Особенности конструкции
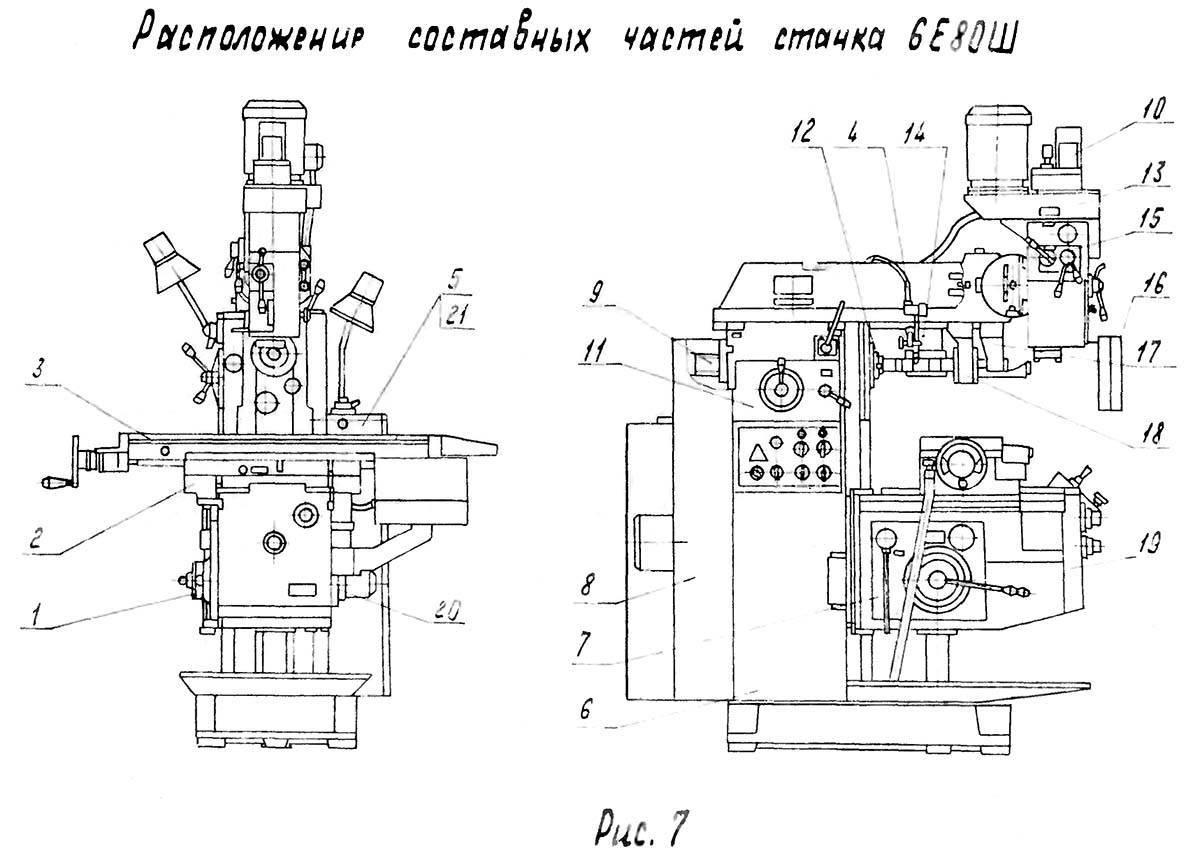
Схема расположения элементов
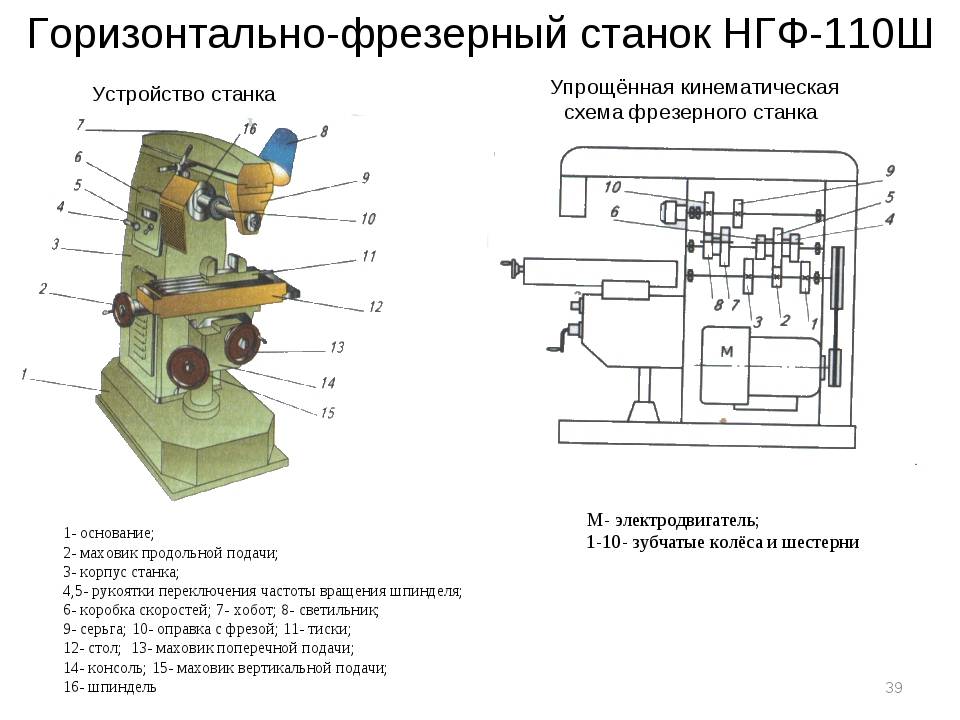
Горизонтально-фрезерные станки были одними из первых типов оборудования для выполнения операций по обработке металлических изделий. С их помощью выполняется шлифование, расточку, фрезеровки, а в некоторых моделях – сверление. При этом компоновка моделей зачастую одинакова.
