку навыков. Литье в гипс может получиться не с первого раза.
Какие еще бывают формы?
- Силиконовые. Контейнер делается из жесткого материала, например, ДСП или стеклопластика. Щели в контейнере исключаются, все части обечайки соединены на клей. Далее потребуется пластилин для скульптур, равномерно уложить до половины контейнера. Пластилиновая поверхность должна получиться гладкой. И вот в пластилин вдавливается модель, вокруг с помощью карандаша делаются дырочки, чтобы далее части формы не смещались. Потом измеряется объем материала – в контейнер насыпается что-то сыпучее, а далее оно же отправляется в мерную емкость. А поверхность модели нужно будет смазать разделительным составом.
- Пластиковые (формопласт). Преимущество таких форм в том, что жесткость матрицы сочетается с тонкостью стенок, они же повторяют очертания фрагментов. Эти формы не капризны в уходе, не боятся воздействия химических реагентов. Пластмассовые формы для литья изготавливаются по технологии именно горячего литья и прессовки, делается это на профессиональном оборудовании. В домашних условиях это практически невозможно.
- Резиновые. Их делают методом горячей полимеризации, строго под давлением. Формы эти изготовлены автоматизировано, то есть потребуется профессиональное оборудование. Эти формы демонстрируют высокую абразивную устойчивость, они долговечны и способны передать фактуру натурального камня фактически идеально.
- Полиуретановые. Эти формы для лепки отличает эластичность, износостойкость, они также не требуют какого-то особенного ухода, демонстрируют устойчивость к щелочам. Чтобы получить полиуретановую форму, смешивают модифицированный полимер и отвердитель. Полиуретан считается самым востребованным видом форм, который годится для литья не только из гипса, но и из бетона, цемента.
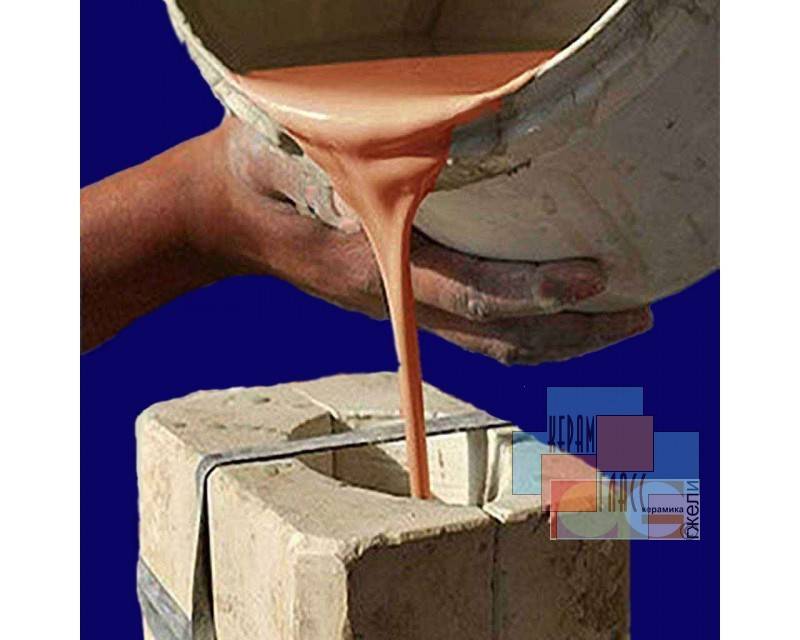
Заливаем раствор в форму
Внимание! Проблема! Пузырьки воздуха в глиняном растворе влияют на прочность изделия. Наливать шликер нужно по стенке формы, как пиво.. Теперь ждем
Вы будете видеть как по контуру гипсовой формы появляются стенки будущей кружки. Оптимальная толщина стенок – 5-6 мм. Если вы видите, что шликер стало меньше, долейте еще. Когда стенки получились требуемой толщины, нужно слить оставшийся раствор
Теперь ждем. Вы будете видеть как по контуру гипсовой формы появляются стенки будущей кружки. Оптимальная толщина стенок – 5-6 мм. Если вы видите, что шликер стало меньше, долейте еще. Когда стенки получились требуемой толщины, нужно слить оставшийся раствор.
Как это сделать правильно?
Аккуратно выливаете остатки шликера из формы. Срезаете ножиком стенки кружки заподлицо с формой. Нельзя просто перевернуть форму и поставить ее вверх дном: на дне образуется капелька. Нужно оставить кружку под углом.
