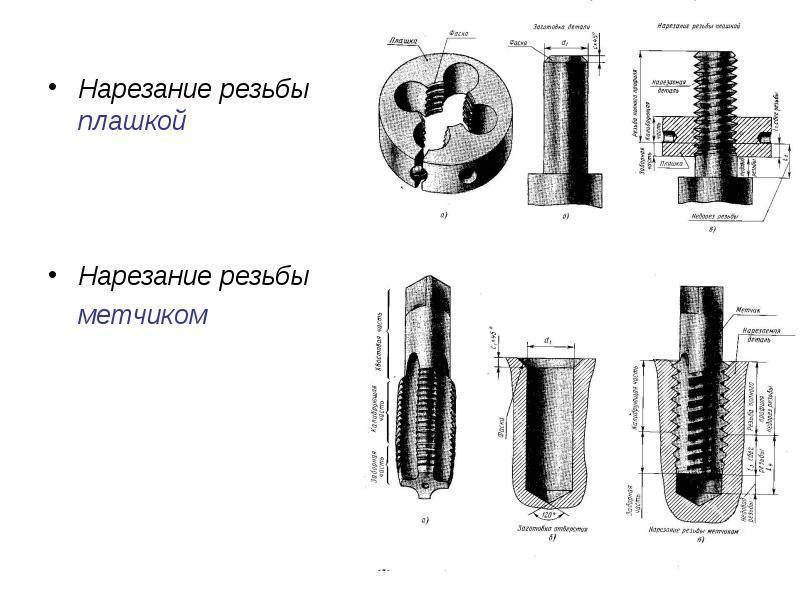
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Читать также: Номинальный диаметр резьбы винта
Таблица 1. Основные диаметры отверстий под метрическую резьбу
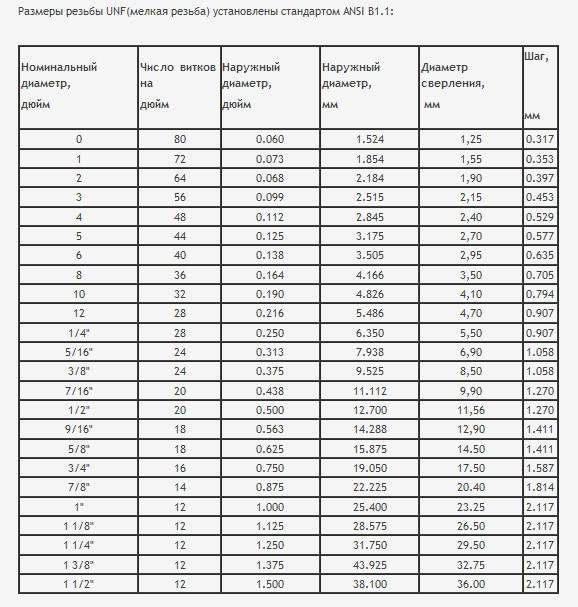
Таблица 2. Диаметры отверстий под дюймовые резьбы
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
До = Дм х 0,8, где:
До – это диаметр отверстия, которое надо выполнить с помощью сверла,
Дм – диаметр метчика, которым будет обрабатываться просверленный элемент.
Схема нарезания внутреней резьбы метчиком
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
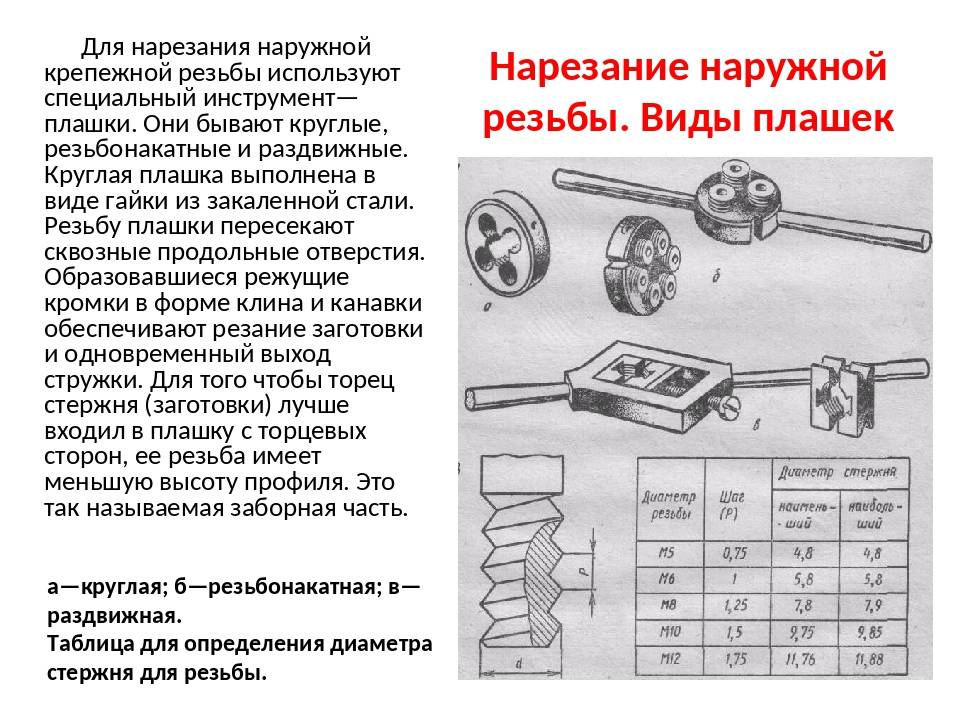
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Трубные плашки
На водопроводной трубе резьба немного отличается от обычной, прежде всего размерами. Связано это с тем, что привязка идет от дюйма. Только есть одна загвоздка. Если труба имеет 10 дюймов, то это не значит, что ее диаметр равен 2,54*10 = 25,4 мм. Ее диаметр будет коло 33 миллиметров. Связано это с тем, что перевод в метрическую систему сопровождается добавлением двух толщин стенок.
Трубные плашки
Чтобы такой путаницы не возникало и с плашками, их начали выпускать отдельно для водопроводных труб. Отличить их от стандартных довольно легко – на корпусе присутствует маркировка в виде латинской буквы «G».
Таким образом, получается, что есть лерки на G1/2, G ¾, и так далее.
Вообще же трубные инструменты позволяют изготовить нарезку на трубе с размерами от G1/8 до G2.
Нарезка резьбы вручную

Вся работа производится плашкой или леркой. Это тождественные понятия и являются синонимами. В зависимости от конструкции они могут быть:
- Регулируемые или раздвижные. Обычно в них присутствует несколько резцов, расстояние между которыми может быть изменено. Особенно полезны они бывают в тех случаях, когда профиль трубы неравномерный вследствие деформации или заводского брака, но все равно требуется нарезать резьбу. Чаще всего они устанавливаются в клуппы, которые обеспечивают им хорошую фиксацию. При помощи таких изделий резьбу можно нарезать за несколько проходов, что увеличивает ее точность и качество.
- Монолитные. Представляют собой небольшой цилиндр с отверстием в середине. Такой инструмент зажимается в специальный плашкодержатель. Обычно фиксируется одним или несколькими болтами. Таким инструментом изготавливается нарезка за один проход.