На основании установлена станина, выполняющая функцию опорной стойки. На ее передней части располагается рабочий стол с коробкой передач и движущимися каретками. Они необходимы для смещения поверхности по осям X и Y. В задней части конструкции установлен электродвигатель, соединенный со шпиндельной бабкой через коробку скоростей. Несмотря на столь общее описание, следует учитывать возможные изменения или дополнения, свойственные для конкретной модели.
В зависимости от специфики назначения горизонтально-фрезерные станки могут иметь следующие дополнительные узлы и агрегаты:
- консольная конструкция. С ее помощью можно изменять положение заготовки относительно фрезы. Некоторые типы оборудования имеют возможность поворота рабочего стола под определенным углом;
- установка магнитного стола. Для обработки деталей сложной формы рекомендуется применять электромагнитные столы, исключающие надобность механического крепления. Таким образом можно повысить качество фрезерной обработки;
- станки с ЧПУ. Это современные аналоги классического оборудования. С помощью блока CNC можно задать алгоритм работы станка в автоматическом или полуавтоматическом режиме. Актуальны для приборостроения или при обработке больших заготовок из твердых сортов стали.
В отдельную категорию можно отнести универсальные горизонтально-фрезерные станки. Их назначение – выполнение всего спектра операций по обработке. Для этого в конструкции устанавливают дополнительную шпиндельную головку на гибком приводе. Это дает возможность осуществлять фрезерование сложных элементов.
Дополнительные рекомендации по выбору
Нужно проанализировать, какова реальная глубина погружения фрезы, этот показатель зависит от характеристик цангового зажима. Отличным вариантом будет тот случай, когда цанга доходит до нижней части опорной подошвой. Если же она выступает за базовую конструкцию, это еще лучше.
Данная характеристика будет влиять на функциональность прибора, однако, взглянув в паспорт, вы увидите только лишь ход головки, а не вылет за подошву.
Важно определить диаметр фрезы, который будет использоваться в конкретном приборе, необходимо сопоставить геометрию с диаметром проема в опорной площадке с отверстиями, располагаемыми в линейке-циркуле и копировальном кольце
Применение
На горизонтально-фрезерном оборудовании по металлу делаются в заготовках шпоночные канавки. Они могут делаться несколькими способами в зависимости от используемого инструмента на разном оборудовании – вертикально-фрезерных станках или оборудовании общего назначения, используемого для проведения разноплановых работ по металлу.
Шлицы на валах диаметром до 100 мм делаются за один цикл фрезерования. На более широких валах эта операция может проводиться в два захода. Для чернового фрезерования необходимы делительные механизмы. Они есть на горизонтально-фрезерных, что делает это оборудование более удобным для обработки валов с большим диаметром.
Выбор фрезы для выполнения работ
Продольное фрезерование могут вести многошпиндельные горизонтально-фрезерные станки по металлу с использованием различных фрез, установленных в револьверную головку. При обработке металлических деталей несколькими различными фреза установка инструмента также может осуществляться в отправку, и далее в шпиндель.

Фрезерование дисковыми фрезами
Трёхсторонние дисковые фрезы используются для протачивания шпоночных сквозных пазов. Для достижения большей точности лучше сделать эту работу за один подход. При необходимости создания широкого паза в один приём провести эту операцию сложно. Второй, чистовой проход будет сделан фрезой с большим диаметром. Надёжным будет крепление фрезы при установке её в шпиндель с двумя опорами.
Существуют станки, предназначенные для работы только одним или несколькими видами фрез. Горизонтально-фрезерные, созданные для проведения работ дисковыми и цилиндрическими фрезами имеют дополнительную возможность использования торцевых фрез, что несколько увеличивает сферу, в которой применяется это оборудование.
Многофакторный анализ данных для выбора горизонтально-фрезерного станка
Для выбора горизонтально-фрезерного станка нужно обладать специальными инженерными знаниями и, конечно, опытом. Фрезерные станки имеют различную конструкцию и поэтому предварительно нужно составить технологическую карту, где с подробными характеристиками указаны все этапы изготовления продукции:
Виды технологических операций.
Последовательность выполнения.
Периодичность выполнения однотипных операций
Необходимое время на выполнение тех или иных действий.
