Назначение и основные параметры
Токарный патрон является одним из основных элементов техоснастки и необходим для надежного крепления заготовок различного размера и формы на шпиндель. Высокая точность зажима обеспечивает центрование и перпендикулярность поверхности оси обработки. Патрон необходим для проведения практически всех токарных операций, входит в обязательный комплект оснастки металлообрабатывающих ручных, полуавтоматических и автоматических станков.
Данный тип зажима устанавливается на переднюю бабку станка. Передача вращения осуществляется от электромотора через коробку передач и раздаточную коробку. Для обеспечения производства деталей необходимо несколько токарных патронов, которые подбираются с учетом основных эксплуатационных и технических параметров:
- Вариант исполнения и количество кулачков (зажимных элементов) – определяет возможность фиксации того или иного типа заготовок, расположение кулачков, возможность установки нескольких заготовок.
- Рабочий диаметр патрона. Это наружный размер, диаметр присоединительного пояска, а также расположение и параметры крепежных отверстий.
- Параметры заготовки. Необходимо учесть наибольший и наименьший диаметры, учесть способ крепления – наружный или внутренний через обратные кулачки. Также необходимо учесть и допустимую массу детали.
- Диаметр отверстия в корпусе патрона. Необходим при обработке длинного прутка.
- Максимальное значение частот вращения.
Устройство и принцип работы.
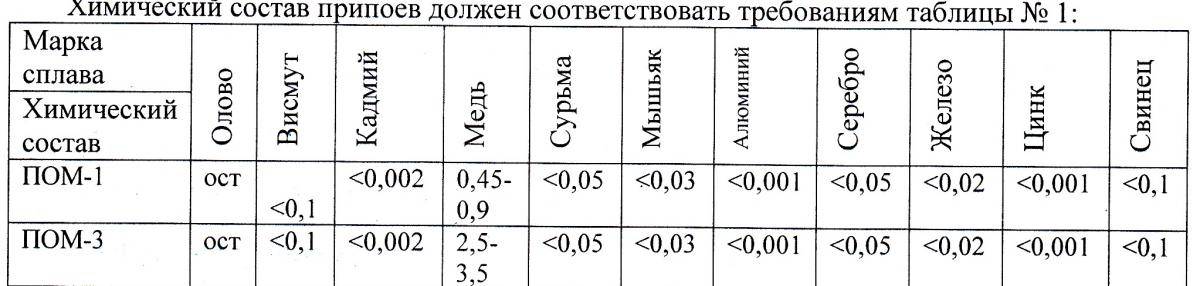
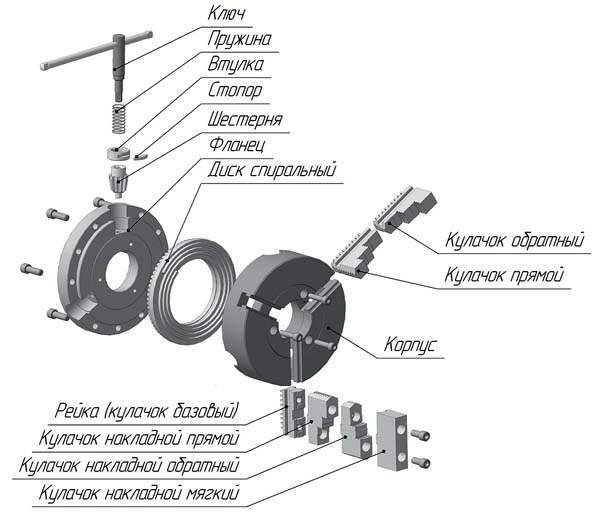
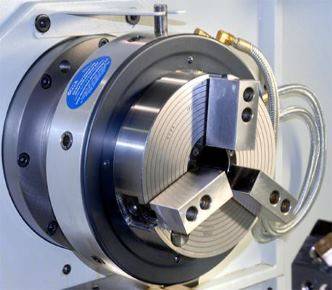
3.1. Конструкция спирально-реечного токарного патрона представлена на рис.3.
