

Гильотина механическая Н3121
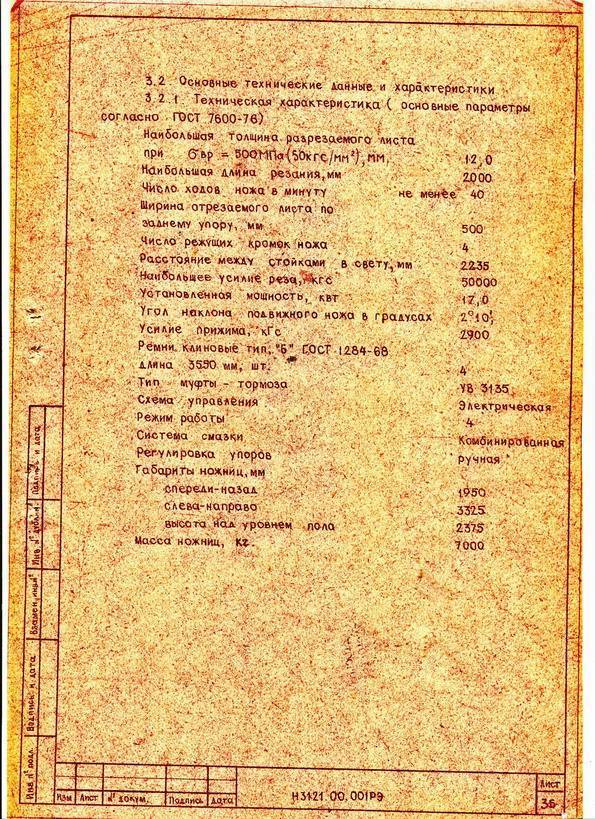
| Технические характеристики | гильотинных ножниц Н3121 |
| Наибольшая толщина разрезаемого листа,мм | 12 |
| Наибольшая ширина резания, мм | 2000 |
| Частота ходов ножа, с-1 (ход/мин) | 0,77 (46) |
| Ширина отрезаемого листа по заднему упору,мм | 1000 |
| Число режущих кромок ножа | 4 |
| Расстояние между стойками в свету,мм | 2235 |
| Наибольшее усилие реза, Н | 500000 |
| Угол наклона подвижного ножа в град | 2-10 |
| Усилие прижима, Н | 29000 |
| Схема управления | электрическая |
| Режимов работы | 4 |
| Схема смазки | комбинированная |
| Регулировка упоров | ручная |
| Габариты ножниц,мм | 3590x1890x2720 |
| Масса, кг | 7000 |
Гильотина Н3121 востребована как на крупных производственных участках, так и в мелких заготовительных цехах. Назначение: прямолинейная поперечная и продольная резка листового металла. В зависимости от того, какой привод используется, гильотина Н3121 может быть двух видов: гидравлическая и с кривошипным механизмом (или механическая).
Особенности строения
- Станок оснащен режущим инструментом наклонного типа.
- По многих параметрам гидравлическая гильотина довольно схожа с механическими механизмами.
- Для проведения качественной резки, используются ножи твердостью 54-58 HRC.
- Основа гильотины — это сварная станина, что выполнена из листового металла. остоит станина из двух стоек, которые соединены между собой стяжками и рабочим столом, на который крепятся неподвижные ножи.
- В станине гильотины имеется специальный склиз, через который удаляются отрезанные заготовки.
- Чтобы произвести регулировку зазора между нижними и верхними ножами, оператор должен передвигать стол в горизонтальном направлении.
- Ножевая балка гильотины представляет собой Г-образную сварную конструкцию, которая усилена ребрами жесткости.
- Для повышенной точности реза, заготовка фиксируется на рабочем столе с помощью упоров. Задний упор расположен на задней части ножевой балки, а боковой и передний упоры крепятся на столе.
- В конструкцию гильотины Н3121 смонтировано специальное приспособление — уравновешиватель, что способен минимизировать динамические нагрузки и компенсировать массу ножевой балки.
- Для защиты оператора от вращающихся частей станка имеются специальные металлические ограждения, которые представляют собой стальные кожухи толщиной 1,6 м. Такими ограждениями закрыты — маховик передачи, шкив двигателя, тормозная система и приводные валы.
- Также в конструкция станка оснащена специальным ограждение зоны реза. Такая решетка в опущенном и поднятом положении удерживается специальными пружинами.
- Способы смазки трущихся элементов гильотины Н3121 — ручной тип (с помощью шприца или масленки) и централизованная система, в которой масло подается специальным насосом.
Управлять станком оператор может кнопочной станцией (пульт) и педалью при одиночном ходе. На современном рынке станкостроения представлена модифицированная версия Н3121 — гильотина НА3121, в которой увеличена открытая высота между верхними и нижними ножами на 20 см. Однако модифицированная версия может обрабатывать листовые заготовки малой ширины — до 500 мм.
Преимущества
Гильотинные ножницы Н3121 способны производить резку металла, как по боковому и по заднему упору, так и по разметке. Резак способен выполнять рубку металлических листов толщиной до 6 см, а длина реза может превышать 8 метров.
