Разновидности
Станок для накатки резьбы можно разделить по производительности на две группы:
- Модели для мастерских. Выделяются малыми габаритами, массой. Имеют небольшой рабочий стол, маломощный двигатель.
- Промышленные автоматы. Машины, которые используются для серийного производства.
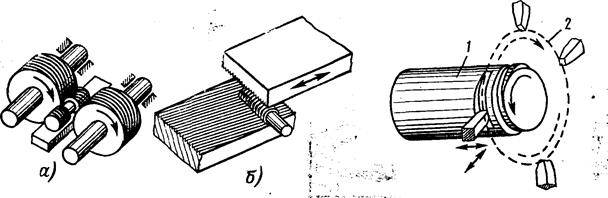
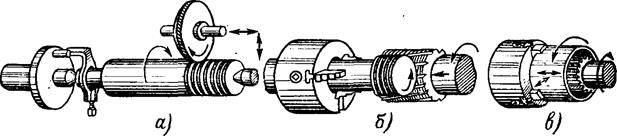
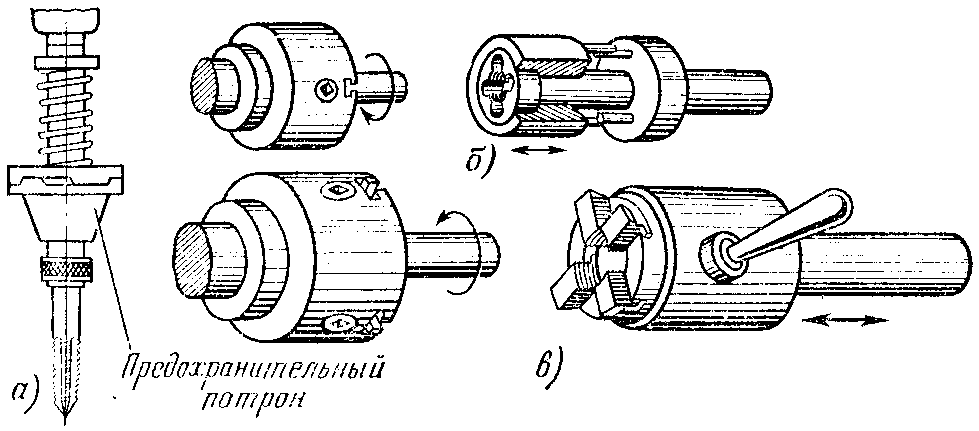
Зависимо от особенностей оборудования, выделяется три метода накатки:
- Для обработки коротких винтов производится радиальная подача роликов.
- Для более качественного наката применяется тангенциальная подача роликов.
- Чтобы обрабатывать винты большой длины, применяется технология осевого подступа болванки.
Радиальный метод подачи рабочих роликов универсален. Принцип работы резьбонакатных станков заключается в том, что с помощью специального инструмента, закрепляемого в суппорте, изменяется форма деталей.
Можно разделить машины по методу управления:
- Ручные — заготовка закрепляется на рабочем столе. Рабочий выставляет накатной ролик, контролирует рабочий процесс.
- Машины с системой ЧПУ. Представляют собой современное оборудование, которое требует дополнительных навыков для настройки. Оператор вводит алгоритм, по которому работают двигатели, передвигается рабочая часть.
Второй вариант оборудования более дорогой. Однако переплата идёт за уменьшение физической активности со стороны мастера, увеличения показателей точности, производительности.
Это интересно: Кузнечный горн своими руками — видео, чертежи, фото
Разновидности резьбонарезных станков
Станки для нарезания резьбы делятся по группам:
- ручные — с небольшой массой, не требуют специальной квалификации работника, но служат для нарезки резьбового соединения на трубах диаметром не больше 50 см;
- электрические — громоздкие и тяжелые, сложной конструкции, но в работе надежные и аккуратные, они распространены в производстве. Разработаны компактные модели с небольшой функциональностью и массой 60 кг, более мощные агрегаты весят под 250 кг;
- в работе автоматического оборудования от оператора требуется грамотно задать параметры резьбы, включить станок и отслеживать процесс на программном контролирующем устройстве, такие станки используют в поточном производстве большого количества труб.
Для нарезки применяют станки:
- резьбонакатные;
- резьбофрезерные;
- резьбошлифовальные.
Резьбонакатные
Принцип работы состоит в пластической деформации поверхности без удаления стружки. Установленная заготовка прокатывается между инструментами плоской или круглой формы и сдавливается. Металл под давлением заполняет впадины между прочными витками рабочего инструмента, и создается резьба.
В качестве рабочего инструмента для накатывания используют резьбовые сегменты, плашки, ролики. Процесс накатывания выполняется на резьбонарезных станках для труб полуавтоматического и автоматического действия, иногда используют револьверные и токарные агрегаты. Делают дюймовую и метрическую резьбу с круглыми, треугольными, тангенциальными профилями.
Резьбофрезерные
Производительный метод широко используется в промышленности, используются специальные станки с установленными на них гребенчатыми и дисковыми фрезами. Применяет принцип формообразующего продвижения. Заготовка вращается медленно (подача круговая), согласованно с ней перемещается продольно подаваемая фреза, что позволяет нарезать резьбу с большим шагом на довольно протяженном участке. Требуется строгое согласование одновременных подач.
Гребенчатые фрезы (представлены в виде набора дисковых фрез) используются для нарезки мелких резьб сразу по всей длине. Одновременное формирование витков значительно ускоряет работу по нарезке внутренней и наружной резьбы в трубах, при этом наименьшая длина гребенчатого инструмента должна быть на два-три шага длиннее прогнозируемой резьбы.
