

Виды гибочных станков
Для получения полной картины работы листогибочного станка необходимо понимать, как оно устроено. В состав этого оборудования входят такие узлы, как стол, на котором размещают заготовки. Заготовка будет перемещаться по его поверхности в заданном направлении. Кроме этого, на столе может быть установлен резак, отсекающий готовые детали от листа исходного материала. В качестве резака может быть использован роликовый нож или сабельная гильотина.  В состав гибочных станков входит угломер. Его применяют при установке угла, под которым должен быть изогнут лист. Кроме этого узла, не последнюю роль играют ограничители, регулирующие предельную высоту получаемого изделия. Рабочая длина гибки и предельная толщина металла у каждого типа станка строго индивидуальна. На практике применяют следующие типы гибочных станков.
В состав гибочных станков входит угломер. Его применяют при установке угла, под которым должен быть изогнут лист. Кроме этого узла, не последнюю роль играют ограничители, регулирующие предельную высоту получаемого изделия. Рабочая длина гибки и предельная толщина металла у каждого типа станка строго индивидуальна. На практике применяют следующие типы гибочных станков.  Ручное оборудование обладает небольшими габаритами, может быть легко перевезено из одного места в другое. Его применяют на единичном производстве. На ручных станках выполняют работы по получению деталей, выполненных из разных материалов, например, алюминия, меди, оцинкованной стали. Работа на таком станке не требует какой-либо специальной подготовки.
Ручное оборудование обладает небольшими габаритами, может быть легко перевезено из одного места в другое. Его применяют на единичном производстве. На ручных станках выполняют работы по получению деталей, выполненных из разных материалов, например, алюминия, меди, оцинкованной стали. Работа на таком станке не требует какой-либо специальной подготовки.  Механическое оборудование использует в своей работе энергию маховика, специально для этого раскручиваемый. Станки с электромеханическим приводом работают за счет приводной станции, которые включают в свой состав электрический двигатель, редуктор, ремни или цепи. Гидравлические агрегаты работают от энергии получаемой от гидравлического цилиндра.
Механическое оборудование использует в своей работе энергию маховика, специально для этого раскручиваемый. Станки с электромеханическим приводом работают за счет приводной станции, которые включают в свой состав электрический двигатель, редуктор, ремни или цепи. Гидравлические агрегаты работают от энергии получаемой от гидравлического цилиндра.  Кстати, для бережного гиба листов, особенно тех, на которые нанесено покрытие, применяют листогибы, применяющие сжатый воздух. Существуют и такие устройства, как электромагнитные. Их довольно часто применяют при изготовлении ящиков и коробов. Рабочим инструментом в таком оборудовании являются мощные электромагниты, под воздействием которых происходит гибка листа.
Кстати, для бережного гиба листов, особенно тех, на которые нанесено покрытие, применяют листогибы, применяющие сжатый воздух. Существуют и такие устройства, как электромагнитные. Их довольно часто применяют при изготовлении ящиков и коробов. Рабочим инструментом в таком оборудовании являются мощные электромагниты, под воздействием которых происходит гибка листа.
Гибка металла и ее основные способы
Гибка листа
Следует понимать, что операции гиба металла не ограничиваются работой с листовым металлом. При создании металлоконструкций разного назначения возникает потребность в использовании гнутых труб или профиля. Радиусная гибка листового металла выполняется на вышеописанном оборудовании
При ее исполнении важно подобрать правильный линейный размер заготовки. Проектировщик должен помнить о том, что длина заготовки, должна быть чуть больше, чем длина готовой детали
Это связано со спецификой гибочной операции. Дело в том, что при изменении положения одной части листа относительно другой, внутренние слои металла сжимаются, а наружные вытягиваются. То есть перед тем как выполнять радиусную гибку металла необходимо тщательно просчитать геометрические параметры заготовки.
Для расчета радиуса гиба достаточно использовать табличные данные, которые можно найти практически в любом инженерном справочнике.