Обратите внимание! Так как мощность кривошипной гильотины меньше в сравнении с гидравлическими станками, рекомендуется производить резку механическим резаком листового металла толщиной 3-8 мм. Однако скорость обработки заготовок у кривошипной гильотины намного выше, то есть до 56 резов в одну минуту, а у гидравлики — 3-18 резов в минуту. За счет наличия жестко смонтированной муфты, в конструкции которой имеется электромагнит и поворотные шпоны, значительно снижаются эксплуатационные расходы, так как гильотина способна работать без подвода воздуха
За счет наличия жестко смонтированной муфты, в конструкции которой имеется электромагнит и поворотные шпоны, значительно снижаются эксплуатационные расходы, так как гильотина способна работать без подвода воздуха.
Поставляются гильотинные ножницы Н3121 в собранном состоянии. Устанавливается станок на фундамент за счет клиньев. Данная модель станка полностью соответствует стандартам ГОСТ-6282.
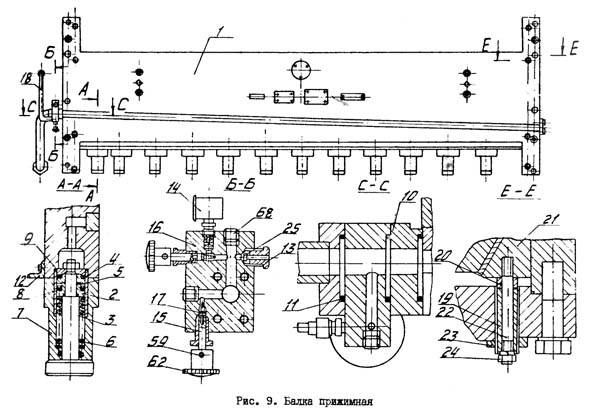
Прижимная балка гильотинных ножниц Н3222 (рис. 9)
Прижимная балка гильотинных ножниц н3222
Прижимная балка представляет собой стальную траверсу 1, закрепленную на передних выступах стоек станины и имеющую специальные пазы для закрепления передних концов кронштейнов станины с дополнительными опорами коленчатого вала. В нижней части траверсы, имеющей наклонный продольный паз, закреплены 12 гидравлических прижимов, которые удерживают от смещения разрезаемый лист. Каждый прижим состоят из сборного поршня 2 с нажимным штоком 3, уплотняющегося резиновыми манжетами 4 и резиновыми кольцами 5, возвратной пружины 6, заключенных в корпусе 7 со сменной втулкой 8 и соединяется с продольным каналом отверстиями, уплотняемыми резиновыми кольцами 9.
Масло под давлением подводится к каналу присоединением 10, уплотняемым резиновым кольцом 11. Сзади крепится экран 12, образующий луч освещения линии реза. Слева крепится корпус с краном 16 и манометром 14 для замера давления и краном 15 с клапаном 13 для выпуска воздуха из гидросистемы. Уплотнение кранов осуществляется резиновыми кольцами 17. Для регулировки зазоров в направляющих ползуна случат 8 резьбовых втулок 19 с упорными сферическими вставками 20, которыми достигается перемещение направляющих клиньев 21. Зажим отрегулированных клиньев достигается шпильками 22 и гайками 23 и 24.
Механизм регулировки заднего упора (pис. 10)
Предстявляет собой балку 1, закрепленную на двух рычагах 2, шарнирно соединенных с двумя ползунами 3, в расположенную параллельно линии реза. Ползуны 3 могут двигаться “от ножей” и “к ножам” с помощью винтов 4, которые вращаясь, перемещают гайки 5 ползунов движущихся по круглым направляющим 6. Одна из гаек каждого ползуна имеет резьбовую регулировку для избежания, осевого зазора в резьбе. Винты 4 с помощью конических шестерен 7 зацепляются с поперечный сборным валиком 8, приводящимся во вращение редуктором 9. Кулачковая муфта 10 валика позволяет отрегулировать положение ползунов на винтах, обеспечивающие параллельность упорной балки с линией реза. Ведущий вал редуктора приводится через предохранительную муфту 11 от трехскоростного электродвигателя который в момент выключения тормозится противовключением с помощью реле контроля скорости 12. Упорная балка связана с ползуном ножниц подвеской, имеющей ролики 13 и пружину 14, обеспечивающую прижим балки с рычагами и роликами 15, к направляющим линейками 16, закрепленными на стойках. Кулачки 17 служат для подъема упорной балки в крайнем заднем положении, что обеспечивает проход разрезаемого листа под балкой. Конечный выключатель 18 ограничивает перемещение балки “от ножей”. Путевой переключатель 19 запрещает включение реза до нажима выключателя 18, что исключает поломку упора в положении хода, обеспечивающего подъем балки. Конечный выключатель 20 ограничивает перемещение балки “к ножам” в положении упора около нижнего ножа. Подвод упора к ножу производится толчками с малой скоростью.
В корпусе 21 имеется пара конических шестерен для передача движения механизму показания положения заднего упора.
Уравновешиватели (рис. 11)
Служат для облегчения работы привода ножевой балки за счет ее уравновешивания. Представляют собой два пневматических цилиндра, усилие которых преодолевает вес ножевой балки и обеспечивает постоянное ее прилегание к направляющим станины для большей точности резки. Подъемные полости цилиндров постоянно соединены с ресивером, наполненным сжатым воздухом под определенным давлением. В цилиндрах I располагаются поршни 2 с полыми штоками, в которых на подвесках 3 шарнирно закреплены тяги 4 на осях 5 через втулки подшипников скольжения 6. Нижние вилки тяг шарнирно соединены с кронштейнами ножевой бачки с помощью осей 7. Поршни и штоки цилиндров уплотняются манжетами 8 и 9. Подвод жидкой смазки к поршням совершается периодически через масленки 10.
