Выбор технических характеристик станка
Выбор станка зависит в первую очередь от требуемой точности, которую может обеспечить станок, размеров станка, а также кинематических и силовых характеристик.
Для обеспечения не особо высокой степени точности резьбы можно вполне обойтись станком нормальной или повышенной точности. Если же показатели точности более строгие, тогда возникает необходимость использования более точного и дорогостоящего оборудования.
Различают станки: нормальной, повышенной, высокой, особо высокой точности и особо точные станки.
Показатель точности станка включает в себя показатели точности обработки и показатели геометрической точности станка.
Стабильность размерности партии изделий;
Стабильность допустимой шероховатости изделий;
К показателям геометрической точности относятся:
Точность базирования заготовки и инструмента;
Точность координатных перемещений рабочих органов станка;
Точность расположения осей вращения;
Так же как и показатели точности- показатели габаритов станка зависят от целей, которые мы преследуем при обработке. А именно учитываются габариты заготовок и инструментов. Для обеспечения обработки крупногабаритных деталей возникает необходимость применения соответствующего по размерам оборудования.
Показатель размерности станка включает в себя:
Максимальный диаметр и размер заготовки;
Максимальный и минимальный диаметр шлифуемого отверстия;
Максимальные размеры шлифуемых цилиндрических и торцовых поверхностей;
Максимальная длина шлифования;
Максимальный диаметр шлифовального круга;
Кинематические характеристики характеризуются подачей S и скоростью резания V.
Силовые характеристики с свою очередь включают в себя силы и мощность резания.
Кинематическим и силовым характеристикам соответствуют следующие показатели:
Максимальная скорость вращения инструмента- шлифовального круга;
Диапазон значений для подачи и частоты вращения;
Скорость перемещений вспомогательных органов станка;
Особенности и предназначение профилешлифовальных станков по металлу.
Высокоточные профилешлифовальные станки с ЧПУ применяются в комплексном шлифовании поверхностей заготовок с криволинейной образующей в автоматическом режиме.
Мощности для профильной обработки оснащается современными ЧПУ и дополнительными устройствами контроля шлифования.
Взаимодействие элементов оборудования обеспечено инновационной системой управления на базе ПО Fanuc.
Выбирая в качестве рабочих машинн профилешлифовальные станки с ЧПУ по металлу компании Okamoto – вы получаете эталонное оборудование высокоточного шлифования с массой преимуществ:
- Собственные комплектующие;
- Точнось до 0,6 мкм;
- Высокая скорость обработки;
- «Многопрофильность» шлифовальных машин: применение во многих отраслях промышленности;
- Простая система ЧПУ (управление одновременно по двум координатам).
Виды резьбошлифовальных станков
Самыми популярными среди универсальных станков считаются модели, сделанные в советское время. Они до сих пор пользуются спросом и исправно работают.
Такие модели, как ММ582, 5822, 5822М используются в промышленности. 5822М является модификацией 5822. Предназначен для шлифовки цилиндрических, конических, фрезерных, калиброванных, зигзагообразных форм. Может использоваться для обработки многозаходных накатных роликов, винтов и т. д.

Станок имеет дополнительное устройство, необходимое для создания внутренней резьбы и профильных зубьев на рейке. Частота вращения круга рассчитана вести шлифовку на скорости 25-50 м/с. Станок работает автоматически. Это упрощает управление главным движением механизма, а регулировка перемещения шлифовальных бабок компенсируется. Модель предназначена для работы на крупных производствах.
Виды резьбошлифовальных станков
Самыми популярными среди универсальных станков считаются модели, сделанные в советское время. Они до сих пор пользуются спросом и исправно работают.
Такие модели, как ММ582, 5822, 5822М используются в промышленности. 5822М является модификацией 5822. Предназначен для шлифовки цилиндрических, конических, фрезерных, калиброванных, зигзагообразных форм. Может использоваться для обработки многозаходных накатных роликов, винтов и т. д.
Станок имеет дополнительное устройство, необходимое для создания внутренней резьбы и профильных зубьев на рейке. Частота вращения круга рассчитана вести шлифовку на скорости 25-50 м/с. Станок работает автоматически. Это упрощает управление главным движением механизма, а регулировка перемещения шлифовальных бабок компенсируется. Модель предназначена для работы на крупных производствах.
О системах ЧПУ
С целью корректного управления механизмами для правки в станках употребляются такие программные системы, которые:
- являются замкнутыми для компенсирования температурных деформаций и геометрических неточностей;
- имеют возможность измерения с хорошей разрешающей способностью, для обеспечения небольших допусков на точное позиционирование;
- имеют возможность автоматической компенсации изнашиваемости круга;
- смогут управлять частотой кругового вращения, скоростью подач.