Когда глина схватилась и стала твердой, вынимаете изделие из формы. О том, что кружка готова свидетельствует то, что она стала отслаиваться от гипсовой формы. Если это разборная форма, то снимаете донышко и разделяете части формы.
Методом шлинкерного литья изготавливаются не только кружки, чашки, но и сувениры, подарочная керамика.
В строительных магазинах или по интернету можно купить готовые формы для заливки.
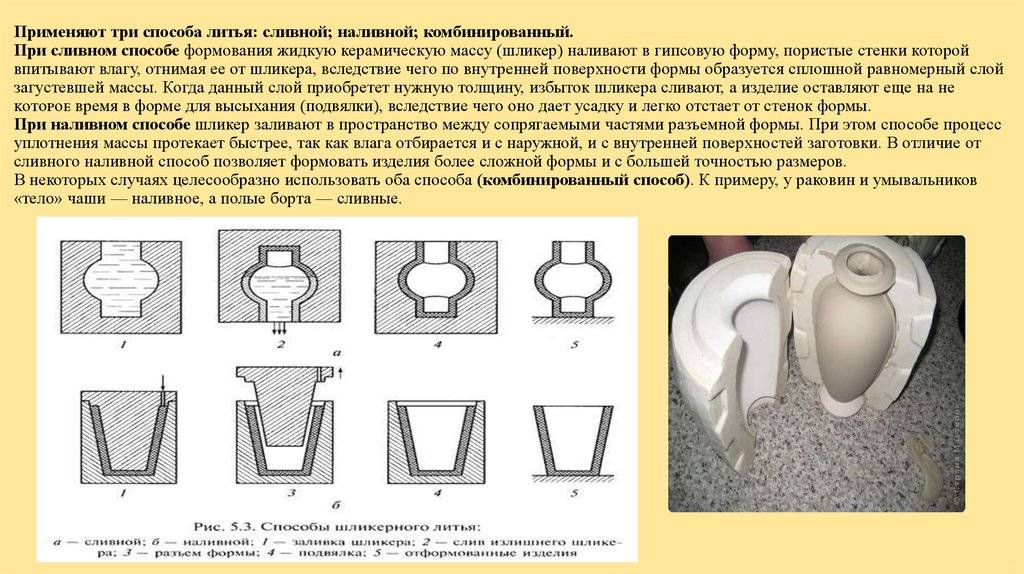
Использование шликерного литья
Шликерное литье из глины используется очень широко как в промышленности, так и в эстетических промыслах.
Товарное производство охватывает санитарную керамику, производство фигурных компонентов облицовки помещений, плитки и печных изразцов.
Отдельно нужно отметить производство высоковольтных изоляторов. Фарфоровые изоляторы совмещают недорогую стоимость с прекрасными работающими от электричества свойствами, стойкостью к температурным перепадам и отменной долговечностью. Минусом же их считается большая хрупкость. В наши дни они стали уступать собственные позиции на рынке изделиям из сегодняшних пластиков.





Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Основные проблемы при шликерном литье
Загустевание раствора в форме
Раствор может загустеть, просто находясь в оправке. Поэтому перед сливом лучше активировать залитый в форму шликер путем легкого взбалтывания, вращения или легкого потряхивания
Забивание литника
Если применяется форма с небольшим литником, до начала слива нужно прочистить отверстие тонким шпателем.
Очистка отверстия тонким шпателем
Забилось отверстие литника
Некоторые начинающие мастера вырезают кратер литника, не притрагиваясь к отверстию и боясь нанести вред отливке. Чтобы отверстие литника оставалось свободным, можно вставить в них обрезки коктейльных трубочек.
Забилось отверстие литника
Форму нужно перевернуть над емкостью для слива и ровно и сильно подуть в трубочку
Важно добиться полного вытекания. Особо внимательно надо относиться к формам сложного рельефа. После того, как шликер слит, обрезок трубочки надо залить водой
После того, как шликер слит, обрезок трубочки надо залить водой
В том же положении, литником вниз, оправку следует поставить на пластиковую поверхность
После того, как шликер слит, обрезок трубочки надо залить водой. В том же положении, литником вниз, оправку следует поставить на пластиковую поверхность.
Установка формы после слива шликера в исходное положение
После слива раствора форму надо установить в перевернутом положении. Если вернуть ее в исходное, образуются потеки шликера по стенкам изделия, и толщина стенок меняется. Разная толщина стенок приведет к росту напряжений в ходе обжига и даже возникновению трещин вдоль потеков. Отливка может быть безнадежно испорчена.
Неполное слитие шликера из формы
Неполный слив также может привести к потекам и трещинам при обжиге. Если сливается изделие замысловатой конфигурации, при сливе форму лучше встряхивать под разными углами, добиваясь полного слива шликера.
