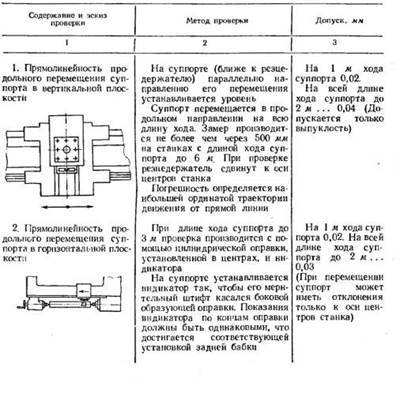
Проверка 3. Прямолинейность продольного перемещения суппорта в горизонтальной плоскости
Метод проверки
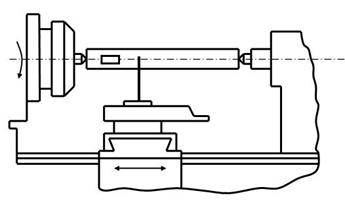
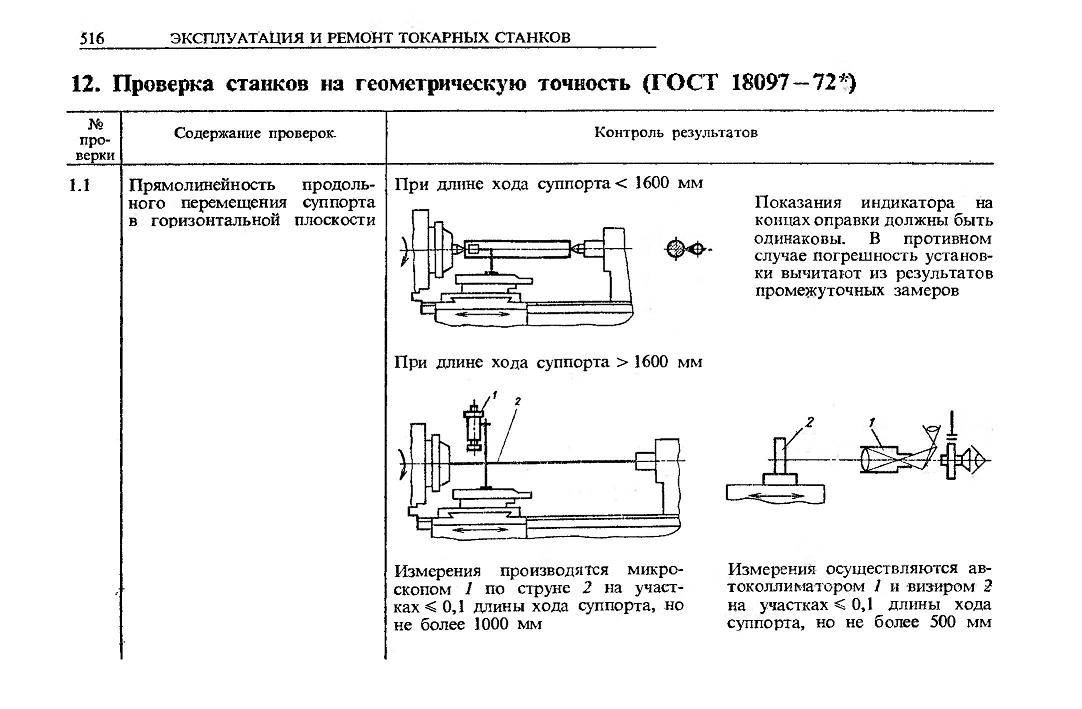
А. При длине хода суппорта до 3000 мм проверка производится с помощью цилиндрической оправки, закрепляемой между центрами передней и задней бабок, и индикатора.
На суппорте устанавливается индикатор так, чтобы его измерительный стержень касался боковой образующей оправки. Показания индикатора по концам оправки должны быть одинаковыми (это достигается соответствующей установкой задней бабки).