Механизм показаний положения заднего упора (рис. 12)
Между корпусом червячного редуктора к станиной вмонтирован счетчик, цифрами которого отмечается расстояние до упорной балки от лиши реза. Движение передается счетчику шестерней I смонтированной на валике счетчика, который закреплен на корпусе 3. Шестерне 1 вращательное движение передается шестерней 2, которая закреплена на сборном валике 4. Валик 4 получает движение от винта упора через конические шестерни 5 и 6. Хвостовики сборного валика смонтированы на шарикоподшипниках в корпусах, укрепленных на стойке станины.
Осветитель (рис. 17)
Представляет собой щит 3, укрепленный на прижимной балке ножниц. На прижимной балке укреплены на кронштейнах лампы люминесцентные для освещения зоны реза, с пускорегулирующим устройством 2 и светильником 4 для освещения поверхности стола.
Н3118 Ножницы гильотинные для обработки листового металла. Назначение и область применения
Машина Н3118 выпускалась по ГОСТ 6282-64 с 1971 года Львовским заводом алмазного инструмента.
Ножницы кривошипные гильотинные Н3118 с наклонным ножом предназначены для прямой, продольной и поперечной резки листового металла с пределом прочности (временное сопротивление) σ BP = 500 МПа (50 кг/мм2). Поперечная резка листа толщиной до 6,3 мм и шириной до 2000 мм производится за один ход ножа. Продольная резка — при длине листа более 2000 мм — производится рядом повторных резов при продвижении листа вдоль линии реза.
Поперечная резка листа толщиной 6,3 мм и шириной 2000 мм производится за один ход ножа; продольная — при длине реза более 2000 мм производится рядом повторных резов при продвижении листа вдоль линии реза. Резка может производиться как по разметке, так и с помощью заднего упора.
Ножницы могут быть использованы в любой отрасли промышленности.
Основные параметры машины Н3118:
- Наибольшие размеры разрезаемого металла — 6,3 х 2000 мм
- Предел прочности (временное сопротивление) металла σ BP, не более — 500 МПа (50 кг/мм2)
- Максимальное усилие реза — 200 кН (20 тс)
- Частота ходов ножа, не менее — 55 мин-1
- Ход ножа — 80 мм
- Угол наклона подвижного ножа — 1°30′
- Мощность привода — 7,5 кВт
- Вес машины полный — 5,1 т
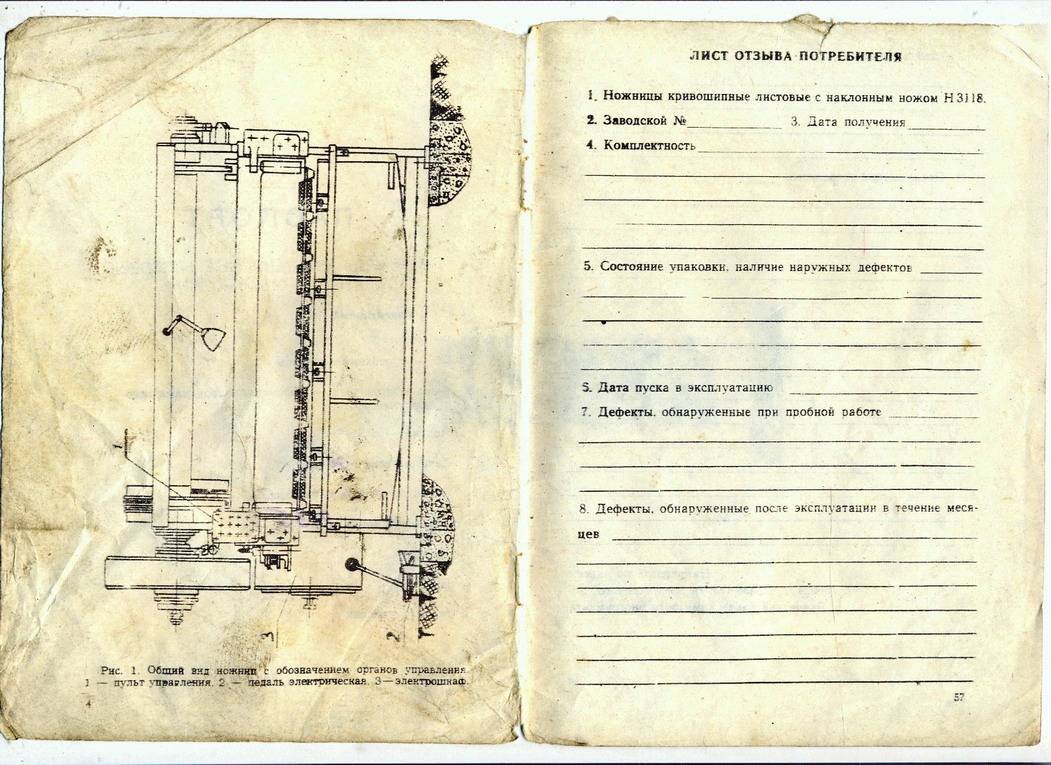
Особенности конструкции гильотинных ножниц Н 3118
Станина ножниц сварная, состоит из двух стоек, связанных между собой уголками. В передней части станины смонтирован стол, который может перемещаться для регулирования зазора между ножами.
