Для метала (твёрдых сплавов)
Очень простое приспособление для заточки таких свёрл можно сделать и дома. Для этого понадобятся:
- Две гайки (одна чем больше, тем лучше, а вторая – должна быть в полтора раза меньше, но так, чтоб она не проваливалась в большую) с шестью рёбрами;
- Болт диаметром меньшей гайки;
- Шайба диаметром меньше большой, но больше меньшей гайки.

Прежде всего нужно взять штангенциркуль и отмерить от края гайки пятую часть диаметра гайки, но не меньше четырёх миллиметров, отмеряем на ребре. На противоположном ребре отмеряем в полтора раза большее расстояние.

Далее – выцарапываем линии из средины стороны к отмеренной точке, так, чтоб получился больший треугольник. То же самое проделываем и с обратной стороны. Теперь ножовкой по металлу, или болгаркой вырезаем треугольники.





Конструкция приспособления
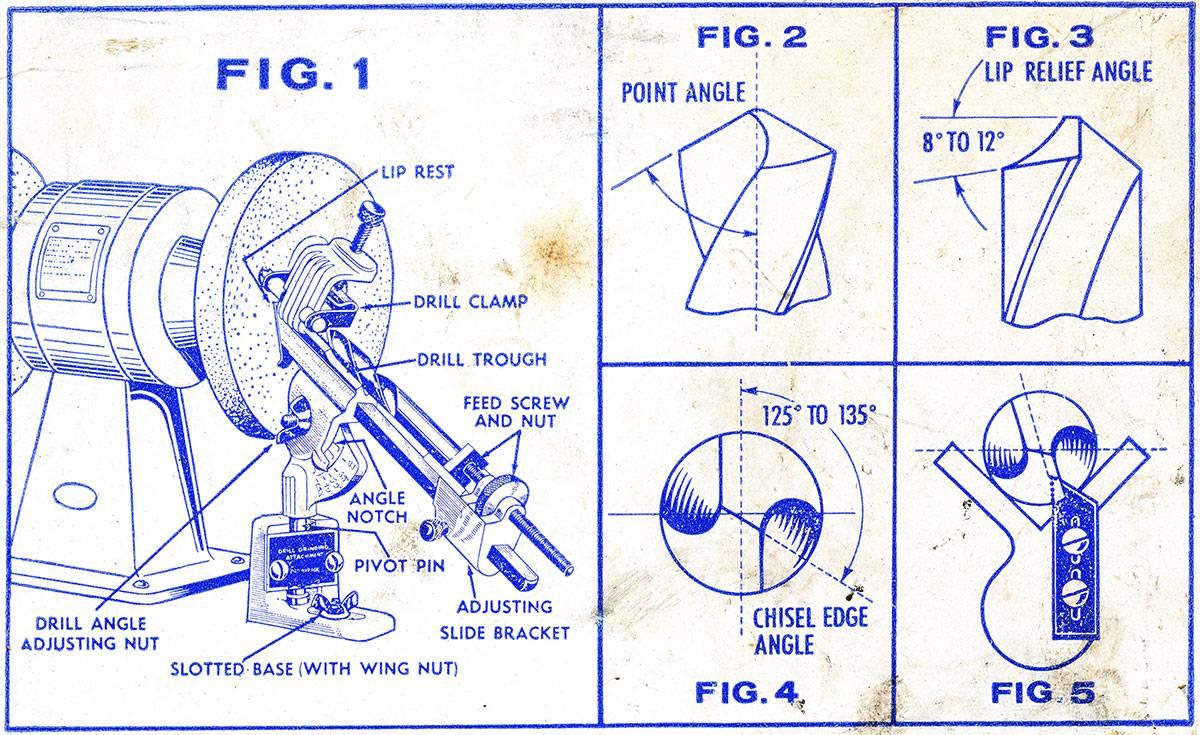
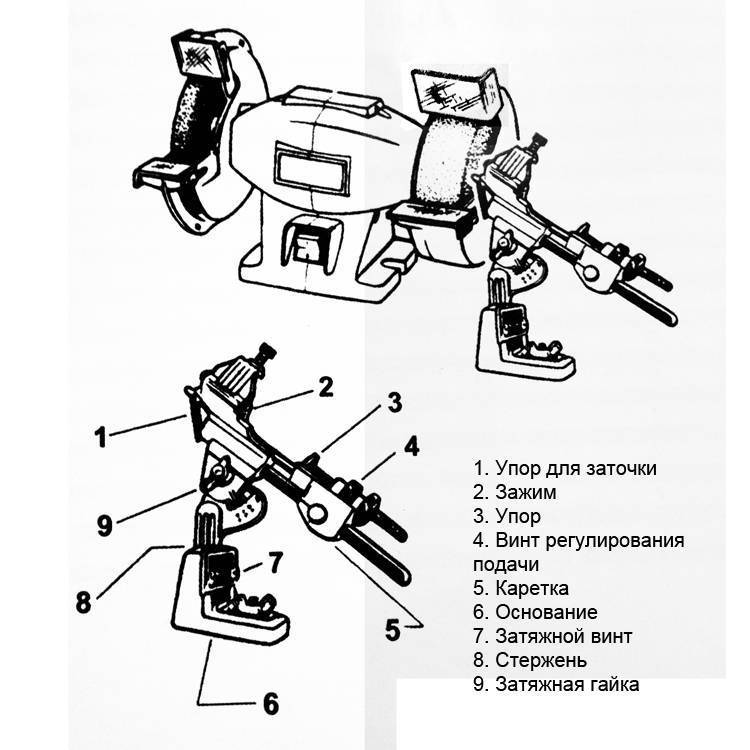
Как уже стало понятно, ручная заточка сверла – это дело профессионала, который не просто знает правильные углы, но и чувствует процесс резания. К сожалению, приходит такое чутье только после многолетней практики работы со сверлильным станком или дрелью. Не стоит экспериментировать, так как можно смастерить самостоятельно или приобрести приспособление для заточки. В обоих случаях оно будет включать одинаковые конструктивные элементы и работать по одному принципу.
Итак, основная задача приспособления – правильная ориентация сверла относительно плоскости шлифовального круга. Для этого в его конструкцию входит опорная плита, на которой желательно располагать как само приспособление, так и электродвигатель, на валу которого расположено точило. На плите также находится поворотная колонка, на которой закрепляется сверло. Она должна иметь возможность не только поворачиваться, но и перемещаться по направлению к шлифовальному кругу.