Ясное понимание предстоящего производственного процесса гарантирует выбор оборудования с нужными характеристиками, а также не принесет лишних затрат.
Общие параметры фрезерных станков
Размеры рабочей зоны – это важный критерий, по которому можно определить каких габаритов деталь можно обрабатывать на данном оборудовании. Конечно, для производства мелких деталей нужны малогабаритные станки. Для закрепления детали не требуется много места и поверхность стола не должна сильно превышать размеры заготовки. При наличии вакуумного стола его размеры могут совпадать с габаритами деталей.
Высота портала определяется расстоянием от плоскости рабочего стола до кромки режущего инструмента. Необходимо также учитывать диапазон движения шпинделя. Чем больше будут эти две величины, тем более широкий спектр разновидностей изделий можно будет производить на данном оборудовании.
Способы управления станком.
Работа станка под управлением персонального компьютера при единичном производстве изделий. Здесь в заранее заложенную программу вносятся необходимые технологические режимы (частота вращения шпинделя, скорость подачи заготовки или рабочего инструмента и т. д.).
При серийном производстве, если нет нужды в частой смене программы, используют контроллеры, информация поступает с помощью флеш-карты.
Специальные системы управления позволяют автоматически менять режимы работы, производить переналадку инструмента, осуществлять обратную связь с электроприводами.
Характеристики шпинделя.
Здесь обращается внимание на такие параметры, как скорость вращения, мощность приводного электродвигателя, параметры разгона и остановки (плавность, время), уровень шума, наличие функции автоматической смены режущего инструмента. Шпиндель с водяным охлаждением издает меньше шума, а сами станки имеют более низкую цену
Воздушное охлаждение шпинделя имеет место быть на станках для крупносерийного производства
Шпиндель с водяным охлаждением издает меньше шума, а сами станки имеют более низкую цену. Воздушное охлаждение шпинделя имеет место быть на станках для крупносерийного производства.
Технические характеристики похожих станков:
По приводной мощности и как следствие, массе обрабатываемых деталей.
По максимальному ходу шпинделя.
По наличию систем удаления стружки, охлаждения инструмента.
Автоматическая смена инструмента или вакуумный стол позволяют повысить производительность станка.
Станина
Жесткость несущих частей — важный параметр для соблюдения геометрии производимой продукции. Качественный сплав из металлов высокой прочности обеспечивает надежность геометрии станка на долгие годы. Но для соблюдения этого параметра требуется качественный монтаж и периодический контроль уровня в различных точках расположения инструмента.










От правильности выставленного уровня станины зависит: соосность шпинделя и отверстий на детали, перпендикулярность и параллельность движения фрезы. Классический станок имеет несколько ножек, установленных на регулируемые опоры
Важное внимание уделяется бетонному основанию. В идеале фундамент должен иметь 0,8 метра монолитного основания, которое может включать металлическое армирование для веса оборудования в 3 тонны
Сверлильные агрегаты
 Металлообрабатывающие станки, которые относятся к группе сверлильно-фрезерных, служат для обрабатывания горизонтальных, вертикальных и наклонных поверхностей. Пазы в крупногабаритных деталях возможно сделать также с их помощью.
Металлообрабатывающие станки, которые относятся к группе сверлильно-фрезерных, служат для обрабатывания горизонтальных, вертикальных и наклонных поверхностей. Пазы в крупногабаритных деталях возможно сделать также с их помощью.
Этот тип станков по металлу располагает сверлильно-фрезерной головкой, которая разрешает производить работы по сверлению под наклоном и обрабатывать поверхность, расположенную под углом к горизонтальной оси. То что в реверсном режиме может действовать рабочая головка, является его отличием, универсальностью, определенной вероятностью проводить две и более востребованных операций, эти станки очень выгодны, с точки зрения экономии средств и экономии на производственной площади места. Такой аппарат иметь у себя дома не откажется ни один домашний умелец, потому как он объединил в себе несколько результативных и полезных устройств.
Принцип работы фрезерных станков
Практически все фрезерные станки работают по одинаковому принципу. Отличия могут быть только в их функциональных возможностях.
