Конструктивные особенности
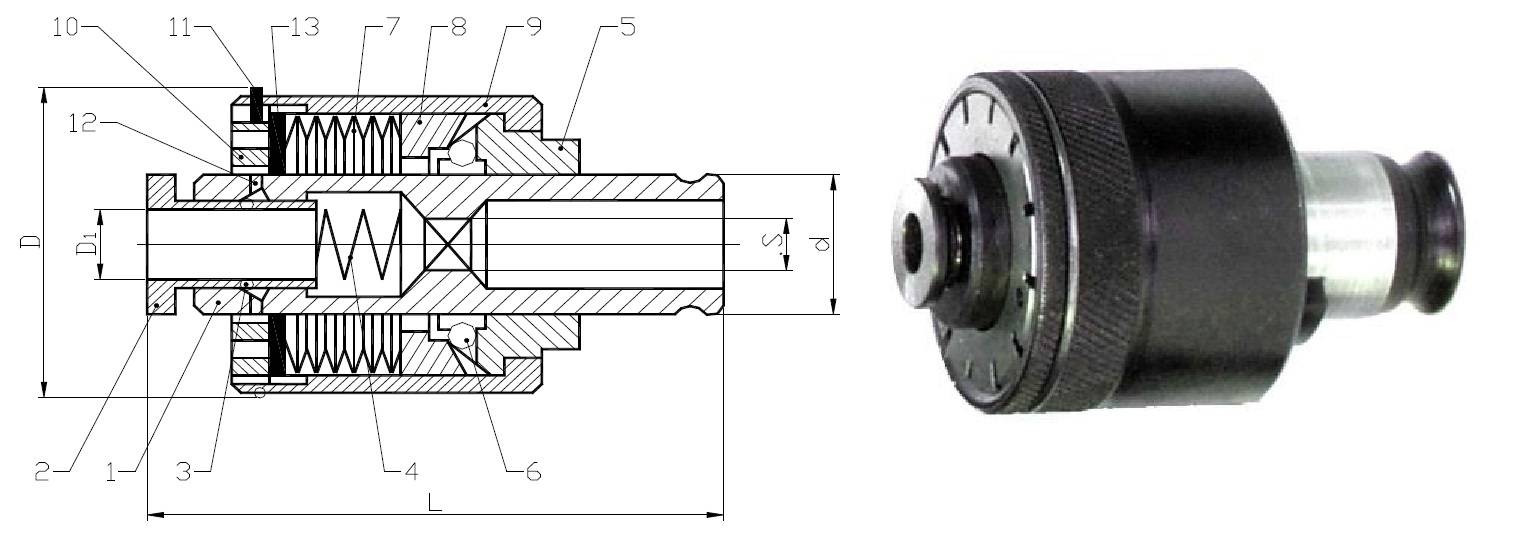
Процесс резьбонарезания при применении токарных и сверлильных, фрезерных станков, когда обработка проводится человеком, а не программой, очень сложен. Только мастера высокой квалификации могут создавать резьбу с указанными параметрами согласно ГОСТ. Когда стало возможно использовать резьбонарезные патроны с головками, процесс создания резьбы метчиками несколько упростился. Это связано со следующими особенностями конструкции:
Система осевой компенсации – проводит компенсирование показателя разности между установленной подачей и шагом установленного метчика. Рассматриваемая особенность дают возможность применять сверлильные станки для создания резьбовой поверхности в цилиндрическом теле согласно ГОСТ.
Установленная внутри предохранительная муфта проводит регулировку показателей передаваемого крутящего момента. Муфта шариковая. Подобный предохранительный элемент позволяет настроить наиболее оптимальный режим обработки для различных сплавов. Если требования, указанные по ГОСТ, требуют большой точности, крутящий момент уменьшают, скорость обработки падает, но достигается более высокая точность
Кроме этого важно учитывать то, из какого материала изготовлены метчики. Уменьшение крутящего момента – мера, позволяющая защитить метчик от поломки.
Предохранительный механизм срабатывает при остановке метчика. Если его не будет, тогда режущий инструмент может сломаться от возникающей нагрузки.

