Качественные характеристики изделий
Различных параметров, по которым классифицируются такие изделия, очень много. Ещё больше видов маркировок абразивных кругов в связи с тем, что существует масса различных комбинаций этих свойств. Основными параметрами абразивных кругов для точильных станков считаются:
- Показатель зернистости.
- Вид абразивного материала.
- Связующее вещество.
- Габариты и форма.
- Твёрдость шлифовочного материала.
- Рабочая скорость.
Для использования выбирается круг с соответствующими показателями, которые указываются в маркировке на самом изделии.
Зернистость приспособления
Это наиболее значимая характеристика. От её величины зависит, насколько гладко будет отшлифован образец. Кроме того, размер износа, производительность, толщина снимаемого слоя за один цикл также в большей мере зависят от этого показателя. Чем меньше зерно инструмента, тем выше чистота обработки. Однако скорость работы при такой зернистости снижается. К тому же такое приспособления чаще вызывает прижог детали.
Материалы для изготовления
Как и все характеристики, требования к материалу, из которого изготавливаются шлифовочные круги, соотносятся с ГОСТом. Минимальные условия — износостойкость, низкая теплоотдача, твёрдая поверхность. Исходя из этих условий, абразивный инструмент производится из такого материала:
- Вещество, имеющее базу из оксида алюминия (Al2O3), называется электрокорундом с бокситовой связкой. ГОСТ 28818 допускает добавить для повышения твёрдости окись калия. Это позволяет сохранять первоначальные свойства при повышении температуры в условиях интенсивной работы. Такие круги маркируются так: 12А — 15А — обычные, 22А — 25А — повышенной твёрдости.
- Тот же материал с карбидной основой включает хромовые, титановые, циркониевые, кремниевые соединения для работы с закалёнными металлами. Карбид кремния (52С — 65С) нужен для сопротивления перепадам температура при охлаждении обрабатываемой детали. Маркируются такие изделия буквой, А и цифрами от 38 для циркония до 95 для титана.
- Округлые зёрна сферокорунда получаются во время продувания жидкого оксида алюминия, отличаются повышенной твёрдостью и применяются для абразивной обработки твердосплавных изделий. Обозначаются литерами ЭС.
- Монокристаллическая структура монокорунда является причиной долговечности кругов из него. Ввиду сложности технологии получения они очень дороги. Узнать их можно по маркировке 43А, 44А и 45А.
Применение связующих материалов
Для плотной компоновки и предохранения от разрушения в шлифовальных ругах применяют специальные вещества. Их качество, разновидность, ровное распределение влияют на все характеристики абразивных инструментов. А также наличие этих материалов проявляет способностью к самостоятельной заточки выкрошенных участков шлифовального камня. Если связующий компонент не соответствует обрабатываемой поверхности, инструмент утрачивает своё главное свойство, усиливается износ, выкрашивание ещё не сработанного зерна, появляется пригорание и засаливание.
В связке из керамики задействованы такие материалы: огнеупорная глина, кварц и шпат. Они прочные, долговечные, с устойчивостью режущей кромки. Инструмент на такой основе можно охлаждать специальными эмульсиями. Круги малой толщины разрушаются при боковом воздействии. Обозначаются К0, К1, К3 и так далее. При их изготовлении используется карбидно — кремниевое или электрокорундовое зерно. Хорошо шлифуют всеми способами, кроме резки и применения в узких пазах.
Применяемые абразивные композиции
Исходными требованиями согласно ГОСТ являются стойкость против фрикционного износа (причём при совместном действии высоких давлений и скоростей скольжения), малая теплопроводность и повышенная поверхностная твёрдость.
В зависимости от интенсивности применения ГОСТ 28818 допускает использование следующих материалов:
- Электрокорунда на бокситовой составляющей, основу которой составляет высокопроцентный оксид алюминия Al2O3 с добавлением окиси кальция. Данное химическое соединение отличается повышенной твёрдостью, которая сохраняется также при высоких температурах, возникающих в зоне шлифования или правки. Маркировка кругов из электрокорунда – от 12А…15А для нормального, до 22А…25А – для белого. С возрастанием индекса прочность круга возрастает вследствие увеличения твёрдости основного вещества.