- Конусные. Предназначены для нарезания соответствующих резьб, о которых говорилось выше.
 Выравнивается торец Лерка подбирается в зависимости от того, какой диаметр обрабатываемой трубы, также от того, какое должно быть направление резьбы — правое или левое. Все обозначения наносятся на упаковку или непосредственно на сам инструмент. Весь процесс будет сводиться к следующим действиям:
Выравнивается торец Лерка подбирается в зависимости от того, какой диаметр обрабатываемой трубы, также от того, какое должно быть направление резьбы — правое или левое. Все обозначения наносятся на упаковку или непосредственно на сам инструмент. Весь процесс будет сводиться к следующим действиям:
Обрабатываемая деталь фиксируется. Если она не закреплена ни в какой системе, тогда она зажимается в тиски. В случае когда нарезка будет делаться на водопроводной трубе или трубе отопления, необходимо сделать подкладки, чтобы обездвижить ее. Торец подготовленного отрезка трубы смазывается машинным маслом или солидолом. Если этих составляющих нет, тогда можно использовать то, что есть под рукой, – даже сало. Смазке также подвергается поверхность резцов инструмента. Плашкодержатель с леркой подносятся к торцу трубы. Сделать это нужно точно под прямым углом. Сделать это намного проще плашкодержателем с направляющей. Одновременно необходимо вращать инструмент для нарезания резьбы и придавливать его к патрубку. Должно произойти сцепление
Таким образом важно нарезать первые 2 витка. Если не пользоваться плашкодержателем с направляющей, то потребуется постоянно следить за тем, чтобы угол оставался 90°
Если не соблюдать это требование, тогда может пойти перекос
Это грозит тем, что резьба будет сорвана, инструмент испорчен, или не будет соблюден требуемый шаг. Не стоит осуществлять нарезку непрерывным проходом. В процессе будет образовываться металлическая стружка. Для того чтобы удалить ее, необходимо делать один оборот по направлению движения и половину оборота обратно. Именно благодаря этому и будут удаляться накопившиеся отходы. По ходу продвижения также надо добавлять смазку. После завершения необходимо выкрутить лерку и пройтись ей еще раз, чтобы произвести финишную подводку.
