

Как правильно выбрать флюс
Наиболее удачные флюсы для пайки мало испаряются и не горят при повышенных температурах, результаты отложений вещества легко удаляются с поверхности, а если удаление не доступно, то не вызывают коррозии к последующему времени. Разделяются припои на активные и неактивные, первый вариант достаточно сильно взаимодействует с отложениями на металлах, может нанести вред здоровью при процессе пайки. Нейтральный вид более безопасный, однако обработка крупных поверхностей может затянуться на долгое время из-за отсутствия химических воздействий.

Жидкий бесканифольный среднеактивный флюс
Среднеактивные флюсы применяются в мастерских радиотехники. Соединения обрабатываются паяльником, затем флюсом для обеспечения заметного результата и быстрой пайки. Такие растворы обычно не пенятся при нагреве, легко наносятся на места соединений, широко распространены и сравнительно не дороги.
По многолетнему опыту мастеров качественный флюс является гарантом совершенной пайки. Выбор зависит от спецификации вещества, характера работ. Большинство флюсов используют по прямому назначению. Современные гелеобразные припои используются повсеместно, отличаются большим разнообразием активных компонентов и простотой использования.
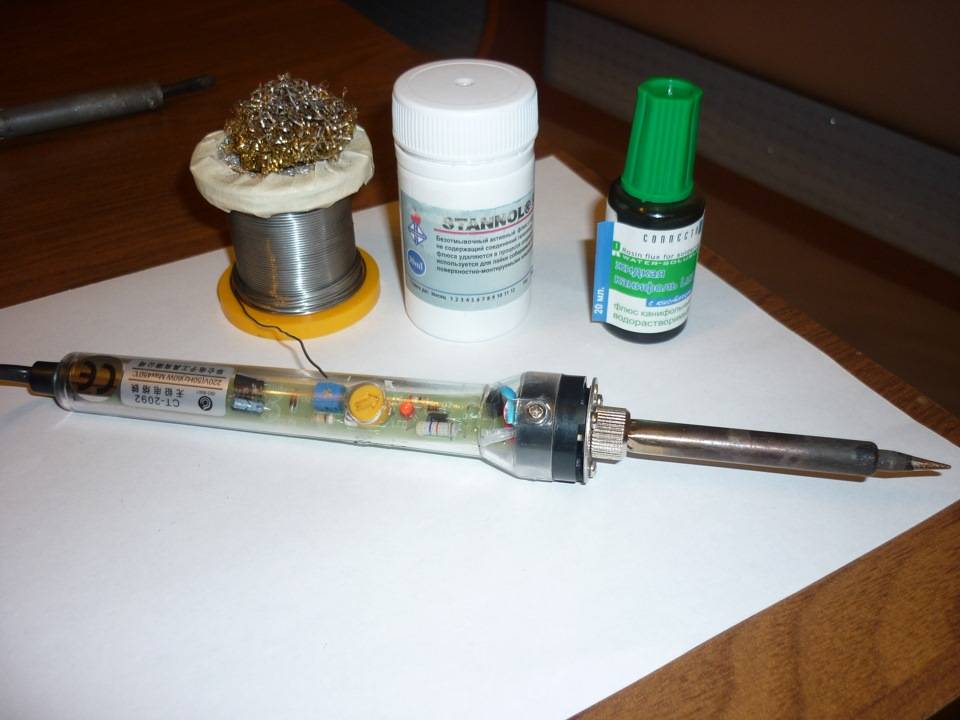
Для выполнения качественных работ необходимы хорошие инструменты. Паяльник, его жало, фен и припой опытный радиотехник подбирает высшего качества, т.к. цена в разнице с аналогами не высока, а качество работы будет на высшем уровне. Применение самых передовых, современных паяльных инструментов не даст возможности произвести достаточно хорошую пайку без сопутствующих флюсов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
В прошлый раз мы рассматривали как запаять микросхемы в корпусах soic и ssop, и как ухаживать за “вечным” жалом
Но от одного жало мало что зависит, важно какой инструмент мы используем и какие припои и флюс
Не будем углубляться в дебри а постараемся рассмотреть поверхностно.
Флюс вещество, предназначенный для удаления оксидов с поверхности под пайку.Имеют три состояния: твердое, жидкое и пастообразное. Также бывает активным и неактивным. Активные нужно обязательно смывать. Неактивные я тоже смываю чтобы было эстетичней, и спалось спокойней.

Обычно начинающим достаточно вот такого неудобного минимального наборщика.

Далее немного о припоях.Обычно для пайки РЭК (Радио электронных компонентов) используют ПОС 60 (Припой оловянно свинцовой цифрой указывают содержание олово (в процентах) к свинцу) или его забугорные аналоги.Бывают с каналом канифоли и без нее (удобно использовать с каналом канифоли) благодаря такому припою я и забыл про канифоль, разного диаметра, для пайки удобно использовать диаметр не более 0.8мм.Существует еще такой тип как паяльная паста — механическая смесь порошка припоя, связующего вещества (или смазки), флюса и некоторых других компонентов.(со слов википедии) очень удобно для запайки чего нибудь однотипного, многоногого и безногого


Во многих отраслях промышленности и производстве используют флюс для пайки микросхем, который служит неотъемлемым атрибутом неразъёмного характера соединения твёрдых материалов между собой. Для того чтобы обеспечить качественное соединение понадобятся специальные наборы, рабочие инструменты, а также расходные вещества в виде припоя и жидкого флюса для пайки микросхем. Согласно общепринятым правилам, материал должен иметь отличную природу низкой температуры плавления, а также малый удельный вес. Сочетание этих факторов позволит флюсу глубже проникать в структуру соединяемых металлических изделий, обеспечивая при этом прочность соединения.

Припои
Наиболее распространенные припои – оловянно-свинцовые, марка – ПОС. Цифра после букв указывает процентное содержание олова. Самый ходовой припой в электронике – ПОС60 (припой оловянно-свинцовый, содержание Sn – 60 %). Оловянно-свинцовые припои обладают хорошей электропроводностью. Поэтому их используют для пайки электронных схем. Механическая прочность ПОС недостаточно велика.