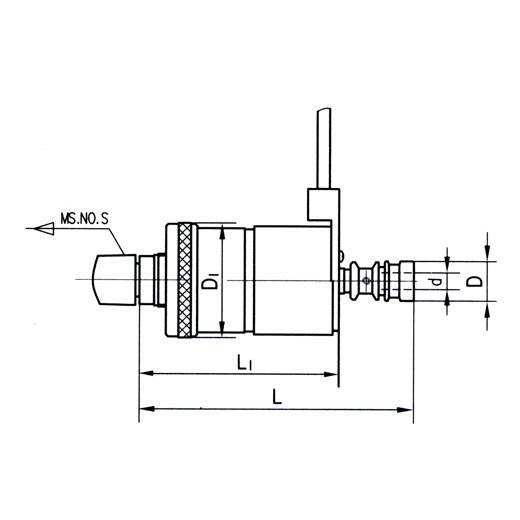
Резьбонарезные предохранительные головки с метчиками
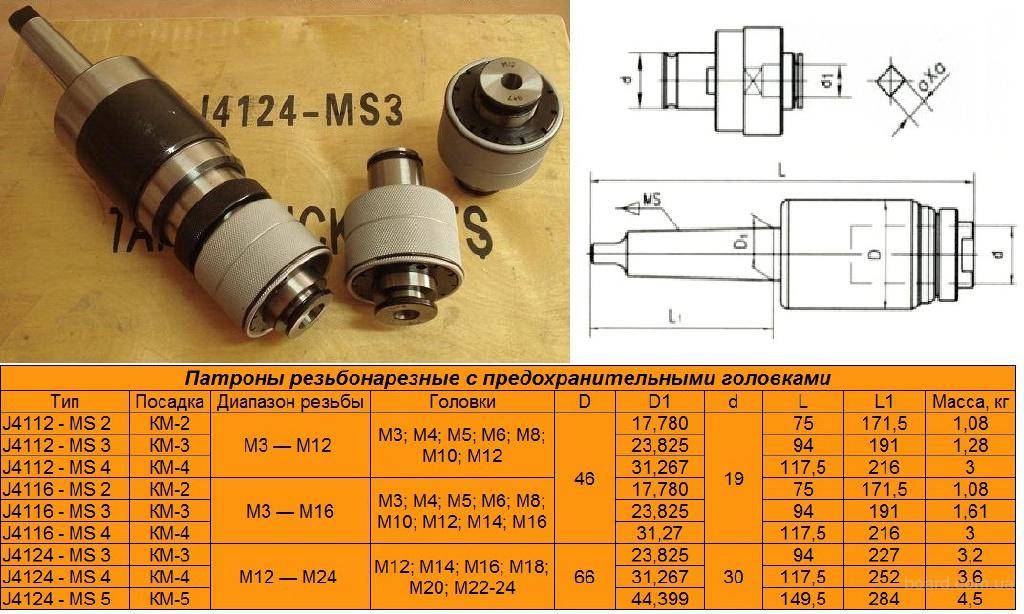
ПАТРОНЫ РЕЗЬБОНАРЕЗНЫЕ
Патроны резьбонарезные 7:24 30-50 DIN69871, MAS 403-BT для головок резьбонарезных быстросменных простых и с предохранительным устройством: M3-M12, M7-M20, M14-M36.
Патроны оснащены механизмом осевой компенсации позволяющие сгладить неравномерность скоростей подачи шпинделя и входа метчика. Для закрепления метчиков необходимы быстросменные головки ТИП 1140. Возможно применение двух видов головок: Исп I без механизма защиты и Исп. II снабженные механизмом защиты от перегрузки, предохраняющим метчик от поломки.
Для получения различных усилий срабатывания механизма защиты для различных диаметров головку с механизмом защиты можно подрегулировать ключом со штифтами.
Как нарезать резьбу в отверстии, используя магнитный сверлильный станок
Для нарезания резьбы в отверстии магнитным сверлильным станком используются метчики и резьбонарезной патрон, или держатель метчика. Мы рекомендуем использовать специальный резьбонарезной патрон с предохранительными головками, потому как при нарезании резьбы есть риск поломки метчика в заготовке и выхода из строя оборудования от возникшей нагрузки. В процессе нарезания резьбы в резьбонарезном патроне идет ограничение крутящего момента и срабатывает предохранительный механизм при заклинивании метчика.
- Метчики;
- Резьбонарезной патрон;
- Соответствие диаметра отверстия необходимой резьбе;
- Реверсивный станок на магнитном основании AT-S SU-48R;
- Нарезание резьбы в отверстии.
Метчики
Метчик – это резьбонарезной металлорежущий инструмент. Для нарезания резьбы в отверстиях с помощью магнитных сверлильных станков вы можете использовать метчики:
- машинно-ручные, они же однопроходные, то есть резьба нарезается с первого раза;
- ручные, состоящие из комплекта 2 или 3 шт. Первый номер в комплекте необходим для черновой, а последний — для чистовой нарезки резьбы.
В зависимости от обрабатываемой детали на метчике, форма канавок
может быть прямой или винтовой и с укороченными канавками,расположение зубьев по одной линии или в шахматном порядке. Универсальные конструкции метчиков в мягких и твердых сплавах использоваться не могут. Метчики для глухих отверстий имеют спиральные канавки, что позволяет легко выводить стружку наверх. У метчика для сквозных отверстий прямая канавка.
Резьбонарезной патрон
Резьбонарезной патрон предназначен для нарезания резьбы метчиком.