Резьбошлифовальные
Шлифование резьбы используют в процессе изготовления рабочего инструмента для нарезания резьбы, резьбовых калибров, роликов накатки, червячных фрез, ходовых винтов для серийного и мелкосерийного производства. Процесс шлифования происходит с использованием многониточных и однониточных абразивов. Схемы производства профиля резьб аналогичны резьбофрезерованию, только вместо фрез используют шлифовальные профилированные круги (однониточные применяют по типу дисковых, а многониточные используют как гребенчатые).
Профиль на кругах нанесен в соответствии с профилем впадины изготавливаемой резьбы. Абразив во время работы совершает круговое движение, а заготовка движется продольно с поворотом на шаг. Технология позволяет получить резьбовой инструмент высокой точности с различными параметрами длины и профиля.
Шлифование резьб многониточными абразивами производят продольной подачей в комплексе с врезным шлифованием. Оси заготовки и круга располагают параллельно, способ использует для производства резьбового инструмента с короткой резьбой и нарезкой кольцевых витков. В результате многониточного шлифования получают рабочий инструмент с невысокой точностью и шагом 4 мм и меньше. Параллельное расположение осей ведет к небольшому искажению профиля резьбы.
Модели резьбонакатного оборудования, важные параметры
Рассмотрим необходимое оборудование и их Краткое описание, которое предназначено для накатки резьбы:
- «PEE-WEE». Среди конкурентной оснастки отличительны экономией и надежностью. Комплектующие и установка в общем сделаны в Германии. Критерии накатывающего давления составляют 5-60 тонн. Все серии отехнических средств оборудуются автозагрузкой заготовок, они не требуют участия человека, и как правило будут работать с профилями существенной протяженности. Паспорт оборудования можно найти в глобальной паутине.
- «PROFIROLL». Станки сделаны в Германии. Отмечаются элементарностью в системе управления. Они не сложные в обслуживании и имеют высокий служебный срок. Паспорт любой модели оборудования представлен на ресурсе компании.
- «RH-65B». Резьбонакатной станок занимается выпуском шурупов. Продуктивность устройства составляет более 100 единиц за минуту. Качество выпускаемых шурупов не теряется при высоких темпах изготовления. Модель отмечается элементарностью в управлении и надежностью в работе. Необходимо выделить, что аналогичная модель оборудования не очень дешевая, но быстро возмещается, так как строительные изделия востребованы. Техпаспорт можно скачать в электронном виде.
- «ARM-40C». Аппарат для арматуры, используемый в строительстве всего мира. Его результативность поясняется небольшими параметрами конструкции и многофункциональностью условий применения, другими словами можно использовать, как конкретно на объектах строительства, так и на плите перекрытия. Паспорт устройства предоставлен в глобальной паутине.
- «KOMAND СНШ 12». Резьбонакатный станок предназначается для создания резьбовых шпилек методом резьбонаката. Продуктивность агрегата для шпилек составляет — 3-120 сек/изделие и работает в режиме автомат. Важные достоинства: станок с числовым программным управлением и возможностью программирования до 40 вариантов деталей, настройку выполняет штат сотрудников – один человек, быстрая окупаемость оборудования. Также значительной хорошей стороной агрегата считается привыкание под технические нужды заказчика.
Стоимость станка считается препятствием для клиента. Изначальная цена резьбонакатной системы часто оказывается трудностью для потребителя, так как цена агрегата превосходит расценку винторезной техники. Но такой недостаток легко перекрывается техническими и экономическими параметрами, которые предполагают накатывание крепёжного соединения в виде резьбы в долговременной перспективе.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Параметры выбора
Как выбрать станок для резки резьбы? Помимо вида и способа управления требуется учитывать следующие факторы:
- мощность оборудования. Для бытовых целей оптимально подходят станки с мощностью 750 – 1000 Ватт. В промышленном производстве рекомендуется применение станков, имеющих мощность 2 000 – 2 500 Ватт;
- скорость вращения шпинделя, посредством которого производится нанесение резьбы. Параметр прямо пропорционально зависит от мощности оборудования и может варьироваться от 27 оборотов в минуту до 515 оборотов за аналогичный период времени.
Некоторые модели могут дополнительно оснащаться опцией выбора скоростного режима, что позволяет подбирать наиболее оптимальную скорость вращения для определенного материала;
- диапазон резьбонарезания (обработки заготовок разных размеров). В большинстве случаев ручное оборудование способно обрабатывать заготовки 3 – 50 мм, а электрические станки предназначаются для труб диаметром 50 – 200 мм;
- вес. Если предполагается использование станка при прокладке магистралей, то целесообразнее подбирать более мобильное оборудование, отличающееся небольшим весом;
- дополнительные опции. Комплект для нанесения резьбы может включать одновременно несколько приспособлений: трубонарезной станок, инструмент для снятия фаски, встроенную масленку и так далее.
Чем больше функций может выполнять оборудование, тем большей функциональностью и больше стоимостью оно отличается.
Все технические параметры указываются в сопроводительной документации.
Технические параметры оборудования
Как выбрать наиболее подходящую модель?
Резьбонарезной станок Ridgid или резьбонарезной станок ВМС 2а востребованы в мелком и крупносерийном производстве
При выборе определенной модели следует обратить внимание на:
Тип конструкции: вес, компактность, расположение основных элементов, степень защиты подвижных элементов и зоны резания. На рынке продажи подобного оборудования есть большой выбор. К примеру, можно приобрести вертикальный вариант исполнения РЕМС или с горизонтальной компоновкой. Все зависит от поставленных задач.
Тип установленного привода. На протяжении многих лет устанавливается механический привод, так как он прост в использовании и компактен
Однако стоит учитывать, что есть довольно много типов механического привода, некоторые надежны и точны, другие выходят из строя довольно быстро.