Гибка труб
Трубы тоже можно изгибать в соответствии с требованиями рабочей документации. Существует несколько методов – ручной и механизированный. Кстати, в повседневной жизни гнутые трубы можно встретить на ограждениях и перилах, установленных в жилых домах и помещениях другого назначения. 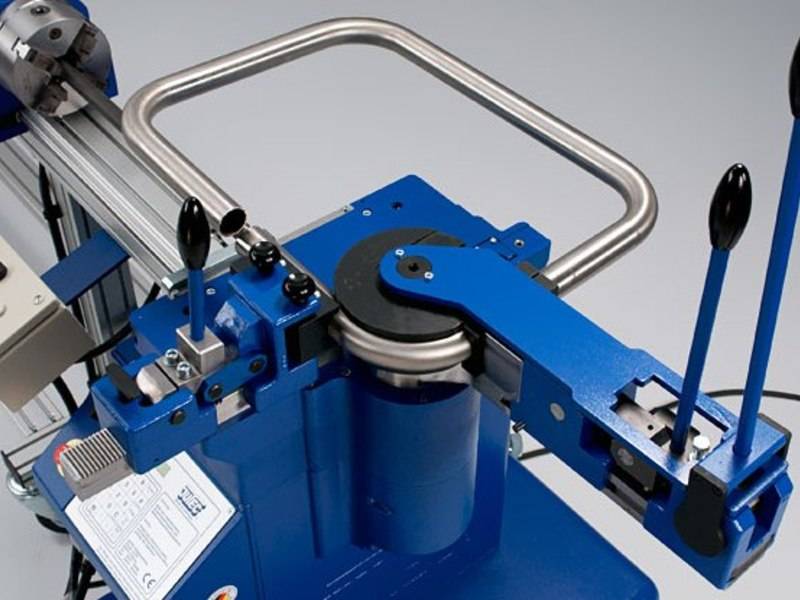 Чаще всего трубы зашибают по радиусу. Этот процесс позволяет формировать частичный или полный изгиб трубы. Причем, он не будет зависеть от формы и размера сечения. Процесс деформирования труб выглядит примерно следующим образом – при изгибании полого профиля на заготовку воздействует несколько сил, одна оказывает влияние на поверхность внутренней стенки, а вторая на внешнюю сторону профиля.
Чаще всего трубы зашибают по радиусу. Этот процесс позволяет формировать частичный или полный изгиб трубы. Причем, он не будет зависеть от формы и размера сечения. Процесс деформирования труб выглядит примерно следующим образом – при изгибании полого профиля на заготовку воздействует несколько сил, одна оказывает влияние на поверхность внутренней стенки, а вторая на внешнюю сторону профиля.  При выполнении изгиба трубы существует опасность того, что при взаимодействии этих сил профиль трубы может деформироваться. В результате этого может произойти потеря соосности. Более того, при несоблюдении ряда технологических правил, труба может быть разорвана. При неравномерном изгибе возможно образование складок в месте сгиба. Причиной тому воздействие тангенциальных сил, возникающих в процессе деформации трубы.
При выполнении изгиба трубы существует опасность того, что при взаимодействии этих сил профиль трубы может деформироваться. В результате этого может произойти потеря соосности. Более того, при несоблюдении ряда технологических правил, труба может быть разорвана. При неравномерном изгибе возможно образование складок в месте сгиба. Причиной тому воздействие тангенциальных сил, возникающих в процессе деформации трубы.
Во избежание подобных явлений применяют холодную и горячую гибку трубы. Первый метод применяют для обработки труб с небольшим диаметром. Но в таком случае необходимо знать минимально допустимый радиус гиба, который проходит по осевой линии. Надо отметить, что применение местного разогрева трубы создает более комфортные условия для выполнения гиба трубы. Металл после нагрева получает пластичность, достаточную для выполнения заданной деформации. Метод горячей гибки применяют на трубах большого диаметра.
Трубогибы и профилегибы
электрический мобильный трубогиб
Этот вид оборудования различается по способу деформации:
- наматывание;
- обкатка;
- вальцовка.
Трубогибы могут быть полуавтоматами, автоматами или ручными.
Метод наматывания заключается в следующем: фиксатор прижимает заготовку к вальцу, последний вращается и накручивает на себя заготовку до требуемого радиуса. Заменяя гибочный валец, подбирается нужный радиус. Для гибки деталей с тонкими стенками в трубу вставляется металлический стержень — дорн. Он не позволяет стенкам трубы соединяться при изгибании. Это наиболее распространенная модель гибочного оборудования. Наименьший радиус гибки составляет 1 1\2 поперечника трубы. Станок позволяет запрограммировать все параметры будущей детали: радиусы, прямые участки, развороты в плоскостях.
Метод обкатки: заготовка размещается между фиксированным и обкаточным вальцами. Второй перемещается относительно фиксированного, придавливая к его поверхности заготовку и деформируя ее по форме фиксированного вальца. Дорн не используется, поэтому тонкостенные трубы обкаткой не обрабатывают, наименьший радиус изгиба составляет 3 — 4 поперечника. На таких станках чаще всего гнут трубы для водопроводов и газопроводов.
Метод вальцовки реализуется с помощью профилегибочных и трубогибочных вальцов. Гибочных вальца обычно три, расположены они треугольником. Заготовка из металла устанавливается между вальцами, прижимается к двум и прокатывается одним из них. Устройство применяется для изготовления спиралей, колец, сегментных дуг для строительных нужд. Это чаще всего ограждения для винтовых лестниц, элементы игровых площадок, козырьки, турникеты.