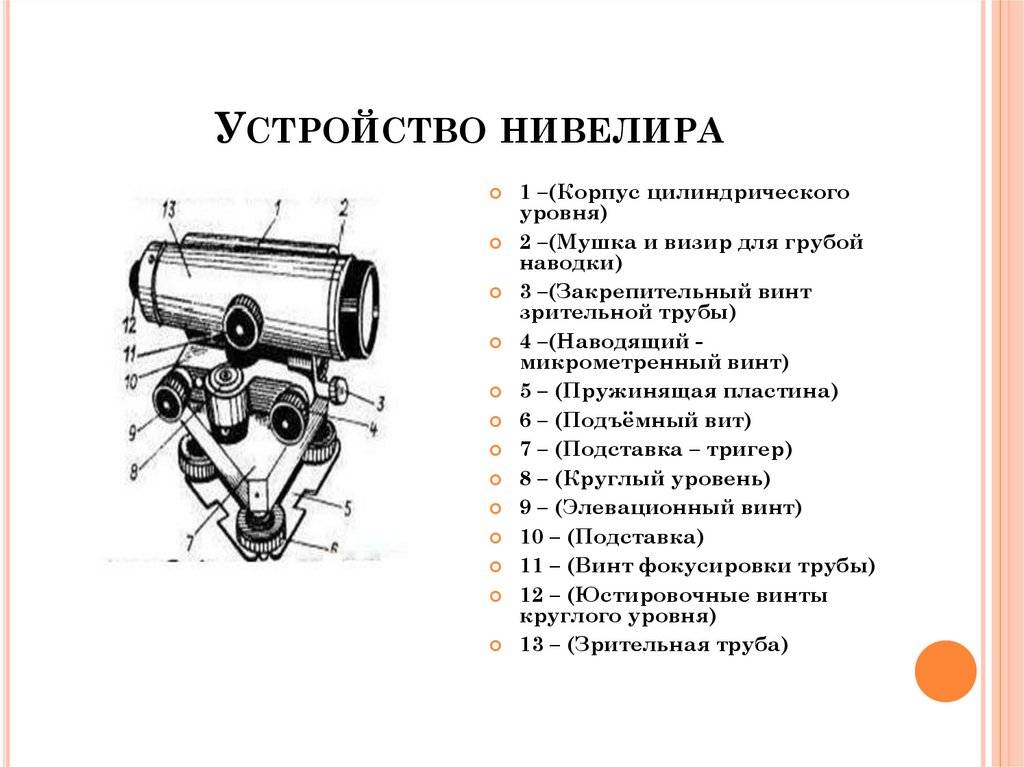
Основные элементы фрезерного станка
Основными конструктивными элементами таких станков являются: несущая станина, рабочий стол, прижимные элементы, цанга и цанговый патрон, в котором закрепляется рабочий инструмент, портал с закрепленным на нем шпинделем, который имеет возможность перемещаться, приводной электродвигатель.
Рабочим инструментом любого фрезерного станка является фреза, конструкция и размеры которой зависят от того, какой конфигурации деталь подлежит обработке. Рабочий инструмент закрепляется в цанговом патроне при помощи хвостовика, а вращение ему передается от приводного электродвигателя через систему передач. Основным назначением фрезы является снятие лишнего слоя металла с заготовки, в чем, собственно, и заключается суть обработки на таком станке.
Шпиндель станка размещается на подвижном портале, перемещениями которого управляют специальные контроллеры, если речь идет об оборудовании с ЧПУ. Электронная система такого оборудования включает в себя контроллеры ЧПУ (числовое программное управление), вспомогательные элементы системы и соединительные детали. Принцип работы моделей станков с ЧПУ заключается в следующем: специальная программа считывает чертежи детали, которую необходимо получить в результате обработки, формирует электронные команды, которые передаются на рабочий орган станка.
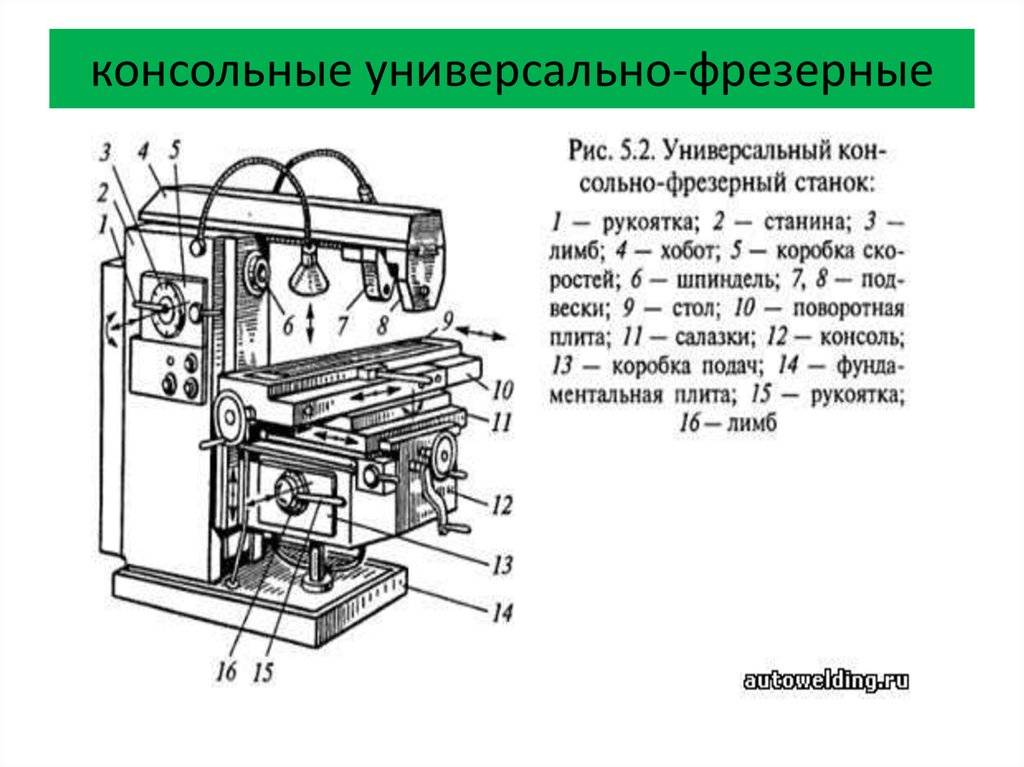
Отдельного внимания заслуживают широкоуниверсальные станки, которые представляют собой гибрид моделей горизонтального и вертикального типа. В их конструкции также имеется цанга, цанговый патрон и зажимы, но коробка передач таких станков передает все движения от одного электродвигателя. Их отличительной особенностью является наличие ручного режима, с помощью которого можно контролировать работу ходового блока.