- Электрокорунда на карбидной основе. Чаще там содержатся карбиды хрома, титана, циркония и кремния. Маркировка начинается от 38А (для циркония) и заканчивается 95А (для хрома и титана). Карбиды данных металлов имеют повышенную стойкость против касательных напряжений среза, а потому пригодны для съёма поверхностных слоёв деталей, подвергшихся термической обработке, либо их правки. Наличие карбида кремния (маркировка 52С…65С) увеличивает стойкость против температурных перепадов.
- Сферокорунда – материала, который получается при раздувке расплавленного оксида алюминия, следствием чего является конечная сферическая форма зёрен (в электрокорунде зёрна – преимущественно плоские). Маркировка данного состава ЭС, и он отличается чрезвычайно высокой твёрдостью. Это обстоятельство позволяет применять сферокорунд для шлифовальной обработки материалов повышенной твёрдости, включая даже твёрдые сплавы.
- Монокорунда (маркировка – 43А…45А), где шлифовальное зерно, в отличие от других видов, имеет монокристаллическую структуру. Это повышает долговечность абразивной композиции, но одновременно увеличивает её стоимость, поскольку технология выращивания монокристаллов – весьма сложная. Более доступной разновидностью является агрегатированный монокорунд, в котором определённым образом сочетаются поли – и монокристаллические участки.
Степень зернистости устанавливается согласно ГОСТ 3647, и также отмечается в маркировке. Скрепление абразивного компонента с основой выполняется при помощи колец, фланцев, стеклосетчатых дисков и др.
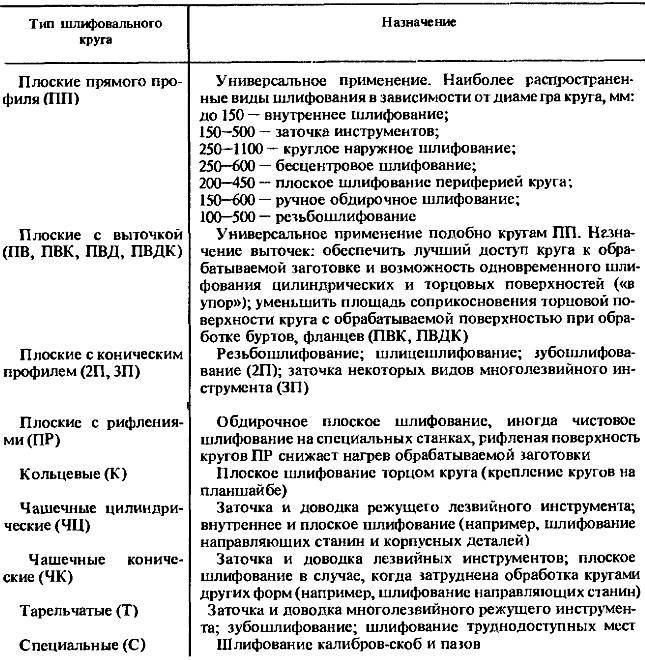
Формы шлифовальный кругов
Шлифовальные круги изготовляют различной формы и размеров. Форма круга выбирается в зависимости от конструкции станка, крепежных устройств и условий шлифования.
Размеры шлифовальных кругов выбираются по размерам и мощности станка, по размерам обрабатываемого изделия, конструкции и размерам крепежных устройств и защитных кожухов. При выборе размера круга руководствуются правилом — всегда брать возможно больший размер, так как это улучшает условия резания (уменьшается дуга контакта).
ГОСТ 2424-83 определяет формы сечений, обозначения и размеры шлифовальных кругов (рис. 54).
Роль связок
Помимо самого режущего вещества имеет значение также способ, при помощи которого оно образует абразивную массу. ГОСТ допускает применять в качестве связок бакелит или керамику. Бакелитовый вариант хорош своей более высокой плотностью, поэтому круг отличается повышенной массой, пригоден для работ по металлу, но с ограниченной окружной скоростью вращения (особенно, если используется ручная шлифовальная машина). Применение керамики делает шлифовальный круг более лёгким, соответственно возрастает допустимая скорость его вращения на станке. Однако абразивная стойкость, а также твёрдость круга с керамикой снижаются. Связкой определяется также способ крепления с основой корпуса. Например, плёночное крепление пригодно для керамических связок, но не годится для бакелитовых. Особый вид связки представляет фибра. Такая основа используется при так называемом «холодном» шлифовании металла на станке или машинке, когда производится зачистка поверхности из нержавеющей стали или зоны сварного шва. При этом обрабатываемый материал практически не нагревается, поскольку глубина шлифовальной зоны – незначительная (процесс фактически ближе к полированию). Маркировка производится в соответствии с нормами ГОСТ Р 51967.
Ограниченно используются и остальные виды связок – из различных эпоксидных композиций, магнезита, фарфора.
Рейтинг лучших шлифовальных кругов на 2023 год
Лучшие круги на липучках
2-ое место: «Hammer 214-012»
Включенные в комплект образцы обладают прочной тканевой базой. Она характеризуется износостойкостью и эластичностью, слабо подвержена растяжению и вдобавок имеет водоотталкивающую пропитку. Зернистость диска установлена в 400 единиц, производственный диаметр — 125 миллиметров. В качестве связующей субстанции применяется синтетическая смола, которая ответственная за высокоэффективный отвод тепла. Сам абразив произведен из алюминиевого оксида, фрагменты которого способны к самозаточке при работе и не страшатся скорого разрушения. Рекомендованная розничная цена – 400 рублей.