При рассмотрении электродвигателя следует обратить внимание на то, от какой сети он питается и есть ли защита от перегрева. Большая мощность в данном случае не будет говорить о хорошей производительности.
Тип установленного зажимного устройства. Во время обработки есть вероятность возникновения довольно большой нагрузки
Для обеспечения высокой точности нарезания резьбы и безопасности работы конструкции зажимное устройство должно быть надежным.
Наличие подачи охлаждающе-смазывающей жидкости. При обработке твердосплавного материала есть вероятность существенного нагрева режущего инструмента и самой заготовки. При возникновении подобной ситуации быстро изнашивается инструмент, а также изменяются качества материала







Во время обработки есть вероятность возникновения довольно большой нагрузки. Для обеспечения высокой точности нарезания резьбы и безопасности работы конструкции зажимное устройство должно быть надежным.
Наличие подачи охлаждающе-смазывающей жидкости. При обработке твердосплавного материала есть вероятность существенного нагрева режущего инструмента и самой заготовки. При возникновении подобной ситуации быстро изнашивается инструмент, а также изменяются качества материала.
Наличие системы автоматизации. В последнее время все большей популярностью пользуются модели с числовым программным управлением, так как они позволяют получать точные детали при высокой производительности. При этом практически весь процесс выполняется без участия человека, то есть управлять резьбонарезным станком Риджид или другого производителя может оператор с малым опытом резьбонарезания.
При выборе также уделяют внимание тому, какая фирма указана производителем. К примеру, Rothenberger является достаточно известным производителем, что определяет высокое качество получаемых изделий. Однако стоимость оборудования Rothenberger будет существенно выше, чем продукция отечественных производителей
Однако стоимость оборудования Rothenberger будет существенно выше, чем продукция отечественных производителей.
В заключение отметим, что рассматриваемое оборудование может устанавливаться дома, так как имеет небольшие габаритные размеры, может питаться от сети 220 В и не требует жесткого крепления к основанию. Единственным недостатком при покупке оборудования для его бытового применения является его высокая стоимость.
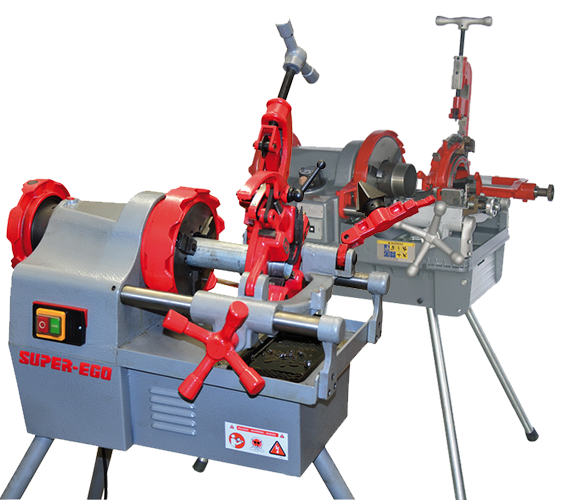
Настольные электрические резьбонарезные станки
Часто, при необходимости увеличить скорость работы или при большом объеме работ, использовать ручные либо электрические клуппы для нарезки резьбы нецелесообразно. Тогда в дело вступают настольные резьбонарезные станки. Превосходство их очевидно: скорость работы, возможность нарезать резьбу на трубах большого диаметра, легкая и удобная перенастройка в соответствии с требуемым типом и размером резьбы, универсальность применяемых головок.
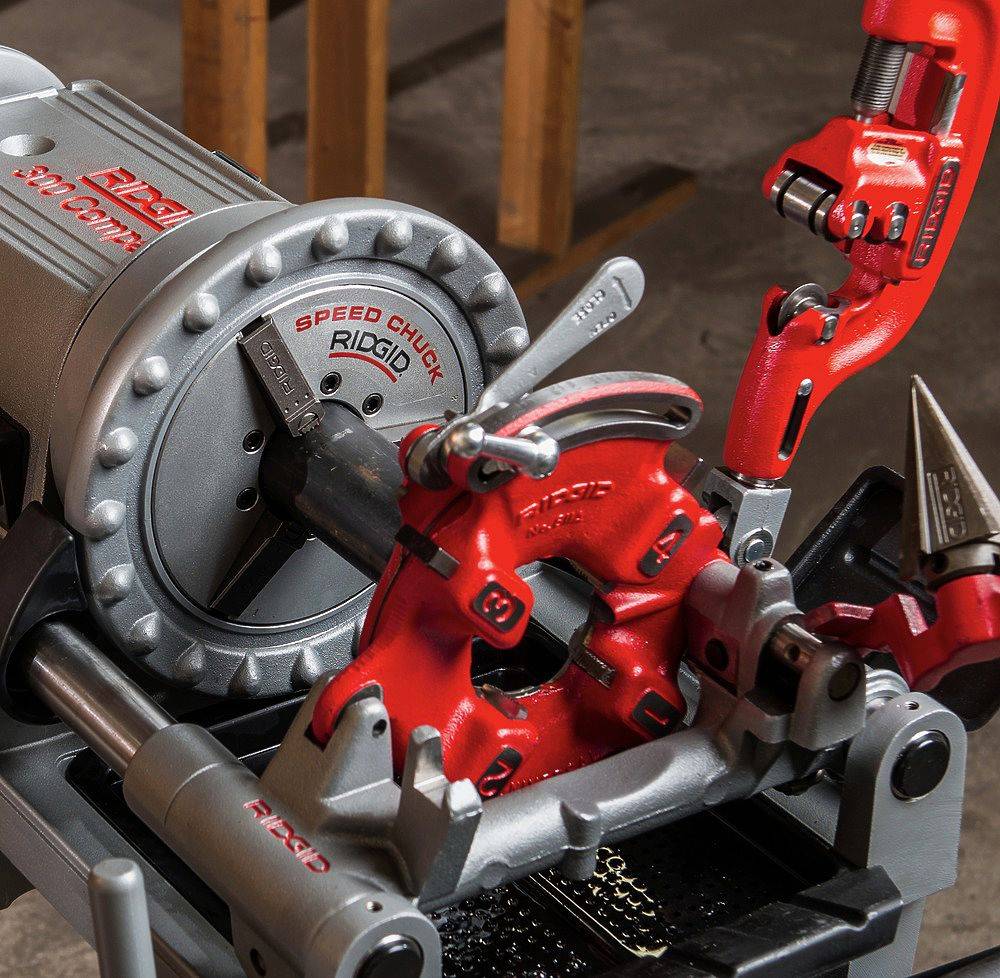
Компания сегодня производит современные настольные резьбонарезные станки, которые нарезают такие типы резьбы, как коническая, метрическая, цилиндрическая, трубная, а также в правом либо левом направлениях. Станок способен нарезать резьбу на трубах практически из любого материала, будь то алюминий, сталь, медь, чугун и прочие материалы. Они, как правило, оборудованы электрическими моторами либо двигателем. По типу исполнения, они различаются на станки с быстрозажимными патронами со сменными губками кулачков и на станки с автоматическими патронами, оснащенные кованными реверсивными губками. Все станки имеют задние центрирующие патроны, приспособленные для того, чтобы удерживать длинные трубы в правильном положении. Если приходится работать с трубами, длина которых более 1 метра, то следует использовать регулируемые опоры.