Состоит собственно из патрона, с коническим хвостовиком и набора предохранительных резьбонарезных головок, настроенных под необходимое усилие нарезаемой резьбы. Учтите конусность станка при подборе патрона. Резьбонарезной патрон имеет компенсацию по длине инструмента, те нет необходимости давить на метчик при работе. Метчик в патроне надежно фиксируется и легко устанавливается.
Патрон предполагает систему защиты от перегрузок и осевую компенсацию шага резьбы. При увеличении крутящего момента метчик останавливается, патрон прокручивается.
Из плюсов резьбонарезного патрона выделим следующие:
- быстрота смены метчика вместе с предохранительной головкой,
- защита от поломки и метчика и двигателя магнитного станка,
- нарезать резьбу может мастер, не имеющий высокой квалификации.
Соответствие диаметра отверстия необходимой резьбе
Для того, чтобы просверлить правильный диаметр отверстия под нужную резьбу, воспользуйтесь сводными таблицами. Ниже приводим стандартную таблицу соответствия метчиков и диаметров отверстий для внутренней метрической резьбы.
Реверсивный станок на магнитном основании AT—S SU-48R
Оснащен электронным реверсом, который позволяет нарезать резьбу и в глухих, и в сквозных отверстиях.
Магнитные сверлильные станки могут применяться для выполнения нескольких задач. В некоторых случаях показатель их функциональности зависит от оснастки. Для нарезания резьбы в сквозных отверстиях вы можете использовать любые магнитные сверлильные станки. Для глухих отверстий нужна опция реверса.
Многофункциональный магнитный станок SU-48R промышленного назначения отличается особыми преимуществами:
- наличие реверса,
- двухскоростной привод со шпинделем Конус Морзе 2,
- малый размер,
- легкий вес,
- высокая эффективность,
- плавная регулировка скорости.
Помимо этого мощный двигатель поддерживает постоянную мощность, имеет механизм плавного пуска, электронное ступенчатое управление скоростью и систему предохранения от перегрузки.
Редуктор привода станка имеет масляную ванну, что обеспечивает лучшую смазку, своевременное охлаждение и увеличивает срок службы станка. Пониженная передача и наличие реверса позволяют нарезать с помощью станка резьбу в сквозных и глухих отверстиях. Станок может выполнять несколько функций: сверление корончатыми и спиральными сверлами, резьбонарезание в глухих и сквозных отверстиях и снятие фаски отверстия зенкером. Особые положительные отзывы в условиях пониженной t °C.
Подробнее о станке
Нарезание резьбы в отверстии
- используйте низкие обороты,
- старайтесь вводить метчик в металл плавно и постепенно, после закрепления метчика в отверстии нарезание продолжится постепенно за счет компенсации в резьбонарезном патроне;
- глухая резьба выполняется только на станках с реверсивным ходом. После прохода метчиком глухого или сквозного отверстия, включите реверс и выведите метчик,
- после исполнения резьбы в сквозном отверстии на безреверсивном станке извлеките метчик и затем поднимите привод.
- ВСЕГДА: используйте охлаждающие и смазывающие средства.
Сверлильные патроны
| 1-10 мм, B16 OPTIMUM | Поставщик OPTIMUM | Страна-производитель КНР | В наличии | 3 515 q 102 BYN 16 534 KZT 3 352 KGS 20 690 AMD $39 32 € | ||
| 1-13 мм, B16 OPTIMUM | Поставщик OPTIMUM | Страна-производитель КНР | В наличии | 3 515 q 102 BYN 16 534 KZT 3 352 KGS 20 690 AMD $39 32 € | ||
| 1-16 мм, B16 OPTIMUM | Поставщик OPTIMUM | Страна-производитель КНР | В наличии | 3 800 q 111 BYN 17 875 KZT 3 623 KGS 22 368 AMD $42 35 € | ||
| 0-10 мм B16 SPIRO SK | Поставщик ROHM | Страна-производитель Германия | В наличии | 28 201 q 824 BYN 132 658 KZT 26 894 KGS 166 001 AMD $317 262 € | ||
| 0-10 мм B16 SUPRA SK | Поставщик ROHM | Страна-производитель Германия | В наличии | 22 203 q 649 BYN 104 443 KZT 21 174 KGS 130 695 AMD $249 206 € | ||
| 1-13 мм B 16 SUPRA | Поставщик ROHM | Страна-производитель Германия | В наличии | 30 797 q 900 BYN 144 870 KZT 29 370 KGS 181 282 AMD $346 286 € | ||
| Сверлильный патрон KEYLESS | Поставщик | Страна-производитель КНР | В наличии | 3 965 q 115 BYN 18 651 KZT 3 781 KGS 23 339 AMD $44 36 € |
Резьба под патрон — какая она?