Привод ножниц от индивидуального электродвигателя через клиноременную и одноступенчатую зубчатую передачи.
Муфта включения ножниц с двумя поворотными шпонками, тормоз ленточный, периодического действия. Периодичность торможения достигается за счет эксцентричного расположения шкива по отношению к оси коленчатого вала. Это торможение происходит тогда, когда ножевая балка находится в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Ножевая балка уравновешена пружинным уравновешивателем. Усилие на ножевую балку от коленчатого вала передается двумя шатунами.
Прижимная балка прижимает разрезаемый материал к столу ножниц собственным весом и пружинами. Движение прижимной балки согласовано с движением ножевой балки.
Ножницы могут работать на одиночных и автоматических ходах.
Управление кнопочное с пульта и от ножной педали.
Смазка основных узлов централизованная.
Для безопасной работы на ножницах предусмотрена защитная решетка.









В искусстве[ | ]
- Гильотина как культурный артефакт исследуется в книге Д. Герулда «Гильотина: легенды и мифы» (1992).
- В эссе «Казнь Тропмана» (1870) И. С. Тургенев с отвращением описывает «зловещую» грациозность гильотины, сравнивая её с лебединой шеей.
- Георгий Шенгели посвятил гильотине и её изобретателю драматическую поэму « Доктор Гильотен» (1922 г.), сожжение гильотины восставшими горожанами изображено в другой его драме «1871 г.» (1920 г.).
- Конструкция, а также процесс сборки и применения гильотины подробно описаны в финале книги Пьера Сувестра «Фантомас».
- В финале фильма «Двое в городе» показано, как на гильотине казнят осуждённого Джино Страблиджи (Ален Делон).
Ножницы гильотинные НК3418 — размер листа 6.3х2000 мм, пнематическая муфта
Ножницы гильотинные модели НК3418 – это кривошипный резак, оснастка которого расположена под наклоном. Станок используется на промышленных предприятиях, в мастерских и заготовительных цехах вторсырья для произведения резки полосового и листового металла с временным сопротивлением до 500 МПа. Данная модель гильотины считается оборудованием нового поколения с современной кинематической схемой.
Особенности строения
- Станок оснащен несколькими электродвигателями, суммарная мощность которых 8,5 кВт;
- Гильотинные ножницы могут функционировать в четырех режимах – поворот вручную, непрерывный и одиночный ход, толчковый;
- Встроено три точки освещения, что позволяет проводить резку металла в комфортных условиях;
- Поддерживатель металлического листа имеет пять поворотных флажков, которые монтированы на оси (при необходимости проворачиваются в нужном направлении);
- Цельносварная станина состоит из двух стоек, траверсы, тола и стяжки;
- Неподвижная режущая оснастка располагается в выемке рабочего стола, а в стойках станины монтирован главный вал;
- Отрезаемые части металлических заготовок удаляются через склиз;
- Конструкция механизма реза прикреплена к станине за счет проушин;
- Основной привод гильотины НК3418 расположен на траверсе и предназначается для того, чтобы запускать электродвигатель;
- В конструкцию станка встроен задний, боковой и передний упор, которые зажимают и направляют листовой и полосовой металл в зону резания;
- Основные кинематические единицы, имеющие собственный узел управления и привод – задний упор, поддерживатель металлической заготовки и главная кинематическая цепь;
- Контролировать рабочий процесс оператор может за счет удобно расположенной панели переключателей и пульта, на которых расположены защитные и регулировочные элементы, пусковые кнопки.
Обратите внимание! Поддерживатель функционирует только лишь в режиме одиночного хода
Преимущества
Отличительной особенность НК3418 является то, что зазор между режущей оснасткой и задним механизированным упором выставляется автоматически, благодаря чему оператор может устанавливать параметры резки, не отходя от своего рабочего места. Это происходит за счет наличия счетчика цифрового вида, который прикреплен на передней части станка. Данное преимущество позволяет значительно экономить время и силы оператора.
Высокая безопасность работы за станком обеспечивается наличием специальных переключателей, которые способны автоматически блокировать рабочий ход гильотины в таких случаях, как:
- Открыты защитные ограждения.
- Задний упор приблизился к граничным зонам перемещения.
- В релейной схеме давление воздуха достигло критических показателей.
- Произошло заваливание пневматического клапана.
Уточнить условия поставки и цену оборудования Вы можете у наших специалистов, связавшись с нами по телефону (доб. 234; 236; 237), или оставить заявку в режиме онлайн. По отдельной договоренности с заказчиком мы продаем кузнечно-прессовое оборудование с дополнительными услугами: доставкой и пусконаладочными работами под ключ. Цена продажи при этом включает стоимость гильотины НК3418, доставку, монтаж и пусконаладочные работы.
Гарантия на кузнечно-прессовое оборудование соответствует заводской и составляет 1 год или 12 месяцев.
Так же, в нашей компании вы можете приобрести металлообрабатывающее оборудование, кузнечно-прессовое оборудование, станки для работ с арматурой, техоснастку, строительное оборудование, компрессорное оборудование, камнерезное и многое другое.
Свяжитесь с нашими специалистами и получите полную информацию по интересующему вас вопросу.
Ротационные и гильотинные ножницы, устройство и принцип работы.