В качестве колонки можно использовать любой подшипниковый узел с валом, например от старой дрели. На колец вала приспосабливается ложе для сверла (можно использовать переходную втулку), к которому оно прижимается винтами. После фиксации сверла включается привод точила, колонка подводится к шлифовальной поверхности и поворачивается для придания задней поверхности сверла правильной формы
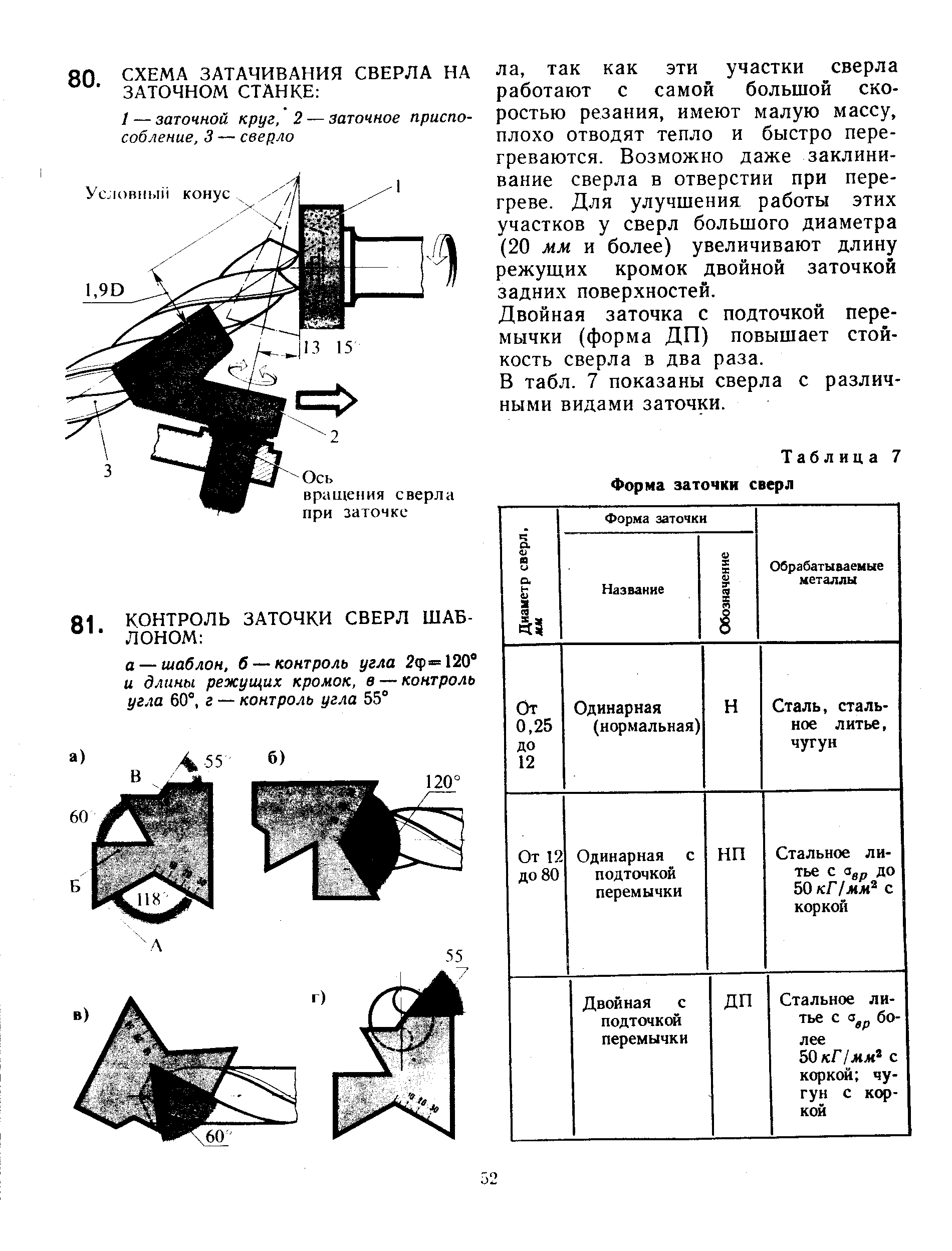
Важно, чтобы при изначальной настройке приспособления выдерживался угол при вершине сверла в 118 градусов
Тонкости затачивания сверла
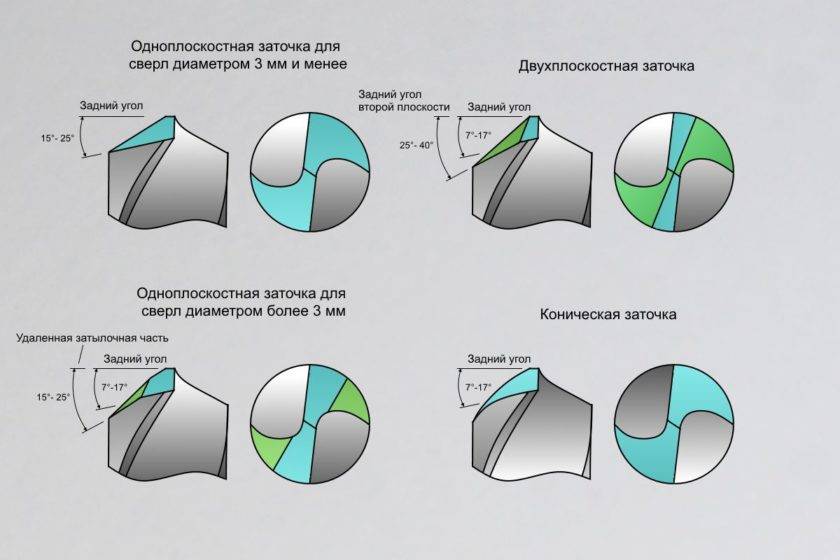
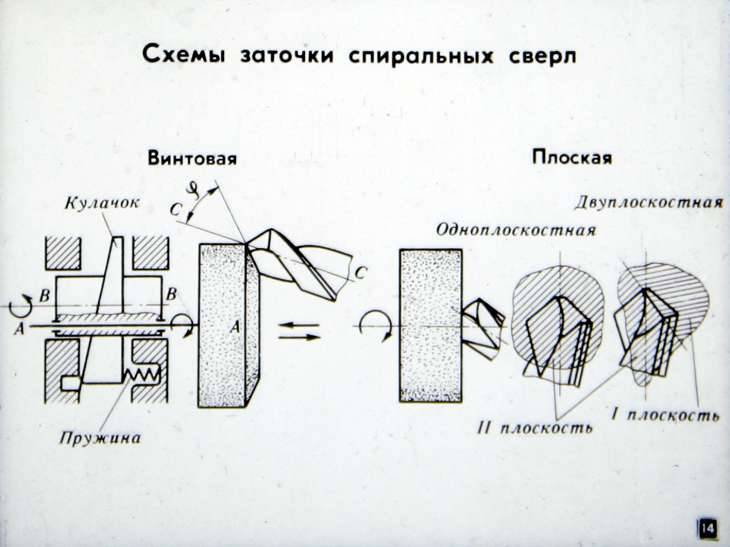
В зависимости от заявленного назначения сверла по металлу могут иметь отдельный вид заточки. Этот параметр также меняется в зависимости от толщины. Одноплоскостной вид заточки применим только для диаметров до 3 мм. Такие свёрла используют для мелких работ, чаще в радиоэлектронике и моделировании. Двухплоскостные сверла применимы в большинстве бытовых задач, в зависимости от диаметра. Конический тип заточки относят к узконаправленному инструменту – сверло универсального диаметра применяют для подготовки отверстий в алюминиевых листах. При затачивании наконечников используют такие методики:
- Ручная заточка – можно осуществить при помощи бруска или напильника. Недостаток – сложность выдерживания угла, что приводит к несоответствию симметрии режущей кромки.
- Бытовые станки – устройства для выдерживания строгого угла заточки. Если механизм заводского производства, то его можно настроить на точный угол и выставить только крайнюю часть.
- Промышленное оборудование для затачивания буров отличают по высокой мощности. Процедура проходит в полуавтоматическом режиме – достаточно вставить сверло в паз нужного диаметра и задать угол.
Внимание!
У промышленных устройств в бытовом варианте есть упрощенные аналоги с креплением на электродрель. При широком выборе диаметров можно заточить все сверла, для домашнего хозяйства.