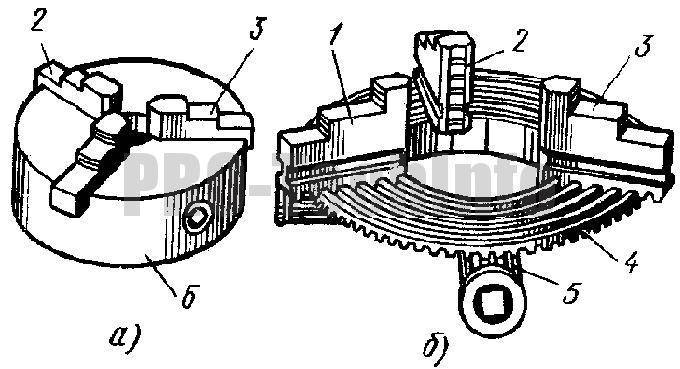
Рис.3 — Конструкция спирально-реечного токарного патрона.
Кулачки 1, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки изготовляют трехступенчатыми и для повышения износостойкости закаливают.
Трехкулачковые патроны
Самыми распространенными патронами являются трехкулачковые. Они устанавливаются на все токарное оборудование: в домашних мастерских, гаражах, ремонтных цехах, мелко- и крупносерийных производствах.
Самыми часто встречающимися являются 3 типа самоцентрирующихся патронов:
- спиральные:
- реечные;
- эксцентриковые с червячной передачей.
Трухкулачковые патроны оснащаются тяговым (зажимные элементы связаны с гидро- или пневмоприводом) или встроенным приводом. На зажим заготовки во время работы тратится до тридцати процентов вспомогательного времени, поэтому приспособления механизируют и сокращают время на установку изделия. Самое широкое распространение в крупносерийном и массовом производствах получили механизированные кулачковые патроны с пневмоприводом. Гидропривод используют редко и применяют в ситуациях, когда необходимо сохранить малые габариты конструкции. Основное преимущество механизированных агрегатов – быстродействие и постоянное зажимное усилие на кулачках.
Подробное видео по зажимным токарным агрегатам
Спиральные патроны
3-х кулачковые спиральные патроны уже существуют более 100 лет и благодаря простой конструкции и надежности до сих пор ими оснащают новое оборудование. Обеспечивают большой диапазон хода кулачков и обладают высоким КПД, имеется возможность осуществлять зажим эксцентриковых и некруглых заготовок. Недостатками являются быстрая потеря точности и ускоренный износ. Потеря начальной точности происходит в следствии технологических особенностей: улитка только улучшается и имеет невысокую твердость, следовательно, быстро истирается – происходит быстрый износ центрирующего механизма. Ускоренный износ происходит из-за попадания стружки и грязи в клиновидные зазоры между зубьями кулачков.
Используются в единичном и мелкосерийном производстве. Оснащаются прямыми и обратными кулачками.
https://youtube.com/watch?v=u2MemCIAP_M
Реечные патроны
3-х кулачковые реечные патроны свое название получили из-за принципа работы: зубчатый венец перемещает рейки, которые одновременно перемещает кулачки. Более долговечны чем спиральные, т.к. имеется возможность закалки и шлифовки зубцов. Корпус изготавливается из литой или кованой стали, остальные движущиеся части – легированной, с последующей закалкой. Являются универсальными и применяются в единичном или мелкосерийном производствах.
- более сильный зажим;
- большая точность;
- КПД ниже, чем у спиральных;
- возможность зажима только из одного положения;
- сложная конструкция.
Эксцентриковые патроны
3-х кулачковые эксцентриковые патроны применяются в крупносерийном производстве. Все детали агрегата изготавливаются из износостойких сталей, а затем проходят закалку и шлифовку. Обладают высокой точностью и силой зажима. Переналаживаются на зажим другой детали сравнительно просто – перестановкой насадных кулачков.
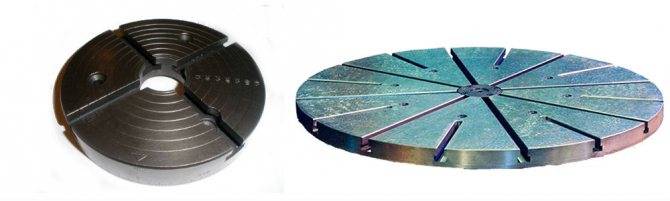
Обзор популярных типов планшайб
На современном рынке представлены детали различных типов. Из наиболее часто применяющихся в производстве можно выделить группы:
- гладкие;
- шайбы, оснащенные поводком;
- с простыми резьбовыми отверстиями;
- с пазами, круговыми или радиальными отверстиями.