Само нарезание происходит посредством резьбонарезной головки станка. Они универсальны за счет применения раздвигающего механизма. И одной головкой можно нарезать резьбу на трубах диаметром как 1/8 дюйма, так и 2 дюйма. Процесс работы осуществляется следующим образом: головка фиксируется на станине, выставляется необходимый размер и начинается ее продвижение при помощи поворотного механизма с целью нарезки резьбы. Снять головку с механизма можно расщелкнув гребенку и высвободив трубу из патрона. Как правило, гребенки – расходный материал, который приходится часто заменять.
Важным условием является достаточная подача специальной жидкости при нарезании резьбы – специального масла или смазки. С целью повышения эффективности мы рекомендуем для использования с настольными резьбонарезными станками специальное минеральное масло, которое создано для одноименных станков. А для работы с трубами питьевой воды, предлагаем купить, специально разработанную для этого случая, синтетическую жидкость, превращающую ваш станок в очень эффективный и безвредный инструмент. Окончательное решение купить станок для нарезки резьбы на трубах следует принимать только тогда, когда будут понятны функционал и индивидуальные особенности объектов, на которых он будет применяться. Так как функционал и оснащение станков могут различаться значительно, то, соответственно, и цена на станок того или иного типа также будет различна.
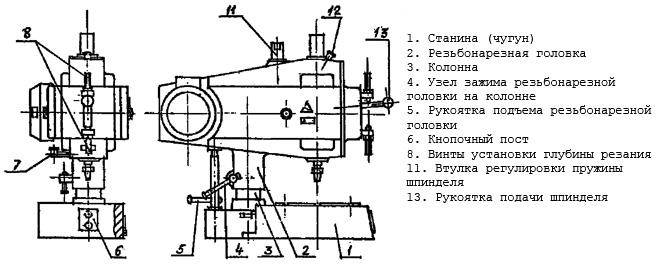
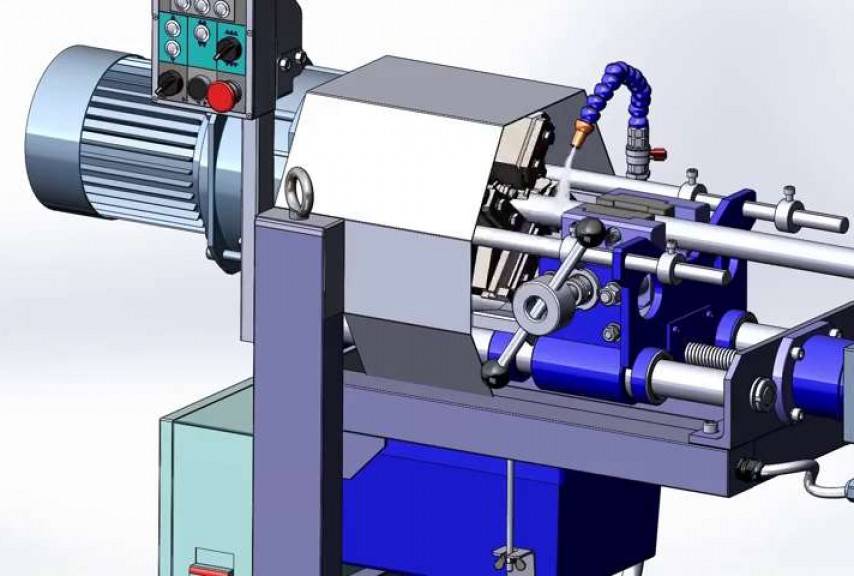
Расположение органов управления резьбонарезным станком 2056

Расположение органов управления резьбонарезным станком 2056
Перечень органов управления станком 2056
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки величины нарезаемой резьбы
- Рукоятка зажима резьбонарезной головки
- Рукоятка зажима стола
- Кнопка ножной педали прерывистой подачи шпинделя
- Кнопка включения вращения шпинделя «Вправо»
- Кнопка включения вращения шпинделя «Влево»
- Кнопка «Все стоп»
- Переключатель циклов
- Кулачок настройки величины хода шпинделя
- Выключатель местного освещения
- Вводный автомат
- Выключатель насоса охлаждения
- Лампа сигнальная «Сеть»
- Квадрат механизма подъема резьбонарезной головки
- Маслоуказатель
Разновидности резьбонарезных станков
Станки для нарезания резьбы делятся по группам:
- ручные — с небольшой массой, не требуют специальной квалификации работника, но служат для нарезки резьбового соединения на трубах диаметром не больше 50 см;
- электрические — громоздкие и тяжелые, сложной конструкции, но в работе надежные и аккуратные, они распространены в производстве. Разработаны компактные модели с небольшой функциональностью и массой 60 кг, более мощные агрегаты весят под 250 кг;
- в работе автоматического оборудования от оператора требуется грамотно задать параметры резьбы, включить станок и отслеживать процесс на программном контролирующем устройстве, такие станки используют в поточном производстве большого количества труб.