При управлении подобными системами ЧПУ возможно координировать функционирование многокоординатных бесцентрово-кругло-шлифовочных устройств. Для этого встроенной системой употребляются специальные модули, рассчитывающие:
- любые траектории шлифовочных приспособлений;
- необходимые корректировочные действия;
- взаимосогласованный диалог оператора с обслуживающим устройством.
Важно. Существование многокоординатных систем ЧПУ придает больше универсальности этим производственным устройствам, позволяет эффективно воздействовать на любые процессы шлифовки. Это интересно: Шлифовальные станки по дереву — классификация, видео, виды
Это интересно: Шлифовальные станки по дереву — классификация, видео, виды
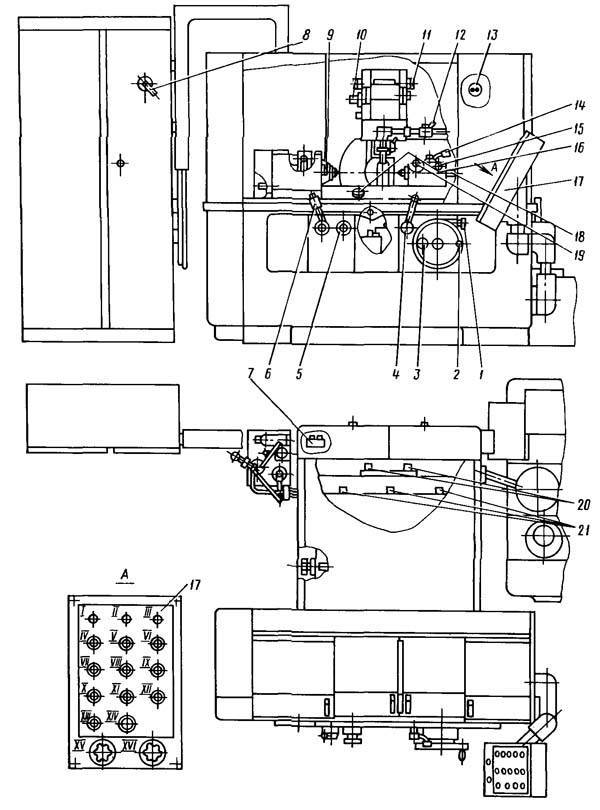
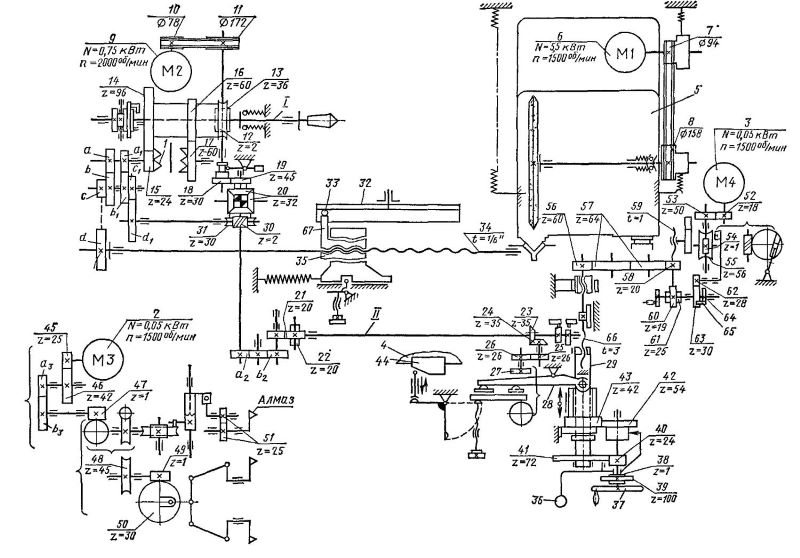
Устройство и принцип работы оборудования
Рассмотрим устройство станка на примере модели вертикального типа 5М324А. Ниже представлена кинематическая схема и условное изображение с указанием основных элементов конструкции.
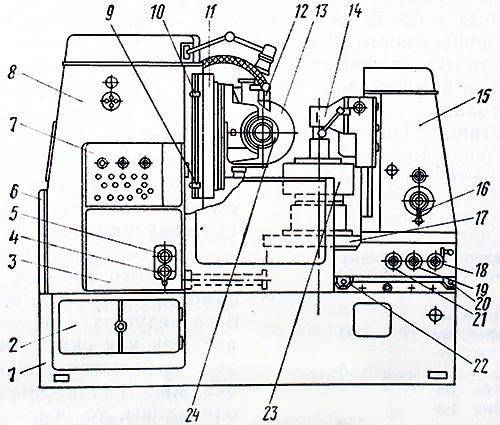
Расшифровка обозначений:
- Станина аппарата.