Независимо от типа ко всем изделиям из стали применяются требования ГОСТ 4082-69. Чугунные более предпочтительны, поскольку имеют сравнительно низкие цены и не очень чувствительны к скачкам температур.
Чаще всего на производстве крепление заготовки в токарный станок осуществляется либо в патрон, либо в планшайбу гладкого типа. Последняя используется при точении детали в форме ступенчатого или простого кольца. При этом выполняется центровка посредством размещенного на фланце опоясывающего конструктивного элемента.

Надежная фиксация в станке и неподвижность самой детали обеспечивается через зажим в центре или при помощи прихватов. Как правило, они выполнены очень просто и состоят из пары шайб, гайки и винта, позволяющих закрепить заготовку без особого труда.
В том случае, если устанавливаемую в токарный станок заготовку нужно зафиксировать стойками или уголками, но кроме гладкой планшайбы ничего нет, то после центровки эти элементы монтируются прямо на ней.
Чтобы шпиндель работал долго и безотказно, очень важно каждый раз проводить качественное центрирование шайбы. Планшайбы с поводком
Планшайбы с поводком
Планшайбы с поводком
Поводковые или, как их еще называют, зубчатые изделия имеют ряд важных конструктивных особенностей. В их корпусе имеются два параллельно расположенных профильных паза Т-образной формы. В одном из них находится поводок, а в другом фиксирующие зажимные элементы.
В самих зажимах, настраиваемых специально предусмотренными винтами, тоже имеются соответствующие углубления, в которых размещаются кулачки. С помощью последних непосредственно осуществляется фиксация детали перед обработкой на станке. Они двигаются в пазах свободно, благодаря чему их можно регулировать на поверхности самой заготовки.

С применением данного типа планшайб станок также настраивается очень легко. Сначала строго по центру осуществляется установка заготовки. Затем каждый из зажимных элементов, находящихся с разных сторон, плотно притягивается к ней. Для этого поочередно закручиваются все винты. Кулачки при этом располагаются на поверхности детали с целью лучше осуществить ее захват.
Помимо всего вышеперечисленного, надежность крепления заготовки дополнительно обеспечивают находящиеся на зажимах пазы Т-образной формы. Благодаря такой конструкции удается производить обработку на станке даже сложных изделий, состоящих из нескольких ступеней.
Планшайбы с резьбовыми отверстиями
Данный тип шайб отличается от остальных наличием в центре специального отверстия под резьбовое соединение ее непосредственно на шпиндель станка. Крепление осуществляется без использования фланца.
На таких деталях, как правило, есть три отверстия, в которые вкручиваются специальные кулачки или прихваты, служащие для фиксации форм небольших размеров.
В некоторых случаях шайбы насаживаются на самодельные втулки с резьбой, которые фиксируются на валу станка посредством сварки. Такого рода доработка применяется работниками предприятий для того, чтобы обеспечить более надежное крепление. В идеале же лучше сразу купить планшайбу с заранее конструктивно предусмотренной в них резьбой.









Планшайбы с круговыми или радиальными пазами
Планшайбы, оснащенные пазами, отличаются следующим:
- могут выполняться с резьбой или без нее;
- сквозные пазы с нарезанной в них резьбой объединяются в группы, разделенные друг от друга специальными канавками.
Число резьбовых углублений может варьироваться. При этом в отдельных группах некоторых планшайб имеется различное их количество. К примеру, в одной их может быть шесть, а в другой всего три. При этом пазы не всегда выполняются сквозными, а часть из них может находиться непосредственно в канавках.
Главным их функциональным назначением является фиксация нестандартных заготовок посредством винтов. С тыльной стороны станка при этом в ряде случаев закрепляются ребра жесткости. Их монтируют для повышения воздействия на заготовку ввиду того, что планшайбы изначально таковых не имеют, а их прочности способствует лишь увеличение веса.
Кроме того, к элементам из чугуна при их производстве предъявляются требования, чтобы их минимальная толщина составляла не меньше 0,5 см.
Приобрести патроны, планшайбы и комплектующие на станок можно как в специализированном магазине, так и оформив заказ через интернет. Ориентировочная цена на некоторые из них приведена в таблице.
Основные варианты конструкции
Токарные патроны изготавливаются из прочного чугуна маркой не менее СЧ-30 или инструментальных марок стали прочностью не менее 500 МПа.