При наличии больших механических нагрузок(вибрация, удары, большая масса деталей) детали дополнительно фиксируются другими методами (скрутка, обжим, винты, заклепки и т. д.). При низких температурах (ниже минус 30 градусов Цельсия) ПОС теряет прочность. Для низких температур необходимо использовать другие припои. В силовых цепях (220 В) запрещается соединять провода только пайкой без дополнительной механической фиксации. При нагреве проводов припой может расплавиться с разрушением соединения и последующим коротким замыканием. Из-за содержания свинца категорически запрещается использовать ПОС для пайки пищевой посуды. Пайке оловянно-свинцовыми припоями поддаются следующие металлы (в порядке ухудшения):
- Драгоценные металлы (золото, серебро, палладий и т. д., а также их сплавы).
- Медь.
- Никель, латунь, бронза.
- Железо, сталь (нержавеющая в том числе).
- Чугун.
- Алюминий.
Как правильно паять с канифолью? Технология пайки алюминия, например, очень сложна. Проще всего паять медь. Дальше будет говориться именно о пайке деталей из меди. Для пайки детали необходимо подготовить, прогреть, соединить, дождаться охлаждения. Про канифоль и что это такое, будет сказано далее.
Виды припоев для пайки медных труб и проводов
Виды припоев для пайки медных жил и труб выглядят следующим образом:
Марка | Характеристика |
1S | Мягкий сплав в состав сплава которого входит серебро. Применяется для медных труб, но может использоваться также для изделий из латуни и бронзы, так как может выдерживать высокие температуры и имеет высокую коррозионную стойкость. Для повышения качества желательно использовать дополнительно флюс, как обыкновенный, так и порошковый |
Rosol 3 | Мягкий сплав для соединения которым нужно использовать флюс. Температура плавления такого материала составляет 240 градусов Цельсия. Они применяют для сварки труб и проводов из меди. Также хорошо взаимодействует с тонкими металлами. |
Rolot 94 | Твердый припой. Материал высокого качества пайки, что предназначен для капиллярной и щелевой пайки труб, у которых нет фитинга. Помимо меди хорошо соединяется с красной бронзой и латунью. Температура плавления составляет от 730 градусов Цельсия, что предполагает использование только с толстыми заготовками. У него достаточно большой интервал между температурой плавления и кипения. |
Rolot 2 | Твердый припой. Относится к сплавам специального типа. В его составе имеется серебро. Используется для всех видов пайки меди и дает соединения высокого качества. |
Виды припоев для пайки алюминия
Марка | Характеристики |
Авиа 1 | Используется практически для всех сплавов из алюминия и является универсальным расходным материалом. Благодаря низкой температуре плавления подходит для соединения проводов. Это мягкий сплав, температура плавления которого до 200 градусов Цельсия. Основой является олово (55%), а также в него входит цинк (25%) и кадмий (20%). |
Castolin 190 | Флюсованный твердый сплав, температура плавления которого составляет 580 градусов Цельсия. Используется как для соединения алюминиево-медных сплавов, так и для чистого алюминия. Состав обладает высокой текучестью и адгезией. Применяется для таких видов как капиллярное спаивания, так и с зазором. Марку часто используют для ремонта электроники и бытовой техники. Поставляется в прутках по 50 см. |
Вилы припоев для пайки нержавейки
Марка | Характеристика |
HTS528 | Универсальный присадочный материал, подходящий для всех процедур по спаиванию нержавеющей стали различных сортов. Это твердый припой, температура плавления которого составляет 760 градусов Цельсия. Материал имеет флюсовое покрытие, которое придает ему красный цвет. Размер одного прутка составляет 45 см при весе в 20 грамм. |
П-81 | Это твердый припой, температура плавления которого составляет 650 градусов Цельсия. Припой часто используется профессионалами для ремонта. В составе встречается нержавеющая сталь, чугун, никель, серебро и прочее. Предел прочности наплавленного материала составляет 170 МПа. Поставляется в прутках по 59 см и диаметром около до 3 мм. |
Выбор припоя
При подборке припоя нужно обращать внимание на температуру плавления материала. Она должна быть ниже, чем этот же показатель у основного материала, иначе он будет расплавляться, что приведет к изменению структуры. Но тут стоит учитывать и особенности эксплуатации, так как при низкой температуре плавления состав не сможет выдержать высокотемпературные режимы использования
Здесь уже больше подойдут твердые марки
Но тут стоит учитывать и особенности эксплуатации, так как при низкой температуре плавления состав не сможет выдержать высокотемпературные режимы использования. Здесь уже больше подойдут твердые марки.
Также важен основной материал. Но здесь не всегда идет полное соответствие, как в сварке. К примеру, виды припоев для пайки медных проводов будут содержать медь в своем составе, но для пайки алюминия могут использоваться припои, в которых нет алюминия.
Для длительных операций, когда нужно много паять, лучше подбирать материал в длинных прутках, чтобы лишний раз не прерывать температурную обработку. Для домашней сферы лучше всего подходят проволочные припои и аморфные, так как их применение происходит периодически и в малых количествах.
Особенности состава пищевых припоев
Безопасным сплавом считается олово, поэтому основная доля всех припоев изготавливается на его основе. В состав входит ограниченное количество элементов, поэтому пищевых разновидностей немного. Элементы для «чистых» припоев:
- Медь, содержание которой находится в пределах 10%, что не повышает токсичность.
- Цинк также часто используется в качестве основного или добавочного элемента.
- Висмут. Он безвреден, его содержание в небольшом количестве относится к добавочному, и такие припои больше применяются для медицинских целей.
Нельзя использовать сурьму в больших количествах, категорически запрещен кадмий, который имеет высокий уровень токсичности.

Припой пищевой
Применение «чистых» припоев также определяется толщиной соединяемых деталей и допустимой температурой плавления для конструкций и изделий. Например, припой для пищевой меди по химическим свойствам может быть медно-серебряный, оловянно-цинковый и оловянно-медный, но температура плавления серебряных (670-800 °С) и использование горелки не подойдут для тонких конструкций, а также для металлов с температурой плавления, приближенной к температуре плавления припоя. Именно поэтому наиболее распространены оловянные сплавы, которые способны соединять различные металлы и «работают» при нагреве до 250 °С.





Разновидности
Пищевые припои для пайки используются в нескольких типах.