Имеем
) 2.патрон от этого хвостовика 3.для разнообразия — патрон от 13-й Бошевской дрели с бОльшим посадочным диаметром 4.Таблицу из Бошевского каталога — вроде-бы все логично. 3/8 это примерно (3/8/*2,54=0,9525см), 1/2 тоже где-то 1,27 см.






Вопрос первый — см.фото 5 и 6: почему плашка G 3/8 (да и K 3/8) имеет такой диаметр? Вопрос второй — чем (какой плашкой) нарезать т.н резьбу 3/8 на новом шпинделе?
плашка G — трубная цилиндрическая, и 3/8 — не диаметр резьбы, а условный диметр трубы (кажется это так называется), близкий к внутреннему. для метрической используются плашки M. для дюймовой резьбы нужна какая-то другая.
Alex365 написал : для дюймовой резьбы нужна какая-то другая.
in my humble opinion
tgr написал : 3/8 это примерно (3/8/*2,54=0,9525см), 1/2 тоже где-то 1,27 см.
На Вашем цифровом штангенциркуле размеры указаны правильно, а в посте нет. В сантиметрах (как в прочем и всё остальное ) резьбы, не измеряются. Только в миллиметрах, десятых, сотых. например 9,525мм Теперь по существу.
tgr написал : Вопрос первый — см.фото 5 и 6: почему плашка G 3/8 (да и K 3/8) имеет такой диаметр?
У плашки G 3/8 не только диаметр больше, но и шаг тоже. резьба под патрон имеет размеры: 1/2″x20, где 1/2″ диаметр в дюймах; 20 — количество ниток (витков резьбы) на дюйм длины винта. Диаметр резьбы в мм 12,7мм, шаг в мм 1,270мм 3/8″x24 Диаметр резьбы в мм 9,525мм, шаг в мм 1,058мм Резьба G 3/8 шаг 19 ниток. Диаметр резьбы в мм 16,663мм, шаг в мм 1,337мм Резьба дюймовая 3/8″ имеет шаг 16 ниток Диаметр резьбы в мм 9,525мм, шаг в мм 1,588мм
tgr написал : Вопрос второй — чем (какой плашкой) нарезать т.н резьбу 3/8 на новом шпинделе?
Почти 100% гарантии, что такую плашку Вы не найдёте. Дюймовые плашки ещё встречаются, а дюймовых плашек с мелким шагом, я не видел никогда. Может быть Вам повезёт. Тем более, что резьба на шпинделе плашкой не режется никогда, только резцом, если конечно Вас интересует вращение патрона без биений.
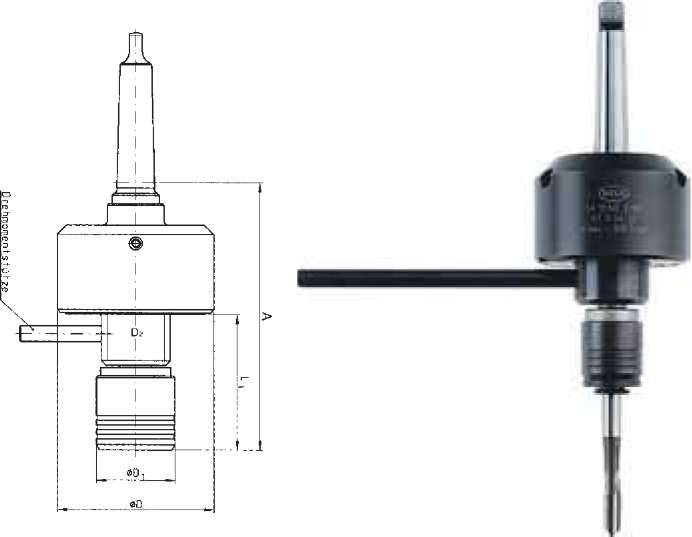
Серия SFM
Конструкция данных патронов без механизма компенсации, специально разработана для использования на многошпиндельных станках, на операциях резбонарезания в отверстиях, расположенных на небольшом расстоянии друг от друга. В связи с различными требованиями к данным патронам, они делятся на три вида:
SFM Стандартная конструкция без компенсации с относительно короткой длиной.
SFM-NP Стандартная конструкция без компенсации в осевом направлении с относительно короткой длиной. Оснащены специально разработанным механизмом компенсации в плоскости, перпендикулярной к оси инструмента, который предназначен для точного введения метчика в просверленное отверстие при возможной неточности позиционирования шпинделя.
SFM-L (DZ) Патроны этого типа имеют компенсацию в осевом направлении и компенсацию в плоскости, перпендикулярной к оси инструмента, что обеспечивает одновременно точное введение метчика в просверленное отверстие при возможной неточности позиционирования шпинделя и компенсирование рассогласования вращения шпинделя и движения подачи.