Для нарезки применяют станки:
- резьбонакатные;
- резьбофрезерные;
- резьбошлифовальные.
Резьбонакатные
Принцип работы состоит в пластической деформации поверхности без удаления стружки. Установленная заготовка прокатывается между инструментами плоской или круглой формы и сдавливается. Металл под давлением заполняет впадины между прочными витками рабочего инструмента, и создается резьба.
В качестве рабочего инструмента для накатывания используют резьбовые сегменты, плашки, ролики. Процесс накатывания выполняется на резьбонарезных станках для труб полуавтоматического и автоматического действия, иногда используют револьверные и токарные агрегаты. Делают дюймовую и метрическую резьбу с круглыми, треугольными, тангенциальными профилями.
Резьбофрезерные
Производительный метод широко используется в промышленности, используются специальные станки с установленными на них гребенчатыми и дисковыми фрезами. Применяет принцип формообразующего продвижения. Заготовка вращается медленно (подача круговая), согласованно с ней перемещается продольно подаваемая фреза, что позволяет нарезать резьбу с большим шагом на довольно протяженном участке. Требуется строгое согласование одновременных подач.
Гребенчатые фрезы (представлены в виде набора дисковых фрез) используются для нарезки мелких резьб сразу по всей длине. Одновременное формирование витков значительно ускоряет работу по нарезке внутренней и наружной резьбы в трубах, при этом наименьшая длина гребенчатого инструмента должна быть на два-три шага длиннее прогнозируемой резьбы.
Резьбошлифовальные
Шлифование резьбы используют в процессе изготовления рабочего инструмента для нарезания резьбы, резьбовых калибров, роликов накатки, червячных фрез, ходовых винтов для серийного и мелкосерийного производства. Процесс шлифования происходит с использованием многониточных и однониточных абразивов. Схемы производства профиля резьб аналогичны резьбофрезерованию, только вместо фрез используют шлифовальные профилированные круги (однониточные применяют по типу дисковых, а многониточные используют как гребенчатые).
Профиль на кругах нанесен в соответствии с профилем впадины изготавливаемой резьбы. Абразив во время работы совершает круговое движение, а заготовка движется продольно с поворотом на шаг. Технология позволяет получить резьбовой инструмент высокой точности с различными параметрами длины и профиля.
Шлифование резьб многониточными абразивами производят продольной подачей в комплексе с врезным шлифованием. Оси заготовки и круга располагают параллельно, способ использует для производства резьбового инструмента с короткой резьбой и нарезкой кольцевых витков. В результате многониточного шлифования получают рабочий инструмент с невысокой точностью и шагом 4 мм и меньше. Параллельное расположение осей ведет к небольшому искажению профиля резьбы.
Купить резьбонарезные станки
Склады компании ТБС с полным ассортиментом оборудования для обработки труб находятся в Москве, Санкт-Петербурге и Новосибирске. В этих городах вы можете заказать курьерскую доставку товара. Поскольку цена любого резьбонарезного станка превышает 10 000 рублей, мы по нашим правилам доставим оборудование бесплатно в пределах города. Представителям других регионов станок и комплектующие будут отправлены силами проверенной транспортной компании.
Используемое оборудование
Еще в недавнем прошлом использовались специальные агрегаты для точки валов, других деталей, нарезания резьбы, различные параметры получались на полуавтоматах, качество работы постепенно становилось выше, так как разрабатывалась дополнительная оснастка для упрощения процесса. Сегодня методов для выполнения процесса существует множество:
- для изготовления внутренней и наружной резьбы разного профиля разработаны токарно-винторезные станки;
- сконструированы сверлильные станки для работы метчиком, гребенками, накаткой, плашкой, резьбонарезными головками, фрезерованием.
Принято условное разделение оборудования по следующим признакам:
- тип расположения инструмента;
- заготовка или инструмент остается неподвижным во время нарезки;
- степень использования автоматики и ручного труда;
- вид применяемого инструмента.
Это интересно: Протяжные станки — принцип работы, технические характеристики
Особенности изделий
Резьбонарезная головка имеет ряд преимуществ (по сравнению с круглыми плашками). В их числе:
1. Автоматическое разведение гребенок на головке. 2. Быстрый отвод головки без обратного свинчивания. 3. Повышенная производительность. 4. Высокая чистота поверхности и точность работ.
Головки более долговечны, чем плашки, и позволяют точно регулировать размеры резьбы, при необходимости выполнять ее нарезку в 2 прохода.
Предлагаемые головки также отличаются:
• разборной конструкцией; • высокой точностью посадки; • безупречным центрированием труб с помощью длинных направляющих.