- Коробка переключения скоростей.
- Распределительный механизм.
- Валик ручного перемещения каретки.
- Управление механическим перемещением каретки.
- Делитель.
- Панель управления.
- Стойка, которая крепится на станине.
- Ограничитель движения каретки.
- Ограничитель движения каретки.
- Каретка.
- Кран подачи охлаждающей жидкости.
- Суппорт.
- Кронштейн.
- Контрподдержка.
- Управление перемещением кронштейна.
- Подающий стол.
- Механизм управления ограничителями каретки.
- Механизм управления перемещением стола.
- Упор подвода стола.
- Кран управления смазкой стола.
- Упор подвода стола.
- Обрабатываемая заготовка.
- Фреза для нарезки зуба.
На схеме отсутствует место расположения главного электрического двигателя, приводящего в движение фрезу для нарезки зуба и подающий стол, на который устанавливается обрабатываемая деталь.
Вращение фрезы – основное движение при обработке заготовки. Нарезка по всей длине выполняется за счет движения цилиндрического элемента вокруг своей оси. Для получения расчетного количества зубов скорость вращения подающего стола синхронизируется с количеством оборотов и передаточным отношением гитары.
Сверлильные станки,
пожалуй, наиболее распространенный тип станков. Назначение – просверливание и обработка отверстий, главные движения – вращение и подача режущего инструмента (сверла). Сверло подается вручную или автоматически с переключением скорости подачи и вращения. В зависимости от материала детали и сверла, глубины сверления и диаметра отверстия частота вращения шпинделя может быть постоянной, имеющей ряд фиксированных значений или переменной.






Также по теме:
ЗУБЧАТАЯ ПЕРЕДАЧА
Сверлильные станки более широкого назначения оборудуются рабочим столом с двумя салазками, перемещающимися под прямым углом друг к другу, устройством ЧПУ для перемещения стола и управления подачей сверла и устройствами для автоматической смены сверла. Существуют многошпиндельные сверлильные станки, работающие одновременно с несколькими сверлами, а также применяются сверлильные бабки с несколькими шпинделями, закрепляемые в патроне одношпиндельного станка.
Основные технические параметры
Данный вид станков обладает достаточно большим количеством технических характеристик. При этом настройка зубофрезерного станка позволяет провести изменение некоторых параметров, что позволяет одну панель применять для получения зубчатых колес с различными параметрами.
Зубофрезерные станки имеют следующие основные технические характеристики:
- Настройка зубофрезерного станка с учетом диаметра венца и максимального размера модуля зуба
- Важным показателем можно назвать ширину зубчатого венца.
- Проводя расчет гитары дифференциала зубофрезерного станка можно задавать режим обработки при нарезании зубьев под углом. При этом угол может устанавливаться в определенном диапазоне.
- Рассматривая универсальный зубофрезерный станок отметим, что конструкция имеет суппорт, перемещающийся в вертикальном и поперечном направлении. Важным моментом является максимальный показатель перемещения.
- Классическое устройство зубофрезерного станка имеет узел, в котором проводится крепление режущего инструмента. Ручная установка или устанавливаемые системы ЧПУ для зубофрезерных станков могут устанавливать скорость вращения режущего инструмента в определенном диапазоне.
- Устанавливаемые зубофрезерные станки имеют технические характеристики, которые определяют диапазон подачи. Она может быть ручной или механической, быть вертикальной, тангенциальной и радиальной.
- Принцип работы основан на передаче вращения от основного электродвигателя через привод режущему инструменту и креплению заготовки. Именно поэтому одним из основных показателей является мощность основного электродвигателя. Кроме этого горизонтальный или вертикальный зубофрезерный станок может иметь несколько двигателей, каждый отвечает за выполнение определенных задач.
- Различные зубофрезерные станки имеют разные габаритные размеры. Стоит учитывать тот момент, что размеры оборудования определяют не только особенности его установки, но и некоторые эксплуатационные качества. Так с увеличением габаритных размеров зачастую увеличивается ход суппорта и режущего инструмента, а также увеличиваются размеры стола.
- Вес может варьироваться также в большом диапазоне.
Формулы настройки гитар зубофрезерных станков
Гитара деления зубофрезерного станка может также существенно отличаться в зависимости от особенностей конкретной модели. Это должны учитывать проводя расчет гитары деления зубофрезерного станка.
