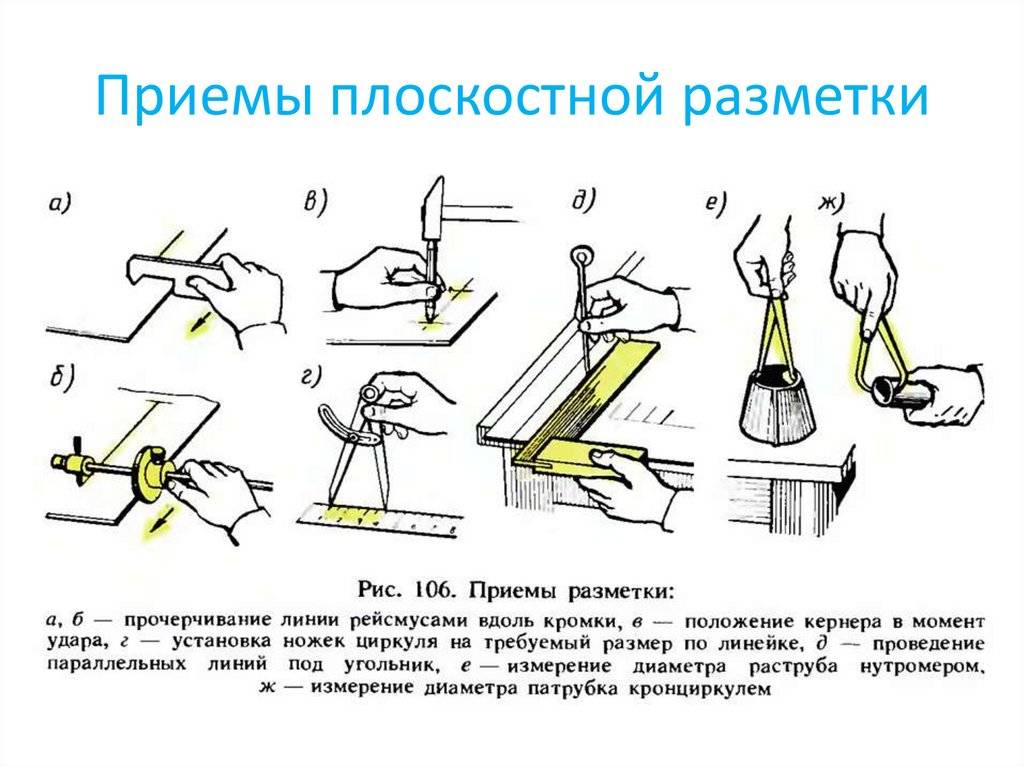
Приемы разметки
В слесарном деле применяют следующие приемы:
- По шаблону. Используется в случае мелкосерийного производства. Шаблон изготавливают из металлопроката, всю партию размечают (или даже обрабатывают) через единожды размеченные прорези и отверстия в этом листе. Для деталей сложной формы может быть сделано несколько шаблонов для разных плоскостей.
- По образцу. Размеры переносят с детали — образца. Применяется при изготовлении новой детали взамен сломанной.
- По месту. Используется при производстве сложных многокомпонентных изделий и конструкций. Заготовки размещаются на плоскости или в пространстве в том порядке, в котором они входят в конечное изделие и размечаются совместно.
- Карандашом (или маркером). Используется для заготовок из сплавов алюминия, чтобы чертилка не разрушала пассированный защитный слой.
- Точная. Делается теми же методами, но применяются измерительные и разметочные инструменты особой точности.

Приемы выполнения разметки металлических деталей
Выбор приемов проводят в соответствии с конструкторскими и технологическими указаниями.
Разметка
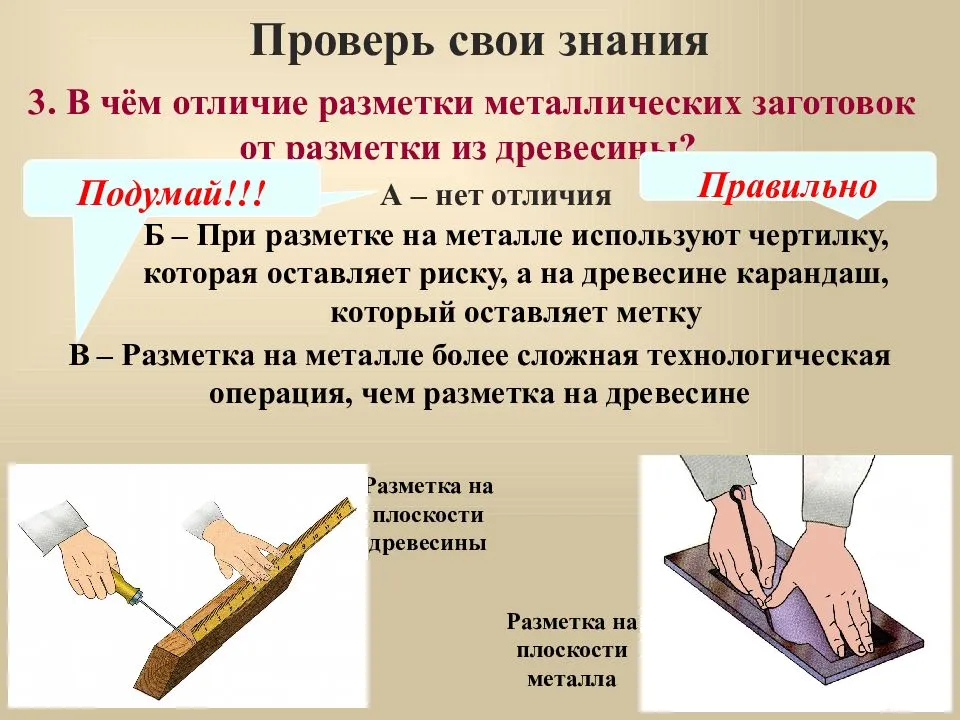
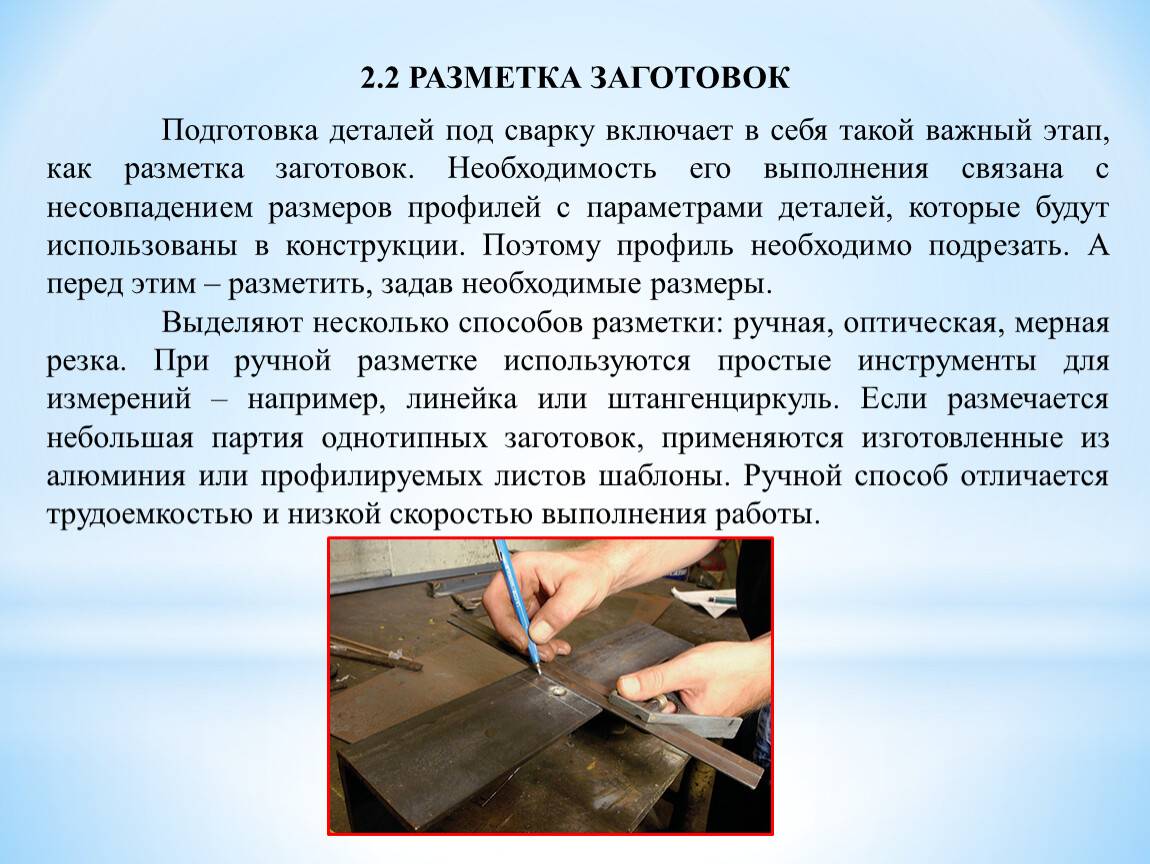
При разметке важно иметь ровную и твердую опору. Профессионалы используют в этих целях специальные стальные плиты с плоской поверхностью
Ведь чтобы разметка получилась четкой, чертилку нужно вести с нажимом. Но если обрабатываемая деталь лежит на качающейся или неровной опоре, то может случиться так, что в решающий момент деталь сдвинется, а вместе с ней и угольник. В результате движение угольника и чертилки окажется неконтролируемым.