 Плашки для нарезки резьбы
Плашки для нарезки резьбы
 Набор клуппов
Набор клуппов
Нарезание резьбы при помощи клуппа происходит по такому же механизму. В дополнение ко всему в некоторых изделиях есть возможность не только сдвигать резцы, но и разворачивать их. При таком раскладе можно одним и тем же инструментом выполнить и чистовой и черновой проход. При использовании такого агрегат необходимо быть очень внимательным во время начального этапа. Связано это с тем, что благодаря рукоятке с трещоткой можно приложить большее усилие, чем в случае с обычным держателем лерки. Если в самом начале не выставить правильно угол, тогда можно испортить всю заготовку и не заметить этого. Клупп неудобно применять в тех случаях, когда труба уже установлена и находится близко к стене. Ее нужно будет либо отогнуть при помощи клина или выдолбить часть штукатурки, чтобы насадка хорошо зашла и не смещалась.
Приспособления
Для нанесения резьбы своими руками используют небольшие приспособления:
- плашки (их еще называют лерки) для нанесения витков снаружи (обычно на трубу или металлический прут (штырь);
- метчики — для внутренней (вот под них предварительно требуется делать отверстие).
Метчик (сверху) и плашка (внизу)
Выполнены все эти приспособления сплавов, отличающихся повышенной прочностью и стойкостью к истиранию. На их поверхности нанесены желобки и канавки, при помощи которых получается их зеркальное отображение на обрабатываемой детали.
Любой метчик или плашка промаркированы — на них нанесена надпись, обозначающая тип резьбы, которую данное устройство нарезает — диаметр и шаг. Вставляются они в держатели — воротки и плашкодержатели — закрепляются там при помощи винтов. Зажав приспособление для нарезки резьбы в держателе, его надевают/вставляют в то место, где требуется сделать разъемное соединение. Прокручивая устройство, формируют витки. От того, насколько правильно выставлено устройство в начале работы зависит ровно ли «лягут» витки. Потому первые обороты делайте стараясь удерживать конструкцию ровно, не допуская сдвигов и перекосов. После того, как сделано несколько оборотов, процесс пойдет проще.
Вручную можно нарезать резьбу малого или среднего диаметра. Сложные типы (двух- и трехходовые) или работа с большими диаметрами руками невозможна — слишком большие усилия требуются. Для этих целей используется специальное механизированное оборудование — на с закрепленными на них метчиками и плашками.
Все о плашках
Плашка или лерка — это приспособление, которым нарезается наружная резьба разного типа. Представлена маленькой гайкой, на которой находится кромка и стружечный отвод. Резьбовое приспособление может быть с размерами резьбового шага от восьми до десяти.
Шаг резьбы — это расстояние между соседними резьбовыми витками.

Областью работы плашек являются железные трубы и стержни. У резьбы бывает коническая и цилиндрическая форма. Для получения качественно выполненной резьбы нужно нарезать одним прохождением. Плашка имеет режущую кромку. Чтобы выполнить цилиндрическую резьбу пользуются плашками с двумя частями рабочей области — калибрующая и режущая. Калибрующей частью формируется конечный диаметр и резьбовой профиль.
Классификация плашек

Лерки делятся на: трубчатые, квадратные, круглые и шестигранные.
Также их разделяют по структуре:
- цельная;
- раздвижная(призматическая);
- разрезанная.
Круглая лерка имеет самое широкое распространение. Ей нарезается резьба одним прохождение, а не несколькими как раздвижными. Эти плашки могут нарезать резьбу с разными шагами. А также ими можно сделать нарезку трубной и дюймовой резьбы. Рабочая часть круглых плашек не подвергается шлифовке. Наружный диаметр будет зависеть от размера стружкоотводчиков и от размера требуемой резьбы.
Принцип нарезки резьбы на токарном станке
К вращающейся заготовке, закрепленной в шпинделе, подводится инструмент. Инструмент врезается в заготовку и перемещается вдоль неё с одинаковой скоростью. Вершина инструмента оставляет на заготовке линию в виде спирали, называемую винтовой.








У резьбы выделяют такие параметры:
- Расположение. Резьба может находиться на внутренней и наружной поверхности.