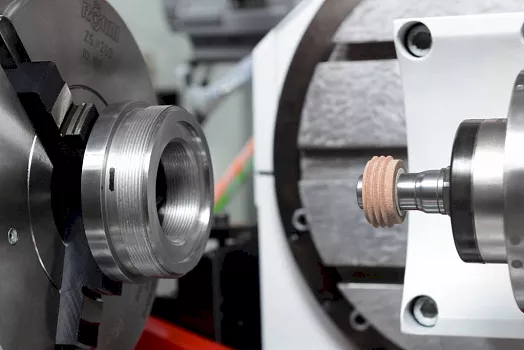
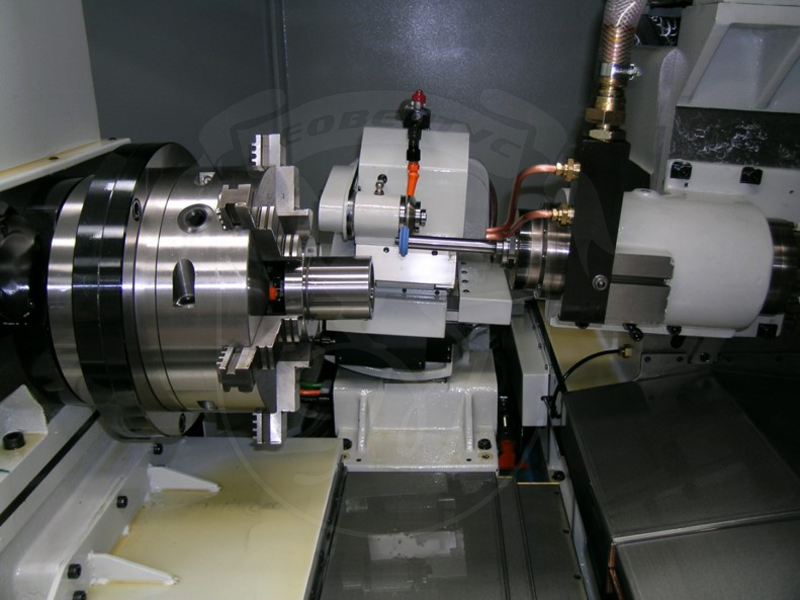
Компоновка станка
Основой всего станка служит станина, на которую установлены остальные необходимые элементы. Основную часть станины составляют: передняя бабка, служащая для зажима обрабатываемой заготовки, также задняя бабка, снабженная гидравлическим приспособлением для дополнительной фиксации заготовки. Для обеспечения вертикального суппорта с тыльной стороны станины установлен поворотный редуктор. В этой же части вмонтирована шлифовальная бабка. К основанию вертикального суппорта прикреплена каретка механизма для правки с помощью абразивного круга. Вся рабочая часть станка изолирована специальными защитными дверцами, обеспечивающими безопасную работу на станке. Данная компоновка станка является стандартной, имеющая все необходимые элементы для достижения необходимого результата металлообработки.
Типы шлифовальных станков
Обычные шлифовальные станки подразделяются в основном на четыре категории, которые вы сможете подобрать в гипермаркете Строймашсервис:
- Поверхностно-шлифовальный станок
- Цилиндрический шлифовальный станок
- Внутришлифовальный станок
- Специальные типы шлифовальных станков
Поверхностно-шлифовальный станок
Он используется для обработки в основном плоских и горизонтальных поверхностей.
Поверхностно-шлифовальные станки классифицируются в соответствии с положением шпинделя и рабочего стола следующим образом:
- Стол рециркуляционный с горизонтальным шпинделем.
- Стол рециркуляционный с вертикальным шпинделем.
- Поворотный стол с горизонтальным шпинделем.
- Поворотный стол с вертикальным шпинделем.
Цилиндрический шлифовальный станок
Он используется только для обработки цилиндрических деталей. Способен обрабатывать только внешние поверхности цилиндрических объектов, но может обрабатывать любые цилиндрические профили, такие как конические, прямые и ступенчатые.
Этот станок также классифицируется в соответствии с частью заготовки и шлифовальным кругом, которая выглядит следующим образом:
- Бесцентровый плоскошлифовальный станок с цилиндрической поверхностью.
- Универсальный плоскошлифовальный станок с цилиндрической поверхностью.
- Плоскошлифовальные станки — плоскошлифовальные круглошлифовальные.
Внутришлифовальный станок
В соответствии с названием этот станок используется для обработки внутренних поверхностей, которые должны иметь цилиндрическую форму и профили.