круг шлифовальный Hammer 214-012
Достоинства:
- Повышенная прочность;
- Влагозащитные свойства;
- Увеличенный рабочий ресурс.
Недостатки:
Грубая обработка.
1-ое место: «Росомаха 435150»
Образец обладает полуоткрытой насыпкой и качественными составляющими, которые обеспечивают повышенную производительность. Круги этой марки вообще характеризуются легкой обработкой различных оснований. Заготовки и другие изделия могут быть произведены из различных материалов – от древесины до металла. Диаметр у кругов – 125 миллиметров при зернистости в 150 единиц. В наборе поставляется пять экземпляров с упрочненными насадками из особой ткани. Быстрый крепеж осуществляется липучками «Велкро». Рекомендованная магазинная стоимость – 500 рублей.

круг шлифовальный Росомаха 435150
Достоинства:
- Расширенный рабочий ресурс;
- Адекватная стоимость;
- Простая и легкая установка.
Недостатки:
Склонны к скорому перегреву.
Лучшие круги на болтах
2-ое место: «3M 57018»
Данные диски обладают повышенными показателями эластичности и гибкости. Их трехмерная конструкция является уникальной, что исключает риски засаливания и деформации насадки при интенсивных нагрузках. Диаметр насадки – 100 миллиметров при толщине в 13. Модель не подвержена быстрому перегреву, что является достоинством при длительной работе. Фиксация «Ролок» ответственна за легкое снятие и установку. Рекомендованная цена для розницы – 1200 рублей.

круг шлифовальный 3M 57018
Достоинства:
- Легкая фиксация;
- Гибкий материал;
- Скорое остывание.
Недостатки:
Завышенный ценник.
1-ое место: «Stayer 36228-150-6.0»
Данная модель изготовлена с применением технологии армирования в несколько слоев с применением сеток из стекловолокна. Данное обстоятельство обеспечивает повышенную прочность, устойчивость к износу и заломам, а также эксплуатационный ресурс. Диаметр по внешнему контуру составляет 150 миллиметров при толщине в 1,6. Главным материалом производства выступает алюминиевый оксид. Модель приспособлена к использованию на частоте вращения в 10 200 оборотов минуту. Рекомендованная для розницы стоимость – 1110 рублей.