Основные параметры современных агрегатов
Группа резьбонарезного оборудования отличается от станков фрезерной или токарной категории, так как на них не происходит изменение качества поверхности или ее формы, а образовываются канавки с требуемыми размерами, которые и задают резьбовой тип. Станки характеризуются следующими параметрами:
- разброска диаметров обрабатываемых заготовок для болтовой резьбы и ее шагов;
- разброска диаметров труб для выполнения резьбы и их шагов;
- в соответствии с нормами и ГОСТами определен класс точности;
- протяженность нанесения резьбы, ее зависимость от диаметра конструкции;
- угол наклона и параметры наибольшей возможной фаски;
- тип резьбового рисунка.
Высокопроизводительное оборудование позволяет точно настроить параметры. Но при выборе и покупке станка нужно определиться с другими характеристиками, которые отличаются при выборе проводимых работ.







2 Виды резьбонарезных станков
Существует множество моделей, условно разделенных на три вида:
Ручные резьбонарезные станки — используются при выполнении небольшого объема работ. За счет небольшого веса и скромных габаритов их можно перевозить и устанавливать непосредственно на месте производимых работ, к примеру, при ремонте или прокладке водопроводных, отопительных, газовых труб.

Процесс нарезки внутренней резьбы на станке
Электрические модели имеют более совершенную конструкцию, большие габариты и, соответственно, вес. Такое оборудование используется на малых и средних производствах для аккуратного и точного нарезания резьбы. Небольшие устройства имеют вес около 60 кг и могут поддаваться транспортировке с объекта на объект. Более мощные модели, весом от 150 до 200 кг уже имеют стационарное место расположения и перемещению не подвергаются.
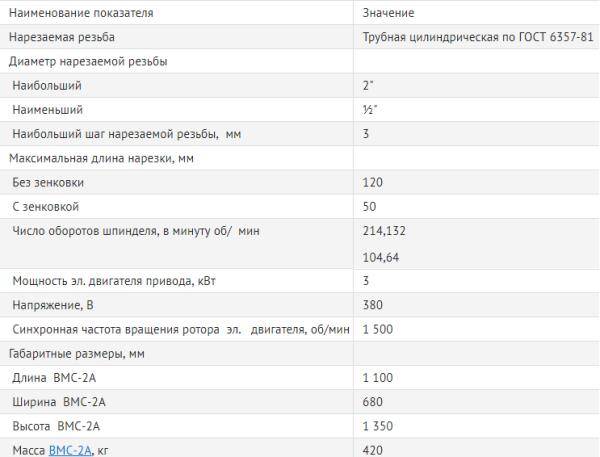
2.1 Станок ВМС-2А
Резьбонарезное устройство ВМС-2А используется для нарезания цилиндрической и метрической резьбы (внутренней и наружной) на трубах, прокате круглого сечения из черного, цветного, нержавеющего металла.
Диаметр труб, с которыми можно работать на ВМС-2А, колеблется от 0,5 до 2,5 дюймов. Нарезаемая резьба на ВМС-2А имеет шаг 3 мм, а длина нарезания 120 мм (без зенкера) и 65 мм (с зенкером).
Частота вращения шпинделя ВМС-2А варьируется и может быть установлена по таким параметрам — 64, 104, 132, 214 оборотов в минуту. Шпиндель имеет отверстие диаметром 45 мм, а резьбонарезная головка — 79 мм.
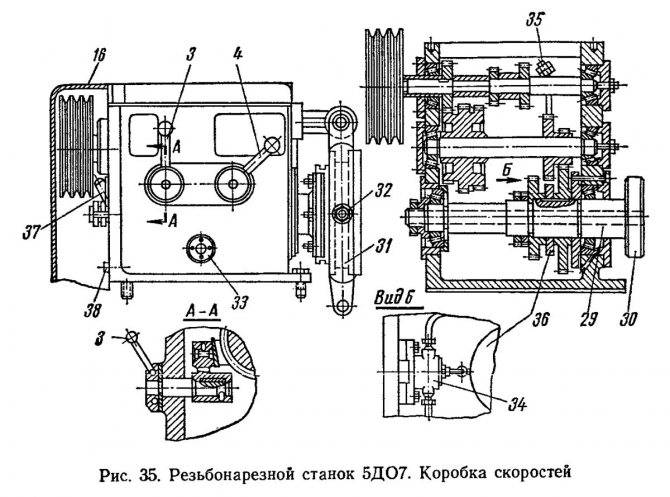
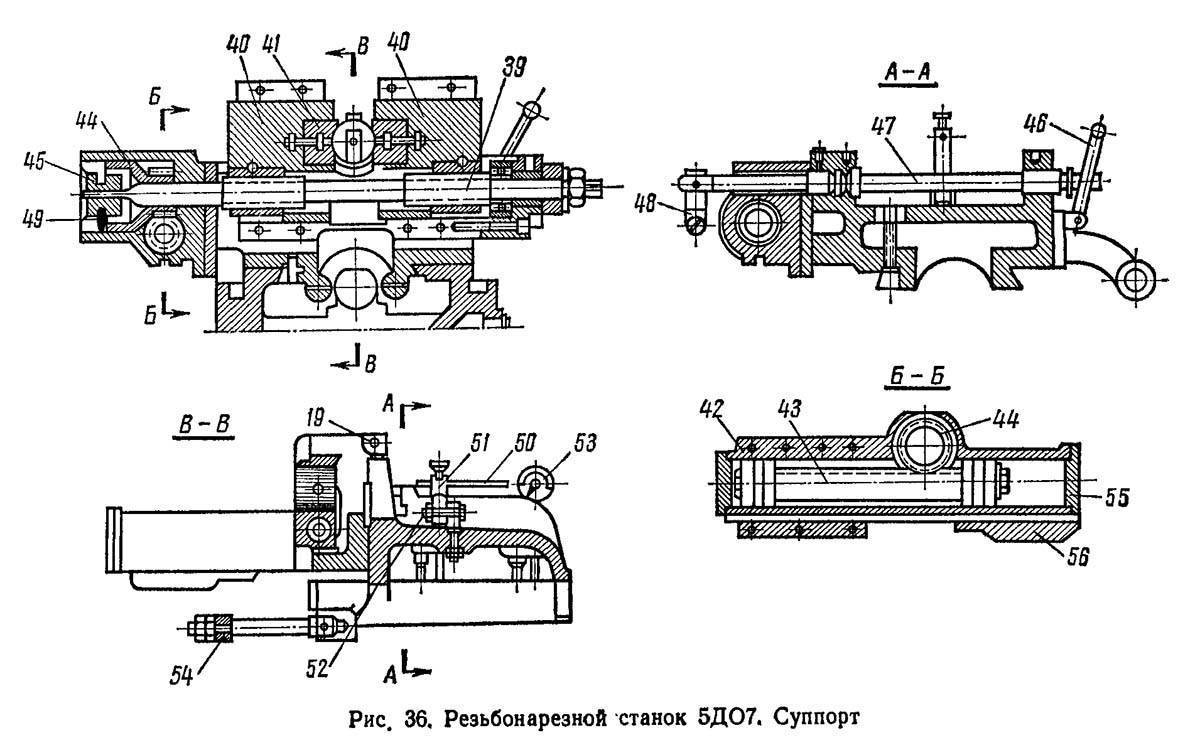
2.2 Резьбонарезной полуавтомат 5Д07