- Направление. Выделяют левые и правые резьбы. Изделие с правой резьбой закручивается по часовой стрелке, это направление более распространено.
- Шаг. Представляет собой расстояние между одинаковыми точками соседних винтовых линий, измеренное вдоль центральной оси заготовки. Регулируется отношением скорости перемещения инструмента к скорости вращения заготовки.
- Наклон винтовой линии. Это понятие связано с шагом. Определяется относительно перпендикулярной плоскости к оси заготовки. Тангенс угла наклона равен шагу, разделенному на произведение π и внешнего диаметра заготовки.
- Тип опорной поверхности. Выделяют цилиндрические и конические резьбы.
- Профиль. Представляет собой контур резьбы в продольном сечении. В зависимости от профиля резьбы делят на треугольные, прямоугольные и трапециевидные.
- Количество резьбовых линий. По этому параметру резьбы можно разделить на однозаходные и многозаходные. Количество заходов видно на торцах резьбы, в зависимости от этого параметра различается расстояние, которое проходит вкручиваемая или накручиваемая деталь за один оборот.
Нарезание резьбы при помощи резцов
Наиболее широкое применение имеет нарезание резьбы специальным резьбовым резцом. Профиль режущей кромки резца определяет профиль резьбы. Режущая кромка выполняется из твердых и быстрорежущих сплавов.
Предварительная подготовка детали перед нарезанием наружной резьбы заключается в её обточке до диаметра, который меньше диаметра резьбы на 1/40-1/12. Во время нарезания резьбы происходит деформация металла, и наружный диаметр резьбы возрастает. Аналогичная подготовка, только в противоположную сторону, производится для нарезания внутренней резьбы. В этом случае обрабатывается отверстие диаметром, большее на 0,2-0,4 мм при работе с вязкими материалами, такими как сталь, титан, бронза, и на 0,1-0,02 мм при обработке хрупких материалов: бронзы, чугуна, высокопрочной стали.
Нарезание резьбы при помощи резцов выполняется в несколько проходов. После одного прохода резец перемещается в исходное положение. Нарезание резьбы производится только одной режущей кромкой инструмента, одновременное использование двух кромок приводит к снижению качества поверхности. Количество черновых и чистовых проходов определяется материалом заготовки, резцом, высотой резьбы, требованиями к чистоте поверхности резьбы.
Плашка предназначается для нарезания наружной резьбы, а метчик — для внутренней. Предварительная обработка поверхностей также выполняется с учетом деформации металла. Недостатком этого способа создания резьбы выступает ограничение диаметра. Плашками нарезают резьбу диаметром до 30 мм, а метчиками до 50 мм.
На токарно-винторезных станках плашка устанавливается в патроне, закрепляемом в пиноли задней бабки. Скорость резания стальных заготовок составляет 3-4 м/мин, чугунных 2-3 м/мин, мягких медных сплавов 10-15 м/мин.
Метчик во многих случаях позволяет выполнить резьбу за один проход. Для твердых материалов применяются комплекты из 2-3 инструментов. Черновой метчик удаляет 75% металла, чистовой выполняет доводку. Скорость резки стали составляет 5-12 м/мин, чугуна — 6-22 м/мин. При нарезке резьбы подается СОЖ.
Нарезание резьбы при помощи резьбонарезных головок
Для получения резьбы на револьверных станках и токарных автоматах используются резьбонарезные головки. Они представляют собой достаточно сложные устройства по сравнению с резцами, метчиком и плашкой.
Головки для нарезания наружной резьбы представляют собой полый цилиндр, в котором находятся гребенки — элементы с режущей поверхностью. После рабочего прохода гребенки раскрываются, и во время обратного хода не касаются резьбы.
Головки, предназначенные для формирования внутренней резьбы, имеют противоположное строение. Они выполнены в виде вала, в передней части которого находятся гребенки. Их число зависит от диаметра головки. Режущая кромка гребенок обладает заходным конусом, который упрощает начало нарезки резьбы. Настройка гребенок на диаметр производится при помощи резьбового калибра или эталонной детали.
Советы для начинающих сантехников
• Не следует покупать кран с толстостенной внутренней резьбой в 3,5 витка. Такая запорная арматура предназначена для сборки фитингами с латунной резьбой. На стальной трубопровод такой кран не устанавливается.
• Нарезать черновую резьбу, обязательно, используя леркодержатель с направляющей, для устранения возможности перекоса.