Тремя основными типами шлифовальных станков являются:
- Внутришлифовальный станок с зажимным патроном.
- Центральный шлифовальный станок за вычетом внутреннего шлифования.
- Планетарный внутренний шлифовальный станок.
Шлифовальный станок для инструментов и фрез
Это специальные типы шлифовальных станков, которые используются для обработки режущего инструмента для фрезерования, токарной обработки и сверления. Шлифование инструмента состоит из двух частей: изготовление нового инструмента и заточка старого.
Простой одноточечный режущий инструмент, используемый при токарной обработке, обрабатывается или затачивается с помощью пьедестала или ручной шлифовальной машины на столе, а многоточечные режущие инструменты, такие как буровые инструменты и развертки, обрабатываются на некоторых сложных шлифовальных машинах, таких как фреза и универсальный станок.
Резьбошлифовальные машины
Это тип специального шлифовального станка со специальным шлифовальным кругом. Этот станок практически аналогичен цилиндрическому шлифовальному станку, но имеет очень точный свинцовый винт для точного шага резьбовой части.
Типичные представители
В процессе подготовки данного реферата были разобраны несколько современных представителей станков резьбошлифовального типа, оснащенных системой числового программного управления. Были рассмотрены станки как иностранных изготовителей, так и отечественных.
Основные технические характеристики данных станков:
MICROMAT 5GI | BBN 1000 CNC | ВЗ-678Ф4 | ||
Макс. шлифуемый диаметр изделия, наружный | мм | 400 | 350 | 350 |
Макс. шлифуемая длина резьбы,однопрофильной наружной | мм | 300 | 150 | 450 |
Макс. расстояние между центрами | мм | 750 | 1000 | 600 |
Макс. вес изделия между центрами | кг | 50 | 120 | 80 |
Диаметр шлифовального круга мин / макс | мм | 130/320 | 400 | 250/350 |
Габаритные размеры | Д-Ш-В | 7000 x 4000 x 3000 | 4600 x 2100 x 2000 | 3000×2600×2350 |
Масса нетто | кг | 9000 | 6280 | 8000 |
Частота вращения шпинделя изделия | об/мин | 0-2750 | 0-400 | 0-1000 |
Макс скорость резания шлифовального круга | м/с | 60 | 35 | 40 |
Мощность двигателя шлифовального круга 100% ED | кВт | 15 | 10 | 4 |
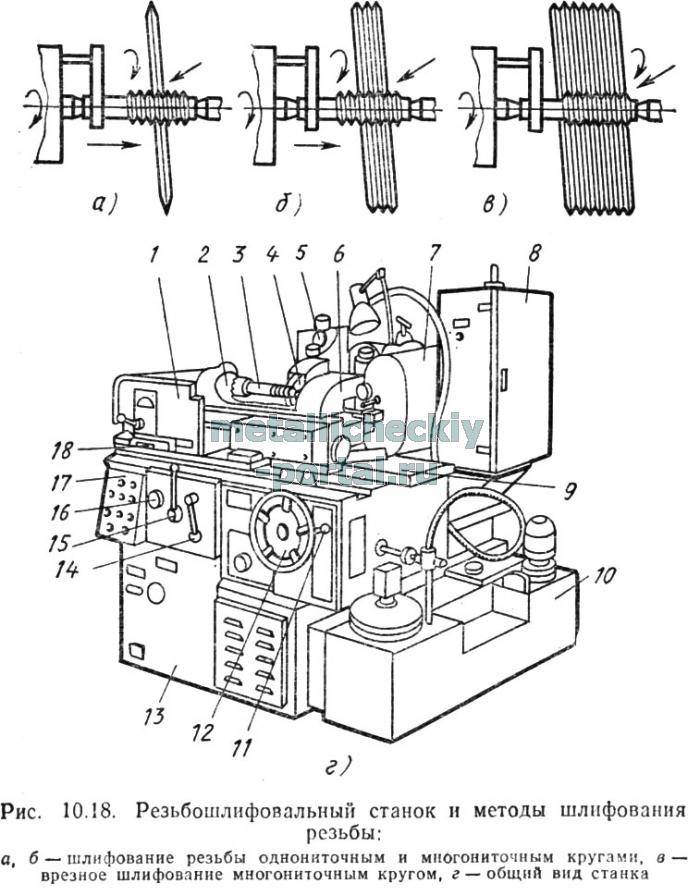
Разновидности шлифовки
Шлифовка с помощью круглошлифовального станка может осуществляться тремя основными методами — врезание, обработка уступами, продольный рабочий ход. Каждая из методик имеет несколько дополнительных модификаций, поэтому фактических сценариев обработки намного больше.