Виды фиксации инструмента
Существует несколько основных видов фиксаторов инструмента для сверлильных станков:
- Трехкулачковый патрон для зажима цилиндрического хвостовика.
- Двухкулачковый патрон. Применяется при малых нагрузках для инструментов небольшого диаметра.
- Быстросменные устройства с коническим хвостовиком.
- Самоустанавливающиеся фиксирующие устройства. Применяются для расточки предварительно просверленных отверстий.
- Предохранительные фиксаторы применяются для работы с метчиками при подготовке резьб.
- Реверсивные патроны для сверлильных станков. Применяются при нарезании резьбы на оборудовании без обратного вращения шпинделя.
Патрон сверлильный
Сверлильный патрон – это основной элемент оснастки сверлильных и токарных станков, а также электрического, пневматического и ручного инструмента, предназначенный для крепления металлорежущего инструмента с цилиндрическим хвостовиком на шпиндель. В основном это сверла различного диаметра, а также развертки, зенкера, фрезы, метчики и другой инструмент.
Конструкция сверлильных патронов
Если рассматривать конструкцию патрона кулачкового типа, то он включает следующие основные элементы:
- корпус;
- гайка с обоймой;
- винтовой хвостовик с левой резьбой;
- шарикоподшипник между гайкой и хвостовиком;
- кулачки.
В обойме профрезерованы три паза с кулачками (зажимами), также 3 Г-образных паза имеется и в верхней части винта. Последние обеспечивают подвижную радиальную связь зажимов и винта. Вращение осуществляется с помощью ключа, который входит в зубчатое зацепление с обоймой. Концевая часть ключа фиксируется в корпусе патрона.
При вращении хвостовой части винт совершает осевые движения, придавая зажимам патрона радиально-осевое перемещение. Кулачки осуществляют скольжение внутри корпуса и по бортику обоймы, обеспечивая фиксацию инструмента или освобождая его от действия сжимающих сил.
В процессе сверления хвостовик патрона проворачивается в его корпусе в направлении часовой стрелки. Тем самым на винт действует усилие затягивания, которое усиливает силу фиксации инструмента. При смене инструмента обойма вращается против часовой стрелки с помощью ключа, тем самым разжимая кулачки.
Виды фиксации инструмента
Существует несколько основных видов фиксаторов инструмента для сверлильных станков:
- Трехкулачковый патрон для зажима цилиндрического хвостовика.
- Двухкулачковый патрон. Применяется при малых нагрузках для инструментов небольшого диаметра.
- Быстросменные устройства с коническим хвостовиком.
- Самоустанавливающиеся фиксирующие устройства. Применяются для расточки предварительно просверленных отверстий.
- Предохранительные фиксаторы применяются для работы с метчиками при подготовке резьб.
- Реверсивные патроны для сверлильных станков. Применяются при нарезании резьбы на оборудовании без обратного вращения шпинделя.
Возможности применения
Сверлильные патроны применяются для фиксации металлорежущего инструмента с хвостовиком диаметром до 20 мм. Конструкция и разнообразие вариантов исполнения оснастки позволяет использовать её для целого ряда технологических операций:
- Сверление отверстий в деталях. Возможна резка как сквозных отверстий, так и глухих требуемой длины.
- Рассверливание заранее просверленных отверстий под больший диаметр.
- Уменьшение шероховатости внутренней поверхности отверстия путем зенкерования.
- Развертка отверстий конической и цилиндрической формы.
- Подготовка фасок и выемок под шайбы и потайные головки путем зенкования.
- Раскатка отверстий с помощью оправки и закаленных тел качения (шариков и роликов) для получения плотной и гладкой поверхности с малой шероховатостью.
- Нарезание резьб метчиком на всю глубину или на её часть.
- Подрезание торцов для получения ровной поверхности под прямым углом к оси отверстия.
Также возможно развальцовывание полых заклепок и многие другие металлорежущие операции.
Общие правила эксплуатации
Для обеспечения точности при выполнении работ, долговечности оснастки, инструмента и оборудования рекомендуется следовать правилам безопасной эксплуатации:
Подбор патрона осуществляйте по минимальному и максимальному диаметру хвостовика инструмента
При выборе патрона учтите его конструкцию, особе внимание уделите способам соединения со шпинделем (номеру конуса) и фиксации инструмента. Используйте различные переходные конусные втулки для фиксации патрона и инструментов
При установке убедитесь в чистоте поверхности конуса. Перед сверлением отметьте керном центр будущего отверстия. При подборе сверла учтите вибрацию патрона, что увеличивает получаемый диаметр на 0,05 – 0,3 мм
Для высокоточного сверления используйте прецизионные патроны. Применяйте тиски, призмы и прочие фиксаторы для обрабатываемых деталей. Используйте СОЖ для охлаждения инструмента и продления срока его эксплуатации. При сверлении отверстий большого диаметра используйте инструмент меньшего размера с последующим рассверливанием.