• При выполнении чистовой резьбы можно обойтись без направляющей
Здесь важно правильно накрутить первые несколько витков
• Для короткой резьбы необходимо нарезать не менее 5 ниток. После этого следует накрутить кран без подмотки. Он должен сделать 5 оборотов. Это нужно для того, чтобы после подмотки, кран закрутился на полную резьбу. В этом случае, экономить силы не следует. Закручивая шаровый кран на 2 оборота, вы можете лишиться дорогостоящего крана и затопить соседей.
Из всего вышесказанного, в заключение, можно сделать некоторые выводы.
Зная все правила и инструкции выполнить работу сможет даже новичок, но только нарезав определенное количество резьбы на сгонах и патрубках в мастерской, и на используемых трубопроводах. Теоретические знания важны, но без практического применения они ничего не значат. Не расстраивайтесь если первый сгон будет «комом».
Но также важно отметить, применяя новые разработки в сантехнике, можно добиться отличных результатов. Но старая, проверенная лерка никогда не покинет свое место в сантехническом шкафу
Качественный инструмент поможет сделать работу быстро и без больших усилий.
Пускай в вашем доме вода льется только из крана, а не из под перекошенной резьбы.
Правила нарезания резьбы с помощью плашек
Только при соблюдении установленных правил проведения работы позволяет получить поверхность с высокой точностью и качества. Плашка для нарезания наружной резьбы должна применяться совместно со специальным воротком, за счет которого осуществляется передача усилия.

Варианты нарезания круглыми и раздвижными плашками
При рассмотрении того, как нарезать резьбу плашкой, следует уделить внимание нижеприведенным моментам:
Для определения точных параметров инструмента следует уделить внимание маркировке, которая наносится на корпус. Маркировка проводится согласно установленным стандартам
Некоторые специалисты могут определить параметры изделия «на глаз».
Весь процесс начинается с подготовки заготовки. Обеспечить легкий старт можно путем снятия фаски, для чего можно использовать напильник. Фаска делается под углом 45 градусов, и не должна быть большой. Нужно следить за равномерностью снятия металла.
Нарезание витков не должно проводится по сухой поверхности, так как это приводит к быстрому изнашиванию режущей кромки. В зону резания добавляется специальная смазка, которая существенно упрощает ход за счет снижения трения. Смазка может быть представлена моторным маслом или солидолом.
Процесс резания предусматривает совершение двух витков, после чего одного витка в обратную сторону. За счет движения инструмента в обратную сторону происходит удаление стружки с зоны резания, что приводит к упрощению хода и повышению качества проведенной работы. Первые несколько витков нужно следить за тем, чтобы инструмент находится в строго вертикальном положении, иначе качество получаемой поверхности будет низким.
В дальнейшем на два оборота по ходу резания должно совершаться около полуоборота. За счет этого обеспечивается более плавный ход. Если корпус во время обработки нагревается, то следует делать перерывы. Слишком высокая температура становится причиной пластичности металла, которая приводит к уменьшению параметра износостойкости.
Проверка качества полученных витков проводится при применении гайки с нужным диаметром и параметрами резьбы. Первый проход может проходить с небольшими затруднениями, но в пределах нормы. Вторая и последующая проверка должна проводится без усилий.
Трубные плашки
На водопроводной трубе резьба немного отличается от обычной, прежде всего размерами. Связано это с тем, что привязка идет от дюйма. Только есть одна загвоздка. Если труба имеет 10 дюймов, то это не значит, что ее диаметр равен 2,54*10 = 25,4 мм. Ее диаметр будет коло 33 миллиметров. Связано это с тем, что перевод в метрическую систему сопровождается добавлением двух толщин стенок.

Чтобы такой путаницы не возникало и с плашками, их начали выпускать отдельно для водопроводных труб. Отличить их от стандартных довольно легко – на корпусе присутствует маркировка в виде латинской буквы «G».
Таким образом, получается, что есть лерки на G1/2, G ¾, и так далее.
Вообще же трубные инструменты позволяют изготовить нарезку на трубе с размерами от G1/8 до G2.
Ответы знатоков
murzik99rus:
А тем же самым чем бегемот отличается от гиппопотама.
V.V. P.:
Наружная и внутренняя резьба.
Николай Приходько:
Одно …но.
cortes:
Плашка и лерка — резьбонарезной инструмент для нарезания наружной резьбы ручным или машинным способом. В настоящее время разделение на плашки и лерки перестало существовать. Ранее название плашка использовалось применительно к наборному и регулируемому резьбонарезному инструменту предпочтительно больших диаметров. Термин лерка применялся для обозначения пластины с резьбовым отверстием и канавками для отвода стружки. Лерки использовались для изготовления более точной резьбы мелких диаметров.