Основные методики обработки
- Шлифование продольным ходом. Заготовка устанавливается в специальные пазы, которые во время работы совершают вращательные движения. Пазы передвигаются с небольшой скоростью вдоль (скорость регулируются вручную или с помощью ЧПУ). Это приводит к двум эффектам во время работы — деталь не только вращается, но и перемещается вдоль своей оси. Также включается полирующий круг, который выполняет шлифовку. За счет продольного хода деталь обрабатывается по всей своей площади, что упрощает ее обработку. Оптимальная глубина — 0,05-0,1 мм.
- Глубинное продольное шлифование. Этот способ повторяют предыдущую технологию с одним небольшим отличием — во время работы глубина составляет от 0,1 до 0,4 миллиметров. Это позволяет не только зачищать поверхность, но и срезать ненужный слой металла с заготовки. Глубинная обработка ускоряет зачистку, однако она не подходит для работы с мягкими металлическими сплавами (латунь, бронза, алюминий и другие).
- Двойная продольная шлифовка. На станочное оборудование устанавливается два обрабатывающих диска, а сама обработка выполняется методом продольного хода. Первый диск обладает более крупным зерном в сравнении со вторым. Между дисками может устанавливаться небольшая прокладка, которая позволяет упростить процедуру обработки. Смысл подобной системы такой: деталь проходит зачистку на первом диске, где происходит срезание ненужного слоя металла. Потом она поступает на второй диск, где выполняется ее полировка и финальная зачистка.
- Врезное шлифование. Металлическая заготовка монтируется в пазы, которые совершают вращательные движения во время работы. Пазы являются статическими (то есть деталь не совершает продольных движений). Для обработки применяется широкое колесо-диск, которое по длине гораздо больше самой заготовки. Зачистка выполняется так: деталь подносится к вращающемуся колесу, что приводит к шлифовке заготовки по всей ее длине. Технология подходит для обработки фасонных или одинаковых деталей и сплошных листов, у которых отсутствуют небольшие выемки или углубления.
- Шлифование уступами. Методика представляет собой комбинацию продольной и врезной технологии шлифовки. Шлифовка уступами применяется для зачистки длинных грубых деталей, которые проблематично обработать с помощью только одной из стандартных технологий шлифовки. Механика процесса выглядит так. Деталь монтируется в специальные углубления, которые вращают ее и перемещают ее в горизонтальном направлении. Для самой обработки используется один или несколько шлифовальных дисков. Во время проходки обрабатывается один из участков детали методом врезного шлифования. Потом выполняется продольный ход, что позволяет обработать уже другую часть заготовки. При необходимости выполняется остановка станка и замена абразивного диска (при работе с пазами, углублениями, отверстиями).

Обдирочное и чистовое шлифование
При обдирочном шлифовании с поверхности металла срезается слой определенной толщины. Главная цель обдирочной обработки — это уменьшение размеров детали (по отдельному фрагменту или по всей площади).
Во время чистовой обработки выполняется полировка, а также удаление дефектов (заусеницы, трещины, острые углы). Обдирочная и чистовая шлифовка может выполняться как на разных, так и на одном станке.
Универсальный круглошлифовальный станок выполняет двойную шлифовку — первый диск снимает лишний слой металла, а второй слой выполняет финальную полировку.
Автоматизированный резьбошлифовальный многоцелевой станок
Автоматизированные станки во многих случаях применяются в больших цехах, где при эксплуатировании наличие оператора не требуется. Вся операция проходит только в программном режиме.
Аналогичным образом, резьбошлифовальный станок с числовым программным управлением будет делать все, что будет внесено в главную программу оборудования. В остальном, вся работа выполняется высшим образом. Внутренние детали не нуждаются в добавочном обслуживании, кроме появления поломок в системе. Современный резьбошлифовальный станок — это путь к идеалу. Он обеспечит промышленность большей работоспособностью.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Как подключить ЧПУ к компьютеру
Сегодня подключить станок с ЧПУ несложно. Для этого достаточно воспользоваться специальным редактором. Полноценные управляющие программы сохраняются и передаются в файлах. При подключении компьютера к ЧПУ используется специализированное программное обеспечение. Необходимо синхронизировать коммуникационную программу со станком.
После того как на компьютер будет установлена коммуникационная программа, систему ЧПУ станка необходимо переключить в режим передачи/приёма данных. Обычно в документации к станку указана вся необходимая информация об индивидуальных особенностях настройки. Также в документах описывается подробный ход действий при подключении выбранного устройства (схемы у разных ЧПУ могут отличаться).