Существуют различные варианты конструкции токарных патронов, остановимся на наиболее часто используемых в современном производстве:
Патрон рычажный. Зажим происходит благодаря смещению кулачков с зажимами благодаря действию двухплечевого рычага. Основной характеристикой является количество кулачков и степень смещения на рабочем диске. К недостаткам можно отнести сложность настройки, особенно при проведении нетиповых операций. Кулачки могут настраиваться путем одновременного смещения посредством ключа или отдельной регулировкой каждого зажима. Данный тип оснастки, как правило, применяется для черновой или получистовой обработки.
Клиновые токарные патроны – это усовершенствованный вариант конструкции рычажного зажима. Высокую точность фиксации обеспечивает наличие собственного механического или пневмопривода для каждого кулачка. Имеет возможность фиксации заготовки со смещением относительно центра вращения, что позволяет производить обработку деталей сложной конфигурации.
Мембранные токарные патроны. Обеспечивают наиболее высокую точность фиксации благодаря мембранам из упругого материала. Заготовка фиксируется путем отключения гидропривода, что приводит к расширению мембраны. Характерными особенностями конструкции является большое количество зажимов при сравнительно низком усилии сжатия. Поэтому основной сферой применения данного типа оснастки является чистовая обработка деталей на малых скоростях вращения.
Особенности кулачкового крепления
Кулачковое крепление является наиболее распространенным в современных патронах для токарных станков по металлу, широко используются двух-, трех- и 4-кулачковый тип крепления с механизированным или ручным зажимом. Количество кулачков определяет возможности патрона в фиксации тех или иных видов заготовок:
- Двухкулачковые самоцентрирующиеся – паковки, фасонные отливки, возможно крепление только одной детали.
- Трехкулачковые патроны предназначены для крепления круглых и 6-гранных заготовок, в том числе и прутов большого диаметра.
- Четырехкулачковые патроны – удобны для заготовок квадратного сечения.
- Оснастка с индивидуальной регулировкой применяется для деталей несимметричной или прямоугольной формы.
Классификации
Условно делятся на две группы:
- Кулачковые. Подвижные сегменты (кулачки), производят фиксацию детали. Отличаются друг от друга конструкцией и назначением.
- Цанговые. В зависимости от принятия рабочего положения цанги, закрепляющей деталь в нужном положении, токарные патроны этого типа различают:
- с выдвижной цангой;
- неподвижной цангой;
- втягиваемой цангой.
Двухкулачковый
Самоцентрирующиеся двухкулачковые патроны. Все детали изделия производятся из стали, подвижные части подвергаются термообработке, что увеличивает их прочностные характеристики и износостойкость.

Обеспечивают самоцентрирование и фиксацию необработанных поверхностей заготовок. Размеры рабочего диаметра патрона стандартизированы и варьируются от 125 до 400 мм.
Применяется патрон для крепления:
- сложных фасонных деталей;
- нецилиндрических и несимметричных заготовок.
Трехкулачковый
Механизм фиксации 3-кулачкового патрона производится:
- с реечным механизмом;
- со спиральным диском.

Реечный
Точнее, патрона со спиральным диском, имеет более мощный зажим заготовки. Может применяться в мелкосерийном или штучном производстве.
Четырехкулачковый
Четырехкулачковый патрон применяется при обработке несимметричных заготовок. Позволяет проточить деталь вне центра или при расточке отверстий по разным осям.
Изделие крепится двумя парами независимых держателей во взаимоперпендикулярных плоскостях и обеспечивает полное совпадение оси шпинделя с обрабатываемой поверхностью.
Кулачок может быть цельным или сборным. Патрон со сборным кулачком имеет основание и насадной кулачок. Сборный кулачок размещен в пазе основного элемента и имеет свободное радиальное перемещение без потери устойчивости.

Этим обеспечивается двойное шпоночное крепление. Преимущество конструкции в жесткости фиксации и простоте применения.