Loser:
абсолютно ничем.. . два названия одного и того же слесарного инструмента, для нарезания внешней резьбы.. .
Галина Реу:
плашку-сашкой, а лерку — только грелкой!
Сергей Иванов:
Лерка (плашка) для наружной резьбы, метчик для внутренней.
Александр Павлов:
Гы-гы) ) Лерка-это ещё имя такое есть, к плашке ничего не притянуть.. . Ну если только Палашка. .









Валентин Беляев:
Лерка, инструмент для нарезания наружной резьбы; пластина с резьбовым отверстием, в котором имеются прорези для образования режущих кромок. В отличие от плашек, лерка-неразъёмный инструмент, даёт более точную резьбу (особенно малых диаметров).
Влад Влад:
плашкой нарезают резьбу на винтах а леркой нарезают внутренюю резьбу на гайке .
Душенька:
…точно знаю, что лерка — это спецыальное кольцо, которым нарезают резьбу на трубе например !..а что такое плашка — не знаю !..
Виктор Азаров:
Тем же, чем Шура отличается от Саши!!
Алёна:
Плашка внутри
wladimir shustov:
и кто выиграл?)))
dima iwanow:
В дополнение к вышесказанному: плашка используется преимущественно для трубной резьбы, лерка — для метрической…
anatolij drozd:
Плашка и лерка — резьбонарезной инструмент для нарезания наружной резьбы ручным или машинным способом. В настоящее время разделение на плашки и лерки перестало существовать. Ранее название плашка использовалось применительно к наборному и регулируемому резьбонарезному инструменту предпочтительно больших диаметров. Термин лерка применялся для обозначения пластины с резьбовым отверстием и канавками для отвода стружки. Лерки использовались для изготовления более точной резьбы мелких диаметров.
Ковбой:
Я думаю что в правой руке у вас резьбовая плашка, а в левой лерки.
слава морозов:
Если плашка Гармонирует с леркой У Вас всё прекрасно
Кот Бегемот:
Плашка цельная. Лерка с радиальной прорезью.
Виктор Лукиных:
ПЛАШКОЙ НАКАТЫВАЮТ РЕЗЬБУ А ЛЕРКОЙ НАРЕЗАЮТ.
Аха Аха:
otvet.mail /question/76128401«Ранее название плашка использовалось применительно к наборному и регулируемому резьбонарезному инструменту предпочтительно больших диаметров. Термин лерка применялся для обозначения пластины с резьбовым отверстием и канавками для отвода стружки. ««… плашка используется преимущественно для трубной резьбы, лерка — для метрической.. .»
злодей сестрорецкий:
А я уже не помню… каждый по своему называл и вроде как это одно и тоже.
Кот Мурыч:
Ничем, это одно и тоже просто раньше называли по разному.
Николай Иванов:
Ничем. Разве что для одной нужен плашкодержатель а для другой леркодержатель.
Игорь:
s ru.wikipedia /wiki/Плашка
Вещий Ольгъ:
ну ей богу, википедия это во второй строчке разъясняет.. забанили?
Вольный ветер:
Лерка — устройство для нарезание наружной резьбы, плашка- часть этого устройства….
кви кузьменок:
Метрической и дюймовой резьбой.
Nick:
Пла́шка и ле́рка — резьбонарезной инструмент для нарезания наружной резьбы вручную или машинным способом (на станке) . В настоящее время разделение на плашки и лерки перестало существовать. Ранее название плашка использовалось применительно к наборному и регулируемому резьбонарезному инструменту предпочтительно бо́льших диаметров. Термин лерка применялся для обозначения пластины с резьбовым отверстием и канавками для отвода стружки, которые использовались для изготовления более точной резьбы мелких диаметров.Плашки предназначены для нарезания или калибрования наружных резьб за один проход. Наиболее распространены плашки для нарезания резьб диаметром до 52 мм. Плашка представляет собой закалённую гайку с осевыми отверстиями, образующими режущие кромки. Как правило, на плашках делают 3-6 стружечных отверстий для отвода стружки. Толщина плашки 8-10 витков. Режущую часть плашки выполняют в виде внутреннего конуса. Длина заборной части 2-3 витка. Плашки выполняются из легированных сталей (9ХС, ХВСГФ) , быстрорежущих сталей (Р18, Р6М5, Р6М5К5, Р6М5К8), а в последнее время — и из твёрдых сплавов. На них маркируется обозначение и степень точности нарезаемой резьбы, марка стали (9ХС не указывается) . s ru.wikipedia /wiki/Плашка
Порядок нарезки резьбы
Перед началом нарезки необходимо снять фаску с наружной части трубы или заготовки под углом 45°. Это необходимо для облегчения первых витков и фиксации плашки.