Метод выдавливания реализуется на рычажном механизме, состоящем из двух опор и одного гибочного вальца, который нажимает на середину заготовки и продавливает ее. Так как механизм схож с устройством арбалета, его нередко называют арбалетным.
Гибка листового металла
Технология гибки металла, представляющего собой лист, реализуется на специальных станках — листогибах. По способу гиба такие механизмы можно разделить на три вида:
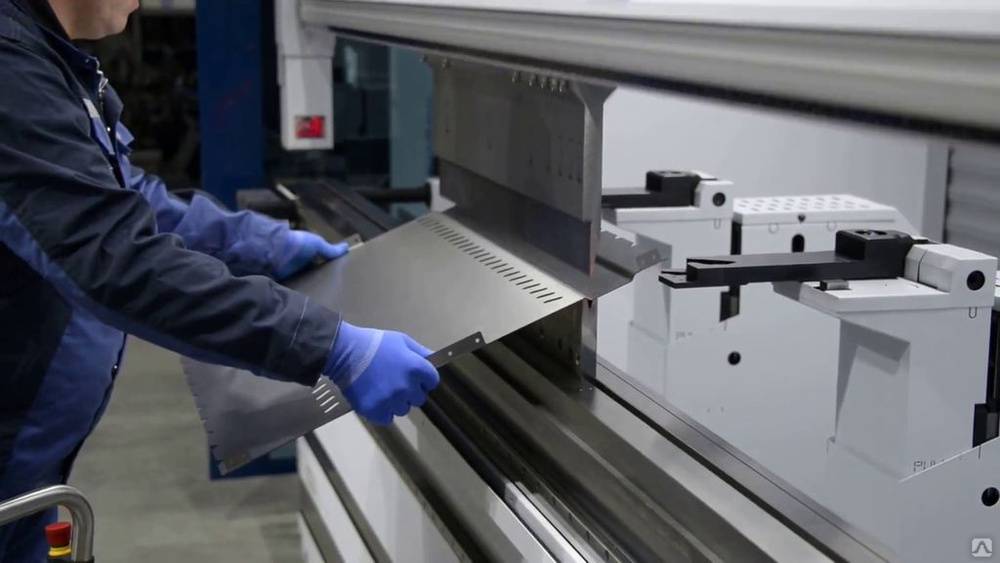
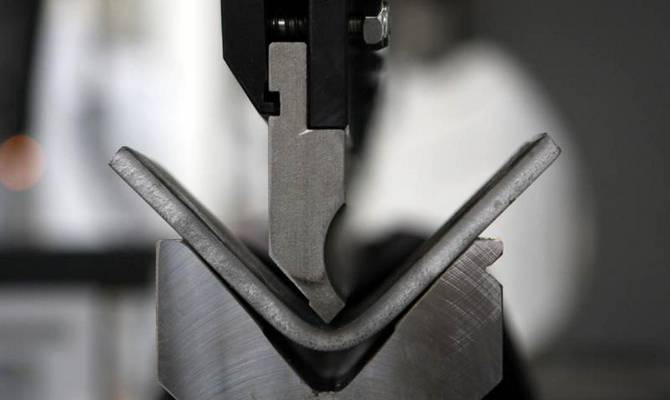
- Прессовые. Лист под давлением вводится в неподвижную матрицу посредством пуансона и приобретает при этом нужную форму. Пуансоны бывают нескольких видов, различающихся по форме и радиусу гибки. Матрица, как правило, имеет форму угла или паза. Листогибочный пресс является наиболее универсальным оборудованием, поскольку легко перенастраивается на разные задачи.
- Поворотные.
Главные элементы: станина, подвижная гибочная балка (траверса), прижимная балка, задний упор. Прижимная балка служит для фиксации листа на станине. Для сгибания листа производится посредством гибочной балки, которая и является основным рабочим элементом. - Ротационные — двух, трех или четырехвалковые устройства, в которых рабочие элементы используют вращательное движение.
Рабочий привод, создающий необходимое усилие на таких станках, может быть реализован одним из следующих способов:
- ручной — используется мускульная сила человека;
- гидравлический — используется гидроусилитель;
- пневматический — используется сжатый воздух;
- механический — используется энергия раскрученного маховика;
- электромеханический — применяются электродвигатели с редукторами.