Действующие ГОСТы
Определяет основные размеры и прочие параметры трехкулачковых сверлильных патронов ГОСТ 8522. Быстросменную оснастку регулирует ГОСТ 14077-83. Также существуют и другие стандарты, определяющие параметры всех типов сверлильных патронов.
Элементы с быстросменным держателем

Фиксируются крепления зажимным наружным кольцом. Во время смены сверла кольцо приподнимается вверх до упора, открывая пазы, в которые во время вытаскивания втулки вдавливаются шарообразные фиксирующие крепления. Также вставка втулки проходит во время приподнятого внешнего кольца. Во время опускания его совмещаются шарики с пазами втулки и утапливаются вовнутрь.








Для того чтобы при работе не случилось самопроизвольного освобождения инструмента, сверлильный быстросменный патрон оборудован стопорным кольцом. Сверлу от шпинделя передается вращение с помощью конуса хвостовика на втулку, прочно удерживаемую в корпусе шариками. Это для инструмента сверления с вертикальной подачей. Кольцо фиксации шариков для горизонтального станка для сверления оборудовано пружинами, которые закрывают отверстия в корпусе, не допускающих их западание вовнутрь отверстий, это бы привело к постоянному высвобождению втулки с различных сторон.
Для того чтобы работа проходила быстрей, перед ее началом необходимо подготовить сверла. Они крепятся в сменных втулках, которые соответствуют внутреннему размеру патрона и укладываются по схеме использования. Во время сверления отверстий большого диаметра используется быстросменное двухкулачковое изделие. Принцип работы такой же, однако трехкулачковый быстрозажимной по максимальному размеру зажима по ГОСТ имеет меньшие возможности.
Самозажимной патрон, так же как и быстрозажимной, с диапазоном зажима отвечает ГОСТу по соответствию конуса. Тем более что быстрозажимными называются оба вида изделий, однако самозажимными являются лишь те, которые крепят сверло с помощью гайки на корпусе без использования ключа. В18 и В16 — это наиболее часто применяемые конусы для любых типов безрезьбовых патронов. Сверлильный самозажимной патрон имеет различную степень биения. С увеличением конуса, повышается его допустимое значение, вне зависимости от точности непосредственно станка.
Нарезание внутренней резьбы магнитным сверлильным станком
Для нарезания внутренней резьбы магнитным сверлильным станком потребуются такие инструменты, как метчик и резьбонарезной патрон с необходимыми предохранительными головками, которые, как правило, входят в резьбонарезной набор. При отсутствии резьбонарезного набора можно воспользоваться прямым переходником с метчика на Weldon, но в таком случае есть риск поломки инструмента. Также непосредственно перед процессом нарезания, необходимо предварительно просверлить отверстие в детали соответствующего диаметра.
Метчик — это специальный инструмент для нарезания внутренней метрической резьбы в сквозных и глухих отверстиях. Как правило, метчики идут комплектом по две штуки: один черновой — для первичного нарезания резьбы, другой чистовой — для финишной обработки отверстия. Отличие одного метчика от другого в том, что режущая поверхность чернового метчика выражена не так ярко, как чистового.
| Черновой и чистовой метчики |
Важно! Метчики должны быть изготовлены из качественного материала! У дешевого китайского инструмента режущая кромка быстро затупится, нарезать резьбу не получится. Метчик просто застрянет в материале, т.к
сработает механизм защиты в предохранительной вставке
С его извлечением проблем будет намного больше, чем с покупкой нового инструмента
сработает механизм защиты в предохранительной вставке. С его извлечением проблем будет намного больше, чем с покупкой нового инструмента.
Резьбонарезной патрон и предохранительные вставкиДля нарезания резьбы потребуется резьбонарезной набор. Такой набор включает в себя резьбонарезной патрон с хвостовиком конус Морзе и комплект быстросменных вставок (втулок) для установки метчиков. В патроне имеются системы защиты от перегрузки и осевой компенсации шага резьбы. Вставки имеют механизм регулировки крутящего момента, что позволяет предотвратить поломку инструмента (при увеличении момента метчик останавливается), а так же выполнить качественную резьбу. Вставки имеют удобный механизм быстрой смены метчика обеспечивая при этом его надежную фиксацию. Резьбонарезной патрон применяется в магнитных сверлильных станках как с реверсом вращения шпинделя, так и без него. Разница в том, что магнитный сверлильный станок с реверсом обеспечивает переключение с правого вращения на левое, что позволяет удобно вывести метчик обратно из отверстия, не вынимая его из патрона. | Набор резьбонарезной M12-M24 с предохранительными вставками |
Какого диаметра брать сверло под отверстие, в котором будем нарезать резьбу?
Подходящий диаметр сверла подбираем в зависимости от диаметра резьбы и ее шага. Рекомендуемые значения диаметров отверстий приведены в конце статьи.