Б. При длине хода суппорта свыше 3000 мм проверка производится с помощью микроскопа, укрепленного на суппорте, и струны, натянутой вдоль направляющих станины.
Ось объектива микроскопа располагается вертикально. Пересечение нитей окулярной пластинки совмещается с боковой образующей струны в начале и в конце хода суппорта.
После достижения указанных условий суппорт перемещается в продольном направлении на всю длину хода.
При проверке резцедержатель сдвинут к оси центров станка.
Погрешность определяется ординатой отклонения траектории от исходной прямой.
Допускаемые отклонения:
а) 0,02 мм на 1000 мм длины хода суппорта;
б) на всей длине хода суппорта:
- 0,03 мм — для длины хода до 2000 мм
- 0,04 мм — для длины хода до 4000 мм
- 0,05 мм — для длины хода до 8000 мм
- 0,06 мм — для длины хода до 12000 мм
- 0,08 мм — для длины хода до 16000 мм
- 0,10 мм — для длины хода до 20000 мм
При перемещении суппорт может иметь отклонение только к оси центров станка
Виды и особенности ремонтных работ
Классификация всех проводимых ремонтных работ осуществляется на основе системы планово-предупредительного ремонта (ППР). Этот комплекс включает в себя:
- техническое (межремонтное) обслуживание – обеспечивает работоспособность станка между ремонтами. ТО подразумевает уход за эксплуатируемым оборудованием и его мелкий ремонт. Может выполняться операторами станков и слесарями дежурных служб;
- текущий ремонт – осуществляется в процессе эксплуатации оборудования для его гарантированной работоспособности. В ходе ТР происходит замена или восстановление частей станка, а также необходимая регулировка и наладка;
- капитальный ремонт – выполняется для восстановления исправности оборудования. При выполнении капитального ремонта возможна замена основных узлов станка;
- непредвиденные поломки и аварийные ситуации устраняются на внеплановом ремонте. При этом заменяются или подлежат восстановлению только пострадавшие элементы.
Подготовительные работы
Перед началом ремонтных работ необходимо выявить и определить все неисправности. Для этого станок необходимо тщательно осмотреть, проверить на точность и ознакомиться с записями в журналах неисправностей, оценить объём ремонта. Необходимо изучить устройство станка, ознакомившись с чертежами и техническим паспортом.
Важно правильно определить порядок разборки механизмов и выделить подходящее для этого место. Осуществляем очистку станка от пыли и технических жидкостей и заготавливаем необходимый для ремонта инструмент. Последний шаг – обесточить оборудование и повесить предупреждающую табличку
Последний шаг – обесточить оборудование и повесить предупреждающую табличку.
Малый
Малый ремонт характеризуется заменой или восстановлением небольшого количества изношенных деталей или узлов. При выполнении малого ремонта производят проверку станка на точность и чистоту обработки, регулируют или меняют подшипники, зачищают ходовые винты, меняют изношенные элементы крепления. В случае необходимости ремонтируют систему подачи СОЖ и смазки.

Средний
Во время проведения среднего ремонта токарного станка происходит разборка узлов агрегата, замена или восстановление нескольких узлов или механизмов, шлифовка направляющих, а также выполняют настройку и проверку под нагрузкой. При проведении среднего ремонта составляется Ведомость дефектов.
Капитальный
Самый сложный и наиболее затратный вид планового ремонта. Включает в себя полный разбор всех узлов и агрегатов станка с занесением замеченных неисправностей и отклонений в дефектную ведомость, полный ремонт задней бабки и шпинделя, замену или восстановление всех неисправных агрегатов. В рамках капитального ремонта может также проходить техническая модернизация оборудования, с целью повышения производительности и снижения брака.
Проверка токарного станка не токарем.
- 24 публикации
- 1
- Город: Хабаровский край
- Members
(изменено) Добрый день всем.
Всех с прошедшим. Не нашел подобной информации хотя и перелопатил почти весь форум, так что прошу помощи у знающих. Часто в обьявлениях по продаже станков можно увидеть —
. Так вот сам то вопрос и заключается в том что я, как полный ноль в токарном деле должен увидеть?