Серебряные. Здесь могут быть взяты модификации с добавлением никеля, меди, висмута, марганца. Температура их плавления составляет 670-800 градусов, что требует использования горелки для разогрева. Соединять конструкции нужно без применения нагрузок или давления на нее.
Хромоникелевые. Обеспечивают высокую прочность соединения, но для повышения прочности могут дополнительно быть легированы кальцием, натрием, никелем.
Медно-фосфорные. Низкоплавкие (до 450 °С), нужны для работы с медными изделиями. Образуют прочное соединение, для взаимодействия с которым требуется горелка соответствующей мощности.
Оловянные. Наиболее распространены «мягкие» разновидности с температурой плавления 250 °С. В их состав могут входить следующие элементы: медь, цинк, висмут. Их используют для неответственных деталей, а также соединяемых элементов тонкого сечения. Для некоторых изделий может потребоваться особый пищевой припой: для пайки самовара, например, применяют чистое олово или варианты с его содержанием 90%. Это одна из самых экологически чистых марок низкоплавкого припоя.

Процесс пайки пищевой нержавейки и меди
Области применения
Назначение зависит от используемых металлов для самих изделий, их конфигурации и толщины. Основные пищевые металлы — это:
Нержавейка
Метод ее соединения зависит от толщины листа: если она менее 3 мм и при отсутствии требований по прочности шва, можно использовать оловянные сплавы. Но лучшим считается серебряный припой для пайки нержавейки пищевой, особенно если в него входит небольшое количество никеля. Он имеет схожий цвет и коррозионную стойкость. Во втором случае нужно учитывать условия работы с нержавейкой, а также ее физико-химический состав, не каждый из которых может без последствий подвергаться столь высокому нагреву, который нужен для расплавления твердых припоев. Сложными являются сплавы с содержанием никеля более 25%, которые начинают при длительном нагреве до +500-700 °С выделять карбиды (снижается стойкость к коррозии).
При печном спаивании применяют серебряно-марганцевые или хромоникелевые разновидности. Пайка проводится с использованием буры.
Медь с латунью, нержавейкой
Комбинирование металлов усложняет пайку. Разница температур плавления и свойства металлов усложняют выбор припоя, флюса и, соответственно, технологии. Применение паяльника в большинстве случаев нерентабельно из-за использования твердых припоев и/или больших площадей соприкосновения. В качестве универсальной технологии подойдет пайка горелкой, поскольку это ускорит процесс, предотвращая окисление флюса. Для неответственных деталей вполне уместны латунные припои, для ответственных — стоит остановиться на более дорогом и качественном медно-фосфорном варианте.
Заключение
Для производственных масштабов разработаны нормы расхода припоя для пайки по ГОСТ, без которого невозможно рациональное применение дорогостоящих материалов. Оценка результативности проводилась на основании табличных данных свойств материала, базирующихся на измерении и сравнительных расчетах. Нормированию также подлежат и дополнительные элементы: флюсы, защитные, окислительные среды, расходные элементы для пайки.
Характеристики отдельных марок
Все представители категории относятся к легкоплавким припоям. Оловянно-свинцовые сплавы при любом соотношении исходных металлов плавятся при температуре до 450 °С. ПОС регламентированы ГОСТом.
Производители поставляют припойную продукцию:
- в литых чушках;
- в виде проволочных изделий;
- лентообразной фольги;
- трубчатой продукции с флюсами внутри;
- порошков или пастообразной массы.
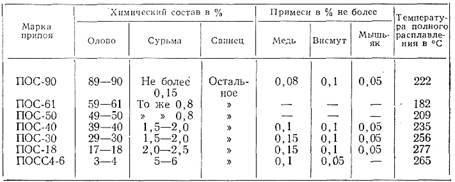
Больше половины олова
В сплаве, содержащем 90 % олова, остальную часть массы составляет свинец. Припой ПОС-90 имеет температуру плавления 220 ℃.
Применяется для пайки изделий, которые впоследствии будут подвергаться гальванической обработке золотом или серебром.
Оловянно-свинцовый припой с 61 % олова имеет более доступную температуру плавления, равную 191 °С. ПОС-61 используется для изготовления тонких контактов деталей из медных и стальных сплавов в различных измерительных приборах. Места нанесения сплава не должны подвергаться сильному нагреванию.
Припой модно применять для пайки проводов, имеющих толщину до 0,08 мм, в обмотке. Он может подвергаться действию токов высокой частоты.
Припой используют во всех ситуациях, требующих большой прочности и надежности соединения радиоэлементов, компонентов микросхем. Им можно паять провода, защищенные оболочкой из поливинилхлорида.
Оловянно-свинцовый припой, содержащий равные доли двух металлов, обозначается как ПОС-50. Он плавится при температуре 222 ℃. Применим во всех ситуациях, где может использоваться ПОС-61.
Отличие сводится к тому, что данный припой имеет более высокую температуру плавления. Если контакт может нагреваться это качество будет полезным.
Меньше половины олова
Швы, для которых велика вероятность нагрева до еще более высоких температур, следует паять посредством припоя ПОС-40. Температура плавления оловянно-свинцового сплава, содержащего от 39 % до 41 % олова, составляет 238 °С.
Обращаем внимание на то, что представленные показатели характерны для окончательного плавления сплава. Начинается процесс при несколько более низких температурах. Сплав предназначен для работы с проводами, деталями из разных металлов
Сплав предназначен для работы с проводами, деталями из разных металлов
Образующийся шов имеет меньший запас прочности, чем соединения, полученные сплавами с большей массовой долей олова. Припой используют для получения соединений, не подвергающихся большой механической нагрузке
Сплав предназначен для работы с проводами, деталями из разных металлов. Образующийся шов имеет меньший запас прочности, чем соединения, полученные сплавами с большей массовой долей олова. Припой используют для получения соединений, не подвергающихся большой механической нагрузке.
Еще большую температуру окончательного расплавления имеет сплав ПОС-30. Она равна 256 ℃.
Этот оловянно-свинцовый припой используется для пайки швов, не подлежащих нагрузке, из медных и стальных материалов.
Припой ПОС-18 окончательно расплавляется при 277 ℃. Образующийся шов имеет небольшую механическую устойчивость.
Представленный оловянно-свинцовый сплав можно применять для лужения, пайки ненагружаемых медных деталей, изделий из оцинкованного железа.