круг шлифовальный Stayer 36228-150-6.0
Достоинства:
- Увеличенная толщина;
- Качественная обработка;
- Усиленная структура.
Недостатки:
Сложная фиксация.
Лучшие лепестковые круги
2-ое место: «Русский Мастер РМ90337»
База данного образца изготовлена из упрочненного стекловолокна и характеризуется износостойкостью. Грамотно расположение лепестков необходимо для чистой и аккуратной обработки. Дисковый диаметр – 125 миллиметров. Роль абразивной субстанции исполняет циркониевое оксидное зерно. Слабо истирается и не боится перегревов. Максимально допустимое число оборотов в минуту составляет 13 300. Рекомендованная стоимость – 150 рублей.

круг шлифовальный Русский Мастер РМ90337
Достоинства:
- Скорое охлаждение;
- Прочность базы;
- Бюджетная стоимость.
Недостатки:
Сложность интеграции.
1-ое место: «Metabo 626462000»
Для данного образца характерна некоторая закругленность пластин. По данной причине он отличается повышенной скоростью обработки, способен использоваться для плоскостного шлифования или для деликатной зачистки швов на соединениях углов. Диаметр составляет 125 миллиметров при зернистости в 40 единиц. Использование корунда из циркония обеспечивает сохранность эффективности на протяжении долго срока. Уровень рабочей вибрации – минимален. Установленная стоимость – 560 рублей.

круг шлифовальный Metabo 626462000
Достоинства:
- Не выдает посторонних вибраций;
- Деликатность обработки;
- Стойкость абразива.
Недостатки:
Слабая база.
Типовые размеры дисков
При выборе диска для болгарки необходимо проследить, чтобы внешний диаметр насадки не превышал максимально допустимые значения, разрешенные для вашей угловой шлифовальной машины. К примеру, если болгарка рассчитана на использование круга с максимальным диаметром 125 мм, то на нее нельзя устанавливать круг на 230 мм. И этому существует несколько объяснений:
- будет превышена линейная скорость режущей кромки, что чревато разрушением абразивного круга и нанесением травм пользователю;
- у маленькой болгарки не хватит мощности, чтобы работать с большим инструментом;
- установка насадки, превышающей допустимые размеры, требует снятия защитного кожуха, а это уже нарушение правил безопасности.
Диски для УШМ имеют стандартные размеры: 115, 125, 150, 180 и 230 мм. В современных болгарках посадочный диаметр (диаметр вала, на который устанавливается инструмент) практически одинаков и равняется 22,2 мм. Если у вас “завалялась” болгарка устаревшей модели, то потребуется применять переходники — кольца разных диаметров.
Все абразивные круги любых размеров имеют специальную маркировку, из которой можно узнать следующую информацию: диаметр диска и его толщина, диаметр посадочного места, максимальная скорость вращения, а также для обработки каких материалов он предназначен.
Вулканитовые и бакелитовые шлифовальные круги
Алмазное напыление имеет достаточно высокую стоимость, поэтому оно наносится очень тонким слоем на металлическую основу. Абразивные круги с меньшей прочностью формируются другим способом. Зачастую для подобной цели применяется связующий керамический состав, где основными компонентами служат материалы неорганического происхождения (кварц, глина и прочее). Сильно измельченные, эти связующие добавляются при формировании круга к выбранному абразиву, что обеспечивает готовому изделию повышенную жесткость, но и соответствующую хрупкость.

Бакелитовые круги
Большим спросом на рынке пользуются бакелитовые насадки. Своим названием они обязаны основному наполнителю – бакелиту (искусственной смоле). Этот связующий компонент придает кругу упругость и своеобразную эластичность, но одновременно снижается износостойкость в результате более слабого закрепления зерен (сравнительно с жесткой керамической основой).