По проверке не подключенного станка вроде бы уже написано и показано много.
Рекомендуем прочесть: Несовпадение подписи на документах закон
Куда смотреть и что чем измерять, дальше уже в зависимости от интрумента который есть в наличии, а вот по контрольной проточке что то я найти не смог, может конечно не туда смотрел, так что прошу не бить. Хотелось бы услышать от знающих инфу примерно в таком формате: 1.
Проточка без поджима задней бабкой на длинну такую то — такую то, разбег по размерам допустим 0.01-0.03 — хорошо, 0.04-0.07 — пойдет, 0.1-0.2 плохо (брать не стоит если не хочешь сразу попасть на ремонт и т.д. 2. Проточка с поджимом на длинну такую то — такую то разбег такой то-такой то хорошо, такой то такой то нормально, такой то такой то — ремонт.
3.Толщина прутка берется такая то — такая то, точить на автоподаче или нет, на каких оборотах? 4
При торцевании прутка на что обратить внимание? Если кто еще что то подскажет будет только радость
Не хотелось бы услышать типа читай паспортные данные или инструкцию по ремонту станков, так же не хотелось бы вопросов типа» какую точность нужно»?. Для основной массы тех людей которые здесь задают вопросы -(в станках не разбираюсь или станок видел только у соседа и т.д.)
Как проверить станину «кашек» на наличие выработки ?
- Members
- 20
- 341 публикация
Давайте для новичков воедино соберем все народные грамотные методы .
)) Ну во первых , что бы положить один край линейки на правую часть направляек,а другой край на левую часть надо разбирать и снимать суппорт.
Значит такой метод при проверке станка при покупке не подойдет .
Значит как вариант надо отогнать суппорт в максимальное крайнее правое положение,положить линейку на направляйку под патроном а другой край максимально впритык к суппорту ? И по возможности подсовывать щупы по всей длине проверяемой плоскости ? Правильно я мыслю ? Задние плоские направляющие как грамотно проверить ?