Пример кинематической схемы (консольно-фрезерный станок)
Дополнительные элементы имеют в своей конструкции пятикоординатный фрезерный станок по металлу и гравировальное оборудование. Такое оборудование оснащено дополнительными зажимными элементами, которые позволяют установить на нем гравировщик. Инструмент такого оборудования вращается за счет карданного вала, которым он напрямую соединен с электродвигателем.
Самыми простыми по своей конструкции являются ручные фрезерные станки по металлу. Такое оборудование обладает невысокой мощностью, а его конструкция состоит из цанги с цанговым патроном, ротора, головки привода и электродвигателя. Естественно, функциональные возможности такого станка тоже ограничены: с его помощью можно выполнять только самые простые фрезерные операции.
https://youtube.com/watch?v=I8guYo1rGyo
Ресурс работы, которым обладает станок фрезерной группы ручного типа, также невысок и составляет не более 10 000 часов. Наиболее слабыми узлами в таком оборудовании, которые первыми выходят из строя, являются цанга и цанговый патрон, прижимы, приставка и шпиндель. Но его невысокую надежность и долговечность вполне компенсирует низкая стоимость. Приобретать его есть смысл в том случае, если пользоваться им вы планируете нерегулярно.
Бесконсольные фрезерные
Имеют шпиндель, совершающий вертикальные перемещения, а передвижения фрезерного стола напоминают крест (перемещаются продольно-поперечно). Такая траектория движения рабочего стола определила второе основное название оборудования этого типа — фрезерные станки с крестовым столом. Особенность таких агрегатов — это не консольное, а жесткое основание для установки заготовки; распространенное назначение — фрезерование крупногабаритных деталей значительной массы.
Это интересно: Изготовление фильтра циклон для пылесоса своими руками
Направляющие станка
Направляющие станков имеют высокую износостойкость и обеспечивают малое трение, что позволяет увеличить точность перемещения. Назначение направляющих – обеспечение линейного перемещения по осям станка (главное движение и движение подачи), крепится к основанию – станине.
По виду:
- качения
- скольжения
- комбинированные
Направляющие станка — это очень важный и ответственный узел. Он влияет на массу параметров, в первую очередь на точность оборудования. В связи с этим, к направляющим весьма строго предъявляются конструктивные требования, призванные обеспечить:
- высокая жёсткость (независимо от собственной длины);
- низкий коэффициент трения;
- отсутствие деформаций, как статических, так и в процессе приложения динамической нагрузки;
- отсутствие деформаций от нагрева в процессе работы;
- низкий износ/изменение размеров в течение длительного периода эксплуатации;
- малую чувствительность к загрязнению;
- как можно меньшую потребность в смазке (и соответственно, зависимость от качества и чистоты смазки);
- минимальное влияние на суммарную погрешность инструмента;
- защиту компонентов оборудования от катастрофических повреждений в случае собственной поломки.
Обзор популярных моделей
В станочном парке любого предприятия фрезерные станки составляют до трети всего оборудования. Массовому производству требуется оборудование с ЧПУ, ремонтникам и производителям различных приспособлений подойдут небольшие горизонтально-фрезерные агрегаты. Чаще всего специалисты интересуются следующими моделями.
6Т82Г
Станок применяется для изготовления единичных деталей и в массовом производстве продукции. Отличается жесткой станиной и большой мощностью. При черновой обработке скорость резания и подача выше, чем у аналогичного оборудования.

- стол площадью 320×1250 мм;
- продольное перемещение стола 800 мм;
- поперечное перемещение 320 мм;
- расстояние от стола до оси вращения 30-450 мм;
- частота вращения шпинделя 1600 об/мин;
- максимальный вес обрабатываемой заготовки 1000 кг.
Первые станки были выпущены в 1970 году. Удобное управление, точность размеров и высокая надежность станка ценятся специалистами. Модель востребована в домашних и ремонтных мастерских для изготовления единичных деталей сложной конфигурации.

- размер стола 320×2150 мм;
- наибольшая масса детали 250 кг;
- продольное перемещение стола 800 мм;
- поперечное перемещение 240 мм;
- количество скоростей шпинделя 18.
Консольно-фрезерный станок по металлу 6Р13 с ЧПУ
Модель с револьверной головкой и числовым программным управлением. Разработана для обработки сложнопрофильных деталей. Оборудование обрабатывает инструментальные и высоколегированные стали с высокой твердостью. Смена инструмента производится автоматически.