Дальнейшие действия:
- Закрепите трубу или заготовку в строго вертикальном положении. Наилучшим вариантом чтобы избежать перекосов являются слесарные тиски, но можно использовать и газовый ключ.
- Смажьте инструмент маслом.
- Приложите плашку к головке прута в строго горизонтальном положении и начните с первых нескольких кругов.
- При явном перекосе на первых кругах снимите плашку, обстучите заготовку и начните заново.
- При вращении на первых витках одновременно равномерно нажимайте на ручки воротка для начала процесса резки.
- После нескольких первых витков проверьте правильность нарезки. Это можно сделать по горизонтальности плашки и воротка, что можно проверить уровнем. Далее, при правильном положении инструмента, можно продолжить нарезание трубной резьбы плашкой на всю необходимую длину.
- При достижении примерно середины длины вдавливающее усилие можно ослабить, далее начинается процесс самозатягивания.
- После одного – двух витков необходимо провернуть плашку на половину оборота назад для удаления стружки.
- После нарезки на нужную длину просто верните инструмент обратно по готовой резьбе.
Необходимо учесть, что плашка может иметь несколько номеров, чаще всего 2. В этом случае после нарезки черновой резьбы необходимо поочередно пройтись каждым из номеров для окончательного формирования профиля резьбы.









Виды резьбомеров и их особенности
В силу того, что существует два основных вида резьбы — дюймовая и метрическая, то не сложно догадаться, что инструменты для ее определения бывают двух типов:
Метрический — предназначен исключительно для работы с заготовками, имеющие метрическую резьбу. Прибором выполняется измерение шага и профиля нарезки, диаметр которой составляет от 1 до 600 миллиметров. В конструкции инструмента присутствует до 20 гребенок, которые представляют собой стальные пластины с зубьями. При помощи этих пластин можно определить шаг нарезки от 0,4 до 7 мм. Называется такой прибор метрическим резьбомером, так как с его помощью осуществляется определение шага и профиля уже имеющейся на заготовках метрической резьбы. Приборы позволяют оценить правильность изготовления таких креплений, как гайки, болты, шпильки и т.п. Отличаются метрические приборы простой конструкцией изготовления, высокой прочностью, а также соответствующей маркировкой на корпусе в виде «М60». Сфера применения инструмента — машиностроение, приборостроение и т.п.
Дюймовый — предназначен только для работы с дюймовыми типами нарезок. Применяется прибор в сфере радиоэлектроники, авиастроении, сантехнике, а также при производстве различных станков. В наборе дюймового резьбомера присутствует 17 пластин с соответствующими зубьями, которые отличаются от метрического прибора углом расположения. Самая маленькая гребенка оснащена 28 витками, а самая большая имеет 4 грани. Определение шага осуществляется по количеству нитей на 1 дюйм. Отличительная особенность дюймового инструмента в том, что на корпусе присутствует маркировка в виде «Д55». В домашнем хозяйстве дюймовые резьбомеры применяются при работе с сантехническими приборами
Трапецеидальный — специальный прибор, предназначенный для работы с трапецеидальными типами нарезок. Другое название этого прибора Т-резьбомер
Универсальные — приборы, на которых присутствуют пластины для калибровки дюймовой и метрической резьбы. Такие приборы позволяют одновременно работать с разными типами нарезок, что особенно актуально в слесарном деле
Когда известно, какие виды резьбомеров бывают, остается разобраться в вопросе их правильного применения. Если не знаете, как пользоваться резьбомером, тогда разберемся в порядке определения шага резьбы детально.
Как самостоятельно измерить шаг резьбы?
Иногда возникает необходимость измерения шага резьбы у имеющихся резьбовых соединений. Приходится использовать самые разные приспособления для выполнения подобной операции со специальным приспособлением и без резьбомера. Способов узнать значение шага несколько, освоить их несложно. Здесь показаны способы измерений шага резьбы:
Использование линейки
- Нужно взять линейку.
- Положить болт (винт).
- Померить расстояние между пятью (десятью) витками.
- Разделить на количество канавок.
- Полученный результат нужно округлить до ближайшего стандартного.
Если для наружных резьб подобный способ подходит, то для внутренних может оказаться сложным вставить линейку внутрь отверстия. Поэтому приходится предпринять дополнительные действия.
Пластилиновый слепок
- Из пластилина (воска, парафина, стеарина) нужно скатать колбаску, которая будет соответствовать отверстию.