⇐ ПредыдущаяСтр 20 из 20
Срезанный с листоформовочной машины накат поступает на ленточный подводящий конвейер и далее на резательное устройство — ротационные или гильотинные ножницы.
Ротационные ножницы представляют собой литую станину 1 (рис. 9), на которой смонтированы: транспортирующий барабан 9, механизм 8 продольной резки , механизм 11 поперечной резки, прижимные обрезиненные ролики 7 и 10, направляющие металлические листы 3 и 13, пружины 6, винты 5 для регулирования зазора между транспортирующим барабаном 9 и прижимными роликами 7 и 10 и ограждение 4.
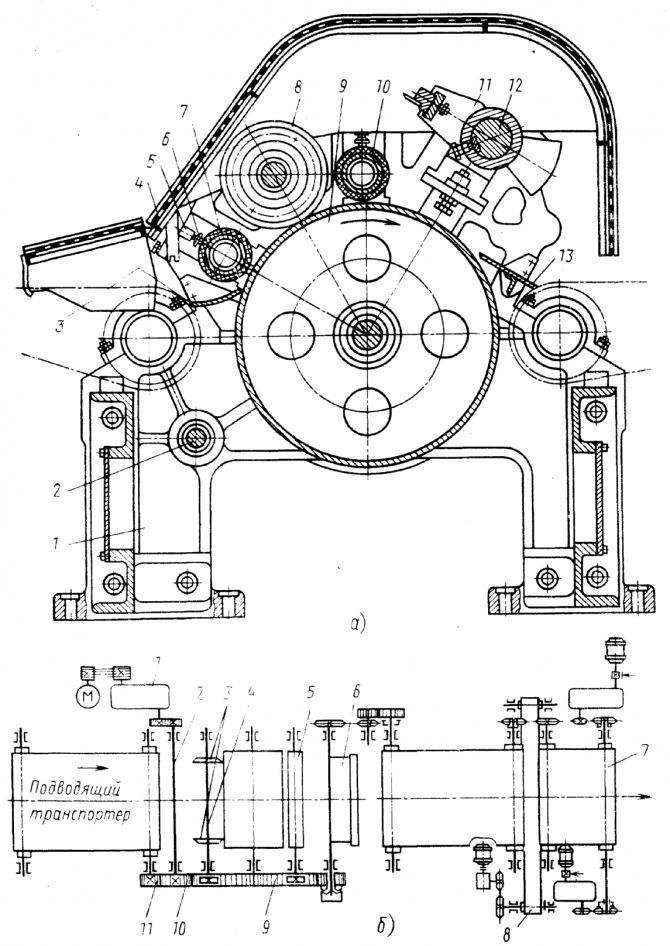
Рис. 9 Ротационные ножницы:
а – общий вид; б – кинематическая схема
Через станину проходит вал 2 контрпривода, на конусе которого закреплена ведущая шестерня, находящаяся в зацеплении с зубчатым колесом транспортирующего барабана.
На станине ножниц предусмотрены опоры для валов подводящего и отводящего транспортеров.
От главного привода 1 (рис. 9, б) и дополнительной зубчатой пары получает движение вал 2 контрпривода, на конце которого закреплена шестерня 10, передающая вращение шестерне 11 вала барабана подводящего транспортера и зубчатому колесу 9 вала транспортирующего барабана. Зубчатое колесо 9 передает вращение шестерням механизма 4 продольной резки, механизма 6 поперечной резки и второму (по ходу движения) прижимному ролику 5 (верный прижимной ролик на схеме не показан). С вала механизма 6 поперечной резки через цепную и зубчатую передачи движение передается отводящему транспортеру. Транспортеры для обрезков 8 и питающий 7 имеют отдельные приводы. Транспортер 8 передает обрезки в мешалку на переработку.
Механизм 4 продольной резки представляет собой вал, приводимый во вращение через зубчатую передачу от вала транспортирующего барабана, и два ножевых диска 3, закрепленных на валу, которые и осуществляют продольную резку наката. Конструкция опор вала механизма продольной резки позволяет, в известных пределах, изменять зазор между транспортирующим барабаном я дисковыми ножами.
Механизм 11 поперечной резки (см. рис. 9, а) смонтирован на валу 12, периодически вращающемся через зубчатую передачу от вала транспортирующего барабана 9.
Гильотинные ножницы
Гильотинные ножницы используют в технологических линиях по производству крупноразмерных волнистых листов длиной 2000 и 2500 мм. В отличие от ротационных ножниц гильотинные ножницы имеют более сложную конструкцию, но обеспечивают высокую точность длины формата, так как раскрою подвергается неподвижно лежащий накат.
Гильотинные ножницы (рис. 10) состоят из приемного транспортера 1, сбрасывателей 2, 4, 10 и 12, поперечных ножниц 3, 5, 7, 9 и 11, транспортеров 6 и 8 раскроя, питающих транспортеров 13, 14, 15 и электроприводов 16, 17, 18, 19 и 20.
Работают гильотинные ножницы в такой последовательности. Накат с листоформовочной машины выстилается на приемный транспортер 1 со скоростью, несколько превышающей скорость сукна. Электропривод 20 приемного транспортера включается еще до начала срезания наката с форматного барабана листоформовочной машины. По окончании выстилки электропривод 20 выключается, и накат продолжает двигаться, получая движение от электропривода 19, по транспортеру 8 раскроя наката до тех пор, пока не выселится на транспортерах 6 и 8 под поперечными ножами. После этого электропривод 19 выключается, и ножи разрезают неподвижный накат на два формата.