Оловянно-свинцовый сплав, содержащий всего 10 % олова, имеет максимальную в этом ряду температуру плавления, равную 299 ℃, и минимальную прочность.
ПОС-10 может использоваться для пайки, лужения контактов на поверхности приборов реле. ГОСТ позволяет применять состав для обработки контрольных точек в топках паровозов. В настоящее время паровозы остались уже только в музеях, иногда их приходится ремонтировать, реставрировать.
Особенности материала
Припой характеризуется высокой текучестью, поэтому может использоваться совместно с бытовыми паяльниками. Это является большим преимуществом, как и высокое качество пайки. Расплавленный припой ПОС 61 хорошо проникает в отверстия и трещины, что гарантирует прочность соединения. Также необходимо упомянуть смачиваемость детали, что гарантирует качественную пайку и снижает риск появления брака до минимума.
Концентрация основных элементов припоя и их пропорция в составе определяют его характеристики. Добавление других элементов дает возможность расширить область применения, а также повысить универсальность присадки. Это позволяет паять различные металлы, которые встречаются в технической сфере, например, сталь с цинковым покрытием, медь, латунь и пр.
Благодаря невысокой температуре при работе обеспечивается возможность использования припоя ПОС 61 ГОСТ 21931-76 для соединения элементов радиоэлектроники, где требуется особенная точность и тщательность, а также соблюдение температурного режима. Такое преимущество сохраняется и при пайке тонких листов металла, а также других теплочувствительных предметов. Данный фактор положительно сказывается на еще одном достоинстве – возможности использования в качестве средства для лужения жала паяльного инструмента, а также деталей в местах проведения работ.
Читать также: Отпуск ножа после закалки
В состав припоя ПОС 61 входит свинец, вместо которого могут вводиться другие компоненты. Также среди составляющих присадки имеются олово и сурьма, последняя используется во всех припоях серии. Герметичность при пайке обусловлена отменным качеством шва и хорошим проникновением состава в детали. Это дает преимущество при работе в домашних условиях с трубами, изготовленными из меди и используемыми для прокладки инженерных сетей.
Простота применения также положительно сказывается на популярности припоя. Он способен хорошо заделывать трещины и отверстия в различных сосудах для хранения жидких составов. К тому же, ПОС имеет небольшую температуру плавления, что позволяет использовать его с термочувствительными элементами.
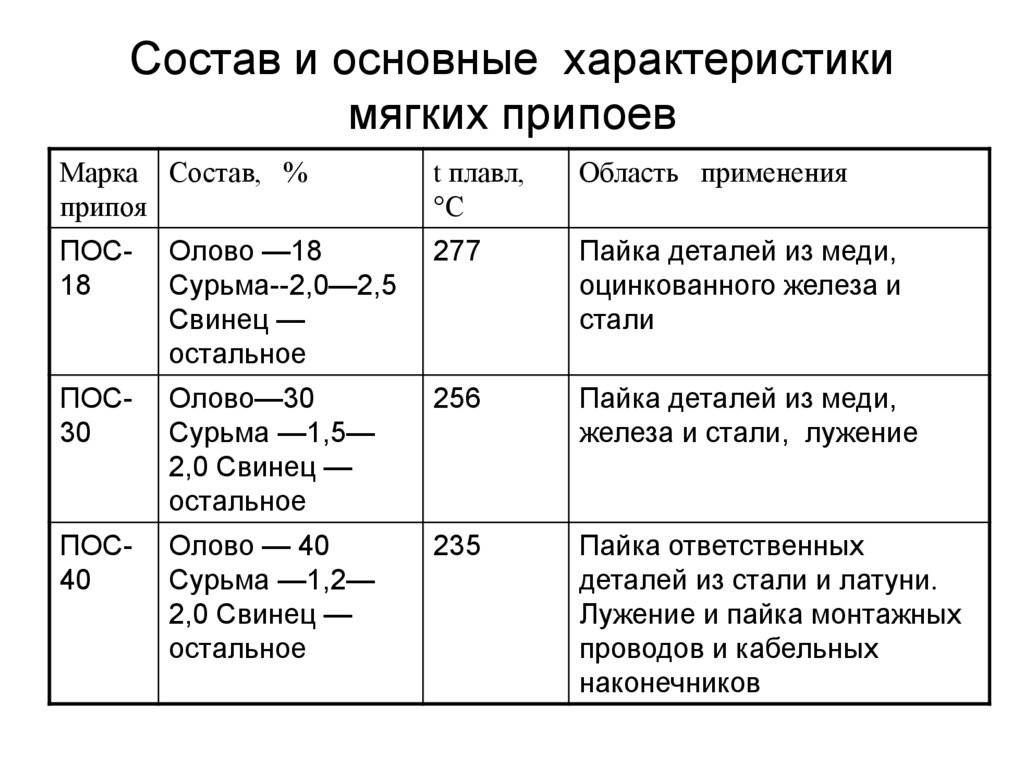
Марки мягких припоев для пайки паяльником
Мягкие припои применяются совместно с электрическим паяльником и флюсом. Входящее в состав олово является экологически чистым продуктом, может применяться к соединению элементов пищевой промышленности. Наиболее распространенным является изделие пайки третник, получивший свое название из-за содержания трети свинца составом. Мягкие припои подразделяются на разновидности в соответствии с назначением, температурой плавки.