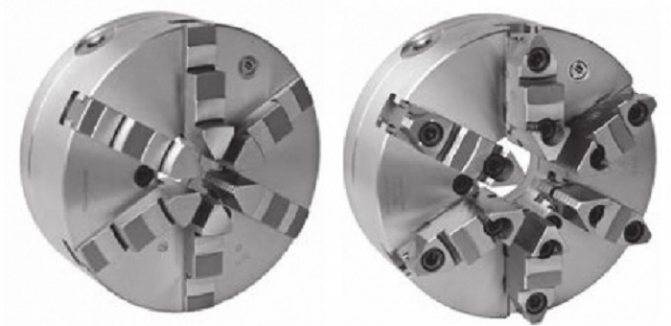
Шестикулачковый
Усилие фиксации распределяется между шестью кулачками, что позволяет крепить тонкостенную деталь без опасений её разрушения или деформирования.
ГОСТ 2675—80 Патроны самоцентрирующие спирально-реечные трехкулачковые
ГОСТ 2675—80 Патроны самоцентрирующие спиральные трехкулачковые
ГОСТ 2675—80 Патроны самоцентрирующие спиральные трехкулачковые
ГОСТ 2675—80 Патроны самоцентрирующие трехкулачковые. Основные размеры. Смотреть в увеличенном масштабе









Стандарт распространяется на самоцентрирующие спирально-реечные трехкулачковые токарные патроны, устанавливаемые на шпиндели станков через переходные фланцы и непосредственно на фланцевые концы шпинделей.
Всего стандарт предусматривает десять типоразмеров токарных патронов: 80, 100, 125, 160, 200, 250, 315, 400, 500, 630 мм.
По способу установки на шпиндели токарные патроны должны изготавливаться следующих 3-х типов:
- Тип 1 — с цилиндрическим, пояском и с креплением через промежуточный фланец по ГОСТ 3889;
- Тип 2 — с креплением на фланцевые концы шпинделей под поворотную шайбу по ГОСТ 12593;
- Тип 3 — с креплением на фланцевые концы шпинделей по ГОСТ 12595.
- Десять типоразмеров — : 80, 100, 125, 160, 200, 250, 315, 400, 500, 630 мм;
- Исполнение 1 — с цельными кулачками;
- Исполнение 2 — со сборными кулачками;
- Класс точности — Н – нормальный ; П – повышенный ; В – высокий; А – особо высокий;
Виды токарных патронов
Токарные патроны делятся на такие виды:
- Механические. Наиболее распространенный класс патронов, разделяется на кулачковые, поводковые, цанговые. Первая группа сейчас практически вытеснила вторую и, в свою очередь, делится на самоцентрирующиеся, обычно с 3 кулачками, и несамоцентрирующиеся, у которых количество кулачков может быть 2, 4 или 6. Шестикулачковые патроны используются реже всего.
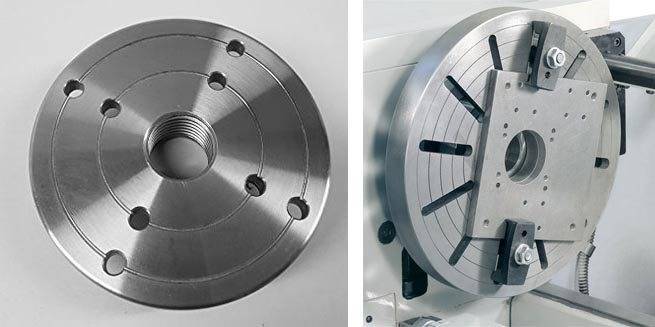
- Механизированные: Пневматические, гидравлические, электрические. Автоматизируют процесс зажима-разжима заготовки с заданным усилием. Гидравлические патроны чаще используются на станках с диаметром патрона больше 200 мм (диаметры импортных патронов указаны в дюймах 6, 8, 10, 12, 15 и далее дюймов). Пневматические патроны применяются на токарных автоматах. Цанговые патроны служат для зажима прутковой заготовки относительно небольшого диаметра. Электрические. не получили широкого распространения.
| |
| Токарный патрон с механическим управлением | Патрон с пневматическим приводом |
Наружный диаметр токарных патронов находится в пределах 80-1000 мм, из которых наибольшей популярностью пользуются патроны диаметром 80-400 мм. Для изготовления токарных патронов используется сталь и чугун. Особенно прочными выполняются кулачки для токарных патронов, которые испытывают значительные поверхностные и истирающие нагрузки в процессе работы. Поэтому для их производства применяется высококачественная сталь, которая подвергается закалке.