- класс точности Н;
- максимальный диаметр концевой фрезы 40 мм;
- торцевой 125 мм;
- сверла 30 мм;
- размер стола 400×1600 мм;
- частот вращения шпинделя 18;
- скорость вращения 40-2000 об/мин;
- число инструментов в головке 6 шт.
На всех предприятиях, производящих обработку металла, дерева и других материалов, фрезерные станки востребованы. На них делают детали взамен поломавшихся, изготавливают различные приспособления, небольшие партии продукции.
Компактное многофункциональное оборудование устанавливают на производстве. Станки с ЧПУ по программе изготавливают сложные детали, практически не требуя внимания оператора.
Назначение
Работает станок при помощи дисковых и торцевых фрез. Есть станки, оснащённые фрезами обоих типов. Точность работы зависит от материала, правильности установки фрез по всей длине отправки. Для повышения жесткости применяют подвески. Контроль осуществляется через ЧПУ.











Для оборудования, работающего в полуавтоматическом режиме, необходимо задать цикл и нажать кнопку. В промышленности рекомендуют автоматические установки — токарь занимается отладкой этого оборудования и наблюдением, участие рабочего не требуется.
Могут применяться узлы, расширяющие функциональность оборудования. Многофункциональный узел с ЧПУ с блоком CNC для сложных работ позволяет задавать схему в автоматическом и полуавтоматическом режимах. Оборудование чаще применяют для обработки деталей из твердых сталей и сложных материалов.
Магнитные и электромагнитные столы для обработки металлов исключают необходимость применения механического крепежа, что повышает качество обработки.
Что нужно учесть при выборе оборудования?
Выбирая оборудование следует учесть ряд характеристик, особенно если речь идет о покупке домашнего станка. Приборы, использующиеся в промышленных целях, обычно подбираются группой специалистов.
Размер заготовок
Домашний станок не в силах обрабатывать большие детали максимально быстро. Его функциональность ограничена. Для начала потребитель оценивает, с какими деталями по конфигурации по размеру он будет работать. Обычно небольшой настольный прибор с горизонтальным столом удовлетворят потребности в иссечении обычных заготовок. А вот если нужно обточить коленвал, тормозные диски, необычный уголок потребуется устройство с вертикальной осью.
Универсальные фрезерные станки выбирают те, у кого домашняя мастерская. С числовым управлением — слишком трудные для самостоятельного использования.
Мощность
Мощность, которую показывает фрезер, принято считать эффективностью работы. Но учитывать стоит не только то, сколько и за какое время деталей сделано, а и возможности подключения. Не все домашние приборы подключатся к сети 380 В, что характерно для промышленных линий. Для самостоятельного использования избавляются варианты мощностью 220 В, которые избавят вас от протягивания дополнительного кабеля.
Диаметры сверления
Диаметры сверления напрямую определяются используемыми видами инструментов. Некоторые из резервных станков, особенно те, что относят к годам производства до 1990 не оснащены возможностью замены на инструменты другого производителя. Современное же оборудование позволяет вставлять инструментарий другой компании, что дает широкое поле для работы. Диаметр сверления — важная характеристика для домашнего станка.
Вес
Фрезерные станки на производстве имеют вес от 2-2,5 тонн, могут быть вариации в меньшую или большую сторону. Понятно, что для использования дома такие не подойдут, даже если вы поставите их в гараж. Сейчас продаются мини варианты, при помощи которых начинающий и опытный мастер проводит работы по металлу. Весят они от 300 килограмм. Конечно, вес напрямую определяет функциональность. На самом маленьком по весу выточить можно только небольшие детали, ведь используются маломощные конструктивные узлы.
Виды фрезерных станков
Аппараты этого направления разделяют на три категории:
- профессиональные (служат для массовой обработки заготовок с применением широкого ассортимента режущего инструмента);
- бытовые (предназначенные для бытовой мастерской);
- ручные аппараты.
В первую категорию включают агрегаты, применяемые на различных промышленных предприятиях. Они обладают повышенной производительностью, многофункциональностью. Имеют большие габариты и массу. На этих станках проводят обработку заготовок, имеющие крупные размеры.
Из всего многообразия наиболее популярными считаются:
- стандартный токарно-фрезерный аппарат, имеющий классическое устройство;
- копировальный аппарат;
- станок для проведения обработки заготовок в вертикальной плоскости;
- аппарат горизонтальный профессиональный фрезерный;
- для двухсторонней обработки широкого круга заготовок;
- оснащённый современными системами ЧПУ.
Фрезерный станок по дереву для домашней мастерской имеет небольшие массогабаритные характеристики. Он способен качественно выполнять основные обрабатывающие функции. К таким станкам относятся:
- настольный бытовой аппарат;
- ручной фрезерный агрегат.
Простой токарно-фрезеровочный станок используется для проведения стандартных обрабатывающих операций. Благодаря его оснащению можно производить широкий перечень операций. Он позволяет придавать детали необходимую конфигурацию. В зависимости от решаемых задач используются различные режущие инструменты. К ним относятся фрезы, свёрла различного диаметра, специальные токарные ножи.