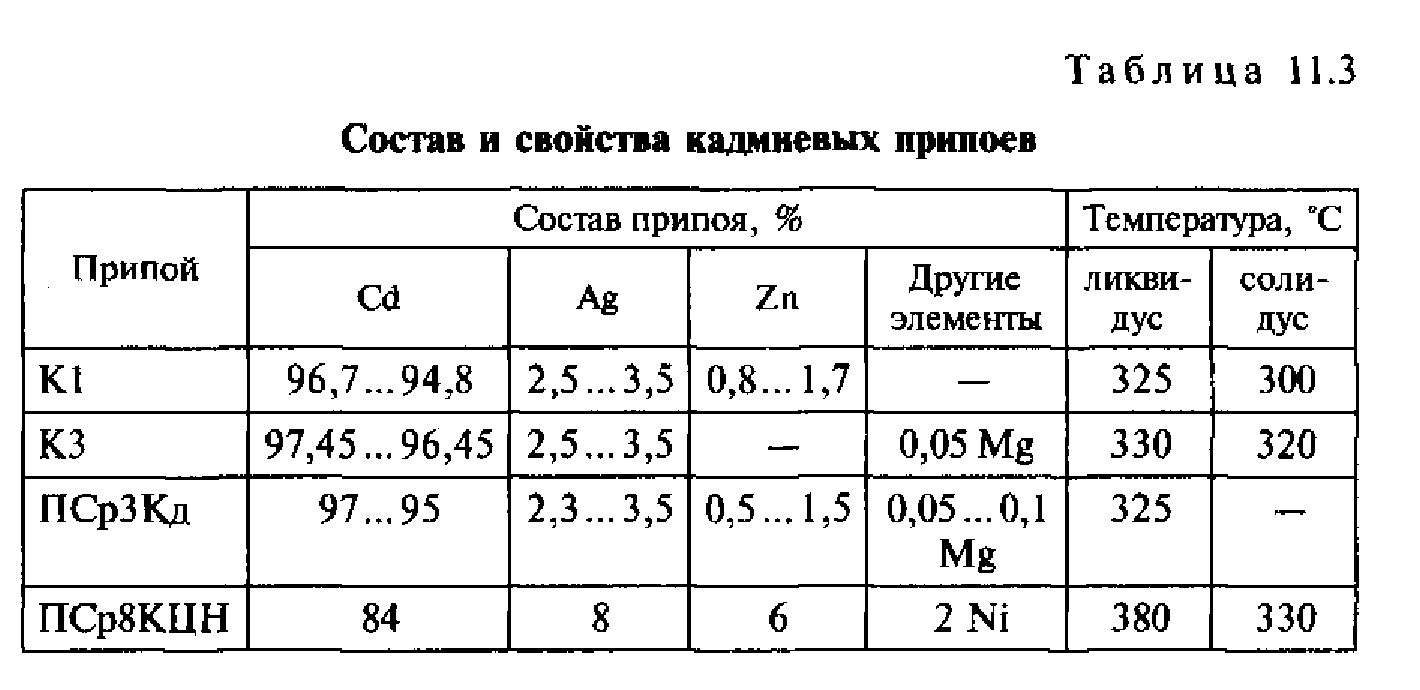
Низкоплавкие припои используются для пайки чувствительных к перегреву деталей, таких как предохранители, транзисторы. В состав входят свинец, олово, висмут и кадмий, последний материал токсичен, применяется не во всех сферах деятельности. Плавление изделий Вуда начинается с самой низшей температуры – 69 °C.
Отечественные марки продуктов имеют маркировку ПОС, с добавлением некоторых веществ наименование изменяется. К примеру, ПОСВ – 33 имеет равные части свинца, олова и меди, применяется к латунным, медным деталям, требующим герметичного шва.
Основные технические характеристики мягких припоев для пайкиэлектрическим паяльником
Технические характеристики материалов, применяемых к пайке, разделяются на некоторые параметры:
- проводимость или удельное электрическое сопротивление составляет 0,1 ом на метр. Припой оловянно – свинцового типа проводит электрический ток на порядок хуже, чем алюминий или медь;
- прочность при растяжении измеряется кг/мм, низкотемпературные припои не включают в себя данный параметр, т.к. не рассчитаны на нагрузку. Параметр зависит от количества олова, чем его больше, тем выше число. К примеру, припой марки ПОС – 61 имеет прочность 4,3 кг на мм, а ПОС – 90 4,9 кг/мм.
- температура плавления зависит от назначения, составных частей.
Припои для пайки
Припои классифицируют по разнообразным характеристикам: степени плавления при пайке, способу изготовления, основному металлу, способности к флюсованию и др. По температуре расплавления припои бывают:
- Легкосплавные, плавятся при менее 145 °C.
- Мягкие, плавятся при температуре от 145 °C до 400 °C.
- Твердые, температура плавления выше 400 °C.

Легкосплавные применяют для пайки материалов критичных к перегреву, можно назвать такие марки, как сплав Ньютона, сплав Гутри, сплав Вуда, ПОСВ 32−15−53.
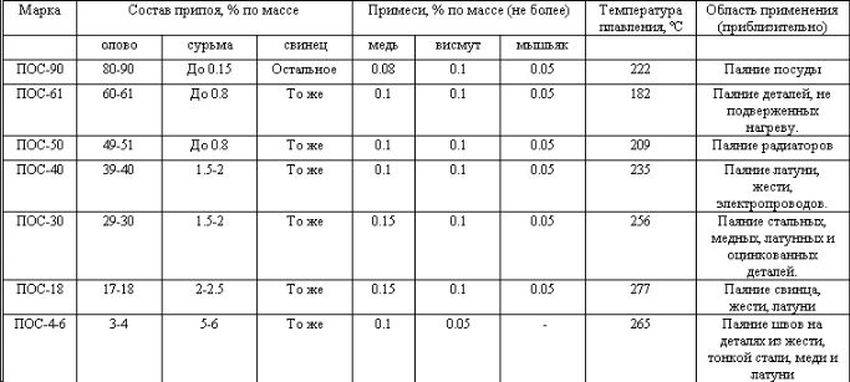
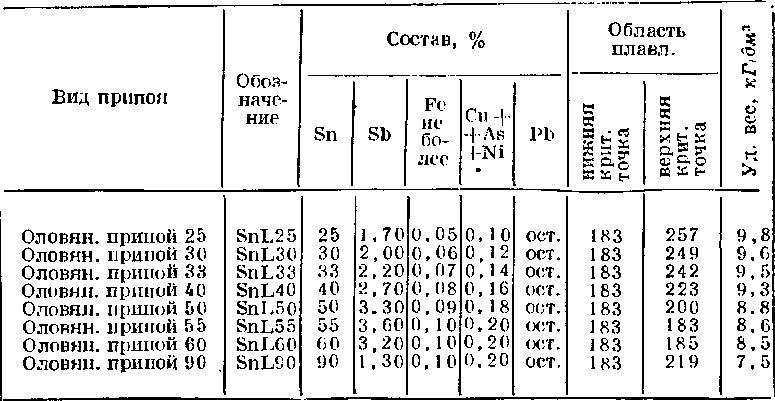
Мягкие применяют для лужения и пайки швов посуды, электроаппаратуры, печатных плат, трубок теплообменников. Самые распространенные из них это оловянно-свинцовые (см. табл.1).