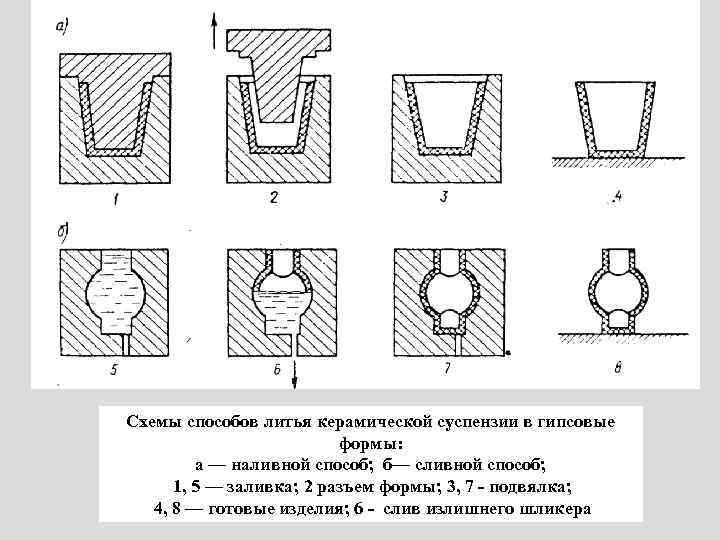
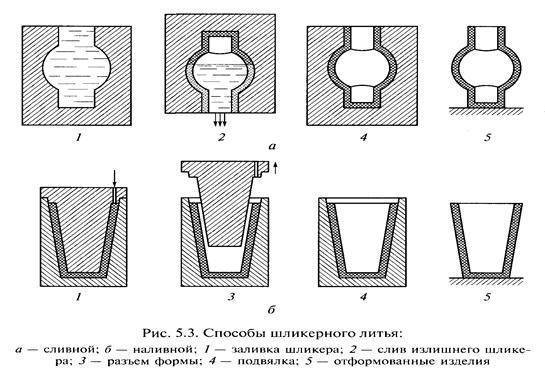
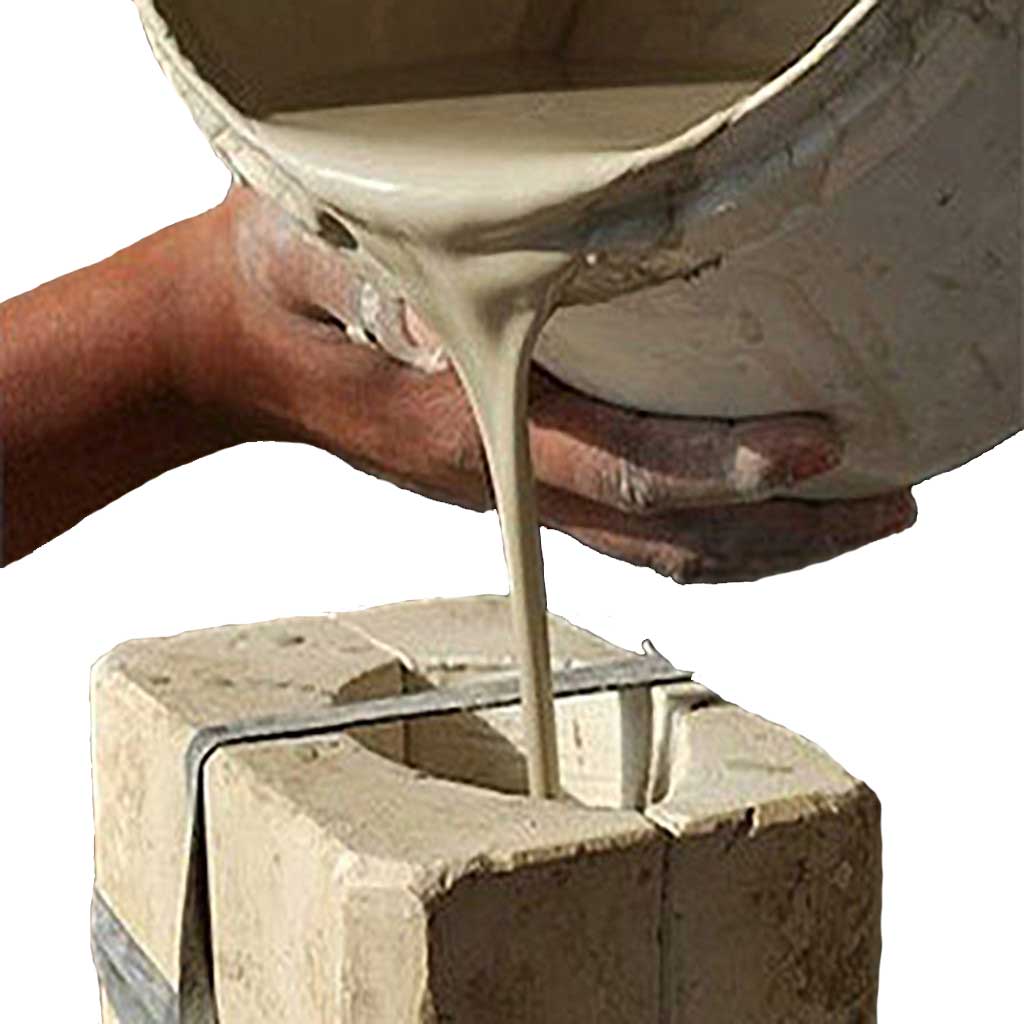
Глиняное литье – процесс
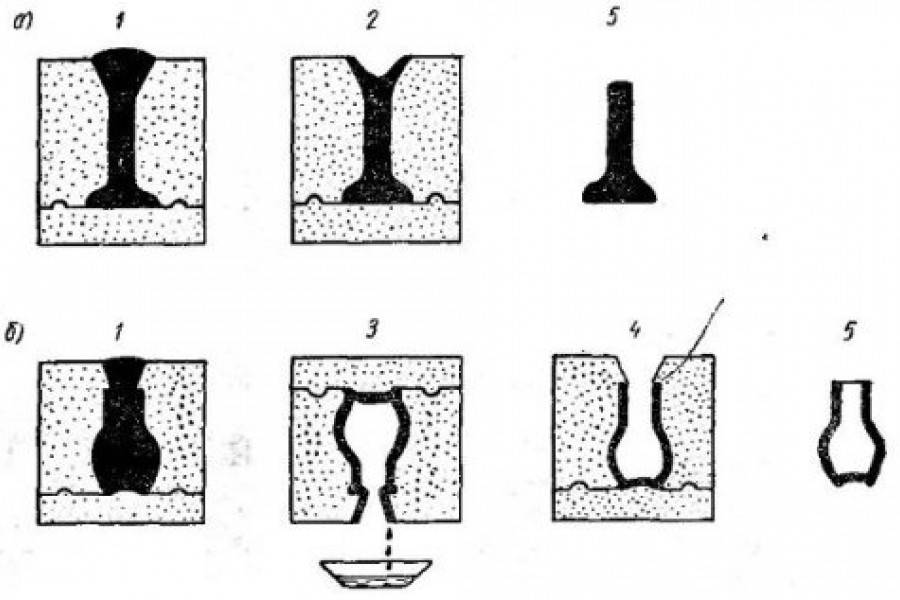
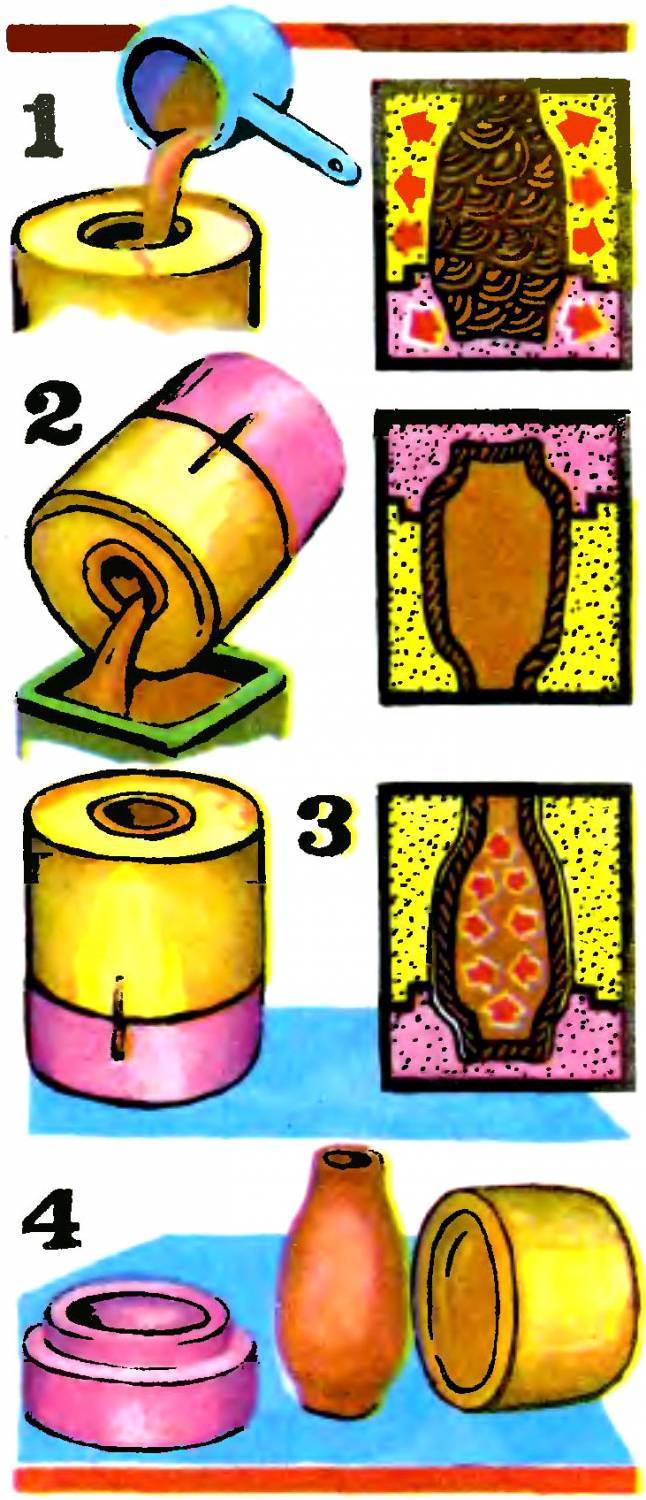