Круги на вулканитовой связке
Шлифовальный круг с вулканитовым связующим еще мягче. Здесь основным абразивным элементом служит синтетический термообработанный каучук. Другими словами, при производстве таких шлифовальных насадок применяется вулканизация, что и отражено в их названии. Вулканитовые круги имеют более высокую стоимость сравнительно с керамическим абразивом. Однако, несмотря на повышенную упругость, их износостойкость выше всяких похвал.
Сфера применения абразивных шлифовальных кругов
Полирование каких-либо элементов не только делает их привлекательнее внешне, но и часто является необходимостью с технической точки зрения. В быту этому процессу часто подвергают элементы предметов интерьера, а в промышленном производстве – детали разнообразных машин, станков и прочих механизмов.
Для движущихся узлов полирование крайне важно: отдельные детали должны быть хорошо пригнаны и сглажены для минимизации трения. Стоит отметить, что шлифованию подвергаются самые разные материалы – металл, камень, пластик, древесина
Также абразивные круги активно используются в разнообразных заточных станках.
Шлифовальные абразивные круги могут отличаться формой, поскольку их применяют для различных целей. Помимо сглаживания поверхности металлические детали часто нуждаются в очистке от ржавчины. Реализовать эту задачу без специальных кругов почти невозможно. Посредством съемных насадок для шлифовальной машины можно выполнять выемки, пазы различной сложности в различных материалах, включая цветные металлы, поделочный камень, бетонные стены, мягкие сплавы.
Большой популярностью абразивные круги пользуются среди ювелиров, для которых полировка изделий из драгоценных металлов – основная часть работы. Мастера по обработке камня, работающие с поделочными минералами и полудрагоценными камнями, также используют указанный инструмент.

Существуют специальные разновидности шлифовальных насадок, устанавливаемых на дрель. Они активно используются во время проведения ремонтных либо отделочных работ (например, для зачистки поверхности стен перед укладкой плитки либо нанесением штукатурных составов). Некоторые шлифовальные круги отлично справляются с удалением старой краски с сантехники, очисткой труб от коррозии и других схожих работ.
Лучшие абразивные и шлифовальные круги на липучке
Hanko DC341.150.15.0120 150 мм

Получил полиэфирную подложку высокой прочности и устойчивую к износу. Абразивом стал оксид алюминия, связующим веществом — минеральные смолы. Оснастка гарантирует хороший результат. Скорость резки значительно превосходит конкурентов на бумаге. Допускается установка на эксцентриковые шлифовальные машинки.









Hanko DC341.150.15.0120 150 мм
Достоинства:
- крепление Velcro липучкой;
- влагоустойчивость;
- пылеотталкивающее покрытие;
- эксплуатация длительное время;
- возможна отделка дерева, металла и ЛКМ;
- сделано в Корее.
class=’s-article__points-list’>
Недостатки:
class=’s-article__points-list’>
ЗУБР 3592-180-H11 180 мм

Набор Эксперт от отечественной компании Зубр используются для предварительного, промежуточного и финишного шлифования. С его помощью отделывают деревянные, металлические изделия, а также лакокрасочные, хромированные и никелированные плоскости. Главная особенность комплекта заключается в уникальной перчатке с анатомическим строением 10 насадками на липучке.
ЗУБР 3592-180-H11 180 мм
Достоинства:
- длительная эксплуатация;
- ортопедическая перчатка повышает качество обработки;
- возможна ручная полировка автомобиля в труднодоступных местах;
- полиуретановая насадка для сбора воды на плоскостях со сложным рельефом.
class=’s-article__points-list’>
Недостатки:
- диаметр 180 мм;
- шкурки диаметра 150 мм практически невозможно найти.
class=’s-article__points-list’>
Hammer 227-001 125 мм