Самостоятельная сборка патрона по чертежам
Самостоятельная сборка не занимает много времени. Это достаточно простой процесс. Главное — понять механизм работы устройства. В крайнем случае можно заказать такое миниатюрное оборудование у профессионального токаря. Из имеющихся деталей он соберет любую вариацию. Стоят самодельные модели существенно дешевле заказанных на производстве.
Установка самого патрона на шпиндель
Происходит закрепление механизма. Нельзя пережимать или растачивать детали. На этапе происходит закрепление предварительно подготовленными подходящими по размеру болтами.
Закрепление
Проверив качество накрутки, производится окончательная сборка механизма. Болты прикручиваются при помощи ключа.
Освобождение патрона
После вкручивания заготовки оправа больше не нужна. Ее аккуратно снимают.
Обязательно необходимо проверить работоспособность изготовленного самостоятельно механизма. Изделие помещается в токарный станок. Производится несколько плавных оборотов и проверяется четкость закрепления. Специалист оценивает уровень централизации, то двигаются ли предметы.
Самодельные патроны в обязательном порядке следует периодически обслуживать. Они полностью разбираются, внутри проводится чистка, а потом сушка на свежем воздухе. Смазывается обычным маслом. Если изделие собираются хранить, то делать это нужно по правилам. Загибают кулачки в центральную часть, дырка затыкается тряпкой плотно.
Такое хранение обеспечит целостность патрона, так как его нельзя будет повредить механически, пыль не будет оседать в отверстии конструкции оборудования. Перед применением старый патрон смазывается и работает до 10 минут на плавном медленном ходу.
Технические характеристики
Корпус патронного устройства выполняется из высококачественного чугуна специального изготовления. Технические характеристики стандартного трехкулачкового патронного изделия самоцентрирующегося типа:
- Наружный диаметр 250 миллиметров;
- диаметр присоединительного пояска 200 миллиметров;
- диаметр отверстия в корпус 76 миллиметров;
- крепежные отверстия имеют диаметр расположения 224 миллиметра;
- наибольший наружный диаметр изделия, зажимаемого в прямых и обратных кулачках составляет соответственно 120 и 266 миллиметров;
- Наибольшая допустимая частота вращения составляет 2000 оборотов в минуту;
- Масса устройства составляет 29 килограммов;
- Крепится патронный элемент при помощи 6 болтов вида М12.
Конструкция патрона: схема и описание
Токарный патрон состоит из более чем десяти деталей. Эффективность и срок службы определяется качеством сборки и материалом изготовления комплекта деталей.
Ключ
Основной механизм, отвечающий за перемещение заготовки токарным станком. Он способствует креплению обрабатываемого предмета.
Стопор
Соединен с втулкой и ключом. Является основной механизма, которая отвечает за безопасность. Стопор контролирует фиксацию заготовки и не дает ей отпасть.
Кулачки накладные
Способствуют налаживанию работы с заготовками нестандартной формы. Используется, когда требуется поместить вариант большого диаметра или меньшей, большей длины.
Основные варианты конструкции
Токарные патроны изготавливаются из прочного чугуна маркой не менее СЧ-30 или инструментальных марок стали прочностью не менее 500 МПа.
Существуют различные варианты конструкции токарных патронов, остановимся на наиболее часто используемых в современном производстве:
Патрон рычажный. Зажим происходит благодаря смещению кулачков с зажимами благодаря действию двухплечевого рычага. Основной характеристикой является количество кулачков и степень смещения на рабочем диске. К недостаткам можно отнести сложность настройки, особенно при проведении нетиповых операций. Кулачки могут настраиваться путем одновременного смещения посредством ключа или отдельной регулировкой каждого зажима. Данный тип оснастки, как правило, применяется для черновой или получистовой обработки.
Клиновые токарные патроны – это усовершенствованный вариант конструкции рычажного зажима. Высокую точность фиксации обеспечивает наличие собственного механического или пневмопривода для каждого кулачка. Имеет возможность фиксации заготовки со смещением относительно центра вращения, что позволяет производить обработку деталей сложной конфигурации.
Мембранные токарные патроны. Обеспечивают наиболее высокую точность фиксации благодаря мембранам из упругого материала. Заготовка фиксируется путем отключения гидропривода, что приводит к расширению мембраны. Характерными особенностями конструкции является большое количество зажимов при сравнительно низком усилии сжатия. Поэтому основной сферой применения данного типа оснастки является чистовая обработка деталей на малых скоростях вращения.