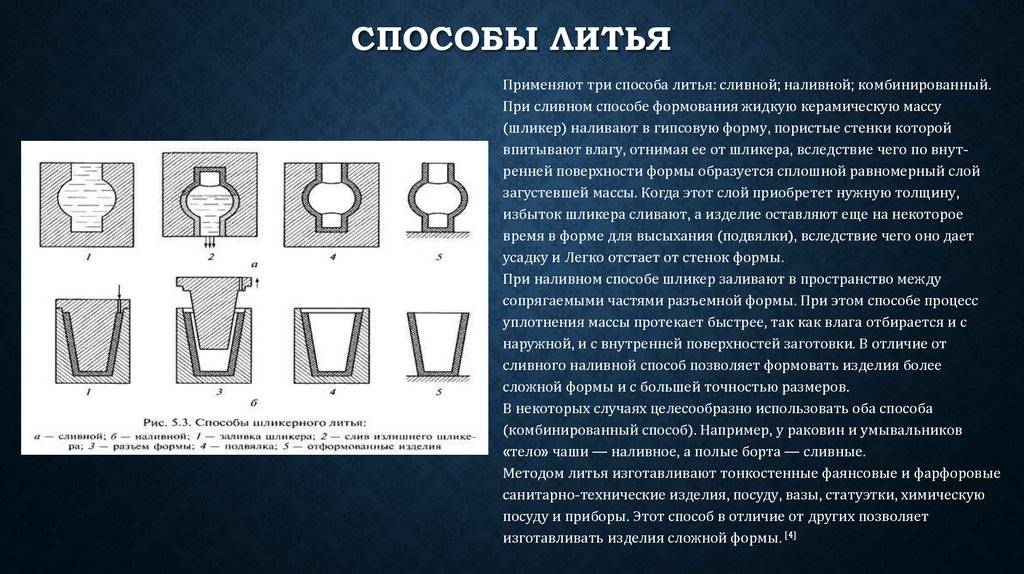
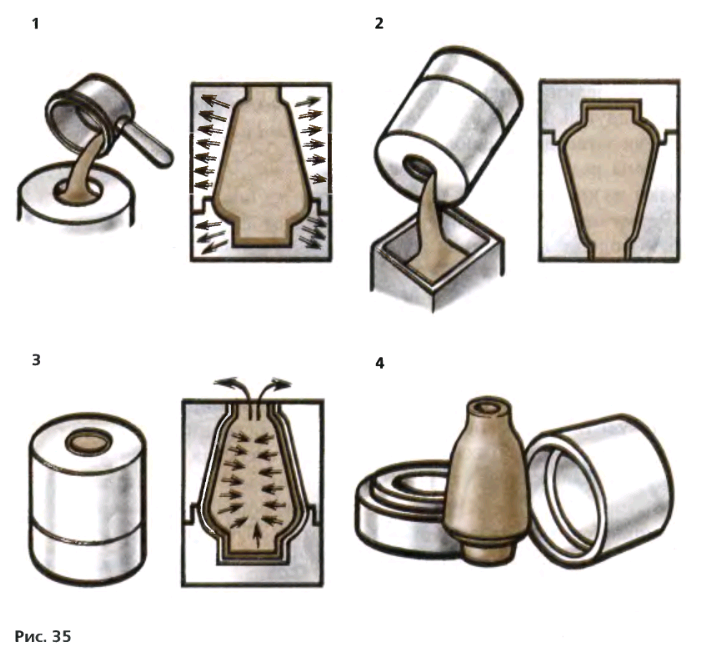
Залейте шликер в хорошо просушенную гипсовую форму доверху (рис. 35.1). Пористый гипс сразу же начнет всасывать из него влагу. Об этом легко догадаться по тому, как будет быстро падать в форме уровень шликера. Всасывая влагу, гипс притягивает к поверхности формы мельчайшие частицы глины, находящиеся в шликере во взвешенном состоянии. Постепенно на стенках формы образуется достаточно плотный слой глиняной массы.