Полуавтомат 5Д07 используется для нарезания наружной (цилиндрической) резьбы на болтах, стержнях, изделиях из труб и др. При этом используется вращающаяся резьбонарезная головка, которая оснащена плоскими гребенками.

Резьбонарезной станок 5Д07
На 5Д07 можно обработать деталь длиной до 150 мм и диаметром до 40 мм. Нарезаемая резьба имеет параметры — М40. Частота вращения шпинделя полуавтомата 5Д07 варьируется от 63 до 355 оборотов в минуту.
2.3 Полуавтомат 5993
Резьбонарезной полуавтомат 5993 используется для нарезания наружной и внутренней цилиндрической резьбы и практически не требует ручной работы. Максимальная длина обрабатываемой на станке 5993 детали составляет 400 мм, максимальный диаметр — 42 мм. Размер нарезаемой резьбы — М42.
2.4 Станок VIRAX (162120)
VIRAX (162120) идеально подходит для применения на заготовительном участке или небольшой мастерской. Является портативным устройством и может использоваться как настольный, так и расположенный на треноге инструмент.
При помощи VIRAX (162120) можно высокопроизводительно нарезать правые цилиндрические и конические резьбы от ¼» до 2″.
VIRAX (162120) оснащен универсальным однофазным электрическим двигателем мощностью 1,5 кВт, который питается от сети 220 В, 50 Гц. Резьбонарезная головка VIRAX (162120) оснащена автоматической подачей масла из поддона через фильтрационную систему.

Настольный станок для нарезки резьбы Virax до 2-х дюймов
Фиксация труб происходит при помощи механизма ударного типа имеющего три губки, что позволяет надежно закрепить обрабатываемую деталь и качественно выполнить нарезку с минимумом ручной работы.
2.5 Станок KERN
Высокопроизводительный автоматический электрический резьбонарезной станок KERN предназначен для быстрой, точной и качественной нарезки конической и цилиндрической резьбы диаметром ½» — 2″ за один проход.
Используется резьбонарезной станок KERN в проведении монтажных и ремонтных работ труб по поставке воды и тепла. Быстрооткрывающаяся автоматическая резьбонарезная головка позволяет качественно провести нарезку на болтах и трубах диаметром до 2″.
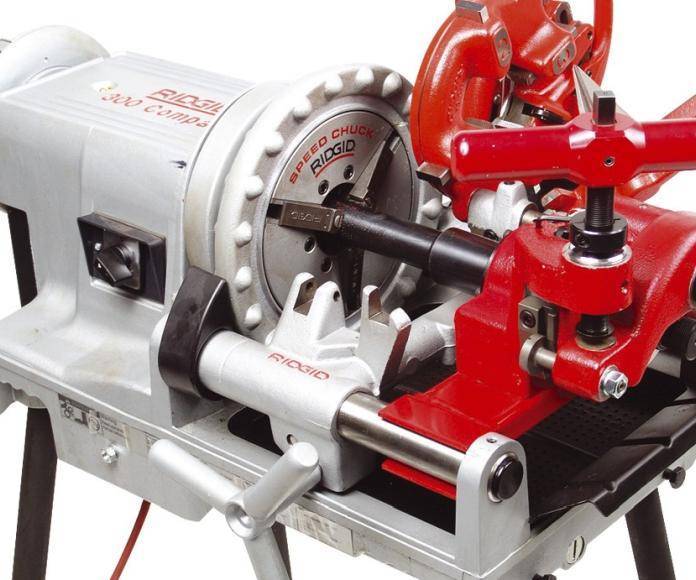
2.6 Резьбонарезной станок RIDGID
Резьбонарезной станок RIDGID позволяет нарезать резьбу на трубах диаметром от 4″ до 6″. Во время нарезания резьбы возможно переключение направления вращения влево или вправо.

Резьбонарезной станок RIDGID 535А
2.7 Сверлильно резьбонарезной станок
Сверлильно резьбонарезной станок, по сути, является обычным устройством для сверления, на которое установлена резьбонарезная головка. Это позволяет избежать ручной нарезки резьбы, так как есть подходящее электрическое устройство.