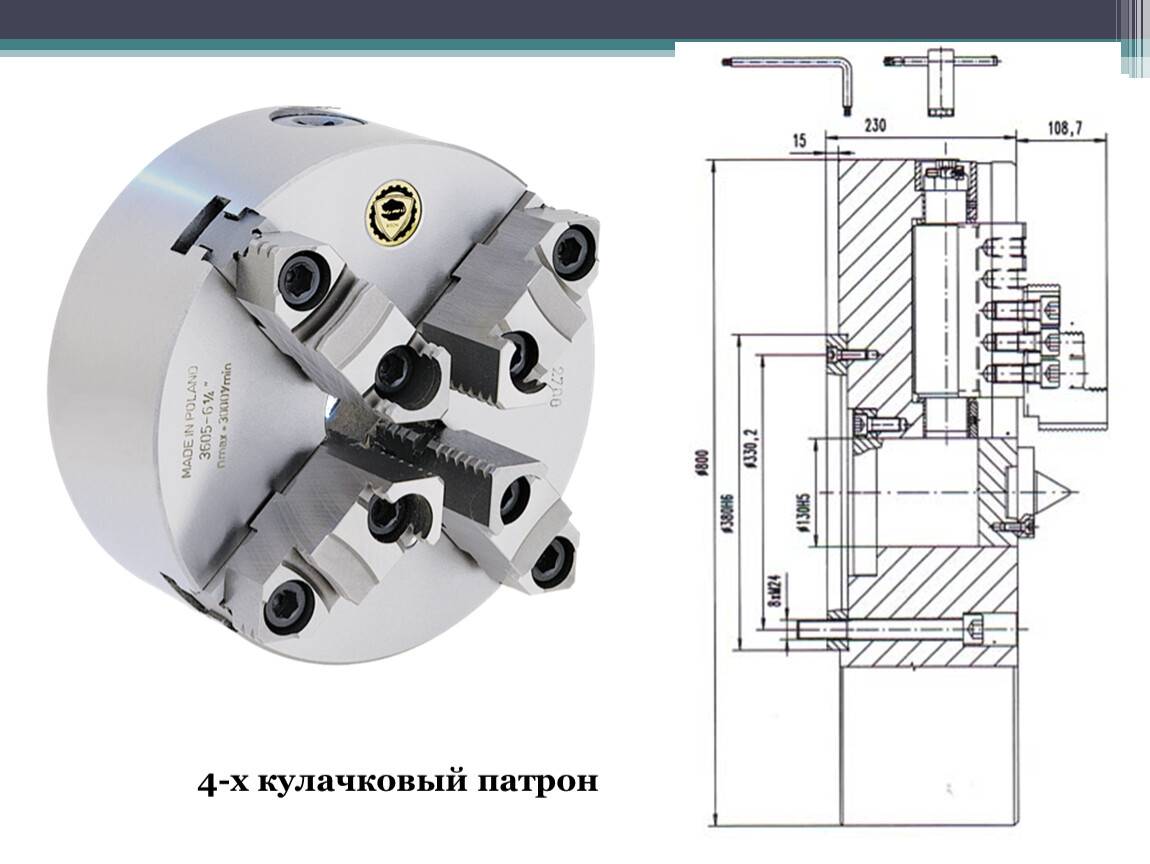
Четырехкулачковые патроны
4-х кулачковые патроны применяются для зажима заготовок некруглой и несимметричной формы. Кулачки четырехкулачкового патрона регулируются независимо и для обработки поверхности детали необходимо установить таким образом, чтобы ее ось совпала с осью шпинделя. Самоцентрирующие встречаются не часто. Приспособления являются универсальными и применяются в единичном и мелкосерийном производстве в ремонтных и инструментальных цехах.
Каждый кулачок перемещается в радиальном направлении отдельно за счет вращения винтов.
Чтобы определить возможность обработки в 4-х кулачковом патроне необходимо рассчитать отношение длины заготовки и ее диаметра. Если полученный результат будет более 4 единиц, то возможность обработки отсутствует.