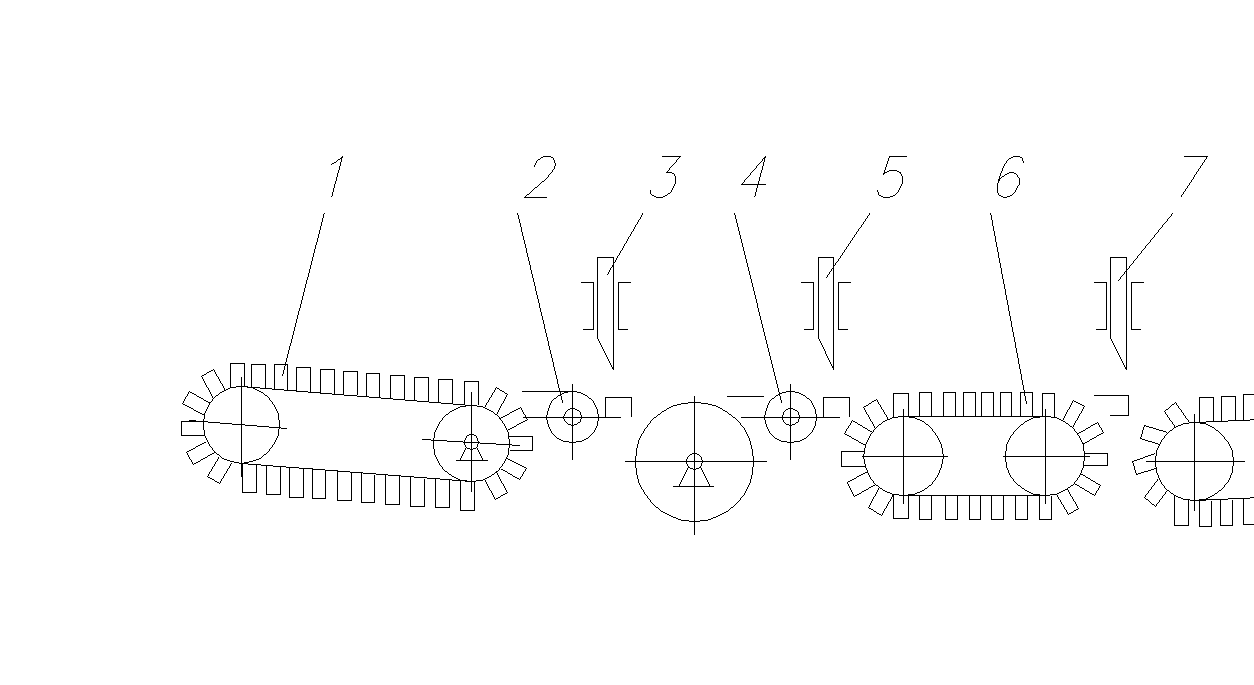 Рис. 10. Кинематическая схема гильотинных ножниц
Рис. 10. Кинематическая схема гильотинных ножниц
При раскрое наката на форматы длиной 2000 мм работают по перечные ножницы 5, 7 и 9. Остальные двое ножниц отключены. При раскрое наката на форматы длиной 2500 мм работают ножницы 3, 7 и 11. В первом случае передний и задний обрезки сбрасываются под машину приводными сбрасывателями 4 и 10, а во втором такими же сбрасывателями 2 и 12. Сбрасыватели кинематически связаны с ножевыми устройствами.
После раскроя наката электропривод 19 вновь включается и форматы транспортируются далее по питающим транспортерам 13 и 14, движение которым сообщается их приводами 17 и 18. При выстилке форматов на этих транспортерах привода 17 и 18 отключаются. Дальнейшие движения форматов производятся на малой скорости питающего транспортера 15 от привода 16, с которой они выдаются в волнировщик. Повторное включение приводов 17 и 18 происходит последовательно по мере схода с транспортеров 13 и 14 задней кромки второго формата.
Питающие транспортеры 13 и 14 приводятся от ведомого вала питающего транспортера 15 посредством нескольких цепных передач через обгонные муфты, установленные на ведущих валах передач.
⇐ Предыдущая20
Первоначальный пуск ножниц Н3118 кривошипных листовых с наклонным ножом
Подготовка ножниц кривошипных листовых с наклонным ножом Н3118
- Снять антикоррозийное покрытие, нанесенное перед упаковкой ножниц Н3118 на обработанные поверхности, заполнить смазкой все устройства, перечисленные в спецификации, по схеме смазки.
- Заземлить ножницы Н3118 кривошипные листовые с наклонным ножом
- Выполнить все указания разделов «Электрооборудование» и «Смазка»
Первоначальный пуск ножниц Н3118
- Переключатель SA2 поставить в положение «Ручной проворот».
- Первый ход ножевой балки осуществить поворотом маховика с помощью штыря. При отсутствии дефектов в работе агрегата таким же образом совершить еще 2- 3 хода.
- Электросхему ножниц Н3118 подготовить к работе на одиночных ходах, а затем на автоматических.
ВНИМАНИЕ!