Процесс всасывания влаги с одновременным нарастанием глиняного слоя на стенках формы называется у керамистов «насасыванием черепка».
Сразу же после заливки шликера этот процесс идет очень быстро, затем замедляется и прекращается совсем. Именно в этот момент шликер нужно слить (35.2). На стенках внутренних поверхностей гипсовой формы остается слой глины, находящийся в тестообразном состоянии, — стенки будущего сосуда. Через некоторое время слой глины на стенках формы начинает подсыхать (35.3). Одновременно происходит его усадка. При этом отливка уменьшается в размерах, и ее стенки (черепок) постепенно отделяются от гипсовой формы. В этот момент стенки затвердевают и становятся тоньше
Убедившись, что отливка достаточно хорошо подсохла, а ее стенки отделились от формы, осторожно снимите верхнюю половину и так же не спеша извлеките отливку из нижней половины формы (35.4)
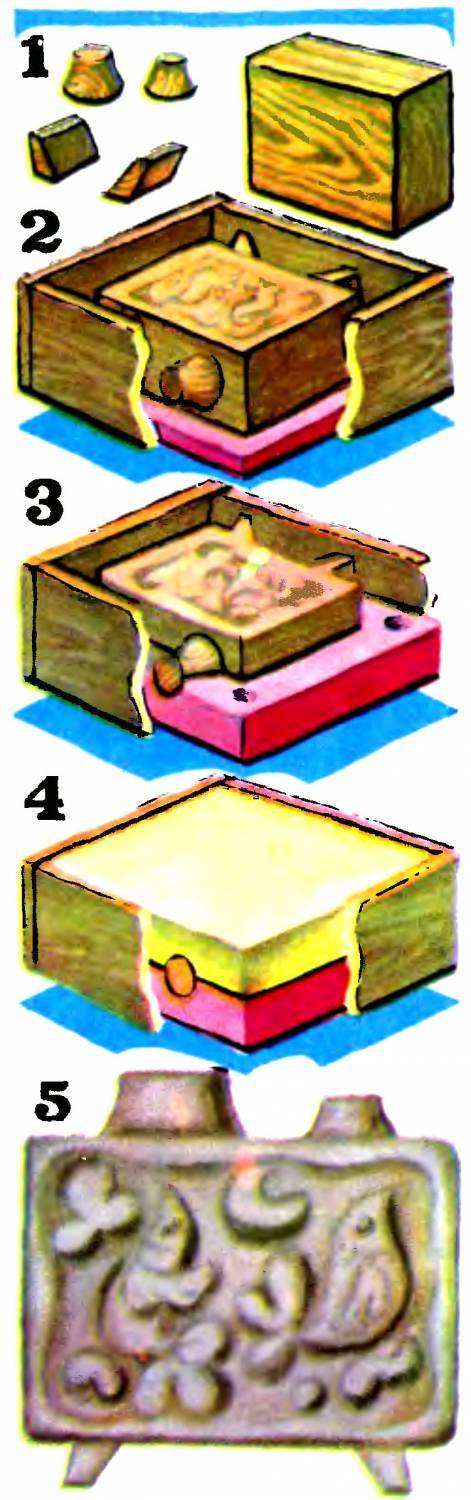
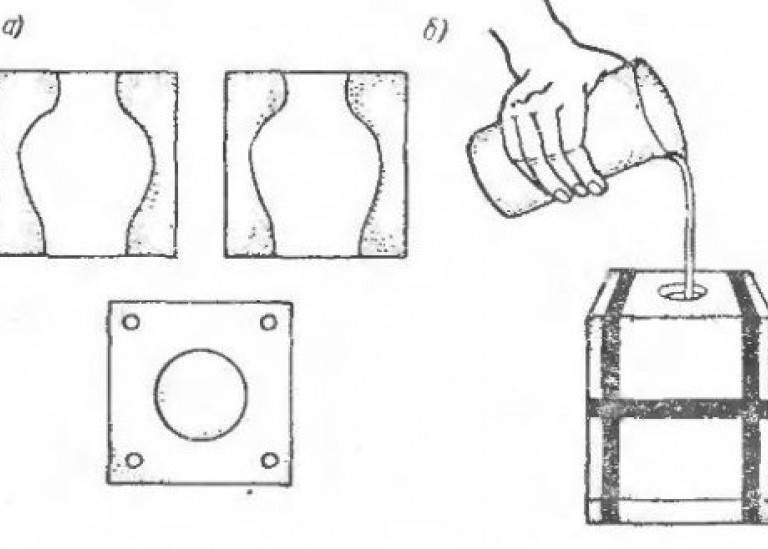
Пока изделие еще не совсем высохло, производят его оправку: срезают ножом рельефно выступающие швы, образовавшиеся кое-где на стыках гипсовой формы; заделывают мягкой глиной всевозможные вмятины, углубления и царапины; после этого поверхность заглаживается увлажненной губкой. Если изделие пересохло, то неровности можно устранить с помощью наждачной бумаги. После оправки изделие ставят на полку и сушат при комнатной температуре в течение пяти-шести дней. После просушки гигроскопичность (влагопоглощаемость) гипсовой формы полностьювосстанавливается и в ней можно отливать следующее керамическое изделие, которое будет точной копией первого. В одной форме можно выполнить около двухсот отливок. Конечно, сосуд, в основе которого лежит тело вращения, можно изготовить и другим способом, например на гончарном круге. Но есть сосуды, для которых литье чуть ли не единственный способ формовки. К ним относится прямоугольная декоративная ваза, изображенная на рисунке (рис. 36).