Современные ЧПУ станки могут быть даже подключены при помощи локальных сетей, что обеспечивает более быструю и удобную работу. Кроме этого отдельные модели можно дистанционно обследовать через интернет.
Юрий Давыдов » Новости
Зубофрезерные станки. Конструкция, описание и технические характеристики.
Зубофрезерные станки предназначены для нарезания цилиндрических колёс с прямым и винтовым зубом внешнего зацепления с помощью фасонных дисковых, пальцевых и червячных модульных фрез. Если в зубофрезерном станке имеется помимо вертикального ходового винта радиального или тангенциального перемещения инструмента относительно заготовки, то на нём можно также нарезать червячными фрезами червячные колёса. Станок, имеющий все три выше перечисленных винта, относится к универсальным зубофрезерным станкам.
На зубофрезерных станках производят нарезание цилиндрических и червячных колес по методу обката и по методу копирования с осевой, радиально-осевой и тангенциальной подачами за один или два рабочих хода. В зависимости от расположения оси изделия станки разделяются на вертикальные (состоят из станины, инструментальной стойки фрезерного суппорта задней стойки стола для установки изделия. Вертикальные станки выполняют с подвижной в радиальном направлении стойкой или с подвижным в этом направлении столом, а также со столом подвижным в вертикальном направлении. Компоновка станков с подвижной стойкой и неподвижным столом наиболее удобна для автоматизации процесса зубонарезания.
Горизонтальные станки, предназначенные для нарезания зубьев на тяжелых деталях, выполняют с подвижной в горизонтальном направлении инструментальной стойкой а станки для нарезания колес малых размеров- с подвижным столом, несущим изделие.
Технические данные зубофрезерных станков
Профиль зуба образуется копированием или обкатом, форма зуба по длине методом касания. Зубофрезерные станки метода копирования имеют простую структуру, состоящую из групп: ФV(В1), ФS(П2), а также деления Д(В3). Станки касания-обката имеют две или три группы формообразования и не имеют группы деления: профиль зуба: ФV(В1 В2); форма по длине: прямозубые: ФS(П3),косозубые: ФS(П3 В4).
Метод копирования, когда режущие кромки инструмента соответствуют форме впадины зубчатого колеса и после нарезания одной впадины заготовка поворачивается на один зуб при помощи делительного устройства, метод обкатки, (обрабатывающий инструмент воспроизводит движение пары зубчатых колёс), горячее и холодное накатывание.
Формообразование зубьев червячного колеса осуществляется методами радиального и тангенциального врезания. При первом методе используют винт радиального пере-мещения. Формирование боковых поверхностей зубьев по профилю и длине, а также делительный процесс осуществляются одним сложным движением Фu, (В1В2). Процесс радиального врезания зубьев фрезы в заготовку осуществляется движением Вр (П7). При втором методе используют винт тангенциального перемещения и специальную червячную фрезу с заборным конусом. Образование профиля и формы зуба по длине, а также делительный процесс осуществляются, как и при первом методе, движением Фu (В1В2). Вторым движением Фs2 (П5В6) осуществляется тангенциальное –врезание за счет конусной части фрезы и еще раз формирование боковых поверхностей.
Полуавтоматы зубофрезерные вертикальные 53А50, 53А50Н, 53А80, 53А80Н предназначены для нарезания цилиндрических и червячных зубчатых колес в условиях индивидуального и серийного производства.
Зубофрезерные полуавтоматы моделей 53А50, 53А80 и изготавливаются по классу П ГОСТ 8-71, а их модификации по классу Н ГОСТ 8-71. Станки моделей 53А50, 53А80 комплектуются суппортами с непрерывной передвижкой фрезы (с ползушкой), а модели 53А50Н, 53А80Н — суппортами с периодической (шаговой) передвижкой фрезы. По заказу Покупателя возможна комплектация зубофрезерных станокв системой ЧПУ.
Универсальный зубофрезерный станок предназначен для фрезерования цилиндрических прямозубых, косозубых и червячных колес в условиях единичного и серийного производства. Нарезание зубчатых колес производится по способу обкатки червячной фрезы и обрабатываемой заготовки. Станок работает по замкнутому полуавтоматическому циклу и по циклу наладки.
На базе станка могут изготавливаться спецстанки, позволяющие обрабатывать колеса с бочкообразной или конусной формой зубьев. Обработка осуществляется копированием по шаблону.