Ведите чертилку всегда по направлению к себе и так, чтобы наконечником она упиралась в угольник. Прижимайте ее слегка к кромке угольника.
Угольник следует прижимать крепко к поверхности и не сдвигать; чертилку вести вдоль него с нажимом, не отрывая.
Необходимо правильно направлять чертилку. Чтобы линия разметки не сдвинулась в сторону, наконечник чертилки должен плотно примыкать к угольнику.
Оснастка
Для того чтобы установить деталь на рабочей плоскости разметочной плиты, применяют опорные подкладки, призмы, домкраты, специальные приспособления, кубики и угольники, располагающие точно обработанными призматическими и вертикальными поверхностями, перпендикулярными к поверхности плиты. Подкладки используют также для предохранения рабочей поверхности разметочной плиты от повреждения необработанными (черными) поверхностями размечаемых деталей.
Подкладки плоские (рис. 2, а) и призматические (рис. 3) располагают непосредственно на рабочей поверхности разметочной плиты.
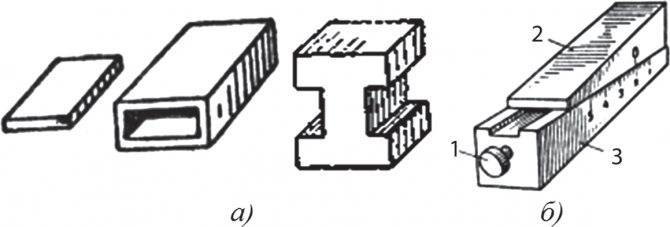
Рис. 2. Подкладки для установки детали на разметочной плите
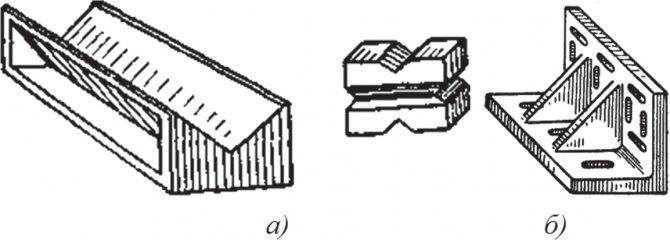
Рис. 3. Призма (а) и угольник (б) для установки деталей
Детали, имеющие плоское основание, плоский торец или три опоры, разнесенные на максимальное расстояние по габариту детали, необходимо устанавливать для разметки на трех подкладках, подобранных по высоте. Если необходимо деталь ориентировать в горизонтальной плоскости, то подбирают подкладки или набор подкладок под опоры, при которых деталь займет горизонтальное положение. В этом случае удобно также использовать регулируемые по высоте подкладки. На рис. 2, б показана регулируемая подкладка, которая регулируется по высоте вращением винта 1, который перемещает клин 2 по клину 3. На боковой поверхности нижнего клина нанесена шкала, которая позволяет более точно устанавливать высоту подкладки.
Цилиндрические детали помещают на призматических подкладках с треугольными вырезами (рис. 3, а). В наборе вспомогательных инструментов обычно имеется несколько таких подкладок с одинаковыми вырезами.
Для удобства разметки деталь может быть закреплена на угольнике (рис. 3, б), установленном на разметочной плите. На полках угольника имеются сквозные отверстия, через которые деталь можно крепить к угольнику.
Требования по технике безопасности во время проведения слесарных работ
При выполнении слесарных работ по металлу, которые выполняются в производственном помещении, и особенно когда производится металлообработка в домашних условиях, необходимо соблюдать следующие требования по технике безопасности:
- на верстак нужно класть только те инструменты и детали, которые будут необходимы для выполнения данной работы;
- слесарную обработку металлов нужно выполнять только после того, как надежно закрепили их в тисках;
- стружку и пыль с верстака сметать только щеткой;
- не выполнять сверлильные работы и не производить заточку инструмента с забинтованными пальцами или в рукавицах во избежание их захвата сверлом;
- в процессе работы станка запрещается открывать и снимать защитные кожухи, ограждения и предохранительные устройства;
- при чеканке, клепке, рубке и других работах, при которых есть вероятность отлетания металлических частиц, необходимо использовать защитные очки или маску с небьющимися стеклами, отгородив при этом рабочее место сетками и переносными щитами во избежания травмирования людей, работающих рядом или проходящих мимо;
- пневматический инструмент должен применяться с гибкими шлангами. Категорически запрещается использовать шланги, на которых имеются повреждения.
Разметка по металлу. Приемы, правила, ошибки
Очень часто при изготовлении металлических изделий исходный материал (отливки, листовой и профильный прокат) не соответствует по размерам и форме чертежу конструктора. Чтобы отрезать лишнее, высверлить/вырубить отверстие, сварить или другим образом обработать заготовку, на нее наносят ключевые точки чертежа. Эта операция и называется разметкой. Применяясь к этим точкам и линиям, и проводят обработку.
Как правило, размечать приходится уникальные детали и изделия, которые производят в небольшом количестве. Если речь идет о крупном массовом производстве — заготовки не размечают, а используют специальную оснастку или механический способ.
Кернер
Ошибается тот, кто думает, что достаточно поставить кернер и ударить по нему, чтобы выбить разметочную лунку.