Процесс нарезания резьбы
Для глухой резьбы необходимо включить правое вращение и «утопить» метчик в отверстии, после его остановки — переключить направление вращения на левое и метчик плавно выйдет обратно по своей резьбе. Без реверса такой резьбы выполнить невозможно.
Для сквозной резьбы при правом вращении проходим метчиком насквозь вниз в нужной детали, и потом переключением на левое вращение проходим медленно вверх. Для сквозной резьбы в магнитных сверлильных станках без реверса после прохода метчика, его необходимо будет извлечь вручную, прежде чем продолжить работу.
Рекомендации по процессу нарезания резьбы
Резьбу необходимо выполнять на низких оборотах. При этом нельзя делать резких движений, метчик должен идти очень плавно!
Обязательно следует обильно использовать смазывающую охлаждающую жидкость (концентрат СОЖ) в магнитных сверлильных станках с интегрированной системой ее подачи, или же смазывать извне специальными воском, пастой или пеной.
Патрон для сверлильного станка: виды, описание, преимущества и недостатки
Сверлильные патроны применяются для проведения сверления не только с помощью ручного инструмента — шуруповерта, перфоратора или дрели. Они для станка имеют европейские и российские стандарты. Изделия обязаны соответствовать по жесткости крепежа, радиальному биению, типоразмеру, которое требуется для выполнения сверления с учетом плотности материала и толщины сверла. Чем обрабатываемый материал жестче, тем больше на сверло нагрузка. Неверно выбранный патрон сможет повлечь поломку сверла.
Патроны разделяются на две основные группы по способу крепления на станке:
- резьбовое соединение со станком;
- с помощью конуса, который соответствует в станке крепежному отверстию для конусных креплений.
Эти особенности обуславливают и отличия их внутреннего строения. Внешний конус Морзе обозначает, что и внутри находится конусное строение. Самозажимной патрон по размеру внутреннего конуса обязан в нормативных документах соответствовать стандартам. Маркировка имеет указания на ГОСТ, с учетом которых сделан патрон. Главные параметры указаны в документе 1979 года, дальнейшие могут иметь незначительные отклонения по допускам нижней границы зажима сверла и радиального биения.
Их выбор определяется с учетом необходимости проведения разных видов отверстий, самого держателя и удобства в работе с быстрой заменой инструмента. Конус Морзе, виды размеров по возможности зажима от наименьшего диаметра сверла до большего, наличие в конструкции ключа или стопорного и фиксирующего кольца для каждого типоразмера указаны в ГОСТе 8522−79.
Конструкция бывает:
- с фиксирующим для гайки кольцом либо без него;
- с зажимной гайкой;
- с ключом.
Нормативные документы не ограничивают усовершенствование и доработку внешних форм, самое важное, чтобы главные параметры соответствовали. Это дает возможность во время выбора сменной втулки или сверла добиться наиболее четкого крепления сверлильного инструмента
Лишь так можно не нарушить радиального допустимого биения. Несоответствие патрона и конуса сверла провидит к увеличению погрешности, это отрицательно отражается на конечном результате работы.
Патроны для сверления бывают:
- прецизионными;
- быстрозажимными (самозажимными);
- быстросменными;
- трехкулачковыми.
Применение патронов
Сверлильные элементы используются для крепления и зажима несимметричных сложных заготовок нецилиндрической и цилиндрической формы. Причем отличают самоцентрирующиеся патроны для деталей, которые имеют осесимметричную форму, и изделия с независимыми кулачками, которые используются для несимметричных.
- Цанговые — применяются в виде цилиндра для крепежа сверл малого диаметра с хвостовиком.
- Конусообразные переходные втулки — применяются для закрепления устройства с хвостовиком в форме конуса, когда номер хвостовика конуса изделия не соответствует в шпинделе агрегата номеру конуса.
- Быстросменные — используются для быстрой смены режущего механизма в процессе обработки, что повышает производительность и сокращает время работы во время изготовления отверстий.
- Самоустанавливающиеся — применяются во время изготовления предварительно сделанных отверстий, дают возможность по оси обтачивающего отверстия центрировать агрегат.
Классификация сверлильных патронов
Существуют следующие виды:
- Предохранительный — для нарезания резьбы в сквозных и глухих отверстиях. Он состоит из ведомых полумуфт, кулачков муфты, регулировочной гайки, пружины и основной кулачковой муфты. Применяется как держатель для метчиков.
- Сверлильный быстросменный — применяется с коническим хвостовиком со сменной втулкой для сверл.
- Сверлильный двухкулачковый — зажимает сверло за счет внутренних зацепов сверху патрона, которые фиксируются пружиной. Чем и обусловлена его особенность использования для тонких сверл и применения во время небольших нагрузок на сверло.