Продукт от известной компании, не нуждающейся в представлении. Она себя зарекомендовала с положительной стороны, занимаясь выпуском оснастки на протяжении не одного десятка лет. За это время завоевала авторитет надежной фирмы с качественной продукцией высокого уровня.
Новая опорная тарелка продолжает устоявшиеся традиции. Она изготовлена из пластика высокой прочности. Крепление осуществляется стандартным хвостовиком М14. Модель дополнительно укомплектована переходника со штифтом для дрели.
Hammer 227-001 125 мм
Достоинства:
- удобный переходник на зажимной патрон;
- надежное крепление;
- быстрая установка;
- не люфтит.
class=’s-article__points-list’>
Недостатки:
class=’s-article__points-list’>
Классификация шлифовальных кругов по зернистости
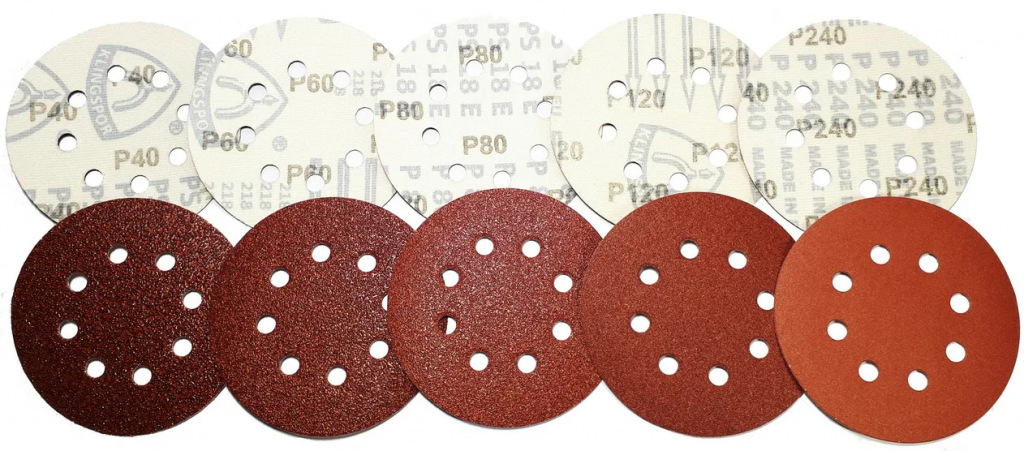
| FEPA* | ГОСТ 3647-80** | ГОСТ 9206-80*** | Фракция, мм**** | Примечание |
| F8–20 | 200–100 | Р10–20 | 2.0~1.0 | Грубое шлифование плоской торцевой частью |
| F16–22 | 125–80 | Р16–24 | 1.3~0.8 | Обдирочные операции |
| F24–100 | 63–16 | Р30–100 | 0.7~0.15 | Средняя шероховатость |
| F120–400 | 12–М40 | Р120–400 | 0.12~0.035 | Чистовая обработка |
| F 600–2500 | М28–10 | Р500 | 0.025~0.008 | Полировка |
| F150–1000 | 10–М20 | Р150–500 | 0.10~0.018 | Доводка резьбы |
Примечание к таблице:
- * – FEPA, Европейский метод классификации зернистости.
- ** – ГОСТ 3647-80 «Материалы шлифовальные. Классификация. Зернистость и зерновой состав. Методы контроля».
- *** – ГОСТ 9206-80 «Порошки алмазные технические условия».
- **** – приведён диапазон размера.
Круги: бакелитовые и вулканические разновидности