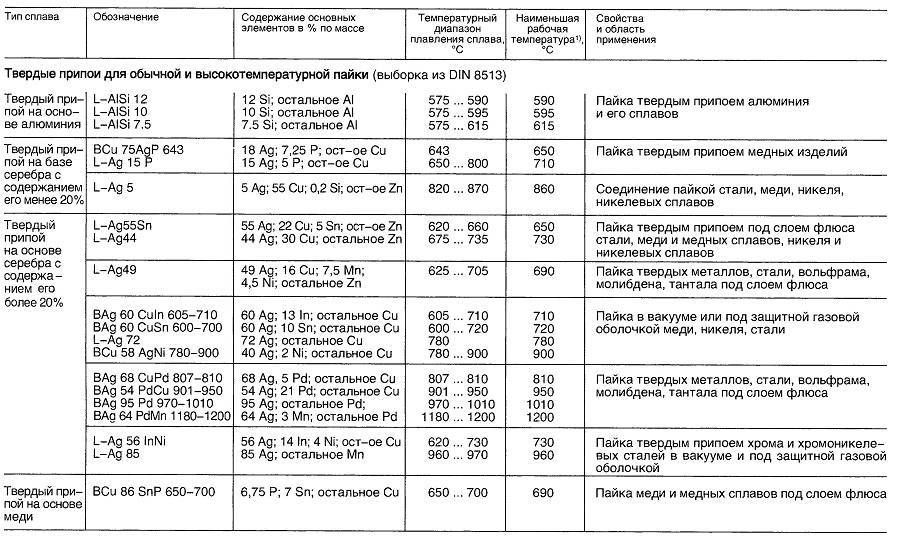
Твердые припои дают высокую прочность соединения и применяются для пайки несущих конструкций. К этим припоям относятся медно-цинковые (ПМЦ-36, ПМЦ-48, ПМЦ-54), серебряные (ПСр72, ПСр70, ПСр50, ПСр50Кд, ПСр12М) и другие.
https://youtube.com/watch?v=1hJMyXJ7i0M
Оловянно-свинцовые припои
Сплав олова со свинцом с содержанием олова от 10 до 90% называется припоем ПОС. Можно привести следующие обозначения марок таких припоев:
- ПОС40 — содержит 40% олова, остальное — свинец, плавится при 235 градусах, применяется в промышленности для лужения и пайки электроаппаратуры, изделий из оцинкованной стали;
- ПОС90 — 90% олова, 10% свинца, расплавляется при 222 градусах, нашел свое применение при изготовлении посуды и медицинской аппаратуры;
- ПОССу 30−0,5 — 30% олова, 0,5% — сурьма, остальное — свинец, жидким становится при 255 градусах, служит для лужения и пайки листов цинка, обычной и нержавеющей стали, проводов, радиаторов.
В зависимости от процентного соотношения олова и свинца изменяется температура плавления разных марок припоя.
Температуры плавления припоев (в °С). Таблица 1
| Марка припоя | Температура начала плавления | Интервал затвердения | Температура полного расплавления |
|---|---|---|---|
| ПОС10 | 268 | 31 | 299 |
| ПОС30 | 183 | 73 | 256 |
| ПОС40 | 183 | 52 | 235 |
| ПОС50 | 183 | 26 | 209 |
| ПОС90 | 183 | 39 | 222 |
| ПОССу 30−0,5 | 183 | 72 | 255 |
| ПОССу 40−0,5 | 183 | 52 | 235 |
| ПОССу 10−2 | 268 | 17 | 285 |
| ПОССу 30−2 | 185 | 65 | 250 |
| ПОССу 40−2 | 185 | 44 | 229 |
Недостатки
- Сложен в применении, так как требует от мастера большого опыта работы;
- Для работы необходимы специальные инструменты, которые не всегда имеются в хозяйстве;
- Применяется исключительно для твердоплавких металлов.
Разновидности
Припой для латуни из самой латуни. Зачастую это металл с небольшими добавками, которые помогают сделать температуру плавления немного ниже, но не менять существенно свойства. Он наиболее сложен в использовании, так как возникает риск перепалить основной металл. Тем не менее, это самый крепкий сплав, который дает соединение высочайшего качества.
Медно-фосфорные сплавы также используются как твердые припои для пайки латуни. Они обладают более низкой температурой плавления и удобством использования. Это один из наиболее популярных вариантов, так как сочетает в себе простоту и высокое качество, а также обладает антикоррозионными свойствами.
Припой с медно-фосфорными сплавами
Серебряные припои. Марки с низким содержанием серебра, около 40-60%, которые относятся к твердому типу. Они уступают по возможности выдерживать высокую температуру, но могут легко использоваться даже новичками. Стоимость их выше, чем у других марок используемых для данной цели.
Серебряные припои
Химический состав
Состав медно-фосфорных отличается от серебряных и выглядит следующим образом:
Марка | Содержание элементов, % | ||
Серебро | Медь | Фосфор | |
ПМФ 102 | 2 | 91,3 | 6,7 |
ПМФ 105 | 5 | 88,5 | 6,5 |
ПМФ 115 | 15 | 80,2 | 4,8 |
Более мягкие марки, такие как ПОС 40, имеют в своем составе больше серебра, но при этом содержат массу других элементов, которые позволяют сохранить высокую крепость соединения.
Элемент | Процентное содержание |
Серебро | 40 |
Кадмий | 28,5 |
Цинк | 17 |
Медь | 17 |
Никель | 0,5 |
Железо | 0,1 |
Свинец | 0,05 |
Висмут | 0,005 |
Технические характеристики популярных марок
Медно-фосфорные марки имеют следующие характеристики:
Марка припоя | Температура плавления, Градусы Цельсия | Температура растекания,Градусы Цельсия |
ПМФ 102 | 645 | 820 |
ПМФ 105 | 630 | 780 |
ПМФ 115 | 650 | 800 |
Параметры серебросодержащих имеют следующий вид:
Наименование свойства | Значение |
Температура плавления, градусов Цельсия | 590-610 |
Сопротивление удельное, Ом | 70 |
Удельная теплоемкость, Дж/кг градусы | 20 |
Плотность, кг/см3 | 9250 |
Особенности выбора
Подбор материала зависит от цели спаивания. К примеру, проволока латунная для пайки используется в тех случаях, когда нужно соединять части металлоконструкций и ремонтировать появившиеся трещины. За счет своей формы и относительно небольшого диаметра она позволяет заполнить места глубокой поломки, а также не подвергать риску пропала металла. Данный материал подходит только для ответственных сооружений, а также рекомендуется применять только опытным мастерам.