Станки для гибки арматуры
станина гибочного станка
Существует два вида станков: ручные и механические. Принцип их работы заключается в том, что прут фиксируется между упорным и центральным роликами. По внешней плоскости прута проходит гибочный ролик, который заворачивает арматуру на центральный ролик. Свободный конец прута удерживается от заворота упорным роликом. Механический привод станка довольно сложно собрать своими руками. Ручные станки очень просты в работе, легки и компактны. Их успешно изготавливают своими руками домашние умельцы. Причем самодельные модели не уступают характеристиками фабричным.
Чтобы своими руками сделать механизм для гибки арматуры, необходимо подготовить:
- болгарку с кругом по металлу;
- сварочный аппарат;
- абразивный механизм;
- дрель электрическую.
рычаг гибочного станка
Самодельный станок работают по принципу рычага первого рода. Конструкция состоит из подвижной части — рычага и неподвижной — станины. Заготовка устанавливается в оправки и изгибается с помощью рычажного штифта. Чтобы увеличить усилие, можно предусмотреть удлинение рычага (стандартная длина 50 см).








Ход работ:
- изготавливаются три оправки диаметром 20 мм и один штифт диаметром 25 мм, длина каждой детали — 5 см; диаметр штифта должен быть таким, чтобы рычаг надевался свободно;
- станина выполняется из металлической пластины больше 1 см толщиной, на которой высверливаются 3 отверстия под штифты и оправки;
- дополнительно просверливаются отверстия по углам для крепления устройства к верстаку;
- штифт и оправки вставляют в отверстия и фиксируют сваркой;
- рычаг вырезается из такой же пластины, что и основание, в нем просверливаются 2 отверстия: по одному для оправки и штифта;
- к рычагу сваркой крепится ручка (прут диаметром 2 см и длиной 50 — 55 см);
- на свободный конец ручки рычага надевается пластиковая защита.
Все места сварки зачищаются щеткой из металла от наплывов шлака.
Узел прилегания штифта и рычага следует обработать солидолом или другой густой смазкой, которую необходимо возобновлять периодически.
На предложенной конструкции можно гнуть пруты и арматуру толщиной до 15 мм. Перед началом работы проверьте состояние всех креплений!
Видеоролики о том, как сделать своими руками трубогиб и листогиб:
Простые ручные
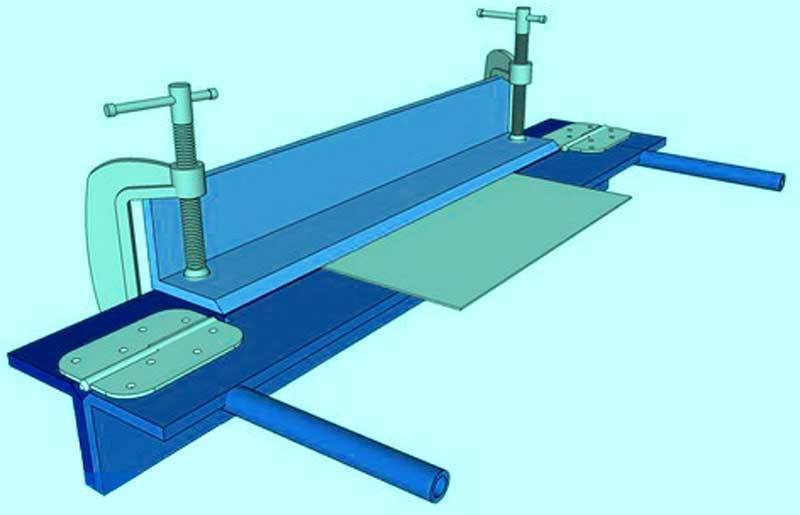
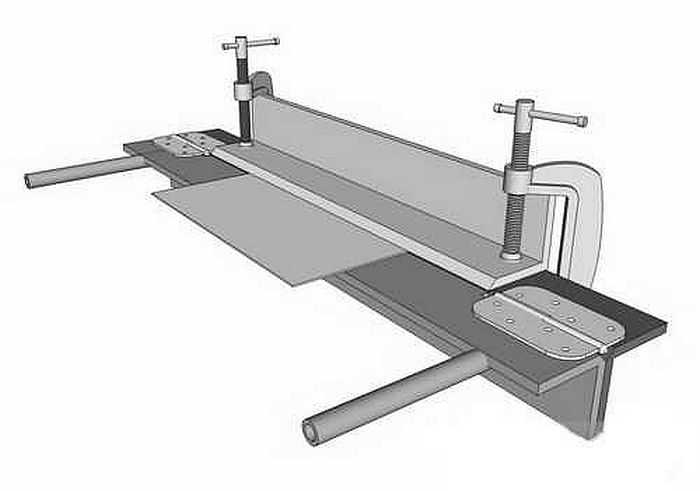
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Чертеж гибочного станка для листового металлаЛистогиб — проекция сбокуДругая модель
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
Вырезаем выемки под петли
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
- Приваривают петли с двух сторон (проварить с лица и с изнанки). Хорошо провариваем петли
- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.Такие укосины
Виды листогибов
Гибочные станки разделяют по разным факторам. Зависимо от типа привода, можно выделить такие виды оборудования:
- Ручные — модели, устанавливаемые в частных мастерских, на предприятиях. Состоят из прижимной пластины, рабочего стола, гибочного механизма, который работает после передачи усилия человека через специальные ручки. Для работы с оборудованием не нужно обладать дополнительными навыками.