При включении электродвигателя большая шестерня, сидящая на левом конце коленвала, должна вращаться по часовой стрелке, если на шестерню смотреть со стороны муфты включения. Обкатку производить в течение 2-х часов, из них один час — на одиночных ходах и один час — на автоматических
При обкатке ножниц особое внимание уделять работе муфты включения, тормоза и электромагнитного управления ножниц. После первого периода работы ножниц в течение 35 — 40 минут ножницы останавливать и производить внешний осмотр деталей и узлов, обращая внимание на отсутствие утечек в смазке, отсутствие нагрева левой и правой букс коленвала, перегрева электродвигателя До устранения обнаруженных неисправностей ножницы в работу не включать. Только после полной отладки и регулировки ножниц на холостом ходу можно приступить к испытанию под рабочей нагрузкой
Только после полной отладки и регулировки ножниц на холостом ходу можно приступить к испытанию под рабочей нагрузкой.
НД3314Г ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Ножницы гильотинные НД3314Г разработаны в 1974 году и серийно выпускались с 1976 года. Разработчик .








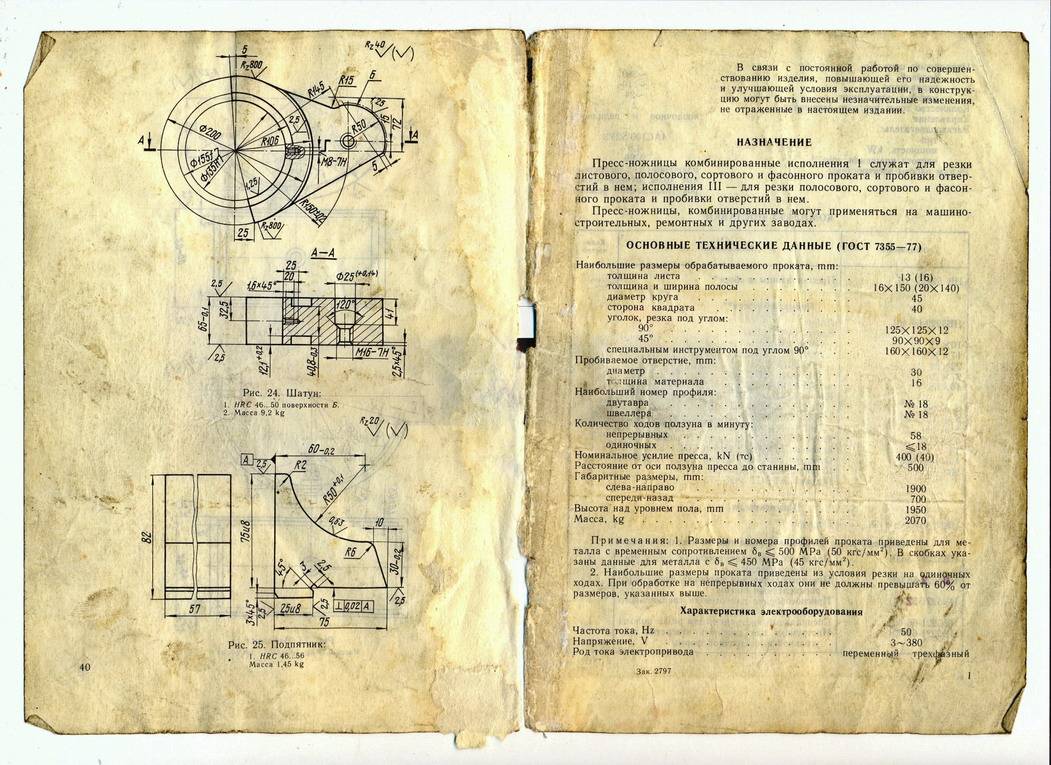
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НД3314Г предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм2) и с наибольшими размерами поперечного сечения 2,5х1600 мм. Поперечная резка листа толщиной и шириной в соответствии с технической характеристикой ножниц производится за один ход ножа, продольная резка — рядом повторных резов при продвижении листа вдоль линии реза.
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы НД3314Г находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности.
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.
Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
Основные параметры машины для резки листового металла НД3314Г:
- Наибольшие размеры разрезаемого металла – 2,5 х 1600 мм
- Частота хода ножа – 65 мин-1
- Механическое перемещение заднего упора – 0..630 мм
- Тип муфты – пневматическая фрикционная многодисковая
- Тип тормоза – фрикционный однодисковый
- Мощность электродвигателя – 3,2 кВт
- Вес ножниц полный – 2340 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим – толчковый ход
Станина ножниц сборно-cварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. На стойки и траверсу опирается стол. Регулирование зазора между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью эксцентриков, расположенных с обеих сторон стола. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. При совершении рабочего хода одновременно опускаются ножевая и прижимная балки.
Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижим листа осуществляется за счет силы сжатых пружин и собственного веса балки. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
Сведения о производителе гильотинных ножниц НА3121
Изготовителем и разработчиком ножниц НА3121 является Шимановский завод кузнечно-прессового оборудования г. Шимановск Амурской области.
Станки, выпускаемые Шимановским заводом кузнечно-прессового оборудования
- НА3121 ножницы кривошипные листовые гильотинные 2000 х 12,0
- Н3121 ножницы кривошипные листовые гильотинные 2000 х 12,5
Гильотинные ножницы с наклонным ножом. Общие сведения
Синонимы: ножницы гильотинные, ножницы листовые, ножницы механические, ножницы кривошипные, ножницы гидравлические, shears for sheet metal working, guillotine shears, crank shears. Гильотинные ножницы — ножницы с наклонным ножом предназначены для прямолинейной продольной и поперечной резки листового металла. На гильотинных ножницах может производиться резка листов, как по разметке, так и без нее — по заднему или боковому упорам.