Алмазное напыление – вариант с повышенной прочностью, но его стоимость доступна далеко не всем. На металлическую основу алмазы наносятся очень тонким слоем. Другой способ используют для того, чтобы сформировать абразивный инструмент. Иногда в этом направлении применяется специальный керамический состав, который становится связующим элементом.
У большей части компонентов неорганическое происхождение. Это касается кварца, глины и так далее. При формировании круга 12а2 выбирается отдельный абразив, с которым в измельчённом виде соединяются другие компоненты. Изделия в готовом виде приобретают повышенную прочность. Но и показатель хрупкости соответствующий, данная характеристика особенно важна, когда приобретают чашку.
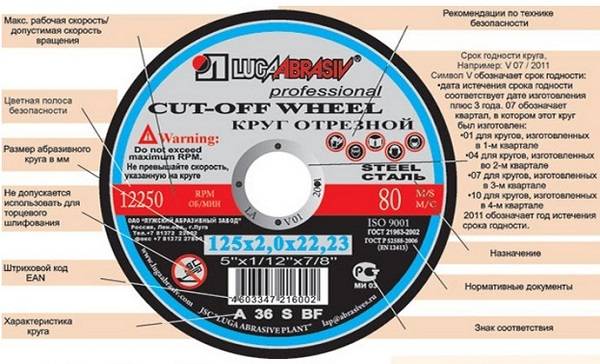
Маркировка – условные обозначения
Абразивные круги имеют специальную маркировку в виде надписей и/или цветных меток и содержит:
1. Тип круга
В теории должно быть цифровое обозначение:
1- прямой профиль,
41 – диски отрезные,
42 – диски с утопленным центром.
Но на практике это будет надпись на русском и/или английском языках: “cut-off wheel”-отрезной круг, grinding wheel – шлифовальный круг, лепестковый круг.
2. Размеры круга
На сайте производителя(см. таблицу ниже) указано так:
D – наружный диаметр,
T – высота,
H – диаметр отверстия.
Однако на практике как правило будет следующий формат: наружний диаметр х толщина х внутренний диаметр.
Или даже как то так:
3. Материал для обработки которого предназначен диск
Обозначается надписью на круге («metal» или «steel» – для обработки металла, «concrete» – для работы с бетоном), цветной меткой (синий – сталь, зеленый – бетон).
Также иногда дополнительно наносится графическое изображение материала, которое избавляет нас от необходимости лишний раз вчитываться в надписи.
На круге показанном картинке выше надпись metal и изображение листового металла, металлической трубы, кровельного металлического листа и швеллера наглядно демонстрируют материал, который допустимо обрабатывать.
5. Зернистость. Размеры абразивных частиц
Данный параметр указывается на круге в условных единицах и обозначает фракцию абразива исходя из международных стандартов маркировки.
Также здесь возможны вариации от одной редакции ГОСТа к другой.
7. Тип связки
В качестве связующего компонента используется бакелит, керамика или синтетический каучук.
7.1. Керамическая связка
V (К – старое обозначение) . В случае с керамической основой инструменту присуще высокие огнеупорные, водостойкие и химические характеристики, качественно сберегающие рабочую кромку. Однако такой диск для болгарки чувствителен к механическим ударам и изгибающим нагрузкам. Круги с керамической связкой используются практически для всех типов шлифовки, кроме обдирки.








7.2. Бакелитовая связка
B (Б – старое обозначение). Рассматривая бакелитовую основу, хочется отметить, что такие круги для болгарки обладают более высокими показателями эластичности и упругости чем керамические аналоги. Недостатком такой связки является низкая стойкость к щелочным компонентам, входящим в жидкости для охлаждения.
Помимо этого круги на основе бакелита слабее керамических аналогов по сцеплению абразивного зерна а, следовательно, в основном могут применяться для плоского типа шлифовки. Диски для болгарок на бакелитовой связке применяются при ручных работах по грубой обдирке или на подвесных стеновых поверхностях.
При этом бакелитовые круги обладают полирующим эффектом. С целью резки стальных изделий используется мягкая связка и тонкий абразив. В свою очередь для цветных металлов целесообразно использовать твердую связку с грубым абразивом.
7.3. Вулканитовая связка
Это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение – (В). Данный вариант экзотика и встречается крайне редко.
8. Мах. число оборотов при которых можно использовать диск
Диапазон варьируется в пределах от 6 600 до 13 300 оборотов в минуту. Важный параметр! Если им пренебречь, то круг во время работы может разлететься на отдельные фрагменты.
9. Класс точности
АА, А и Б. АА – высокая точность геометрических параметров А – Промежуточный вариант. Б- для менее ответственных операций.
11. Срок годности
Срок годности наносится производителем на металлическую часть посадочного отверстия с внешней стороны. Дата истечения – это дата изготовления плюс 3 года. Квартал указывается буквой V. Число указывает на месяц.
12. Пиктограммы безопасности
Догадываюсь, что до них никому нет дела, однако помимо банального “надевайте наушники” может быть нанесено что-нибудь действительно стоящее. Например – не использовать для торцевого шлифования.
Отрезной круг размером 125мм, толщиной 2мм, посадочным отверстием 22,23мм, изготовлен с использованием шлифовального зерна электрокорунда нормального, зернистость Р36. На бакелитовой связке с наличием упрочняющих элементов.