Модель вазы изготовляют из прямоугольного деревянного бруска, к которому приклеивают ножки и горлышки, выточенные на токарном станке (36.1). На одной или двух стенках модели вырезают рельеф. Готовую модель зачищают наждачной бумагой и пропитывают горячей олифой два-три раза. Форма по этой модели отливается в той же последовательности, что и круглая ваза, только вместо цилиндрической опалубки применяется прямоугольная, собранная из четырех дощечек (36.2). Опалубку и поддон смазывают разъединительной мастикой и наливают в нее жидкий гипс так, чтобы в нем оказалась ровно половина модели. Замковое соединение получают вырезанием в нижней половине формы по углам конических углублений (36.3а), которые смазывают мастикой. После заливки второй половины формы (36.4) гипс заполняет эти углубления, образуя шипы. При сборке формы шипы точно войдут в соответствующие углубления и обеспечат точность соединения обеих половин.
Готовую форму освобождают от модели, сушат, а затем выполняют отливку уже известным способом (36.5).
Формы для ювелирных изделий
Для начала осмотритесь вокруг и спросите себя: «Есть ли у меня в наличии муфельная печь и тигель для плавки металла?» Если нет, то ломать голову над тем, как из гипса сделать форму для заливки печатки из серебра, не имеет смысла. Потому как металл плавят при температуре +600…+700 °C.
Если все в порядке, то приготовьте рукавицы, фартук, очки и принесите огнетушитель. Правила безопасности никто не отменял, не так ли?
Далее понадобится воск для моделирования. Из него делается заготовка изделия. Ее тщательно полируют, и припаивают литники – трубочки. Через них в форму будет заливаться металл. Готовая модель выглядит примерно так.
Далее прототип помещают в металлическую форму, и заливают гипсом. Но не обычным, а формомассой. Ее отличие в том, что она выдерживает высокие температуры. Далее форму запекают, в процессе воск испаряется и оставляет внутри полость, повторяющую форму изделия. На последнем этапе внутрь заливают металл.