Припой латунный с флюсом оказывается более удобным в применении, так что для больше комфорта стоит остановить свой выбор на нем. Здесь можно не использовать буру и прочие флюсы, так как они содержатся уже внутри. Такие варианты имеют более высокую стоимость, но это окупается во время использования, так как возникает меньшее количество брака.
Выбирая, каким припоем паять латунь, следует обратить на самый распространенный вариант – медно-фосфорные сплавы. Они сочетают в себе экономическое преимущество и высокую стойкость к воздействию высоких температур и физических нагрузок. Если нет необходимости в сверхвысокой прочности, то именно такие варианты, как припои серии ПМФ становятся наиболее оптимальным выбором.
Марки с высоким содержанием серебра используются для тех случаев, когда ответственность к соединению минимальная, или же нет инструментов, чтобы расплавить твердые марки при высокой температуре. Сам процесс соединения происходит намного быстрее, чем пайка твердым припоем другого типа.
Особенности пайки
Одной из главных особенностей является использование буры в качестве флюса. Без нее ничего может не схватиться и соединение будет на крайне низком уровне. Благодаря буре снимаются все пленки и налеты, а также улучшается проникновение присадочного металла в поры. Также стоит учитывать особенность высокой температуры расплавления. Здесь применяется только лишь газовая горелка, так как другими способами не удастся достичь нудного результата.
Производители
Данные изделия производятся как отечественными, так и зарубежными компаниями:
- BrazeTec;
- Castoline;
- Юнитор;
- УкриИнтерсСталь.
Марки мягких припоев для пайки паяльником
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.
Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Читать также: Что представляет собой дефект называемый кратер шва
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
Основные технические характеристики мягких припоев для пайки электрическим паяльником
| Марка припоя | Состав % от общей массы | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