Сначала на гладкой поверхности металла нужно найти для кернера опору. После этого остро заточенный и закаленный конец инструмента под небольшим наклоном устанавливают вблизи намеченной точки. Легким ударом кернер подгоняют к точке, при этом его твердый конец образует перед собой «волну», которая вместе с крошечной ложбинкой образует достаточно надежную опору. Затем кернер ставят вертикально и наносят окончательный удар: на толстой заготовке сильнее, на тонкой — слабее, иначе кернер пройдет насквозь. Кернером намечают центр отверстия и точку опоры для ножки измерительного циркуля.
Силу удара по кернеру следует соразмерять с толщиной листа. Вы ведь хотите только наметить, а не пробить отверстие!
Что такое разметка
Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т.п.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.
По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
- Пространственная. Проводится в единой трехмерной системе координат.
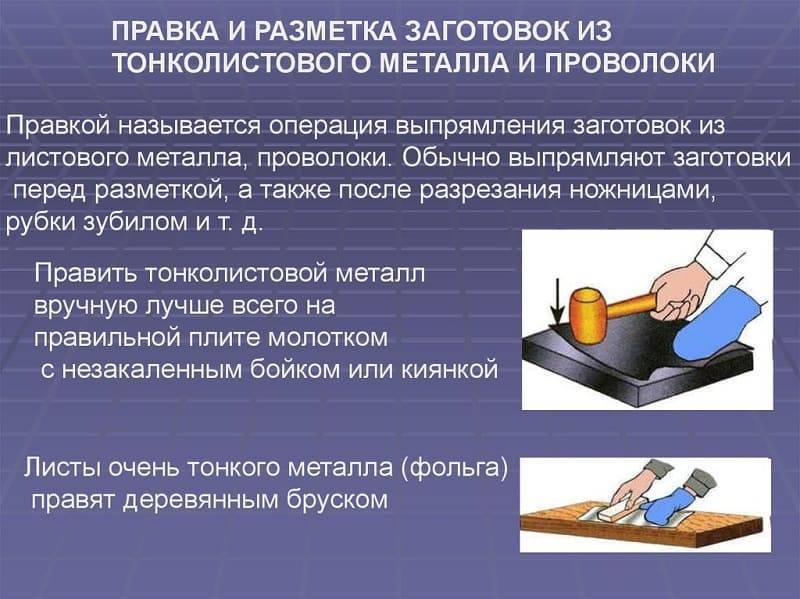
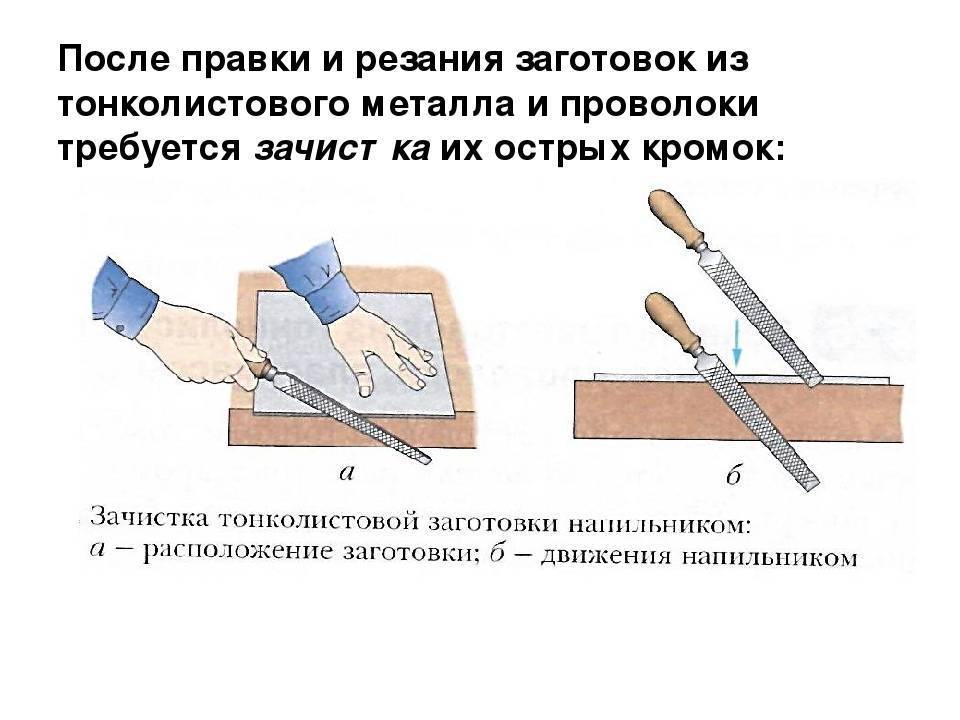
Замечания по правке и разметке для тонколистового металла
Выбор между поверхностной и пространственной разметкойопределяется, прежде всего, сложностью пространственной конфигурации детали.
Кернер
Ошибается тот, кто думает, что достаточно поставить кернер и ударить по нему, чтобы выбить разметочную лунку.
Сначала на гладкой поверхности металла нужно найти для кернера опору. После этого остро заточенный и закаленный конец инструмента под небольшим наклоном устанавливают вблизи намеченной точки. Легким ударом кернер подгоняют к точке, при этом его твердый конец образует перед собой «волну», которая вместе с крошечной ложбинкой образует достаточно надежную опору. Затем кернер ставят вертикально и наносят окончательный удар: на толстой заготовке сильнее, на тонкой — слабее, иначе кернер пройдет насквозь. Кернером намечают центр отверстия и точку опоры для ножки измерительного циркуля.



Силу удара по кернеру следует соразмерять с толщиной листа. Вы ведь хотите только наметить, а не пробить отверстие!
Очистка металла
Очистка металла от пыли, ржавчины, окалины и т.д
является важной технологической операцией, предшествующей запуску его в производство. Очистку целесообразно проводить после правки листов, поскольку в процессе правки окисные пленки интенсивно разрушаются и отслаиваются, что облегчает последующую очистку
Очистку чаще всего осуществляют на дробе- и пескоструйных аппаратах. Кроме этого существует способ химической очистки (травления).
Для очистки на дробеметной установке лист в вертикальном положении на тележке подают в камеру, на стенках которой размещены дробеметные аппараты, выбрасывающие с большой скоростью стальную или чугунную дробь размером 0,6-0,8 мм. Ударяясь о поверхность металла, дробь сбивает загрязнения и очищает ее. Возникающий под влиянием дробеочистки наклеп обычно незначителен и практически не влияет на механические свойства металла. Конструкция дробеструйных установок рассчитаны на многократное использование дроби. Образующаяся пыль удаляется из камеры отсасывающей системой. Примерная производительность установки 200 м2 в час.
Пескоструйная очистка основана на абразивной обработке очищаемой поверхности струей сжатого воздуха со взвешенными в нем твердыми частицами песка. По санитарным нормам пескоструйная очистка в цеховых условиях возможна только в специальных камерах. Химическую очистку производят на механизированных линиях, представляющих собой ряд последовательно расположенных камер. В каждой из них осуществляют одну определенную операцию процесса очистки: подогрев, травление, промывку, нейтрализацию, пассирование и т.д.
Трубы очищают от загрязнений по наружной и внутренней поверхностям на очистных станках и механизированных линиях. На ЗиО очистка наружной поверхности труб производится на дробеструйной установке.
Ручную очистку наружной поверхности труб пневматическими щетками и шлифовальными машинками применяется крайне редко.