Разница между 3-кулачковым и 4-кулачковым патроном
Разница между 3-кулачковыми и 4-кулачковыми патронами заключается в количестве кулачков, формах заготовок, которые они могут удерживать, и их точности. В то время как 4-х кулачковые патроны обеспечивают более высокую точность и большую гибкость для удерживания различных форм, таких как цилиндры и восьмиугольники, 3-х кулачковые патроны самоцентрируются и их легче настроить.
| Параметры | 3-кулачковый патрон | 4-кулачковый патрон |
|---|---|---|
| Количество кулачков | 3 | 4 |
| Формы заготовки | Цилиндр и шестигранник | Цилиндр, квадрат, прямоугольник и восьмиугольник |
| Настройка работы | Легкая | Сложная |
| Самоцентрирующийся | Доступно (широко используется) | В наличии (используется редко) |
| Точность и воспроизводимость | Сравнительно низкая | Высокая |
Сравнение 3-х и 4-х кулачковых патронов.
Разница в количестве кулачков
Количество кулачков в 3-кулачковом (слева) и 4-кулачковом (справа) патроне
Основное различие между 3-кулачковым патроном и 4-кулачковым патроном заключается в количестве кулачков, которые они обеспечивают для зажима объекта.
По мере увеличения количества кулачков в патроне сила захвата объекта также увеличивается, что позволяет выполнять сложные операции механической обработки, такие как глубокая резка.
Патроны обычно используются в токарных и сверлильных станках для удержания заготовки или режущего инструмента.
Возможны различия в формах заготовок
3-х кулачковый патрон круглой и шестигранной формы
В зависимости от конфигурации кулачков можно монтировать инструменты или заготовки различной формы.
На 3-кулачковый патрон можно монтировать предметы цилиндрической или шестигранной формы.
В случае 4-х кулачкового патрона вы можете устанавливать цилиндрические, квадратные, прямоугольные и восьмиугольные предметы.
4-х кулачковый патрон квадратной и восьмиугольной формы
Вы также можете использовать 3-кулачковые и 4-кулачковые патроны для зажима заготовок с другой геометрией, но формы, упомянутые выше, подходят лучше всего, так как их можно зажимать с равномерным распределением усилия.
Разница в настройке работы
Настройка рабочих мест на 4-х кулачковом патроне намного сложнее, чем на 3-х кулачковом. Особенно если это кулачковый патрон, что увеличивает рабочий цикл.










Интересно, что 4-кулачковые патроны позволяют удерживать тяжелые заготовки и гораздо более универсальны. Также, если вы хотите сократить рабочий цикл, вы можете использовать самоцентрирующийся 4-х кулачковый патрон.
Самоцентровка
Большинство трехкулачковых патронов самоцентрирующиеся и не требуют индивидуальной регулировки кулачков. Поворот шестерни приведет к одновременному движению всех трех губок.
Но в случае большинства 4-кулачковых патронов каждый кулачок необходимо регулировать отдельно, что позволяет независимым от кулачков патронам быть более точными, чем самоцентрирующиеся патроны.
Кроме того, вы можете выполнять эксцентриковые работы только на независимом патроне, таком как 4-кулачковый патрон.
Разница в точности и воспроизводимости
Самоцентрирующиеся патроны склонны к биению при центрировании заготовки и, следовательно, обеспечивают быстрое время цикла за счет повторяемости.
Вы можете решить эту проблему, обрабатывая деталь за один установ, не снимая ее с патрона, что обычно невозможно для большинства операций обработки.
В таких ситуациях лучшим выбором будет независимый от кулачков 4-кулачковый патрон. Он может максимизировать точность и воспроизводимость вашей работы за счет индивидуальной регулировки каждой губки.
Как собрать по чертежам самостоятельно
Для работы по металлу новичку собрать самопальный патрон можно, но весь процесс станет головной болью из-за поисков, нестыковок, ошибок и т. д. Сделать токарный патрон для обработки дерева гораздо доступнее, хотя и не проще, как может показаться.
Прежде всего – чтобы работа шла, необходимо создать подробный сборочный чертёж с чертежами деталировки. За чертежами, потянутся мероприятия. Без чертежей и плана действий чего-либо путного достичь вряд ли удастся, ибо всякий, кто действует без плана, действует долго и плохо.
Затем начинается процесс сбора комплектующих и материалов. Процесс воплощения идей самый трепетный и несёт в себе мощную струю самообновления. А удачное завершение становится очередным благоприятным этапом в творческой жизни.