Для обеспечения идентичности даже мелких деталей применяют заранее заготовленные шаблоны. Их изготавливают из древесных плит, фанеры, тонкого металла или пластмассы. Осуществление точного нанесения рисунка производится благодаря фиксации заготовки методом вакуумного крепления.
Для обработки заготовки сверху вниз, то есть в вертикальной плоскости, применяются специальные фрезерные станки по дереву, которые называются вертикальными. На них вырезают пазы необходимой ширины и глубины, готовят элементы крепления, обрезают заготовки по необходимой длине.
Горизонтальный станок отличается способом обработки. Это происходит благодаря особому размещению шпинделя. Для решения требуемых задач его ось располагается горизонтально относительно плоскости пола. Такой станок комплектуется торцевыми и цилиндрическими фрезами. Дополнительно можно расширить ассортимент оснастки.
Двухсторонний фрезерный станок по дереву — это универсальный агрегат для выполнения большого количества операций. На нём производят обработку профилей различной конфигурации. Такой стационарный станок применятся на промышленных предприятиях для производства различных элементов мебели. Например, ножек стульев, декоративных опор, подставок и многого другого. Преимуществом станка является способность проведения обработки с обеих сторон одновременно.
Всё большую популярность на современном производстве получают фрезерные устройства оснащённые ЧПУ. В его состав введён электронный блок на базе специального микропроцессора. Заложенная в него программа устанавливает последовательность операций. Это позволяет повысить точность и качество обработки. Благодаря этому удаётся сократить время обработки, существенно повысить производительность труда.
https://youtube.com/watch?v=SrjCu2i7wRw
Обработка небольших заготовок производиться ручным инструментом. С его помощью подготавливают миниатюрные пазы, необходимые для сочленения отдельных элементов. Широкое распространение они получили для создания декоративных изделий мебельных гарнитуров, стяжек, различных элементов крепления. Оснащение ручного фрезерного агрегата соответствующим инструментом превращает данный агрегат в электрическое устройство для распила. Пильными инструментами могут быть специальные фрезы.
Настольный фрезерный станок по дереву конструктивно выполнен, так же как и профессиональный аппарат. Он более прост в эксплуатации и обслуживании. При хорошей подготовке удаётся изготавливать не только простые деревянные детали, но и самые сложные элементы декора.
Любой фрезерный аппарат бытового назначения используют в личных столярных мастерских для выполнения небольших объёмов работ. Его выбирают для выполнения основных фрезерных операций. К ним относятся: строгание досок, сверление различных отверстий, шлифование поверхностей, различные виды распиловки.
https://youtube.com/watch?v=GX2L5OaA0U4
Обзор популярных моделей
В станочном парке любого предприятия фрезерные станки составляют до трети всего оборудования. Массовому производству требуется оборудование с ЧПУ, ремонтникам и производителям различных приспособлений подойдут небольшие горизонтально-фрезерные агрегаты. Чаще всего специалисты интересуются следующими моделями.
6Т82Г
Станок применяется для изготовления единичных деталей и в массовом производстве продукции. Отличается жесткой станиной и большой мощностью. При черновой обработке скорость резания и подача выше, чем у аналогичного оборудования.
Технические характеристики:
- стол площадью 320×1250 мм;
- продольное перемещение стола 800 мм;
- поперечное перемещение 320 мм;
- расстояние от стола до оси вращения 30-450 мм;
- частота вращения шпинделя 1600 об/мин;
- максимальный вес обрабатываемой заготовки 1000 кг.
6Т82
Первые станки были выпущены в 1970 году. Удобное управление, точность размеров и высокая надежность станка ценятся специалистами. Модель востребована в домашних и ремонтных мастерских для изготовления единичных деталей сложной конфигурации.
Технические характеристики:
- размер стола 320×2150 мм;
- наибольшая масса детали 250 кг;
- продольное перемещение стола 800 мм;
- поперечное перемещение 240 мм;
- количество скоростей шпинделя 18.
Консольно-фрезерный станок по металлу 6Р13 с ЧПУ
Модель с револьверной головкой и числовым программным управлением. Разработана для обработки сложнопрофильных деталей. Оборудование обрабатывает инструментальные и высоколегированные стали с высокой твердостью. Смена инструмента производится автоматически.
Технические характеристики:
- класс точности Н;
- максимальный диаметр концевой фрезы 40 мм;
- торцевой 125 мм;
- сверла 30 мм;
- размер стола 400×1600 мм;
- частот вращения шпинделя 18;
- скорость вращения 40-2000 об/мин;
- число инструментов в головке 6 шт.
На всех предприятиях, производящих обработку металла, дерева и других материалов, фрезерные станки востребованы. На них делают детали взамен поломавшихся, изготавливают различные приспособления, небольшие партии продукции.








Компактное многофункциональное оборудование устанавливают на производстве. Станки с ЧПУ по программе изготавливают сложные детали, практически не требуя внимания оператора.