Как отдельную разновидность прибора для затачивания инструмента выделяют электроточило. Этот аппарат относят к универсальной технике, так как на нем можно выполнить большее количество манипуляций. При затачивании сверла на электроточиле нужно крепко удерживать инструмент, так как вращение наждачного круга вырывает его из рук и сбивает угол.
Как изготовить станок для заточки спиральных сверл
В качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.
- Ось подручника должна совпадать с осью вращения точильного круга, при этом она может располагаться с ней в одной горизонтальной плоскости или быть выше нее.
- Все элементы создаваемой конструкции должны быть надежно зафиксированы, чтобы обеспечить безопасность выполнения заточных работ.
- Конструкция приспособления должна допускать возможность выполнения заточки сверл как в ручном, так и в полуавтоматическом режиме.
- Устройство подручника должно предусматривать возможность расположения хвостовика сверла под любым углом.
Приспособление для заточки сверл в сборе
При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат.
Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.
Детали приспособления
Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки.
Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
- опорная пластина – 4 мм;
- направляющая пластина для сверла – 5 мм;
- остальные элементы конструкции – 3 мм.
Подручник приспособления, на верхней части которого устанавливается опорная пластина, необходимо надежно зафиксировать на корпусе точильного станка. Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства.
Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения.
Направляющий паз пластины
Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов.
Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется.
Установка сверла в направляющий паз пластины
Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла.
Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
- Инструмент выставляется в направляющей канавке приспособления таким образом, чтобы его режущая кромка располагалась параллельно краю направляющей пластины.
- После регулировки положения сверло медленно подается к рабочей поверхности вращающегося точильного круга.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете.
Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами.
Специфика заточки сверл с различной формой режущей части
Первым признаком, свидетельствующим о том, что сверло нуждается в заточке, является характерный скрип в начале его работы. Пренебречь данным показателем нельзя, потому как это может иметь дальнейшие негативные последствия:
- кромка сверла начнет крошиться;
- двигатель будет испытывать перегрузку;
- появятся заусенцы на обрабатываемой поверхности.
В первую очередь, способ заточки будет зависеть от формы режущей части сверла
Вопрос о том, как правильно заточить сверло, будет рассмотрен на примере спирального варианта. Способ заточки зависит от формы, которую необходимо придать режущей части. Вид заточки может быть следующим:



- одноплоскостным;
- двухплоскостным;
- цилиндрическим;
- коническим.
В ходе одноплоскостной заточки сверло просто приставляется параллельно к абразивному кругу, не перемещается. Таким простым способом можно затачивать сверла размером до 3 мм. Двухплоскостная заточка выполняется подобным образом.
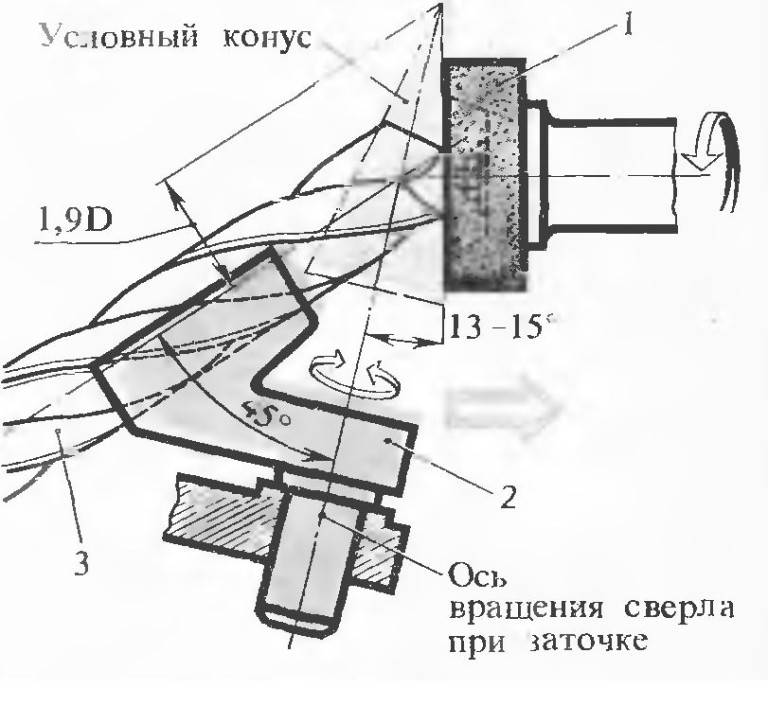
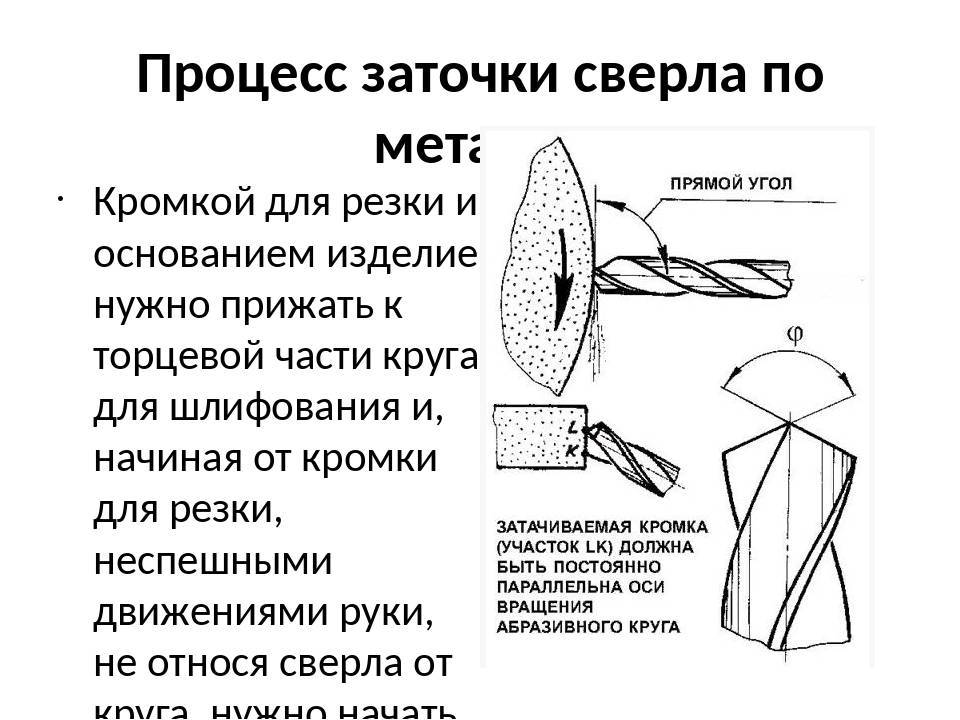
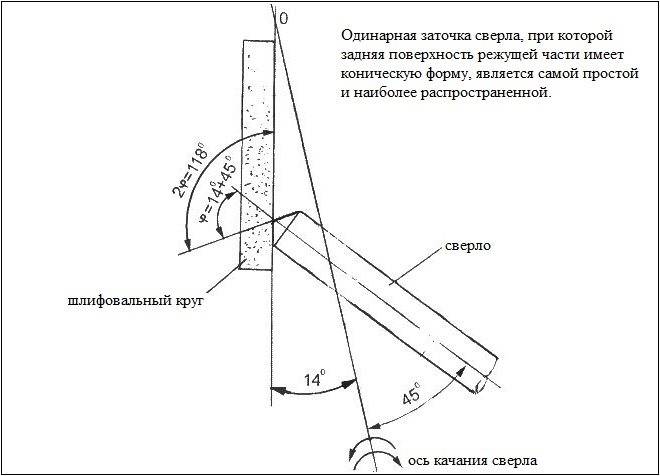
Несколько сложнее производится коническая заточка. Сверло следует взять двумя руками: левой – ближе к конусной рабочей части, правой – за хвостовик. Прижимать инструмент нужно к торцевой части шлифовального круга режущей кромкой и задней плоскостью. Правой рукой следует покачивать сверло. Подобным способом выполняется и цилиндрическая заточка.