Принцип, положенный в основу многих наружных зачистных устройств, состоит в следующем: трубе придают вращательное движение и перемещают ее вдоль вращающегося, прижатого к трубе дискового инструмента: шлифовального круга, металлической щетки или иглофрезы. Наилучший результат обеспечивает иглофреза. Она не только чистит поверхность, но и снимает с нее тонкий слой металла. Толщина снимаемого слоя и качество очистки зависят от усилия прижатия иглофрезы к трубе. Режим очистки подбирают таким образом, чтобы надежно снимать загрязнения, почти не углубляясь в металл.
Высокая производительность очистки, а главное – хорошее качество поверхности способствует широкому распространению иглофрезерования в котельном производстве.
Очистка внутренней поверхности труб сложнее, чем наружной.
Эту операцию выполняют в специальных пескоструйных камерах, снабженных хорошей вентиляцией с использованием металлического или кварцевого песка. Очистка снаружи выполняется достаточно просто и быстро. Для очистки внутренней поверхности труб диаметром 83 мм и более применяют установку Ваку-Бласт.
Установка Ваку-Бласт состоит из гибких шлангов 3 с набором сопл 5 для очистки труб 4 различных диаметров. Установка имеет систему регенерации песка, поступающего из бункера 1 под напором вентилятора 2, в которую входят сборный фартук 6 и циклон 7, а также систему очистки воздуха с вентилятором 8 и может быть размещена в любом месте цеха.
Для труб меньшего диаметра операция очистки осуществляется прогонкой металлического ерша сквозь трубу, а затем продувкой трубы сжатым воздухом.
Трубу помещают одним концом в приемник пылеуловителя 4, в другой конец вставляют металлический ерш 2, затем этот конец уплотняют наконечником 1 пистолета, включают сжатый воздух, который проталкивает ерш вдоль внутренней полости трубы. Продвигаясь с большой скоростью по трубе, ерш очищает ее изнутри от ржавчины и загрязнений. Вылетая из нее, ерш ударяется о буфер и падает в приемник 6. Пыль из пылеуловителя 5 удаляется отсосом.
Какие бывают?
- ручные;
- автоматические;
- электрические;
- со специальными возможностями (центроискатель для нанесения керна на цилиндрических или шаровидных деталях, прибор для нанесения разметки на нужном расстоянии от края заготовки).
Автоматический кернер даёт возможность:
- размечать одной рукой;
- работать без молотка;
- регулировать усилие при работе с деликатными материалами;
- получать отметки одинаковой глубины;
- быстрее выполнять работу.
Автоматическое керно позволяет за минуту сделать до 50 ударов при расстоянии 2 см между лунками.
Вместо острия керно в стержень можно вставлять клеймо и клеймить детали.
Автоматическое (механическое) керно на вид немного похоже на металлическую авторучку. Оно состоит из двух камер, в каждой из которых есть свой боек. Первая сделана в виде срезанного конуса. Там находится ударный боек, который и будет наносить керны на поверхность. За ним расположен подпружинно-ударный боек с направляющим штоком. Его пружина немного смещена вбок.
За ним внутри корпуса расположено сквозное отверстие. Во второй камере подпружиненный мощной пружиной поршенёк со скошенной кромкой.
Когда инструмент устанавливают на поверхности и большим пальцем правой руки нажимают на упорный колпачок, ударный боек упирается в край напружиненного поршенька, приподнимая его. Пружина за ним сжимается и создаёт встречное давление.
В конце процесса сжатия происходит центрирование и выравнивание по направлению к первичной камере. Это приводит к тому, что шток срывается и резко проваливается в отверстие.
Давление пружины через промежуточные элементы передаётся на боёк. Он ударяется о поверхность материала, и на ней остаётся лунка от автоматического кернера.
В некоторых моделях нижний боек можно менять, продлевая, таким образом, время службы инструмента.
Силу удара автоматического керна можно изменять, поворачивая упорный колпачок вверху инструмента. При этом пружина под ним ослабляется или сжимается. Минимальная сила удара 10 кГ, максимальная – 15 кГ. Глубина лунки от 0,2 до 0,3 мм.
Электрическое керно
В электрических кернерах внутри корпуса находится катушка электромагнита, наконечник, пружина и боек. После нажатия на корпус он опускается, шайба наконечника, который в это время не двигается, замыкает цепь электромагнита. Удар происходит, когда соленоид втягивает ферромагнитный боек. Он ударяет по наконечнику, оставляя на поверхности метку.
Кернер
Ошибается тот, кто думает, что достаточно поставить кернер и ударить по нему, чтобы выбить разметочную лунку.
Сначала на гладкой поверхности металла нужно найти для кернера опору. После этого остро заточенный и закаленный конец инструмента под небольшим наклоном устанавливают вблизи намеченной точки. Легким ударом кернер подгоняют к точке, при этом его твердый конец образует перед собой «волну», которая вместе с крошечной ложбинкой образует достаточно надежную опору. Затем кернер ставят вертикально и наносят окончательный удар: на толстой заготовке сильнее, на тонкой — слабее, иначе кернер пройдет насквозь. Кернером намечают центр отверстия и точку опоры для ножки измерительного циркуля.
Силу удара по кернеру следует соразмерять с толщиной листа. Вы ведь хотите только наметить, а не пробить отверстие!
Применение
С помощью керна можно делать наметку на любых поверхностях. Целесообразно использовать его при работе с гладкими материалами. Это кафель, полированные поверхности. Чаще всего его применяют при сверлении металла. Поэтому керно чаще относят к слесарным инструментам.


![Глава iv. разметка [1980 макиенко н.и. - общий курс слесарного дела]](https://stankotk.ru/wp-content/uploads/b/1/c/b1cba6960cd5e52c8969057e2e928979.jpeg)

Активно используют его и каменщики. Для этого созданы специальные кернеры каменщиков. Они мало чем отличаются от слесарных. Часто их окрашивают порошковой краской в яркий цвет, чтобы легче было найти в случае утери.
Применяют керно и для того, чтобы линии обработки стали заметными. Для этого нанесённую разметку проходят частыми кернами, делая её пунктирной.
Разметка под ковку
Это, в большинстве своем, засечки и зарубки, которые делаются на заготовках в разогретом их состоянии, что, соответственно, не делает края точными. Вся разметка «на горячую» делается с припусками по 2-3 мм на сторону, чтобы оставить возможность, в дальнейшем, доработать кромки до требуемых стандартов. Вырубка тонких листов на холодную возможна без последующей обработки, если она выполняется соответствующим инструментом и кузнецом, имеющим достаточную квалификацию. Принципиальная разница между разметкой под вырубку и разметкой под гибку — точность линии производимого изменения формы.