Выбираем модель по техническим характеристикам
Параметры оборудования задаются технологическим процессом, используемым на предприятии. Например ремонтные мастерские широко используют малые станки 6Т82, 6Т83. Этот тип фрезеров имеет подходящие габариты, мощность и стоимость для небольшой мастерской.
По частоте шпинделя
Черновые и торцовочные работы не требуют высокой чистоты обработки. Для этого типа работ достаточно низкоскоростных шпинделей с частотой до 2500 тыс. об. Они приводятся во вращение ременными передачами через шестереночную коробку скоростей с ручным или механизированным устройством смены диапазонов. К таким моделям относятся станки 676П, 6Т82, 6Т83, НГФ-110-Ш4.
Среднечастотные шпиндели применяются в большинстве универсальных фрезеров. Их частоты от 0 до 12000 об. мин. Привод от мотора ременной, непосредственный, без промежуточных шестерен. Такой частоты хватает для чистовой обработки всех материалов, включая сыпучие и камнеподобные. Представитель станка со шпинделем этого типа — Starlex WFM 750.
Частоты от 12000 до 18000 — это высокочастотный диапазон. Он используется в ювелирном деле и зубном протезировании. Эти шпиндели уже относятся к прецизионным механизмам с непосредственной связью ротора мотора и конуса инструмента. Из-за сильного нагрева требуют принудительного охлаждения. Применяются в обработке ценных пород древесины, мебельном производстве, зубопротезном и часовом производстве,
Обороты от 18000 и выше — это диапазон ультраскоростей. Применяются в микроэлектронике, микрохирургии, ювелирном деле. Выполняются как монолитные моторшпиндели с жидкостными или пневмоподшипниками и принудительным охлаждением диэлектрическим теплоносителем.
Высокоскоростные шпиндели используются на горизонтальных станках очень редко: это вотчина вертикальных типов. Чаще всего такое оборудование изготавливается под заказ, на специализированные узконаправленные операции.
По скорости
Скорость подач зависит от конструкции направляющих механизмов. Чугунные полозья на станине обладают массой достоинств по точности работы, жесткости обработки, невысокой стоимости ремонта, но ограничивают скорости перемещения, имеют низкий ресурс. Большая площадь трущихся поверхностей заставляет применять более мощные моторы подач. В сочетании с приводом исполнительного механизма от пары винт-гайка скорость такой системы не превышает 1000 мм. мин.
Рельсовые шариковые направляющие — это новый этап развития станкостроения. Они являются универсальными элементами подач, которые используются в широкой номенклатуре механизированных станков. Легкость монтажа, большой выбор моделей, технологичность изготовления, минимальное сопротивление трению — это их основные достоинства. Применяются во всех типах фрезеров современных типов, особенно с компьютерным управлением. Так как сервоприводы больших мощностей, требуемые для классических направляющих, очень сильно увеличивают стоимость всего станка, такие модели стоят дороже универсальных механических аналогов При применении ШВП могут обеспечить скорость подачи до 50000 мм. мин.
Консоль
Деталь отливается из чугуна и устанавливается на вертикальные направляющие станины. При перемещении консоль, в свою очередь, несет горизонтальные направляющие для салазок. Для поддержания узла предусмотрена стойка с телескопическим винтом, позволяющим регулировать высоту. От жесткости консоли, точности исполнения ее направляющих во многом зависит работа оборудования. К элементу с помощью двух болтов крепятся поддержки, которые обеспечивают устойчивость всей системы во время работы. У бесконсольных станков вертикальное перемещение организовано шпиндельной бабкой по вертикальным направляющим
Основные критерии для выбора
Станок подбирается по типу работ, которые на нем будут выполняться, габаритам детали и производительности. Для изготовления мелких партий деталей подойдут универсальные модели с набором приспособлений для расточки, торцовки и обработки поверхностей, перпендикулярных шпинделю.
Для изготовления крупных партий и массового производства созданы фрезерные станки с ЧПУ. Они могут работать отдельно, самостоятельно выполняя ряд операций по программе и стоять в автоматических линиях и работать согласованно с другим оборудованием.
Частота работы шпинделя
От скорости вращения шпинделя зависит производительность и чистота обработки. Фрезерные агрегаты по частоте шпинделя различают:
- низкоскоростные, с асинхронным двигателем и ременной передачей;
- среднескоростные – электрошпиндели.
Скорость вращения шпинделя горизонтально-фрезерного станка варьируется в диапазоне 400-3500 об/мин. Низкоскоростные шпиндели следует выбирать для обработки черновой и чистовой обработки стали, чугуна.
Электрошпиндели с высокой частотой вращения устанавливают на моделях с ЧПУ, гравировочном оборудовании. Фрезерные станки с таким инструментом многофункциональные, приспособлены в основном для чистовых работ.
Скорость подач
Скорость подачи зависит от характеристик применяемого материала и выбранного инструмента. Чем мягче материал заготовки, тем больше подача. Для бронзы, пластика, при глубине резания 5-10 мм за проход, подача допускается 12 мм/сек.
Углеродистую сталь можно обрабатывать на такую же глубину с подачей 5-8 мм/сек. Хрупкий и твердый чугун режут с подачей 3 мм/сек.