Заточка сверла конической формы производится с торцевой стороны шлифовального круга
Как заточить сверло правильно: возможные ошибки и их предупреждение
Несмотря на большое количество информации о том, как точить сверла по металлу, даже имея достаточные теоретические, а иногда и практические знания, многие допускают ряд ошибок. Предсказать последствия нетрудно: при обточке крошится режущая кромка, инструмент перегревается, рез имеет погрешности размеров, возможны шероховатости и неровности на обработанных поверхностях.
К типичным ошибкам при заточке сверл относятся следующие отклонения от нормы:
- Разная длина режущих кромок. Центр сверления является смещенным относительно оси инструмента. Заточенное таким образом сверло будет испытывать биение, попасть точно в центр станет крайне затруднительным. Чаще всего такие сверла в процессе работы ломаются.
- Асимметричность углов при точно выставленном центре. После такой обработки у инструмента останется рабочей только одна режущая кромка. Сверло будет нагреваться, а выполненное им отверстие приобретет диаметр больше, чем у инструмента.
Ошибки при заточке сверл допускают не только новички, но иногда даже профессионалы
Перечисленные выше ошибки более всего являются следствием неправильно разработанного точильного устройства. И здесь снова стоит вернуться к чертежам. Приспособление для заточки сверл своими руками должно иметь функциональный держатель угла заточки. Его применение обеспечит правильное выполнение обработки режущих поверхностей.
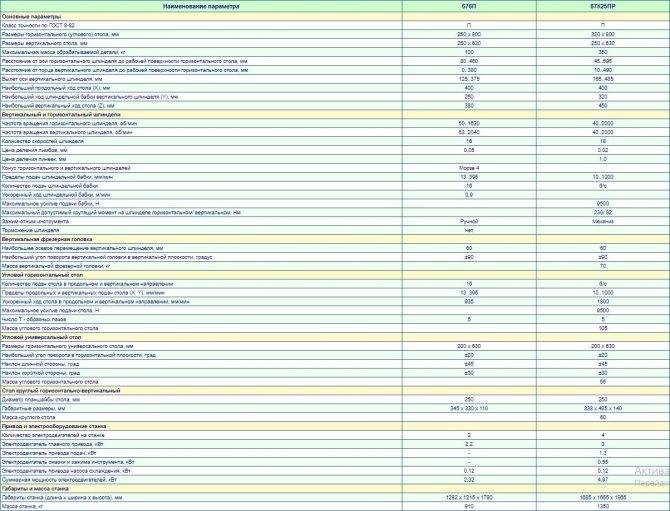
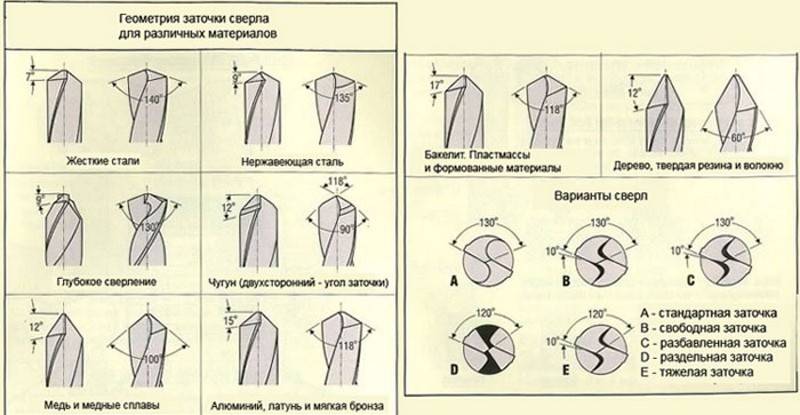
Показатели величины углов заточки сверл по металлу
Независимо от того, на каком устройстве выполняется заточка, процесс должен быть контролируемым. В данном плане наиболее совершенные станки с электронным управлением. Возможность регулировки на электромеханических устройствах также позволяет качественно выполнить обработку.
Очень важным показателем является величина угла заточки. Она неодинакова у разных материалов, так как последние отличаются уровнем плотности и спецификой структуры.
Таблица, содержащая информацию о правильных углах заточки сверл:
| Обрабатываемый материал | Угол заточки |
| Сталь, чугун, бронза твердосплавная | 115-120° |
| Бронза мягкая, латунные сплавы | 125-135° |
| Медь красная | 125° |
| Алюминий и мягкие сплавы на его основе | 135° |
| Гранит, керамика | 135° |
| Древесина любых пород | 135° |
| Магний и сплавы на его основе | 85° |
| Силумин | 90-100° |
| Пластик, текстолит | 90-100° |
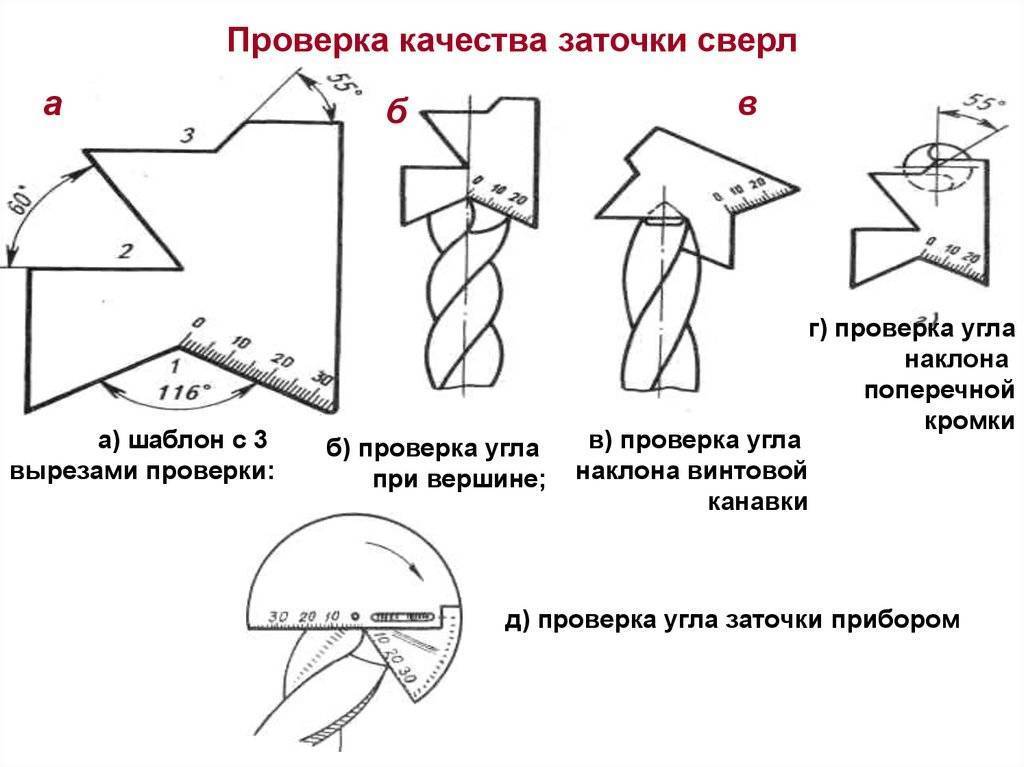
Контролировать правильность заточки сверл удобно при помощи шаблонов.