- Сверлильный цанговый — состоит из хвостовика, который соединен с цилиндрической частью. Между хвостовиком и зажимом внутри патрона расположена разрезная втулка.
Лишь сверлильные патроны с ключом обладают необходимыми требованиями с учетом ГОСТ 8522–79 . Быстрозажимной изготавливается без конуса, однако в отличие его собрата с ключом, имеет внутреннюю резьбу, ее диапазон непременно указан в маркировке.








Особенности трехкулачкового патрона
Как правило, маркировка выглядит таким образом (на изделиях отечественных изготовителей):
- ГОСТ 8522–79 — это обозначение в маркировке указывает однозначно на соответствие по всем характеристикам в таблице, которая была составлена в 1979 году.
- КМ В18; В16; В12 — это обозначает конус Морзе соединительного отверстия.
- ПСК 3−16 — это указывает на диапазон диаметров сверл в миллиметрах.
Резьбонарезные патроны
Многие станки могут применяться для выполнения нескольких задач. В некоторых случаях показатель их функциональности зависит от оснастки. Резьбонарезной патрон предназначен для нарезания резьбы, когда в качестве режущего инструмента используется метчик. Есть возможность использовать резьбонарезные патроны также и в обрабатывающих центрах. Их популярность довольно велика. Однако для того чтобы получить резьбу нужного качества следует правильно подобрать оснастку.
Резьбонарезные патроны
Конструктивные особенности
Процесс резьбонарезания при применении токарных и сверлильных, фрезерных станков, когда обработка проводится человеком, а не программой, очень сложен. Только мастера высокой квалификации могут создавать резьбу с указанными параметрами согласно ГОСТ. Когда стало возможно использовать резьбонарезные патроны с головками, процесс создания резьбы метчиками несколько упростился. Это связано со следующими особенностями конструкции:
Система осевой компенсации – проводит компенсирование показателя разности между установленной подачей и шагом установленного метчика. Рассматриваемая особенность дают возможность применять сверлильные станки для создания резьбовой поверхности в цилиндрическом теле согласно ГОСТ.
Установленная внутри предохранительная муфта проводит регулировку показателей передаваемого крутящего момента. Муфта шариковая. Подобный предохранительный элемент позволяет настроить наиболее оптимальный режим обработки для различных сплавов. Если требования, указанные по ГОСТ, требуют большой точности, крутящий момент уменьшают, скорость обработки падает, но достигается более высокая точность
Кроме этого важно учитывать то, из какого материала изготовлены метчики. Уменьшение крутящего момента – мера, позволяющая защитить метчик от поломки.
Предохранительный механизм срабатывает при остановке метчика. Если его не будет, тогда режущий инструмент может сломаться от возникающей нагрузки.
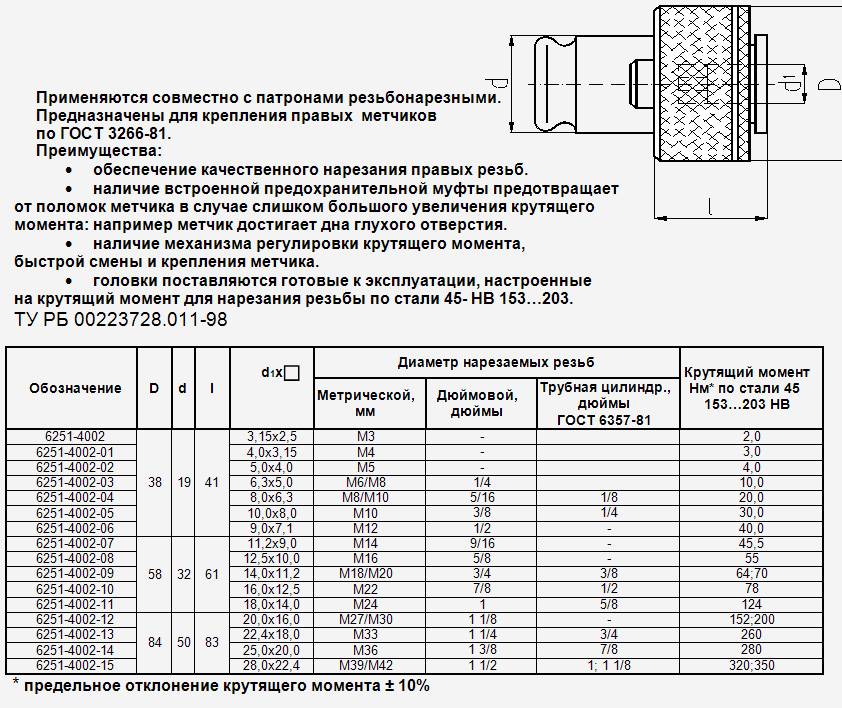
Резьбонарезные предохранительные головки с метчиками