Технология
Процесс производства любых изделий по шликерной технологии основан на двух физических явлениях. Имеются в виду впитывающее свойство гипса, и способность глины отдавать влагу. Схема реализации производственного процесса предусматривает создание двух видов продукции: толстостенной и тонкостенной
При этом важно заметить, что по сравнению с ручной лепкой и созданием изделий на гончарном кругу описываемое литье является более сложной процедурой. В некоторых случаях на ее реализацию требуется несколько недель. На подготовительном этапе разрабатывается эскиз будущего творения
На подготовительном этапе разрабатывается эскиз будущего творения
На этой стадии настоятельно рекомендуется учитывать все особенности применяемой технологии. И речь, в частности, идет о размещении в формах литников, которые должны находиться в местах, обеспечивающих лучшее заполнение формы. Второй этап – это изготовление по созданному эскизу модели. Она представляет собой точную копию будущего керамического или фарфорового изделия, за исключением размеров, поскольку будет немного больше. Небольшой припуск дается на возможную усушку в процессе обжига
На подготовительном этапе разрабатывается эскиз будущего творения. На этой стадии настоятельно рекомендуется учитывать все особенности применяемой технологии. И речь, в частности, идет о размещении в формах литников, которые должны находиться в местах, обеспечивающих лучшее заполнение формы. Второй этап – это изготовление по созданному эскизу модели. Она представляет собой точную копию будущего керамического или фарфорового изделия, за исключением размеров, поскольку будет немного больше. Небольшой припуск дается на возможную усушку в процессе обжига.
Модель можно изготовить из:
гипса;
пластилина;
силикона;
дерева;
керамики.
Получившийся макет будет шаблоном для создания гипсовой формы. Стоит учесть, что этот материал является оптимальным для рассматриваемого вида литья керамики, поскольку наиболее эффективно впитывает воду, содержащуюся в шликере. После застывания гипса форму разъединяют и готовят к использованию по назначению. Сама суспензия разводится до нужной консистенции и тщательно перемешивается перед самой отливкой.







Процесс литья выглядит следующим образом.
Заливка шликера.
Удаление излишков смеси.
Подсушивание заливки.
Отделение керамического слоя от формы.
После подсушки половинки формы необходимо разделить с максимальной осторожностью. При необходимости можно выполнить правку отдельных деталей изделия. Следующий шаг – это обжиг отливки в муфельной печи
Следующий шаг – это обжиг отливки в муфельной печи
В зависимости от особенностей изделия на его поверхность может наноситься глазурный шликер, после чего выполняется еще один обжиг
Следующий шаг – это обжиг отливки в муфельной печи. В зависимости от особенностей изделия на его поверхность может наноситься глазурный шликер, после чего выполняется еще один обжиг.
Особенности тонкостенного литья из шликера
Если необходимо получить тонкостенное изделие, важно помнить, что после заливки гипс сразу же начнет высасывать воду из шликера. В зависимости от времени нахождения раствора в форме меняется толщина стенок сосуда или фигурки. Глина осаждается на стенках формы с определенной для каждой конкретной конфигурации и конкретного состава раствора скоростью
Соответственно нарастает и толщина черепка
Глина осаждается на стенках формы с определенной для каждой конкретной конфигурации и конкретного состава раствора скоростью. Соответственно нарастает и толщина черепка.

Тонкостенное шликерное литье
В ходе пробной заливки шликер наливают в оправку до верха. Каждые 5 минут штангенциркулем измеряют толщину осажденного слоя. По результатам измерений мастер может рассчитать время, необходимое для получения заданной толщины стенки. Полностью напитанный влагой гипс перестает впитывать воду, но в случае тонкостенных сосудов ввиду относительно малого объема черепка этого не стоит опасаться.
Какая нужна глина
Для изготовления керамики понадобится натуральная глина – это основной ингредиент. Глазури, лаки, пигменты и эмали потребуются для покрытия готовой керамики и окраски ее в желаемый цвет.
Натуральная глина бывает:
- Белой – после обжига изделие приобретает цвет слоновой кости, в исходном состоянии глины имеет сероватый оттенок;
- Красной – цвет обусловлен оксидом железа. Глина хорошо лепится, с ней удобно и просто работать, после обжига становится красной.
- Голубая – используется в медицине и косметологии.
Есть также фарфоровая и темно-коричневая глина, но мы остановимся на первых двух видах.
Область применения литья из гипса
Литье из гипса применяется как на промышленных предприятиях для изготовления деталей отделки помещений, так и в авторских мастерских. Мастера льют из гипса весьма широкий ассортимент
- Авторские элементы декора помещений
- Статуэтки и даже большие статуи, вплоть до моделей для последующего литья из металлов
- Небольшие украшения
- Игрушки
- Детали для масштабных моделей техники

Небольшие украшения из гипса

Игрушки из гипса Статуэтки из гипса

Авторские элементы декора помещений
Этим перечнем область применения не ограничивается. Мастера придумывают все новые и новые области применения литья из гипса — везде, где нужно создать детали со сложными поверхностями и рельефом, а требования к прочности и износостойкости не являются критически важными.