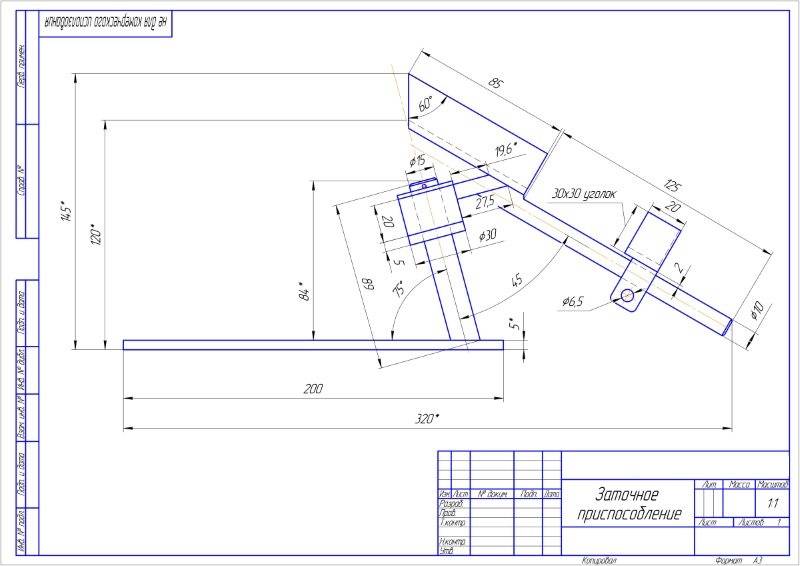
Чертеж приспособления для заточки сверл
Если говорить о тех сверлах, которые используются мастерами в домашних условиях, то стоимость их в магазинах невысока. Но даже в этом случае не стоит использовать их как расходный материал для одноразового применения. Ведь обновление сверла до самого хорошего рабочего состояния не составит большого труда, если мастер имеют сноровку или специальные приспособления.
Есть фабричные станочки, которые предназначаются для затачивания, но это отдельная статья расходов, поэтому чаще всего мастера создают такие устройства своими руками.
Больше всего проблем создают сверла по металлу, а деревянные заготовки не так скоро снижают остроту режущих кромок.
Чтобы изготовить станок для восстановления остроты режущих элементов, необходимые средства контроля (шаблон), который используется для поверки инструмента.
Обычно инструменты по черному металлу, твердосплавной бронзы, стали или чугуна — с углом кромки 115-125 градусов. Длина другого материала эти параметры иные.
для мягкой бронзы, красной меди – 125, для латунных сплавов – 135;
для алюминия и мягких алюминиевых сплавов, гранита, керамики и древесины – 135 градусов;
для магния и его сплавов – 85 градусов;
для пластика, текстолита и силумина – от 90 до 100 градусов.
Мастера при необходимости делают шаблоны соответственно указанным выше данным. Кстати, теоретически единичный экземпляр сверла может подойти для всех этих металлов и других материалов, если каждый раз точить разные рабочих поверхностей.
Элементарное кустарное приспособление, которое часто применяется, втулки, приделанные к основанию. В интернете много чертежей для самостоятельного изготовления. Нужно учесть, что инструмент должен быть хорошо зажат, точность зависит от 1 градуса.
При желании можно изготовить значительных размеров обойму, применив алюминиевые или медные трубки соотносительное с типовыми характеристиками сверл или в заготовке из мягкого металла просверлить много дырок. Необходимо, чтобы у точилки был комфортный подручник, чтобы перемещать устройство и удерживать упор.
Этот примитивный станок для заточки легко установить на верстак или столик.
Суть проблемы: есть свёрла, их надо точить.Будем использовать один из методов заточки, близкий к заводским. Ловить руками лень. Лучше обезьяний способ — поставил и готово. На изготовление приспособления по готовому чертежу ушел приблизительно 1 час времени.
Читать также: Осциллограф для смартфона андроид
Немного сварочных работ по шаблону. Был сделан уголок. Надели шайбу, она просто напрессована.
Попробуем первые заточки, если всё собрано правильно, будем дорабатывать и окультуривать, делать приспособление на скорую руку.

После заточки сверла проводим тест. Видны две литьевые стружки, значит, заточка проведена правильно.
Единственный недостаток — одна стружка длиннее другой, значит промазали по длине кромок. Надо сделать упор, который станет регулировать длину
Видео канала «Anton Fomenko».
Другие виды заточек
 Любые металлические инструменты и аксессуары должны быть, что называется, в «полной боевой готовности». Впрочем, помимо свёрл по металлу, существуют ещё и свёрла по дереву, и точить их тоже может далеко не каждый. Что же ещё наиболее часто нуждается в заточке?
Любые металлические инструменты и аксессуары должны быть, что называется, в «полной боевой готовности». Впрочем, помимо свёрл по металлу, существуют ещё и свёрла по дереву, и точить их тоже может далеко не каждый. Что же ещё наиболее часто нуждается в заточке?
Насадка на дрель для заточки ножей
Тупые ножи раздражают каждого: от домохозяйки до хозяина дома. Тупым ножом проще порезаться, чем работать. И, как и свёрла, ножи дано точить не каждому. Существуют всевозможные насадки на дрель или шуруповёрт, с помощью которых можно точить как ножи, так и ножницы. Эти насадки применимы для электроинструментов с кулачковыми патронами.
Что можно точить этими устройствами:
- Ножи.
- Ножницы.
- Стамески.
- Шила.
- Отвёртки.
- Стамески.
- Зубила и т. д.
Ножи и ножницы должны быть с гладкими лезвиями. Кроме того, эти устройства можно использовать как небольшой наждак или мобильный шлифовальный инструмент. Желательно использовать для шуруповёрта или дрели специальную стойку (штатив) — так будет работать куда удобнее. При отсутствии такового можно использовать обычные слесарные тисы. Параметры:




- Наждачные круги — 2 шт.
- Диаметр кругов — 49 мм.
- Толщина кругов — 7 мм.
- Оптимальные обороты — 1500.
- Приводной вал, диаметр — 6 мм.
Многофункциональные точилки
Да, таковые имеются, но стоят они гораздо дороже, чем вышеуказанные точилки. Многофункциональные же точат:
- Ножи.
- Ножи рубаночные.
- Ножницы.
- Шампуры шашлычные.
- Зубила.
- Стамески и т. д.
Достоинства этих многофункциональных точилок ещё и в том, что конструкцией предусматривается изменение угла заточки, и это немаловажно для выполнения различных точильных работ. Те же свёрла порой требуют разную заточку, а не фиксированную
https://youtube.com/watch?v=xkptzEKyW1w
Виды изделий
Особенность сверла для бетона — наличие особой напайки, выполненной из сплава очень большой прочности, по твердости практически, как алмаз. Такие победитовые инструменты превосходят по прочности все прочие изделия.
Их можно классифицировать как:
- Сверло для дрели. Хвостовик конструкции выполнен в форме цилиндра или многогранника.
- Сверло для перфоратора. Хвостовик имеет форму цилиндра с выемками, а на его поверхности имеется маркировка SDS MAX или SDS PLUS.