Для нарезания резьбы рабочий стол сверлильного станка дополнительно оснащается для прочной фиксации детали.
Основные характеристики
автоматический резьбонарезной и сверлильный аппарат
Производительность резьбонарезных инструментов определяется следующими показателями:
Мощность — промышленные станки обладают мощностью до 2,2 кВт, они рассчитаны на поточное производство. Минимальный показатель — 750 Вт позволяет изготовлять небольшие партии или штучные изделия.
Частота вращения шпинделя — определяется мощностью мотора. От частоты вращения зависит скорость нарезания. Разброс показателей велик — от 28 оборотов в минуту до 520. Профессиональные станки оснащены переключателем скоростей — их может быть до трех. Удобная опция для работы с различными деталями. Для ремонтной мастерской, в которой изготавливают несколько резьб на трубах в смену, достаточно самого маломощного станка со скоростью шпинделя 28 оборотов.
Диапазон нарезания резьбы — показатель, указывающий на размер деталей, с которыми работает резьбонарезной станок. Параметр может варьировать от 3 до 51 мм. Если планируется работа с болтами и другими мелкими деталями, выбирается станок с малым диапазоном нарезания резьбы (3 — 16 мм или 8 — 24 мм). Для промышленного использования целесообразно приобрести станок с максимальным диапазоном, который позволит обрабатывать детали любых размеров.





Масса станка — от нее зависит возможность перемещения оборудования. Самые маленькие станки весят 50 кг, их можно перевезти на строительную площадку, в соседний цех.
Дополнительные опции
В зависимости от наличия дополнительных функций оборудование для нанесения резьбы можно поделить на две категории:
- простые устройства, которые рассчитаны только на нарезание резьбы. Все остальные манипуляции, например, подача и фиксация заготовки выполняются рабочим. Подобные устройства хороши для разовых операций на трубах. Они недороги и доступны владельцам небольших автосервисов, слесарных мастерских;
- автоматические станки, на них мастер лишь включает электропитание и вставляет заготовку. Они отличаются высокой производительностью и скоростью. Многие автоматы дополнительно высверливают отверстия разного диаметра. При выборе такого станка следует поинтересоваться диапазоном размеров отверстий, который у разных инструментов может быть от 2,5 до 30 миллиметров.
Видеоролики демонстрируют работу нескольких резьбонарезных станков:
Основные параметры современных агрегатов
Группа резьбонарезного оборудования отличается от станков фрезерной или токарной категории, так как на них не происходит изменение качества поверхности или ее формы, а образовываются канавки с требуемыми размерами, которые и задают резьбовой тип. Станки характеризуются следующими параметрами:
- разброска диаметров обрабатываемых заготовок для болтовой резьбы и ее шагов;
- разброска диаметров труб для выполнения резьбы и их шагов;
- в соответствии с нормами и ГОСТами определен класс точности;
- протяженность нанесения резьбы, ее зависимость от диаметра конструкции;
- угол наклона и параметры наибольшей возможной фаски;
- тип резьбового рисунка.
Высокопроизводительное оборудование позволяет точно настроить параметры. Но при выборе и покупке станка нужно определиться с другими характеристиками, которые отличаются при выборе проводимых работ.
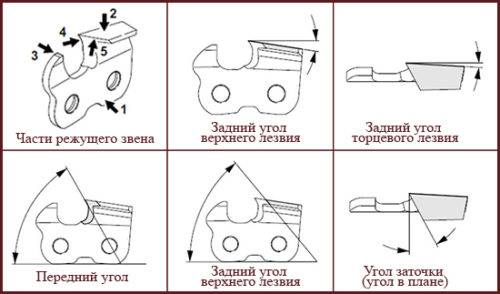
Указания по заточке и установке резьбонарезных гребенок
Заточку и промер гребенок для головок винторезных самооткрывающихся типоразмеров 2651-0021 (1КА-25); 2651-0022 (2КА-30); 2651-0024 (ЗКА-40); 2651-0026 (4КА-70) и 2651-0028 (5КА-70) по ГОСТ 21760—76 производить в соответствии с инструкцией по эксплуатации этих головок, прилагаемой к станку.
Заточку плоских гребенок для резьбонарезных головок 1T, 2T, 3Т можно производить по ГОСТ 2287—61 по двум формам: форме I и форме II в приспособлении для заточки, рис. 13 (узел 5993.98.000), поставляемом за отдельную плату. При этом форма 1 заточки рекомендуемая.
Геометрия заточки показана на рис. 28. Рекомендуемые углы заточки в зависимости от обрабатываемого материала приведены в таблице на рисунке. Установка вылета гребенок, режимы резания и применяемая смазочно-охлаждающая жидкость приведены в руководстве по эксплуатации резьбонарезных головок 1T, 2T и 3Т.
Резьба метрическая и дюймовая
В мире существует огромное количество резьб, но самыми распространенными стали метрическая и дюймовая. Дюймовая намного старше метрической. Ее разработали в Великобритании, в конце XVIII века во времена промышленной революции.
Метрическую разработали во Франции, историческом конкуренте Великобритании. Она была намного проще и удобнее, так как за основу были взяты целые числа, в отличии от дюймовой.
В России в машиностроении применяется метрическая, а дюймовую нарезают на трубах, переходниках и штуцерах для водо- и газоснабжения.
Метрическая резьба выигрывает большей вариативностью. Помимо номинала (диаметра), указывается еще и шаг. Шаг резьбы – расстояние между двумя одноименными точками профиля.
Профилем резьбы называется правильный (равносторонний) треугольник, в таком треугольнике все углы имеют значение 60 градусов. Высота профиля равно 0,86 шага резьбы.