В зависимости от типа привода верхнего ножа гильотинные ножницы бывают:
- механическими (кривошипными)
- гидравлическими
Гидравлические гильотинные ножницы являются наиболее мощными, длина реза у них достигает 8 и более метров, толщина разрезаемого материала — до 60 миллиметров.
Гильотинные ножницы с механическим приводом во многом схожи с гидравлическими ножницами, основным отличием является система привода: оба движения лезвия (и вверх и вниз) обеспечиваются кривошипным механизмом.
Ножницы с механическим приводом не обладают высокой мощностью и применяются для резки материалов максимальной толщиной 3 — 8мм. Однако скорость реза у этого класса гильотин достаточно высока – до 56 резов в минуту (для сравнения, у гидравлических ножниц количество резов варьируется от 3 до 18 в минуту).
Гильотинные ножницы различают, также, по конструкции привода верхнего ножа:
- ножницы с прямым ходом верхнего ножа
- ножницы с поворотной (качающейся) балкой — консольные
У гильотинных ножниц с прямым ходом верхнее лезвие закреплено на раме, которая за счет кривошипа или 2-х гидроцилиндров перемещается вниз по прямым направляющим, расположенным на внутренней поверхности боковых стенок машины.
У гильотинных ножниц с поворотной балкой перемещение верхнего ножа происходит за счет вращения балки вокруг центров, находящихся на боковых стенках в задней части станка. Поскольку система привода поворотной балки находится внутри корпуса машины — ножницы с поворотной балкой более компактные.
При относительно низкой стоимости ножниц с поворотной балкой, компактности и простоте их исполнения, у них все же имеется определенный недостаток: угол резки не изменяется, оставаясь равным установленному производителем, вне зависимости, режутся ли толстые или тонкие листы.
https://youtube.com/watch?v=2Z9sDi_GVkE






Описание конструкции основных узлов гильотинных ножниц Н3222
Станина (рис. 6)
Станина машины Н3222 состоят из двух стальных стоек 1, связанных вверху ресивером 2 и внизу – траверсой 3. На траверсу и выступы стоек опирается стол 4, к которому специальными винтами 5 крепится комплект ножей 6 в количестве трех штук. Ножи опирается на специальные прокладки для предотвращения выработки в детали стола. Прокладки заменяются для компенсации уменьшения размера ножей от переточек. Продольное смещение ножей при резне исключается специальным упором.
На поверхности стола выполнены Т- образные пазы для крепления специальных упорных приспособлений и пазы для удобства перемещения разрезаемого листа. Для замеров обрезаемого листа, поверхность стола оснащается линейками 7 и 8 с ценой деления 1 мм.
Слева в справа у кромок стола расположены клино-винтовые устройства 9 для регулировки зазора между ножами при резке материала различной толщины.
Для крупногабаритных листов на передней кромке стола устанавливаются дополнительные кронштейны 10 с роликам 11 для облегчения перемещения листа. Для той же цели на поверхности стола смонтированы шариковые опоры 12. Для крепления всех узлов на станине имеются соответствующие платики и крепежные отверстия.
Привод и червячный редуктор гильотинных ножниц Н3222 (рис. 7)

Червячный редуктор гильотинных ножниц н3222
Привод и червячный редуктор для вращения коленчатого вала ножниц расположен в литом корпусе, закрепленном на правой стойке станины. Коленчатый вал при помощи шпонок скреплен с червячным колесом 1 редуктора.
С колесом 1 зацепляется вал-червяк 2, смонтированный в корпусе на подшипниках, воспринимающих осевые и радиальные нагрузки вала 2.
На правом конце вала на подшипниках, смонтирован маховик 3 с фрикционной муфтой, ведомый диск 4 которой с фрикционными колодками соединен шлицами с валом 2. Муфта включается сжатым воздухом через воздухоподводящую головку 5. Воздух перемещает поршень 6, вращающийся с маховиком 3, и смыкает трущиеся поверхности дисков 7, вращающихся с маховиком, и диска 4. Вращение маховика воспринимается клиновыми репняки от электродвигателя 8, закрепленного на плате, которая регулируется по вертикали с помощью винтов 10, после ослабления крепящих болтов 11, для необходимого натяжения ремней.
На левом конце вала 2 смонтирован тормоз для остановки в нужном положении коленчатого вала и удержания подвижных частей. Торможение производится пружинами 12, смыкающие трущиеся поверхности связанных с корпусом дисков 13 и диска с фрикционными колодками 14, соединенного длинами с валом 2. Растормаживание производится сжатым воздухом через поршень 15, который отводит подвижный диск 13, преодолевая действие пружины 12 и освобождая диск 14.
Для подачи электрических сигналов на отключение и включение муфты и тормоза на крышке редуктора смонтированы бесконтактные датчики 16 и 17, действующие от подвижных дисков 18 с вырезами, связанных с коленчатым валом.
Для установки счетчика числа ходов дополнительно устанавливается датчик 19. Для регистрации уровня смазки в редукторе имеется маслоуказатель 20. Пульт управления 21 крепится к корпусу для удобства пользования.