Сделать отверстие в железобетоне, с использованием простой дрели, не всегда возможно. Для этого применяется перфоратор, с ударным сверлом для бетона, которое называется буром.
Чтобы представить, чем отличается бур от сверл для разных материалов, стоит познакомиться с тем, как выглядят эти инструменты:
Таблица 2 — сверла:
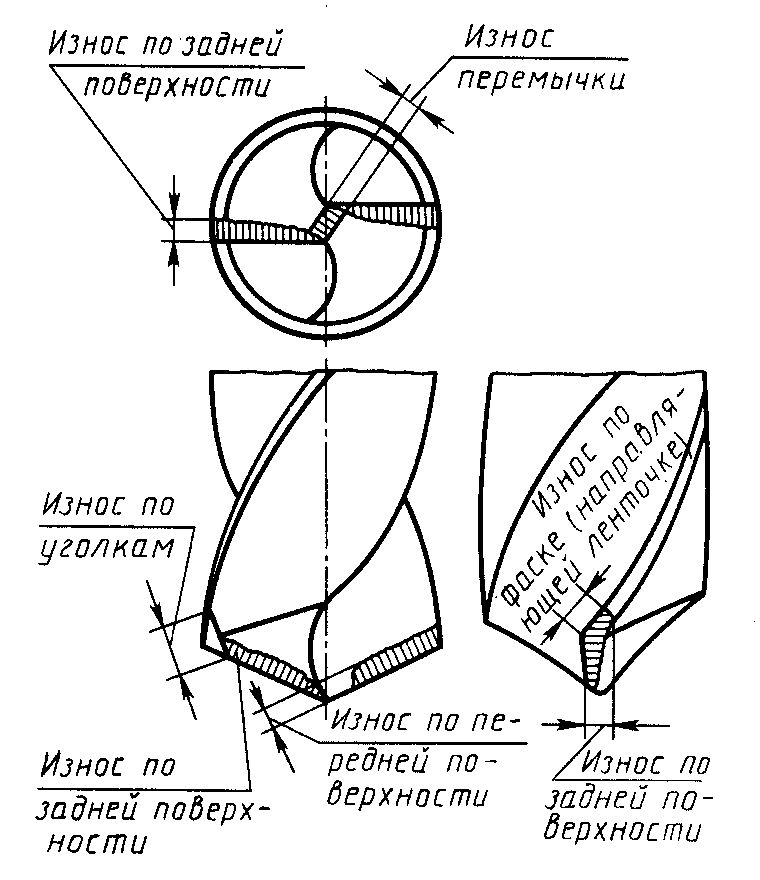
Особенности различных видов заточки сверл
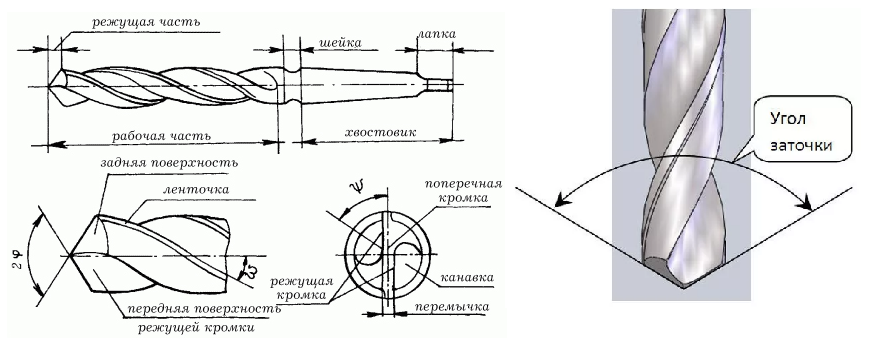
Правильность выбранного метода зависит от точной оценки износа отдельных элементов. Наибольшему износу подвергаются:
- задняя или передняя поверхность;
- перемычка;
- установленные углы;
- снятая фаска.
В зависимости от степени износа одного из параметров или одновременно нескольких выбирают вид заточки, способный устранить эти недостатки. Чтобы добиться качественного результата сверления необходимо правильно выбрать диаметр сверла, форму режущей кромки. Для поддержания её в рабочем состоянии, придания необходимой формы следует правильно выбрать способ (вид) заточки.
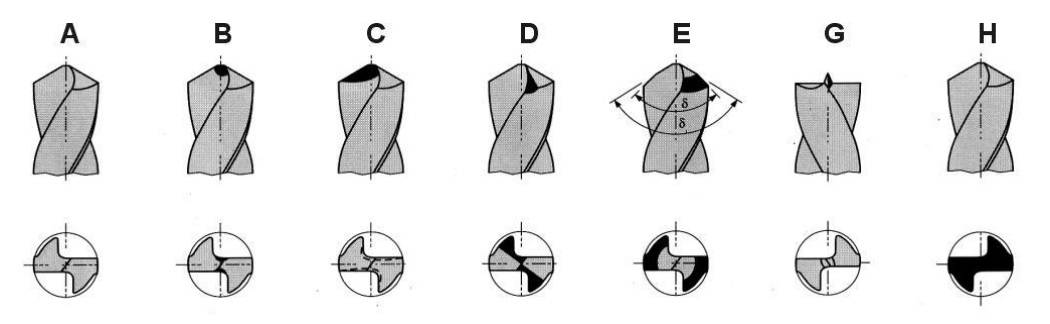
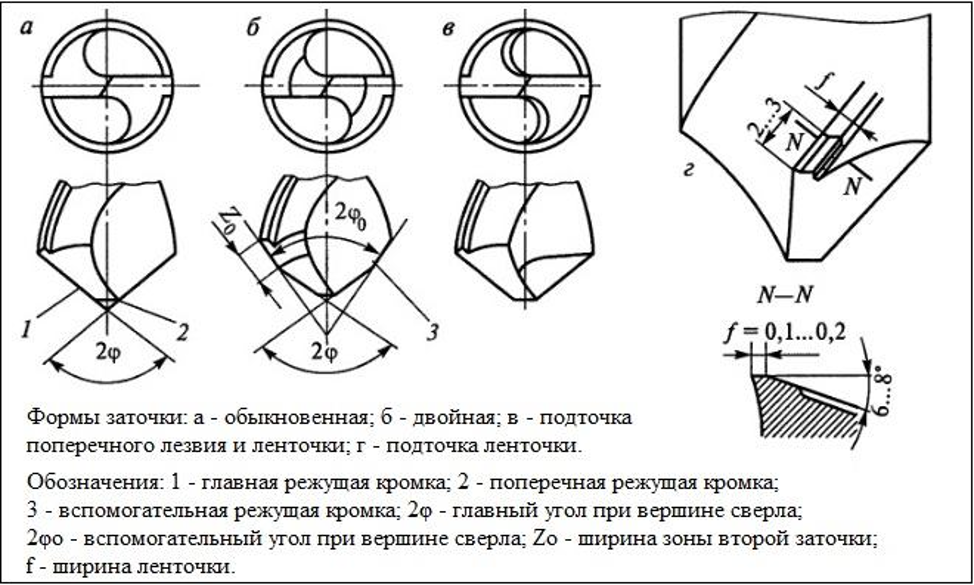
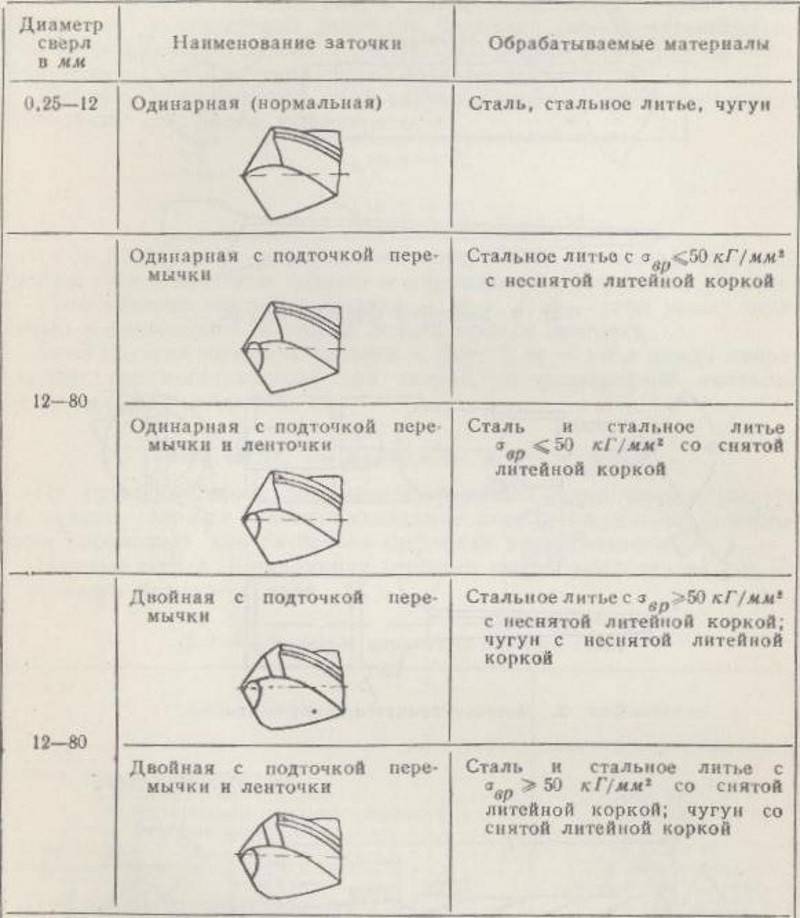
Применяемые виды обозначаются принятыми аббревиатурами и делятся на следующие категории:
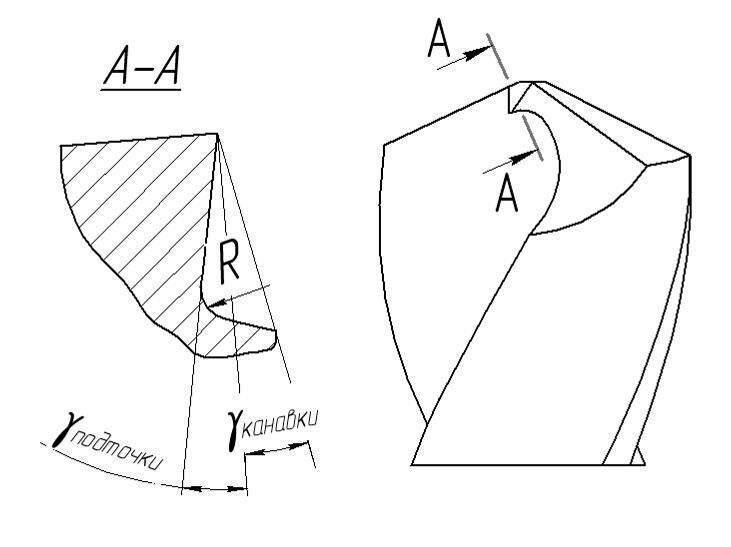
- НП – предполагает последовательное подтачивание поперечной кромки. Это позволяет уменьшить её длину, тем самым снизить величину внешних нагрузок, увеличить срок нормальной работы сверла.
- НПЛ – этот вид предполагает обработку поперечной кромки и ленточки. Что приводит к уменьшению поперечного размера ленточки. Такая обработка способствует получению требуемого заднего угла. Это уменьшает силу трения режущей кромки о поверхность металла;
- ДП – относится к категории двойной заточки. Правильное применение позволяет получить одну поперечную и четыре дополнительных режущих кромки.
- ДПЛ – такая обработка свёрл по металлу предполагает последовательное подтачивание ленточки. В результате создаются лучшие условия для отвода тепла, повышается надёжность и долговечность.
Все виды обработки направлены на создание оптимальных условий при проведении сверления. Описание правил и характеристик заточки установлены соответствующими стандартами. Все параметры заточки сверла по металлу сведены в единую таблицу. В ней приведена геометрия применяемых форм режущей кромки для различных условий резания. Перечисленные виды заточки позволяют производить качественное восстановление параметров режущей части инструмента диаметром до 100 мм