- Механические — конструкции, которые состоят из маховика, подвижного вала, прижимных пластин. Чтобы согнуть заготовку, необходимо раскрутить маховик.
- Гидравлические — система, работающая с помощью жидкости. Под давлением она начинает воздействовать на гидроцилиндр, который сгибает лист.
- Электромеханические — состоит из электродвигателя, который с помощью ремней и набора шестерней передаёт усилие на прижимную планку, подвижный механизм. Позволяют сгибать заготовки большой толщины.
- Пневматические — механизмы, работающие с помощью пневмоцилиндров.
- Электромагнитные — современное оборудование, на котором устанавливаются электромагниты большой мощности. После включения станка они начинают передвигать сгибающую планку до заданного угла.
К отдельной группе стоит отнести компактные модели листогибов. Они могут использоваться на строительной площадке. Минус — недостаточная величина и мощность, что не позволяет сгибать листы больших размеров и толщины.
Ручной листогибочный станок
Виды гибочных станков для листового металла
Гибочные станки для листового металла являются очень востребованным в промышленной сфере оборудованием. Станки получили широкое распространение, так как абсолютно во всех отраслях машиностроения и металлургии используется гнутый металл. Разные виды современного оборудования предназначены для крупно серийного и мелкосерийного производства.
Главной функцией станка является изготовление гнутых деталей из различного вида металла. Гнутые детали из листового металла используются повсеместно – в вентиляционных системах, в системах водоснабжения, газовых трубопроводах, при строительстве домов и возведении фасадов зданий.
Современные станки для гибки могут применяться при работе с разными видами металлов –цветными, черными – и их сплавами. Оборудование по большей части автоматизировано, оно обеспечивает высокую эффективность работы и производительность.
Существует несколько основных видов гибочных станков, классификация была разработана в зависимости от назначения оборудования.
Все оборудование для гибки листового металла делится на 3 вида:
- Ручные станки.
- Гидравлические приборы.
- Электромеханическое оборудование.
В настоящее время, несмотря на наличие автоматического оборудования, ручные станки активно используются при мелкосерийном производстве и бытовом назначении. Станки имеют небольшой размер, они просты в использовании и способны работать со всеми видами металлов.







Чтобы произвести гибку на ручном станке, необходимо приложить немало усилий, поэтому, как правило, их используют при работе с тонкими листами металлов и мягкими материалами.
Ручные гибочные станки для листового металла обрабатывают такие материалы, как медь, сталь, латунь,алюминий и многое другое. Это довольно эффективное оборудование, результат получается очень хорошим, так как в процессе работы повредить поверхность материала практически невозможно.
В условиях промышленного производства чаще всего применяют гидравлические и электромеханические гибочные станки. Они отличаются гораздо большей производительностью, чем ручные, способны работать с твердыми и большими листами металлов.
Принцип действия гидравлических станков для гибки основан на том, что в качестве носителя энергии в нем выступает вода. Именно под ее действием механизм начинает работу и оказывает давление на деталь. Оборудование довольно простое в использовании и очень удобное.
Современные модели также отличаются функциональностью. Станки позволяют осуществлять гибку металла по всей поверхности листа. В процессе работы можно регулировать скорость и интенсивность гиба.
Гидравлические станки применяют для создания элементов внутренней и внешней отделки зданий, при строительстве фасадов и создании кованых элементов.
Самыми мощными и производительными станками можно назвать электромеханические. Главным действующим элементом оборудования является электрический двигатель.
Электромеханические станки для гибки листового металла полностью автоматизированы, участие оператора сведено к минимуму. Оборудование подойдет для работы с различными типами металлов, легко согнет листы любой толщины и размера.
Чтобы отрасль металлургии развивалась, необходимо использование новейшего оборудования и инновационных технологий металлообработки.
Ведущие инженеры постоянно трудятся над созданием качественного и производительного оборудования для работы с металлами и создают более эффективные технологии.
Станки для гибки листового металла
Станки для гибки листового металла, могут быть как стационарными, то есть сгибание металла производится только на специально отведенном месте, где установлен листогиб, так и мобильными – при необходимости их можно перенести на нужное место.