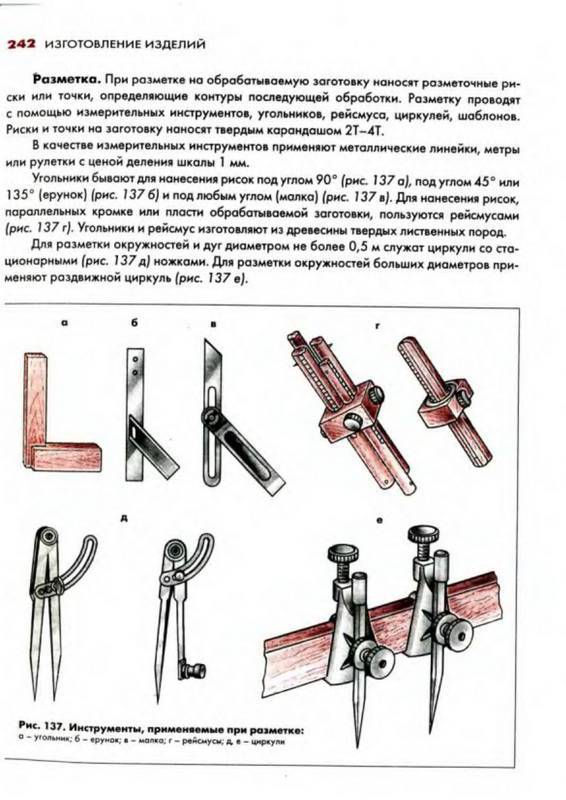
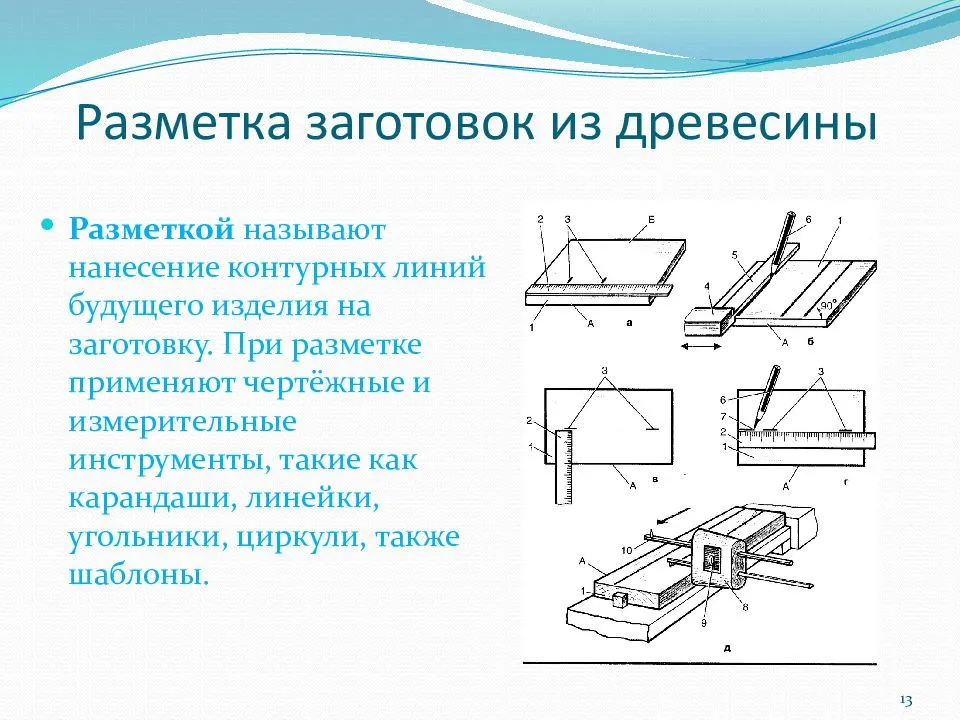
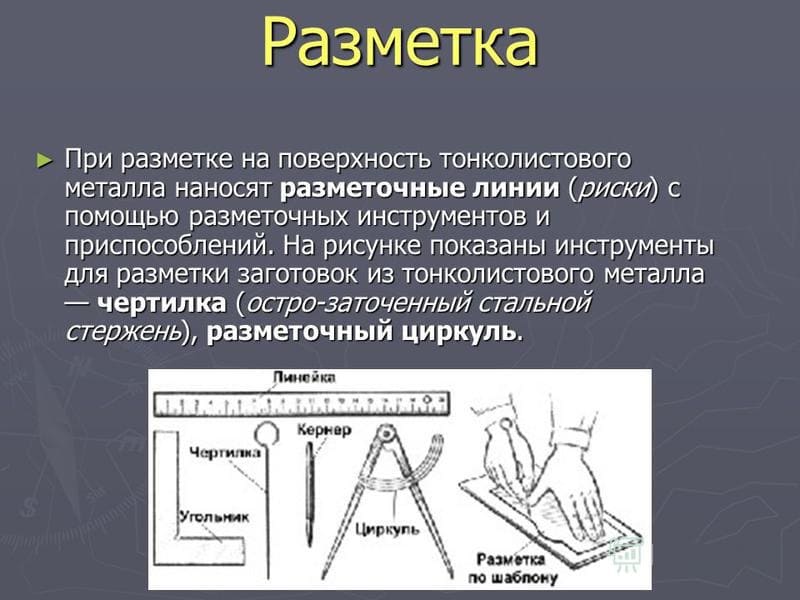
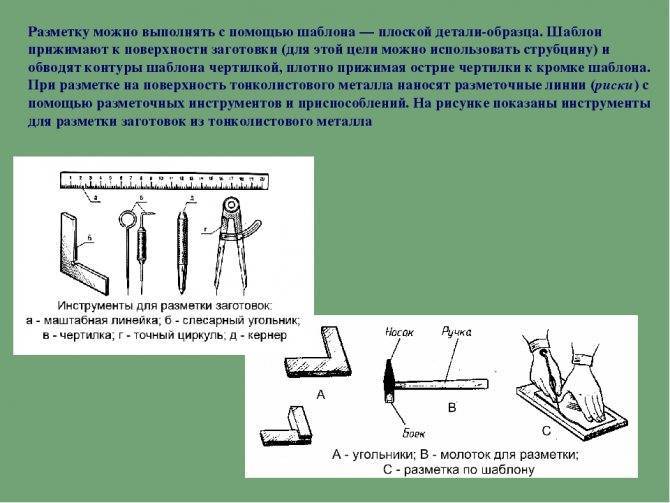
§ 34. Разметка деталей из металлического листа и проволоки
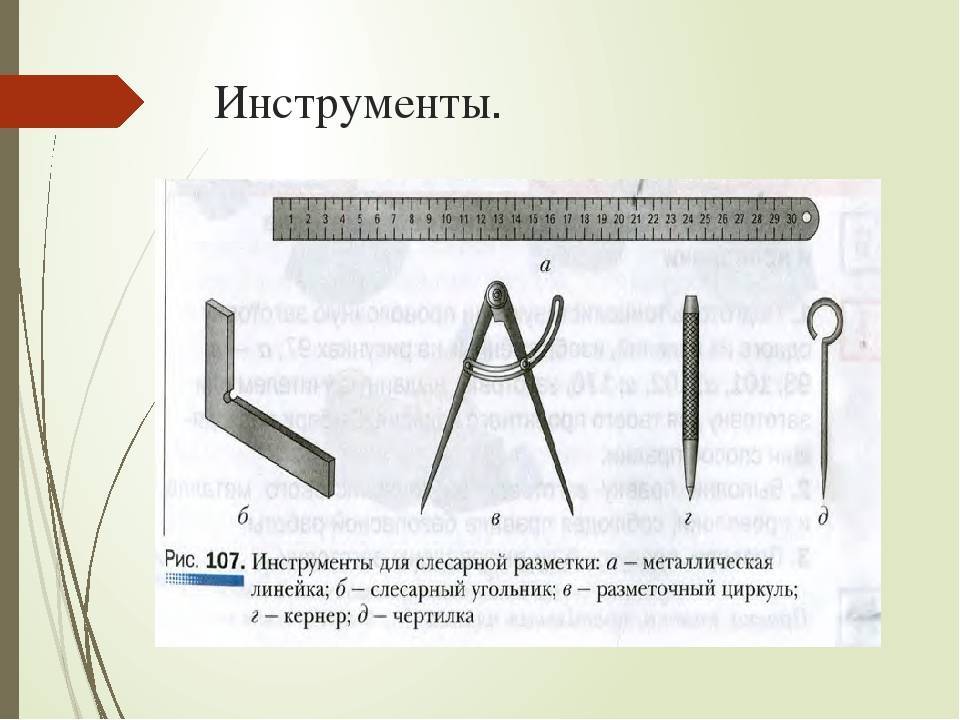
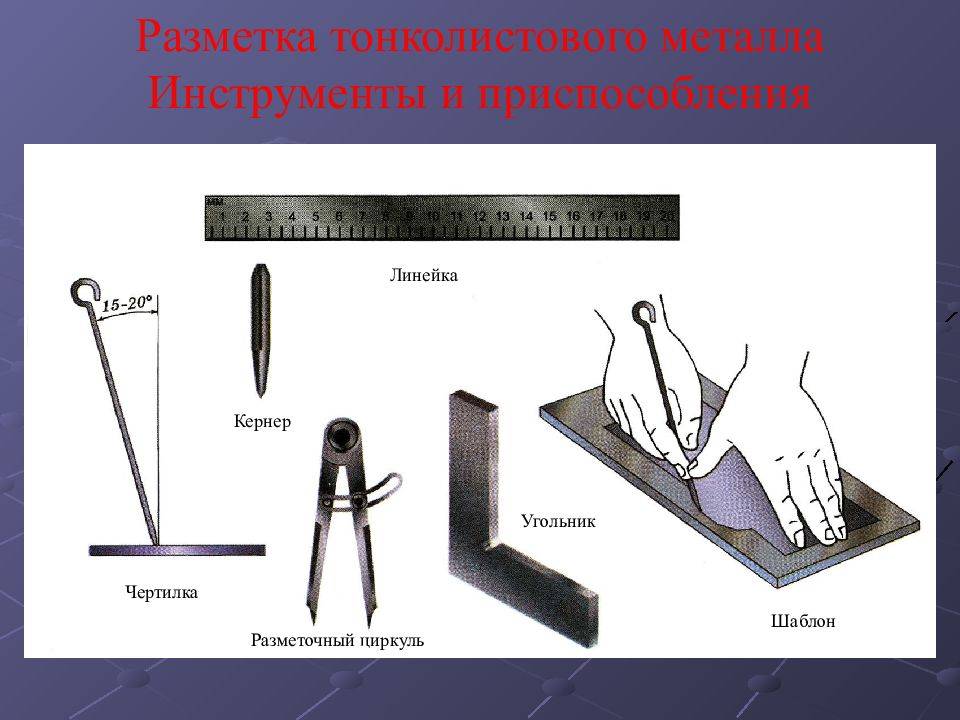
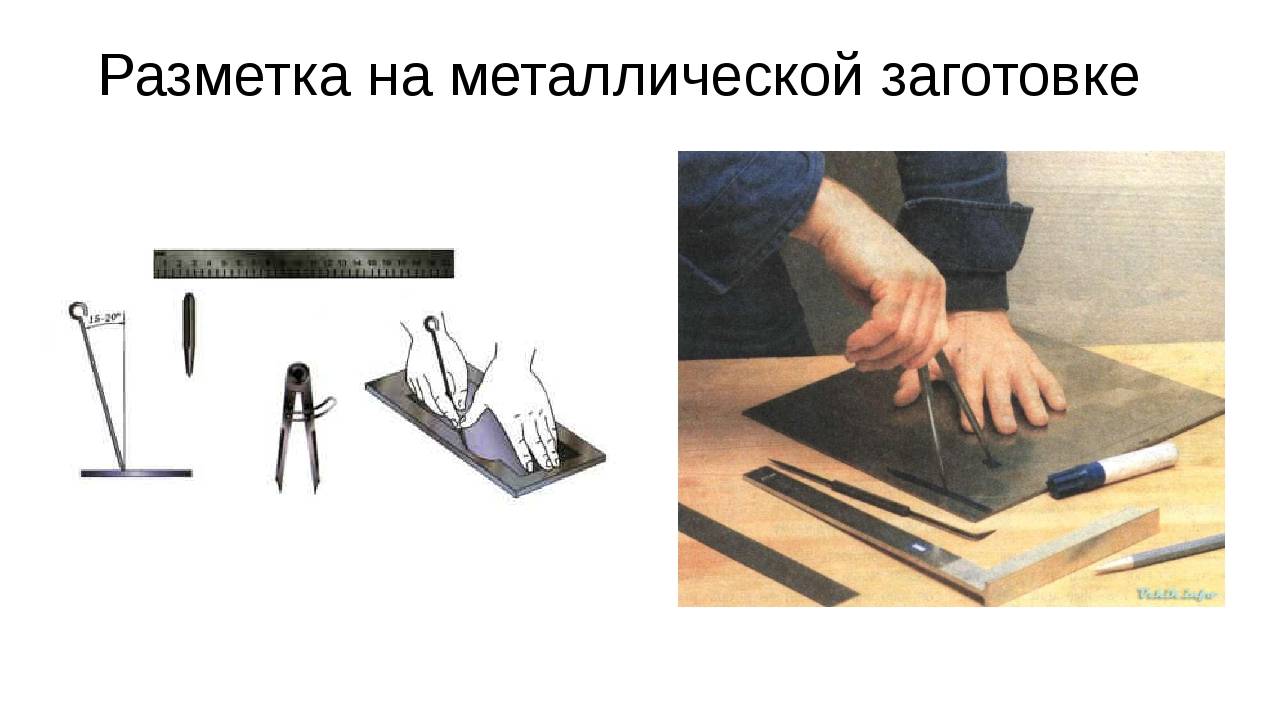
После правки на заготовке размечают контуры будущего изделия. Разметку выполняют разметочными инструментами: чертилкой, разметочным циркулем и кернером при помощи металлической линейки или угольника (рис. 125).
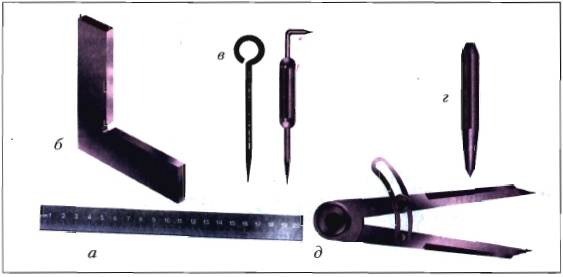
Рис. 125. Разметочные инструменты: а — линейка; б — угольник; в — чертилки; г — кернер; д — разметочный циркуль
Чертилка представляет собой остро заточенный металлический стержень и служит для нанесения разметочных линий (рисок) на заготовку.
Разметочным циркулем проводят окружности и дуги. Радиус окружности или дуги предварительно откладывают по линейке.
Ударяя молотком по кернеру, на размечаемую поверхность наносят лунки, намечая центры будущих отверстий.
Размечая детали по шаблону, старайтесь кроить материал рационально, т. е. так, чтобы количество отходов было наименьшим.
Эта задача быстро и точно решается на компьютере. Для этого в масштабе изображаются шаблон детали и металлический лист. Перемещая и поворачивая шаблон, многократно копируя его, вы можете добиться оптимального (наилучшего) расположения деталей на листе.