При применении перечисленных методов очень важно учитывать параметры металла, из которого изготовлен инструмент. Это необходимо для правильного выбора точильного инструмента (шлифовального круга)
Например, для качественного восстановления свёрл изготовленных из быстрорежущей стали специалисты советуют применять электрокорундовый шлифовальный круг. Если сверло изготовлено из твердосплавных материалов, целесообразно производить обработку кругом с алмазным напылением. Операция восстановления параметров приводит к существенному нагреву детали, особенно его режущей кромки. Поэтому этот процесс необходимо проводить поэтапно с применением охлаждающей жидкости.
Особое внимание следует уделить восстановлению основных параметров сверла в условиях домашней мастерской. Необходимо обеспечить высокое качество следующих показателей:
- одинаковую длину кромок и ленточки (измерение можно произвести имеющимся мерительным инструментом);
- остроту обеих кромок (проверка проводится визуально);
- значения обоих углов (переднего и заднего).
Для упрощения последней задачи многие мастера изготавливают самостоятельные шаблоны, которые обеспечивают требуемый угол заточки. Точное соблюдение этих параметров, правильная подточка перемычки существенно увеличивает срок службы сверла. Однако существуют определённые виды свёрл, специфика которых значительно затрудняет процесс заточки. Проблемы с заточной спирального сверла или ступенчатого, связаны со сложной геометрией их конструкции. Поэтому заточку таких инструментов производят на специальных станках с применением разработанного оборудования. Особую сложность представляет заточка ступенчатых свёрл по металлу. Такую заточку можно провести только с использованием специального инструмента и большого опыта. Однако следует отметить, что основное количество такого инструмента вообще не подлежит повторной заточке. Не один из методов не применим к свёрлам с алмазным напылением или другими твёрдыми насадками.
Общие сведения
Основным критерием правильной заточки ножей является проведение этой операции под нужным углом. Если затачивать нож вручную, то задать и сохранить угол заточки на протяжении всего процесса трудно. Заточка ножей с помощью станка позволяет сохранить первоначально установленный угол заточки лезвия на протяжении всего процесса работы. Заложенная в конструкцию «приспособы» для заточки ножей, возможность смены наждачного камня на ленточную наждачную бумагу, позволяет произвести не только заточку ножа, но и его финальную «доводку».