Листогибочные станки можно также разделить на несколько отдельных видов по нагрузке и затрачиваемым усилиям для сгиба листов металла:
- Ручные;
- Гидравлические;
- Электромеханические.
Оборудование для сгибания металла необходимо любой производственной фирме, без него не обходится ни одна фабрика или завод.
В производственном процессе при обработке металлических изделий обязательно присутствует такое оборудование, как станки для гибки листового металла.
Листы металла необходимы в каждой отрасли промышленности и хозяйства, включая строительную, вентиляционную и даже рекламную сферу.
Преимущества и недостатки гибочных станков
Как и любое оборудование для гибки обладает рядом достоинств. К ним можно отнести – прочность получаемых готовых деталей. Применение станков для гибки позволяет формировать детали без применения сварки и резки. После выполнения операции гибки, в месте ее выполнения снижается вероятность появления коррозионных явлений. 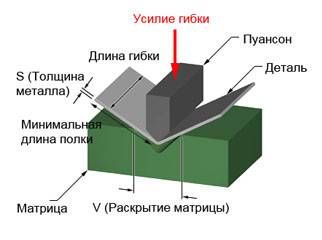 Применение гибочных станков позволяет создавать цельные конструкции, причем в составе такого изделия возможно получение разносторонних гибов и углов. Но, надо понимать и то, что гибочное оборудование довольно дорого стоит. Операции по изгибу листов обладают высокой трудоемкостью, особенно если эти работы выполняют на оборудовании, предназначенном для ручных работ. Но перечисленные недостатки с лихвой компенсируются качеством получаемых изделий.
Применение гибочных станков позволяет создавать цельные конструкции, причем в составе такого изделия возможно получение разносторонних гибов и углов. Но, надо понимать и то, что гибочное оборудование довольно дорого стоит. Операции по изгибу листов обладают высокой трудоемкостью, особенно если эти работы выполняют на оборудовании, предназначенном для ручных работ. Но перечисленные недостатки с лихвой компенсируются качеством получаемых изделий.
2 Гибочный пресс – 3 разновидности
Оборудование для работы с металлом на профессиональном уровне принято делить на три типа. Согласно принятой классификации, станок для гибки металла может быть:
- Поворотным – оснащается подвижной и неподвижной плитами, а также особыми балками. Это оборудование используется для работы с заготовками сравнительно малых размеров и с несложным рельефом.
- Ротационным – снабжается вальцами, между которыми и происходит изгибание заготовки. Такой пресс идеален для обработки крупных по геометрическим параметрам изделий. Обычно его применяют для выпуска небольших объемов заготовок. Важный момент! Ротационный станок может быть переносным либо стационарным. Небольшие мастерские и предприятия, как правило, приобретают мобильное оборудование. Оно занимает меньше места и стоит дешевле стационарных агрегатов.
- Стандартным – оснащенным гидро- либо пневмоприводом. Подобные установки имеют в своей конструкции пуансоны и матрицу. Сгибание листового металла производится между этими узлами. Стандартный пресс оптимален для изготовления больших партий однотипных изделий. Отметим, что на современных предприятиях большей популярностью пользуются гидравлические листогибы. По сравнению с пневматическими агрегатами они намного надежнее и проще в эксплуатации.
 Процесс гибки металлических листов
Процесс гибки металлических листов
Виды гибки
В процессе гибки происходит растяжение одних волокон металла и сужение других. Волокна, расположенные по оси детали остаются неизменными. Правильность выполнения изгиба своими руками и его качество зависят от того, насколько грамотно будут определены габариты заготовки. Следует иметь в виду, что после загиба первоначальным останется лишь осевой размер.
Гибка листа. Процесс осуществляется на листогибах (они же листовые прессы). Согласно схеме, листогибы бывают:
- поворотными: с прижимной балкой;
- прессовыми: оснащены матрицей и пуансоном;
- ротационными: материал фиксируется и подается валками.
Листогибы работают от ручной тяги, пневматической, гидравлической, механической, электромеханической. Сфера применения устройств для изгиба листового металла: строительство, машиностроение, автомобилестроение, самолетостроение, приборостроение.








Гибка арматуры. Процедура широко востребована в строительстве. При работе с прутком толще 12 мм используются электромеханические ротационные устройства. Тонкую арматуру обрабатывают своими руками на механизмах ручного типа, прямо на стройплощадке.
Гибка труб. Производится на трубогибах методом накручивания трубы на валки копира. Используемое сегодня оборудование предотвращает появление ребристости на внутренней поверхности изгиба. Во время обработки труб из прочных сталей крупных размеров их нагревают, в частности высокочастотным электротоком.