- Охладить заготовку. При наличии холодильника задача упрощается. Если нет, то на некоторое время оставить в тени, чтобы заготовка приобрела твердость.
- Ввернуть колбаску в резьбу. Стараться сильно не согревать дыханием и пальцами.
- Вывернуть наружу. Теперь на руках появилось «зеркальное» отражение резьбы. Остается измерить стержень так, как описано выше.
Использование бумаги
Бывает так, что сама резьба довольно загрязнена. Поэтому разглядеть, сколько витков, сложно. Поэтому используют метод «бумаги».
- Небольшой фрагмент бумажки берется в руки.
- По резьбе проводится так, словно заворачивается или отворачивается предмет.
- На листе остаётся оттиск.
- Нужно посчитать количество витков и замерить расстояние штангенциркулем или линейкой.
Использование резьбомера
В специализированных магазинах можно приобрести резьбомер. Количество измерительных пластин у этого устройства может быть различным. Чем больше, тем удобнее использовать резьбомер.
Остается только прислонять разные пластинки, подбирая наиболее подходящий образец.
Пример определения размера шага резьбы резьбомером
Когда возникает вопрос о том, какая нужна или имеется резьба, начинать желательно с производителя. Если США и Великобритания, то можно предполагать наличие дюймовых резьб. Для отечественных европейских и китайских изделий используют метрические резьбы.
Конструкция метчика
Метчик – своего рода закаленный винт, имеющий выступающие ребра с несколькими прорезанными винтовыми или прямыми канавками – режущими кромками. При ввинчивании в пустотелые заготовки соответствующего диаметра такие рифленые ребра вырезают стружку, выводя ее из обрабатываемой зоны отверстия и оставляя на стенках детали аналогичные винтовые канавки – резьбу.
Нехитрый резьбонарезной прибор, метчик, по сути – это железный прут из твердой стали высокого качества, с наличием на одном краю режущей части, на другом – хвостовика с квадратным элементом (у ручных моделей) для крепления воротка, служащего для возвратно-поступательных движений метчика в процессе работы.
Рабочая зона инструмента для нарезания внутренней винтовой резьбы условно разделяется на части:
- режущую часть(заборную), обеспечивающую основное срезание припуска на обработку;
- калибрующий участок, окончательно обрабатывающий резьбу;
- перья (ребра с винтовой нарезкой);
- канавки для вывода стружки (малые метчики имеют 3 канавки; крупные, с диаметром больше 20 мм, – 4 канавки);
- сердцевину, придающую метчику жесткость и прочность.
Правила нарезания резьбы с помощью плашек
Только при соблюдении установленных правил проведения работы позволяет получить поверхность с высокой точностью и качества. Плашка для нарезания наружной резьбы должна применяться совместно со специальным воротком, за счет которого осуществляется передача усилия
При рассмотрении того, как нарезать резьбу плашкой, следует уделить внимание нижеприведенным моментам:
Для определения точных параметров инструмента следует уделить внимание маркировке, которая наносится на корпус. Маркировка проводится согласно установленным стандартам
Некоторые специалисты могут определить параметры изделия «на глаз».
Весь процесс начинается с подготовки заготовки. Обеспечить легкий старт можно путем снятия фаски, для чего можно использовать напильник. Фаска делается под углом 45 градусов, и не должна быть большой. Нужно следить за равномерностью снятия металла.
Нарезание витков не должно проводится по сухой поверхности, так как это приводит к быстрому изнашиванию режущей кромки. В зону резания добавляется специальная смазка, которая существенно упрощает ход за счет снижения трения. Смазка может быть представлена моторным маслом или солидолом.
Процесс резания предусматривает совершение двух витков, после чего одного витка в обратную сторону. За счет движения инструмента в обратную сторону происходит удаление стружки с зоны резания, что приводит к упрощению хода и повышению качества проведенной работы. Первые несколько витков нужно следить за тем, чтобы инструмент находится в строго вертикальном положении, иначе качество получаемой поверхности будет низким.
В дальнейшем на два оборота по ходу резания должно совершаться около полуоборота. За счет этого обеспечивается более плавный ход. Если корпус во время обработки нагревается, то следует делать перерывы. Слишком высокая температура становится причиной пластичности металла, которая приводит к уменьшению параметра износостойкости.
Проверка качества полученных витков проводится при применении гайки с нужным диаметром и параметрами резьбы. Первый проход может проходить с небольшими затруднениями, но в пределах нормы. Вторая и последующая проверка должна проводится без усилий.