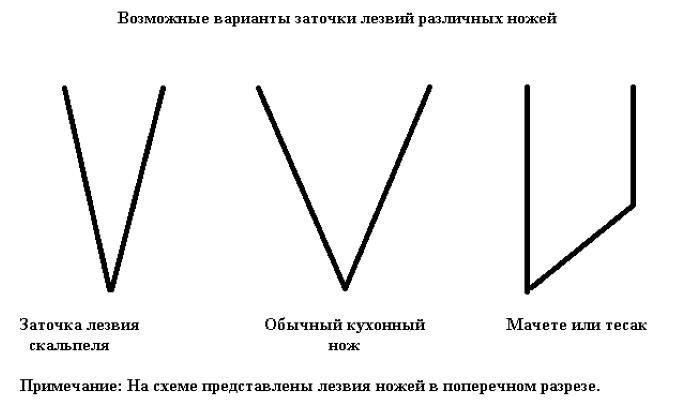
Углом заточки любого лезвия называется угол, под которым две стороны режущей кромки расположены относительно друг друга. Его значение определяется исходя из того, что будет резать затачиваемый нож. Если нож предназначается для обрезки, или даже обрубки прочных материалов, то угол заточки делают большим. Резка мягких, легко мнущихся поверхностей требует более малого угла заточки.
Законодательно установленных стандартов угла заточки в РФ нет, поэтому каждый заточник ножей руководствуется только собственными требованиями. Однако, есть несколько общих значений, которые получены опытным путем.
- 8˚-10˚- угол заточки лезвия скальпеля, бритвы;
- 10˚-15˚- для резки мягких материалов;
- 15˚-20˚- заточка кухонных ножей;
- 20˚-25˚- для лезвий режущего инструмента (рубанки, строгальные станки, фуганки);
- 20˚-40˚- под таким углом затачивают охотничьи ножи;
- 30˚-50˚- для тяжелых больших ножей, которыми, скорее рубят, чем режут (тесак, мачете).
Все ножи, изготавливаемые путем горячей ковки, проходят несколько этапов обработки после выкова заготовки: обдирка, грубая заточка, тонкая заточка, шлифовка. Такие ножи стоят дорого и используются нечасто.
Ножи бытовые производятся методом штамповки и для их заточки специальных знаний и оборудования не требуется. Однако, их заточка тоже требует сохранения угла, для чего и создано приспособление о котором пойдет речь.
Варианты изготовления
На каком бы приспособлении или станке ни выполнялась заточка сверла по металлу, ее качество необходимо контролировать. Для этого используется специальный шаблон, который также может быть серийным или изготовленным своими руками. Этот шаблон необходим прежде всего для контроля точности углов режущей части, которые формируются в процессе заточки сверла. Инструменты, используемые для работ с различными материалами, отличаются друг от друга в том числе величинами таких углов. Узнать точные значения последних можно из справочной таблицы.




Работая с разными материалами и зная величины углов режущей части сверл для таких материалов, можно изготовить сразу несколько шаблонов и использовать их для контроля правильности заточки одного и того же сверла, выступающего в данном случае в роли универсального инструмента.
В качестве простейшей приспособы для заточки сверл можно применять втулку с внутренним диаметром, соответствующим поперечному размеру сверла, жестко закрепленную на надежном основании под определенным углом. Подбирая втулку для такого приспособления, необходимо следить за тем, чтобы диаметр ее внутреннего отверстия строго соответствовал поперечному размеру затачиваемого сверла. Нельзя допускать, чтобы обрабатываемый инструмент болтался в таком отверстии, так как даже 1–2° отклонения его оси от требуемого значения может серьезно снизить качество и точность выполняемой заточки.
Самодельное приспособление для заточки сверл лучше сразу оснастить обоймой из медных или алюминиевых трубок, внутренние диаметры которых соответствуют типовым размерам чаще всего используемых вами сверл. Можно поступить проще и дополнить такое приспособление, применяемое для заточки сверл, деревянным бруском. В бруске надо просверлить отверстия, соответствующие размерам инструментов различного диаметра. Важнейшим элементом конструкции такого приспособления является подручник, который одновременно решает несколько важных задач:
- обеспечивает правильную фиксацию сверла и его точное перемещение по отношению к поверхности точильного круга;
- выступает в качестве надежного упора для обрабатываемого инструмента.
Подобным приспособлением на основе дубового бруска с отверстиями разного диаметра пользовались еще наши деды, которые с его помощью выполняли качественную и точную заточку сверл. Основная задача, которую должен решать самодельный станок или приспособление, используемые для заточки сверл, – правильно ориентировать режущую часть обрабатываемого сверла по отношению к рабочей поверхности точильного круга.
Чтобы изготовить самодельный станок для заточки сверл, можно использовать различные конструктивные исполнения подобных приспособлений. Соответствующие чертежи несложно найти в интернете. Более того, если понять принцип работы такого устройства, то свой заточный станок можно изготовить и по собственной конструкции.
Чертежи деталей приспособления
Промопора Площадка промопоры Подвижная площадкаКрепление сверла и упорный винт Поворотная площадка Болты, гайки, штифты и шайбы
Существует важное правило, которое необходимо соблюдать при работе с таким приспособлением: в процессе его использования затачиваемое сверло не должно проворачиваться вокруг своей оси. Если инструмент провернется даже на небольшой угол, заточку придется выполнять заново
После заточки сверла ему следует дать остыть. Затем надо проверить его восстановленные геометрические параметры при помощи шаблона. Необходимо иметь в виду, что режущие кромки инструмента могут отличаться друг от друга по длине не более, чем на десятые доли миллиметра
Особенно важно соблюдать это требование для сверл, отличающихся небольшим диаметром
- Длина режущих кромок даже при их симметричности и правильно подобранных углах является неодинаковой, соответственно, центр сверления смещен относительно оси инструмента. Сверло, при заточке которого допущена такая ошибка, будет создавать сильное биение в процессе сверления, а попасть им в центр будущего отверстия на поверхности заготовки будет достаточно сложно. Заточенный таким образом инструмент с большой долей вероятности сломается в процессе дальнейшей эксплуатации.
- При точной центровке сверла углы, под которыми располагаются его режущие кромки, несимметричны. Поскольку из-за этого будет работать только одна режущая кромка, сверление будет происходить медленно, при этом наконечник инструмента будет активно нагреваться. Это приведет к отпуску металла, из которого изготовлено сверло, а создаваемое отверстие окажется разбитым (будет иметь диаметр, превышающий поперечный размер самого инструмента).
Какой точильный станок для сверл лучше выбрать
Перед покупкой точильного станка необходимо четко определиться со своими требованиями к устройству. Для применения в домашних условиях и в гараже хорошо подходят недорогие, но надежные модели агрегатов с компактными габаритами. Бюджетную точилку стоит купить, если обрабатывать сверла предстоит только время от времени. Даже у хороших дешевых агрегатов запас долговечности не слишком высокий.
Перед приобретением устройства требуется убедиться, что оно взаимодействует с оснасткой нужного размера. Желательно отдавать предпочтение легким моделям инструмента — их можно будет транспортировать и использовать как дома, так и на даче.
Критерии выбора наждачного круга для станка
Круги для заточки сверл, применяемые в устройствах с закрытым корпусом (а это основная часть бытовых станков), очень часто имеют редко используемые размеры и форму, поэтому их достаточно сложно найти в открытой продаже. Чаще всего они изготовлены из электрокорунда с зернистостью от 80 до 100 мкм
При выборе заточного станка, особенно с полностью ручным управлением, необходимо в первую очередь обращать внимание на устройства с более мелкой зернистостью
В более дорогих моделях станков для основной заточки и подточки сверл нередко используют алмазные диски. Этот вариант является предпочтительным, поскольку такой абразивный инструмент имеет более высокую геометрическую точность и лучший теплоотвод.
У мини-станков с кондуктором нет ограничителя подачи сверла, производитель рекомендует просто «слегка нажать несколько раз». Никто не пробовал сделать простое приспособление для реализации этой функции, а заодно и точного поворота на 180º?