| Сплав Вуда | Олово – 12,5 Свинец – 25 Висмут – 50 Кадмий – 12,5 | 68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплав д Арсе | Олово – 6,9 Свинец – 45,1 Висмут – 45,3 | 79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово – 25 Свинец – 25 Висмут – 50 | 94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово – 33,4 Свинец – 33,3 Висмут – 33,3 | 130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово – 61 Свинец – 39 | 190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово – 61 Свинец – 37 Медь – 2 | 192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово – 90 Свинец – 10 | 220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово – 40 Свинец – 60 | 238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово – 30 Свинец – 70 | 266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
| ПОС-10 | Олово – 10 Свинец – 90 | 299 | 3,2 | Для лужения и пайки контактных поверхностей в радиоаппаратуре |
| Авиа – 1 | Олово – 55 Цинк – 25 Кадмий – 20 | 200 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
| Авиа – 2 | Олово – 40 Цинк – 25 Кадмий – 20 Алюминий – 15 | 250 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
Удельное электрическое сопротивление оловянно-свинцового припоя (проводимость) составляет 0,1-0,2 Ом/метр, алюминия 0,0271, а меди 0,0175. Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий.
Наиболее распространенным припоем является ПОС-61, его еще называют третник. Он отлично подходит для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом и не дорогой. Подходит практически для всех случаев пайки в быту.
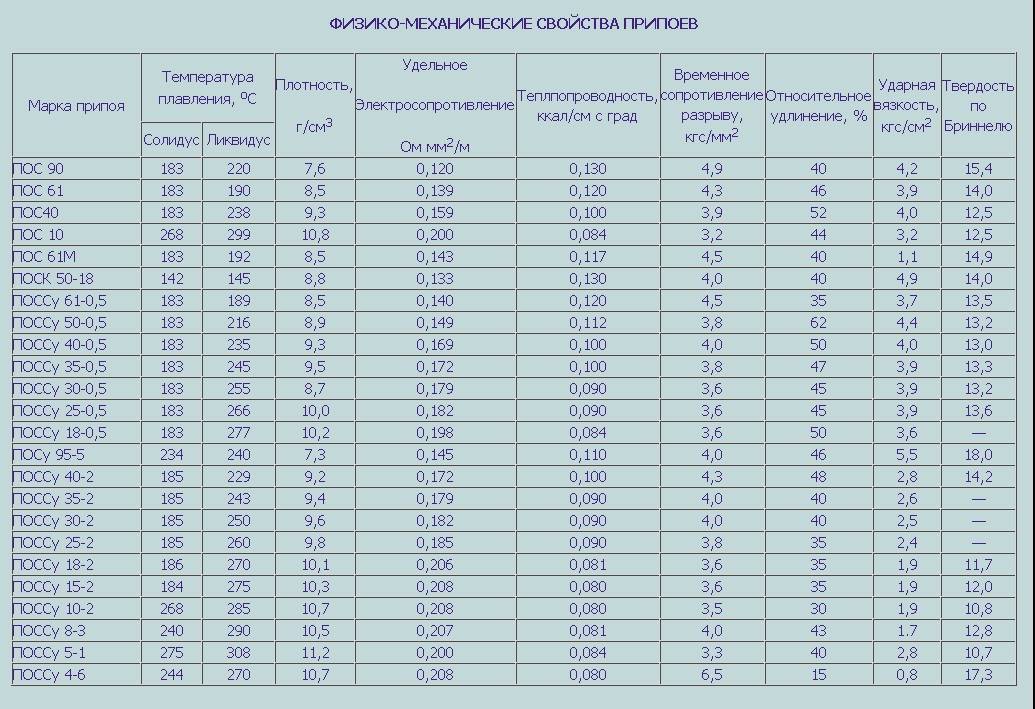
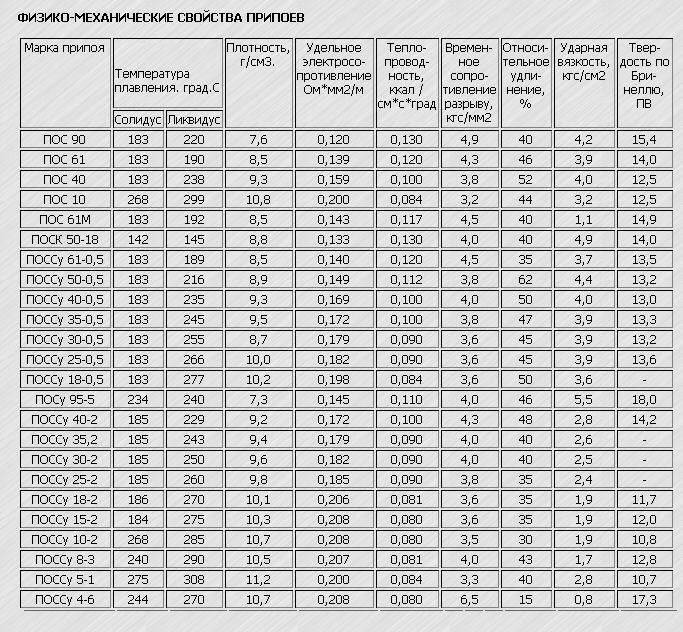
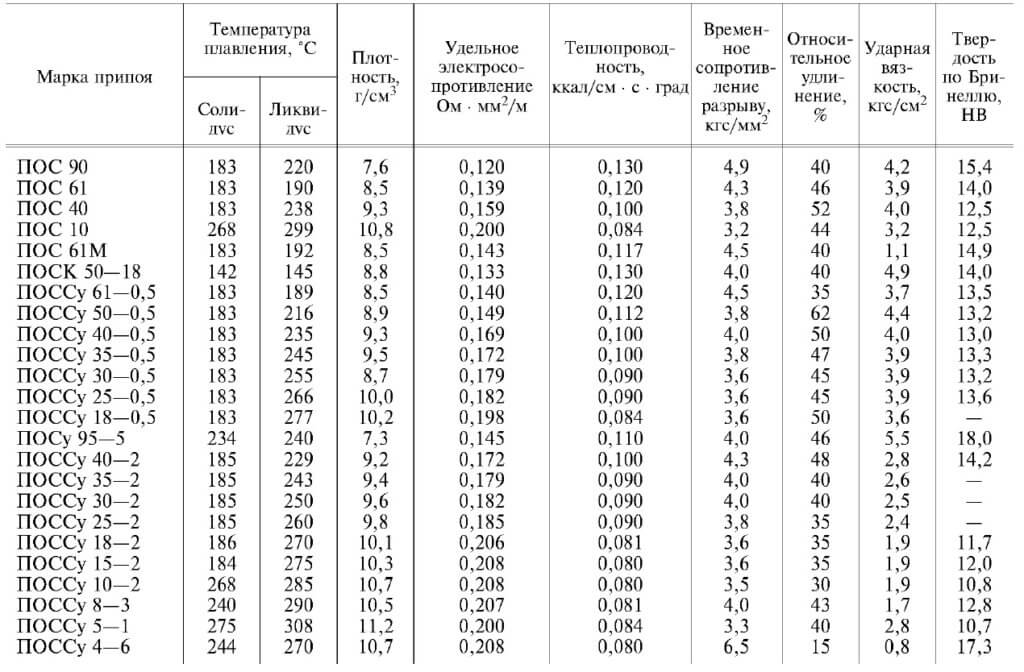
Технические характеристики припоев ПОС и ПОССу
Чтобы не расписывать все технические характеристики припоев оловянно-свинцовой группы, просто приведу таблицу параметров. По ней можно определить температуру плавления, плотность, удельное электросопротивление, теплопроводность, временное сопротивление разрыву, относительное удлинение, ударную вязкость и твердость по Бринеллю припоев.
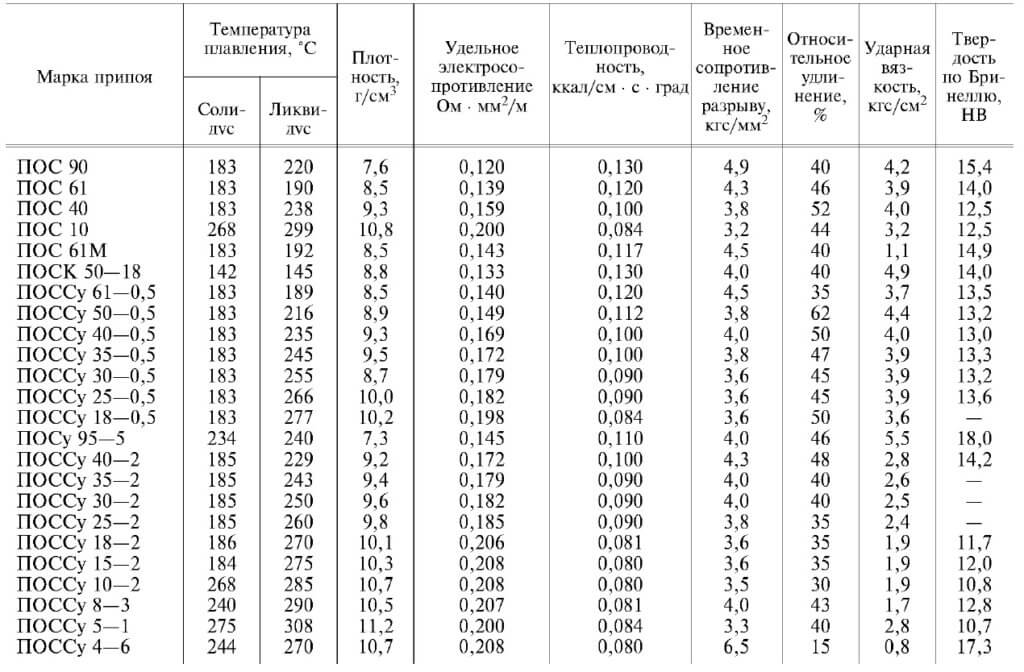
Анализ таблицы показывает, что самым легкоплавким среди списка является кадмиевый с характеристикой по температуре плавления 145 градусов Цельсия. Самым прочным является припой для пайки ПОССу 4-6 с временным сопротивлением разрыву 6,5 кгс/кв. мм.