На рисунке 126 представлен чертеж детали «ушко», выполняемой из тонкого стального листа и служащей для подвески настенных панно. Величина S 0,8 на чертеже означает, что толщина листа равна 0,8 мм.
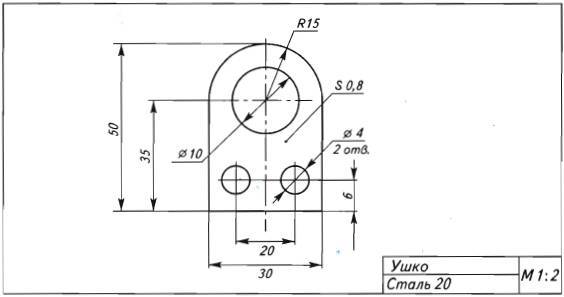
Рис. 126. Чертеж детали «ушко»
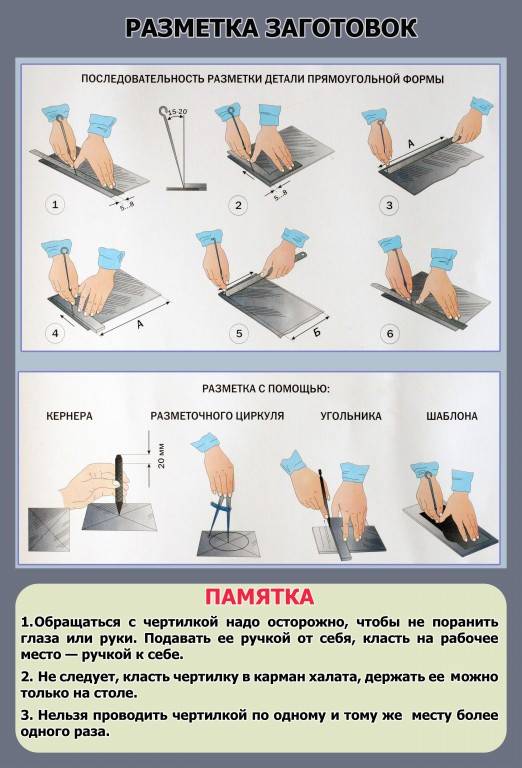
Разметку начинают с нанесения чертилкой линий контура детали и линий симметрии, затем проводят осевые линии отверстий и дуг, вычерчивают циркулем окружности и дуги. Заканчивают разметку, намечая центры отверстий.
Развертка — это плоское изображение заготовки детали (например, коробки), которая при сгибании становится объемной. По рисунку развертки размечают, а затем вырезают плоскую заготовку детали.
Разметку развертки делают с помощью линейки и металлического угольника, начиная с базовых (наибольших) сторон, затем отмеряют и очерчивают другие стороны, проводят осевые линии и линии сгиба.
Порядок выполнения работы
- Подготовьте рабочее место, инструменты и заготовки для разметки.
- Выполните разметку заготовок для изготовления деталей и изделий из тонкого металлического листа и проволоки (желательно для вашего творческого проекта).
- Проверьте правильность разметки.
Контрольные вопросы
- Что называют разметкой и для чего ее выполняют?
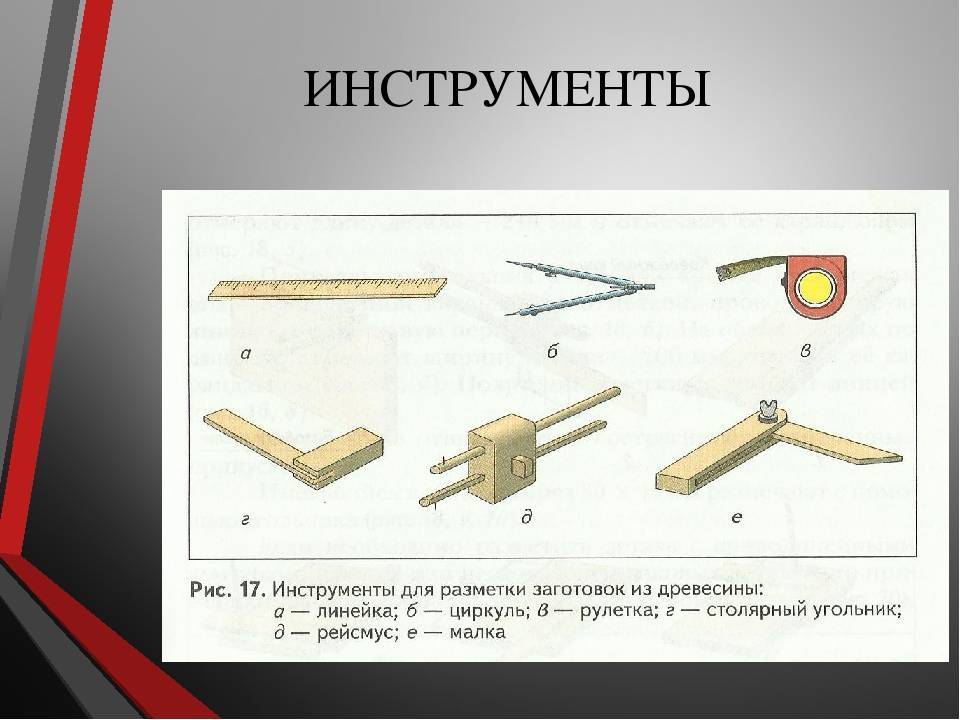
- Какие инструменты применяют для разметки?
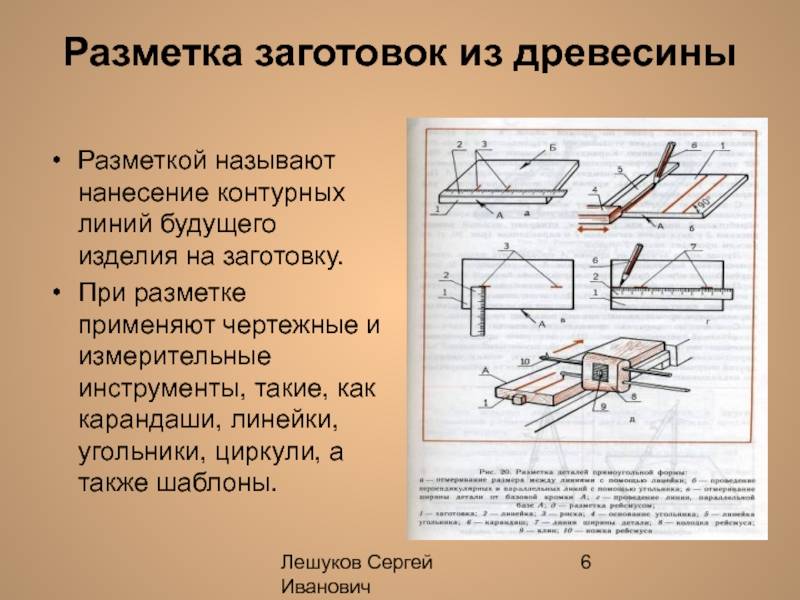
- Как размечают изделия из металлического листа и проволоки?
- Что называют разверткой?
- В какой последовательности размечают развертку?
Второй метод определения радиуса дуги (метод последовательных приближений)
Итак продолжим рассмотрение имеющейся ситуации.
Так как нам все равно необходимо найти центр окружности, то для начала мы из точек, соответствующих началу и концу дуги, проведем как минимум две дуги произвольного радиуса. Через пересечение этих дуг будет проходить прямая, на которой и находится центр искомой окружности.