Гибка проката. Основные виды металлопроката: швеллеры, уголки, двутавровые балки или трубы квадратного сечения гнут на профилегибочном валковом оборудовании. В зависимости от количества валков изменяется радиус гиба. На 5-валковых он меньше, чем на 3-валковых. Качество изделия повышается при увеличении количества валков. В некоторых случаях перед загибом изделие прогревается.
Теперь подробнее о каждом виде оборудования.
Классификация станков по способу гибки
- прессы;
- поворотные;
- ротационные.
Промышленное гибочное оборудование, в большинстве случаев, принадлежит к первому типу. Гидравлические и пневматические прессы очень производительны и способны выполнять широкий спектр операций, кроме собственно гибки листа, они могут перфорировать металл, изготавливать штампованные детали.
Для мелкосерийного производства используются электромеханические и механические прессы, где для привода используются валы вращения и кривошипно-шатунные механизмы.
Основные части пресса:
- станина;
- привод;
- движущаяся вертикально траверса;
- пуансон;
- матрица;
- устройство компенсации прогиба основания;
- механизмы управления, контроля и измерения;
- зажимы для удерживания листа;
- нож для горизонтальной резки заготовок.
Схема основных частей пресса листогиба
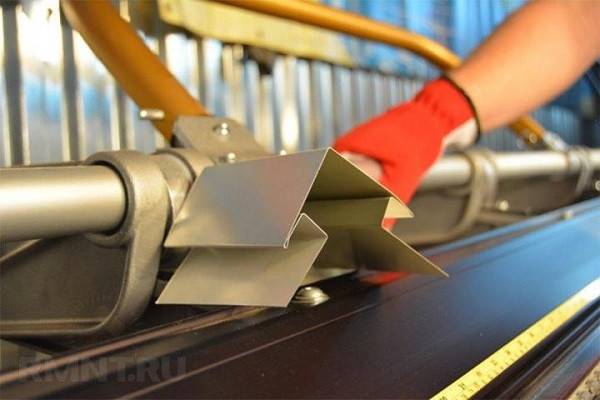
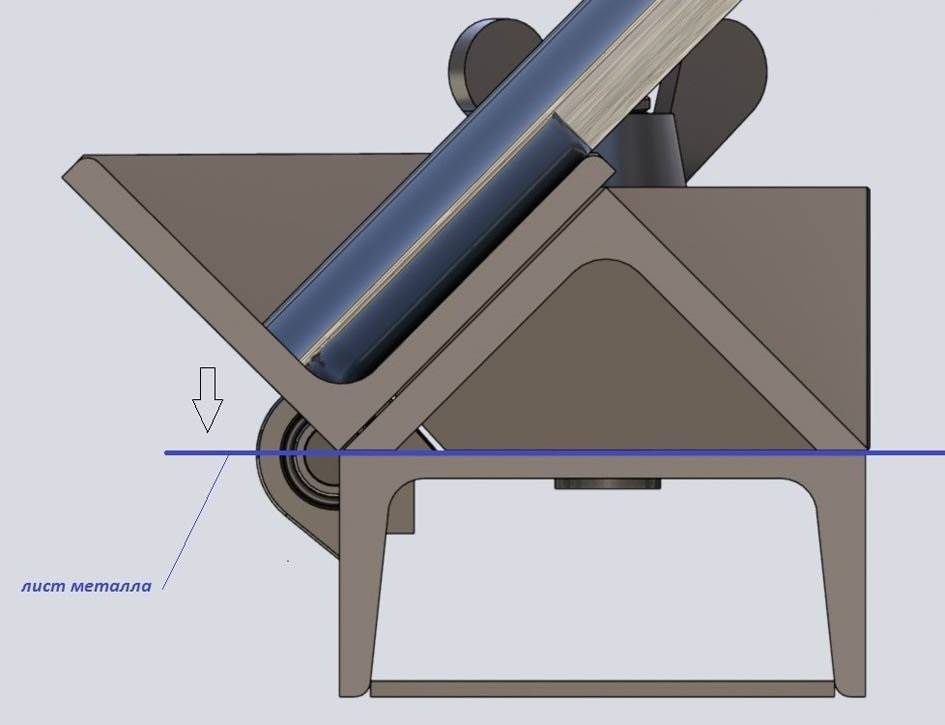
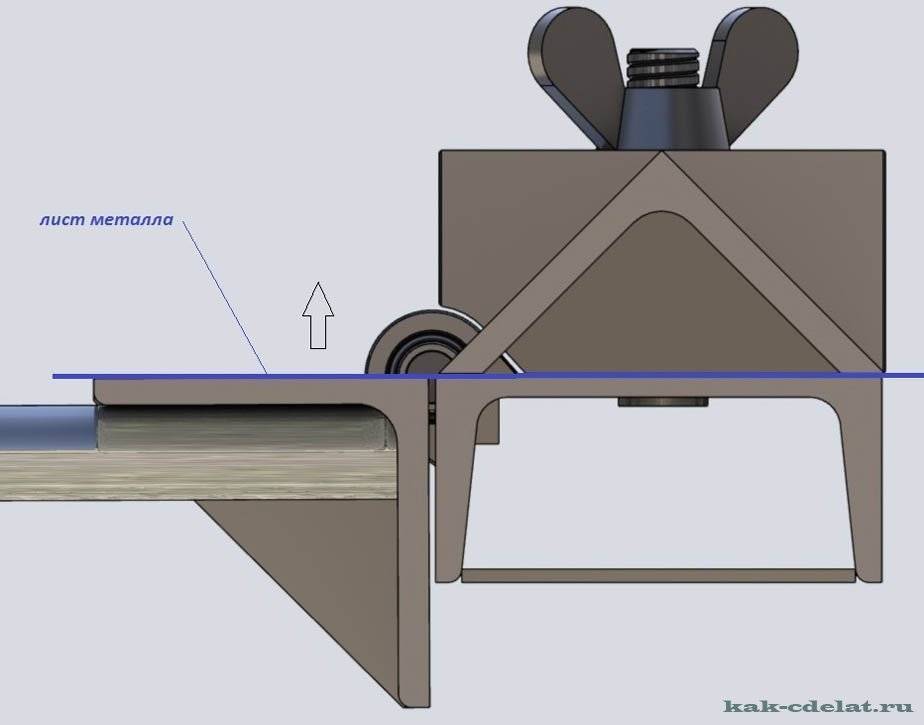
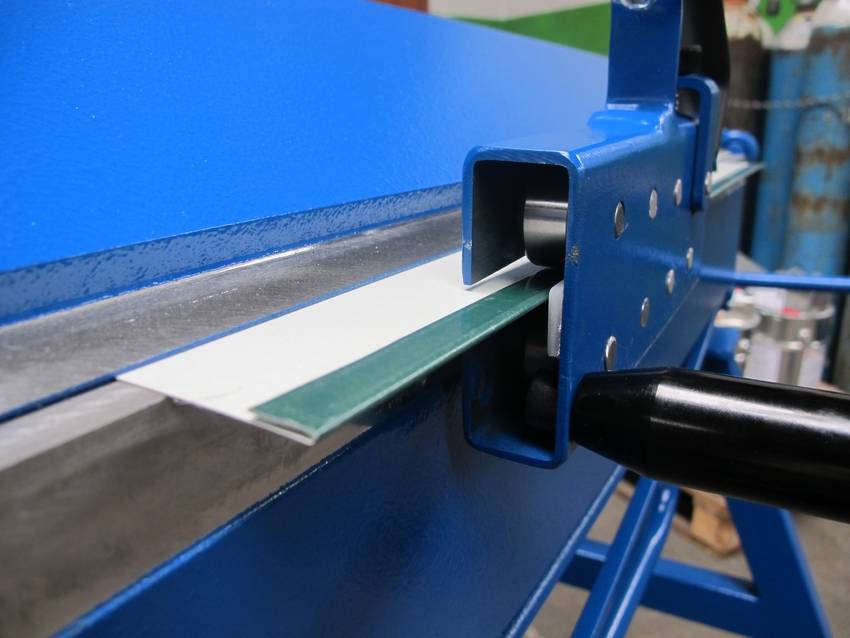
Листогибочный станок с поворотным механизмом — один из самых удобных. Механический листогиб может работать со сталью толщиной до 1,5 мм, нержавейкой, цветными металлами всех видов без предварительного подогрева. Роль рабочего механизма выполняет поворотная балка, закрепленная в передней части стола в горизонтальном положении на уровне стола.
Лист укладывается на горизонтальный стол и прижимается неподвижной балкой. Передняя грань балки расположена под тупым углом к плоскости стола (измерение от внешней стороны). Именно этот наклон и определяет величину угла изгиба листа. Обычно он составляет 90-120. После закрепления листа поворотная балка поднимется и загибает металл по всей линии. Размеры заготовки зависят только от ширины рабочего стола. Такое приспособление для гибки листового металла отличается простотой конструкции, высокой производительностью и мобильностью. Кроме того, используя чертежи станков заводского изготовления, можно построить листогиб самостоятельно, увеличив или уменьшив основные размеры соответственно своим потребностям.