Большая универсальность станков и высокая степень автоматизации обеспечивает работу станков как в однопроходном, так и в двухпроходном автоматических циклах. При двухпроходном автоматическом цикле происходит автоматическая смена режимов обработки. Полуавтомат имеет бесступенчатый привод вертикальной и радиальной подачи.
Полуавтоматический резьбошлифовальный станок
Полуавтоматическое устройство создается по определенному техническому соглашению. Соответствует стандарту качества. В работе станок зарекомендовал себя только с лучшей стороны. Полуавтоматический вариант прекрасно подходит для шлифовки внешних винтовых структур на изделиях. Сделаны для проведения профильной шлифовки, где дополнительно используются смазочно-охлаждающие средства.
В виде обычных шлифовальных кругов используются однониточные абразивные круги, назначенные для шлифования точных резьб (шлифует обе стороны впадины и ее основное дно). При необходимости, их можно заменить профильными кругами, изготовленными в определенном формате, где дополнительно при их изготовлении были использованы небольшие частицы из кубического нитрида бора. Шлифовка поверхности изделия на полуавтоматическом станке формируется по выбранной программе. Она может разрабатываться пользователем или создаваться при помощи автоматической системы управления. Дополнительную систему для управления станком можно заказать отдельно. Тем самым вы облегчите себе всю работу и увеличите производительность оборудования в несколько раз.
Изготовление своими руками
Создание станка своими руками потребует на начальном этапе понять, какими характеристиками он должен обладать, а затем подобрать готовый чертёж или найти готовый подходящий в специальной литературе. Далее нужно создать смету затрат на основе деталировки, оценить необходимость изготовления оригинальных деталей либо закупить готовые аналоги.
Для создания внутришлифовального станка потребуется подготовить следующие компоненты и инструменты:
- станину, являющейся основой конструкции, минимальный размер должен составлять 180х160 мм, конструируется из дерева или стальной плиты;
- основание, создаётся из тонколистовой стали, толщина которой не менее 0,5 мм;
- подобрать подходящий по мощности электродвигатель, проводку, выключатель;
- закупить крепёжные элементы;
- сконструировать из стали направляющие для перемещения станины;
- приобрести ручки для регулировки положения режущего диска относительно заготовки;
- тиски для крепления заготовки;
- шлифовальный диск;
- крепления для шлифовального диска.
Процесс сборки:
- Изготавливается стальная станина. На ней вырезается место под установку площадки с двигателем.
- На нижнюю часть крепится основание.
- С противоположной от двигателя стороны на станину устанавливаются тиски или зажимной барабан для заготовок с креплением на болты. Центрируется положение относительно осевой линии.
- Устанавливаются параллельно салазки, на которые крепится двигатель на специальной платформе.
- На вал двигателя крепится фланец для установки шлифовального диска.
- К платформе двигателя крепится барабан, предназначенный для её смещения относительно закреплённой заготовки.
- Подключается к двигателю проводка, пусковая кнопка.
- Монтируются защитные экраны.
- Станок ставится на место для его эксплуатации, выполняется тестовый запуск. При обнаружении проблем, устраняются неполадки.
ЧПУ – ПРАВКА
Высочайшая гибкость может быть достигнута посредствам ЧПУ-правки шлифовального круга. Могут быть использованы различные правящие инструменты и приспособления.
Используя качественные правящие инструменты и высокоточные программные перемещения, может формироваться профиль с высокой точностью. Для расчета профиля, может быть поставлена
Для производства больших партий изделий, шлифовальный круг должен правиться профильным алмазным кругом, что позволяет обеспечить короткий цикл правки. Для использования этой технологии, устанавливается специальный механизм на узел правки
Какие бывают системы программного управления станками ЧПУ?
Устройства с ЧПУ отличаются между собой системой программного управления. Производятся устройства с двумя видами управления — позиционным и контурным.
Позиционное управление отличается от второго тем, что движение рабочих элементов осуществляется в заданной точке, при этом направление движения не задается. В итоге система устройства с ЧПУ автоматически будет искать короткий путь между точками.
Для устройств с ЧПУ контурного управления рабочие элементы перемещаются по определенной траектории и с определенной скоростью. Так, достигаются нужные характеристики обрабатываемого контура.
Какая из этих систем лучше, сказать нельзя. Ведь чтобы обработать сложную фасонную поверхность, нужно использовать контурную систему с ЧПУ, а чтобы просверлить или развернуть ее, идеально подойдет изделие с позиционным управлением.
Также существует адаптивное программное управление. Оно позволяет в автоматическом режиме приспособить изделие к меняющимся условиям технологической обрабатывающей системы.