Теперь нужно соединить пересечение дуг с серединой хорды. Впрочем, если мы из указанных точек проведем не по одной дуге, а по две, то данная прямая будет проходить через пересечение этих дуг и тогда искать середину хорды вовсе не обязательно.
Ну а дальше все просто: измеряем расстояние от пересечения дуг до начала (или конца) рассматриваемой дуги, а затем расстояние от пересечения дуг до точки, соответствующей высоте сегмента.
Если расстояние от пересечения дуг до начала или конца рассматриваемой дуги больше, чем расстояние от пересечения дуг до точки, соответствующей высоте сегмента, то значит центр рассматриваемой дуги находится ниже на прямой, проведенной через пересечение дуг и середину хорды. Если меньше — то искомый центр дуги выше на прямой.
Исходя из этого на прямой принимается следующая точка, предположительно соответствующая центру дуги, и от нее производятся те же измерения. Затем принимается следующая точка и измерения повторяются. С каждой новой точкой разница измерений будет все меньше.
Вот собственно и все. Не смотря на столь пространное и мудреное описание, для определения радиуса дуги таким способом с точностью до 1 мм достаточно 1-2 минут.
Теоретически это выглядит примерно так:
Рисунок 463.2. Определение центра дуги методом последовательных приближений.
А на практике примерно так:
Фотография 463.1. Разметка заготовки сложной формы с разными радиусами.
Тут только добавлю, что иногда приходится находить и чертить несколько радиусов, потому на фотографии так много всего и намешано.
Что такое разметка
Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т.п.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.


![§ 7. разметка [1978 бобиков п.д. - изготовление художественной мебели]](https://stankotk.ru/wp-content/uploads/b/f/2/bf2851fc7a1c68c260031e3ebe26bb7a.jpeg)


По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
- Пространственная. Проводится в единой трехмерной системе координат.
Замечания по правке и разметке для тонколистового металла
Выбор между поверхностной и пространственной разметкой определяется, прежде всего, сложностью пространственной конфигурации детали.
Заготовительные операции перед сваркой
При разметке и наметке сложных и ответственных листовых деталей или шаблонов поверхность их забеливают меловой клеевой краской. После высыхания краски размечают центры отверстий, вокруг которых кернером или циркулем наносят контрольные окружности. На пересечении контрольных окружностей с осевыми рисками накернивают четыре точки, что обеспечивает контроль правильности образования отверстий. Вдоль всех кромок на расстоянии 50 мм от линии реза внутри контура наносят контрольные линии. Контрольные линии набивают парными кернерами через 20Э— 300 мм на прямых участках и через 50—100 мм на криволинейных участках.
Группу отверстий на одной риске размечают не последовательным откладыванием расстояний между центрами соседних отверстий, а откладыванием нарастающей цепочки размеров от начальной точки. Для этого нулевую риску рулетки совмещают с начальной точкой и центры отверстий на шаблоне откладывают по нарастающей цепочке размеров.
Работы по разметке осуществляет бригада из пяти человек, разделенная на два звена. Одно звено изготовляет шаблоны, а второе производит наметку и разметку в цехе. Бригадир выполняет контрольные функции: проводит проверку шаблонов, а также правильность наметки или разметки на металле.
Разметка является более сложной работой, чем наметка, так как она требует вычислений и геометрических построений. Разметку выполняют рабочие высокой квалификации: разметчики 4—5-го разрядов, а наметку — наметчики 3-го разряда.
Наметка деталей является несложной, но трудоемкой операцией и требует большой внимательности. Многократное и однообразное повторение вручную одной и той же операции часто приводит к ошибкам, которые обычно выявляются только на сборке.
Для выполнения работ по разметке необходимо иметь набор мерительного и специального чертежного инструмента для нанесения на поверхность металла линий и кернов (коническое углубление высотой 2—З мм). Набор мерительного инструмента состоит из стальных рулеток, линеек и угольников различных длин и размеров.
Рулетки стальные 2-го кл. (ГОСТ), длиной 2, 5, 10, 20, 30 и 50 м, типа РЗ применяются для различных линейных измерений при разметке, настройке станков, проверке сборочных кондукторов, для измерения расстояний между крайними отверстиями, просверленными по контурам, и длин элементов с фрезерованными торцами. В остальных случаях применяются рулетки 3-го кл, типа РЗ. На заводе должна храниться эталонная рулетка, по которой должны проверяться все остальные рулетки. При измерении рулетками необходимо учитывать поправки, выявленные при проверке по эталонной контрольной рулетке.
Линейки стальные (ГОСТ ) без делений шириной 20—40 мм, толщиной 4—6 мм, длиной 3000 мм применяются для черчения прямых линий. Линейки стальные (ГОСТ ) с миллиметровыми делениями длиной 300—1000 мм применяются для измерения расстояний.
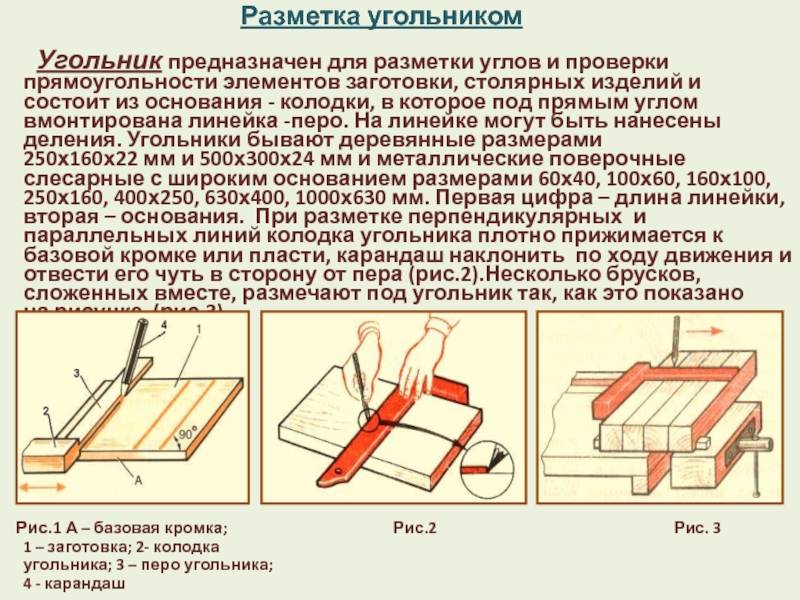
Угольники стальные для нанесения на поверхность металла поперечных линий (рисок) применяются слесарные, бортовые (рис. 29). Стальные слесарные угольники 1 плоские применяются для нанесения линий под прямым углом. Наибольшее распространение имеют угольники с габаритными размерами 250×160, 315×200 и 400×250 мм. Стальные бортовые угольники 2 с бортиком по короткой стороне применяются для нанесения поперечных рисок при разметке сортовой стали и реечных шаблонов. Специальные стальные угольники 3 предназначены для разметки плоских шаблонов на разметочных столах. На длинной стороне такого угольника имеется линейка а с делениями и удлинитель б. Бортовые угольники 2, 4 для наметочных работ имеют габаритные размеры 250×160, 300×200 и 380×250 мм. Угольники для одновременной наметки двух полок уголков 5 имеют одну сторону неподвижную. Другая сторона образуется подвижной планкой 6 и имеет переменную длину.
- Назад
- Вперёд