Если по всей длине с определенным шагом промерять толщину микрометром,этот метод даст полную картину выработки ?
Как с помощью обычного индикатора и индикаторной стойки обкатать на предмет выработки станину ?
Щуп индикатора тыкать в наклонные поверхности направляющих призм ,а саму стойку ставить на суппорт ?
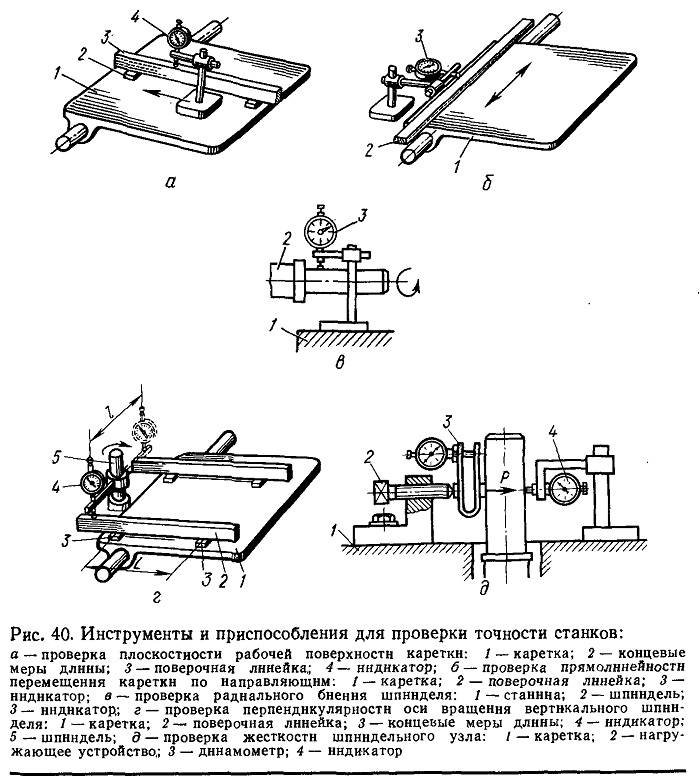
Методы проверки токарных станков на технологическую точность
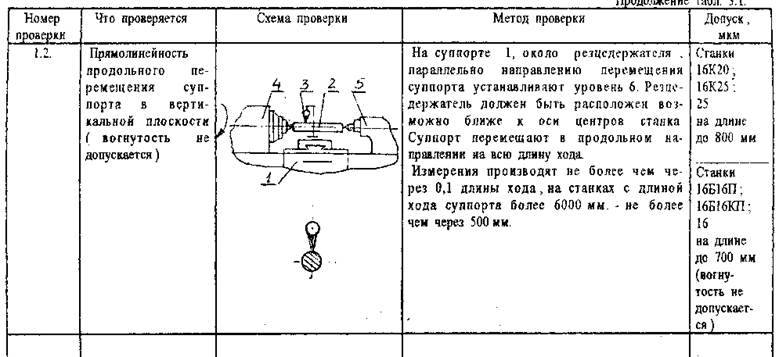
1. Прямолинейность продольного перемещения суппорта в горизонтальной плоскости (рис. 3.1).
В центрах передней и задней бабок устанавливают оправку с цилиндрической измерительной поверхностью. Резцедержатель должен быть расположен как можно ближе к оси центров станка. На суппорте устанавливают штатив с индикатором так, чтобы его измерительный наконечник касался боковой образующей оправки и был направлен к оси перпендикулярно образующей. Суппорт перемещают в продольном направлении на всю длину хода. Отклонение определяют как наибольшую алгебраическую разность показаний индикатора. Допустимые отклонения 0,016 мм на длине 800 мм.
2. Одновысотность оси вращения шпинделя передней бабки и оси отверстия пиноли задней бабки по отношению к направляющим станины в вертикальной плоскости (рис. 3.2).








В центрах передней и задней бабок устанавливают оправку с цилиндрической поверхностью длиной, равной наибольшему диаметру обработки на данном станке (для 1К62 — 400 мм). На суппорте устанавливают индикатор так, чтобы его измерительный наконечник касался измерительной поверхности оправки и был направлен к ее оси перпендикулярно верхней образующей. Суппорт перемещают на длину оправки. После первого измерения шпиндель поворачивают на 180°.
Отклонение определяют как среднюю арифметическую двух указанных измерений, каждый из которых определяется алгебраической разностью показаний индикатора на концах оправки. Допустимое отклонение 0,03 мм.
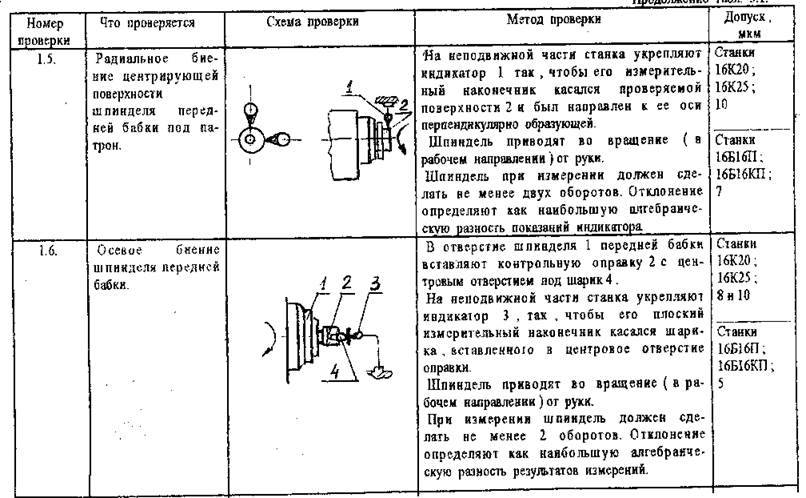
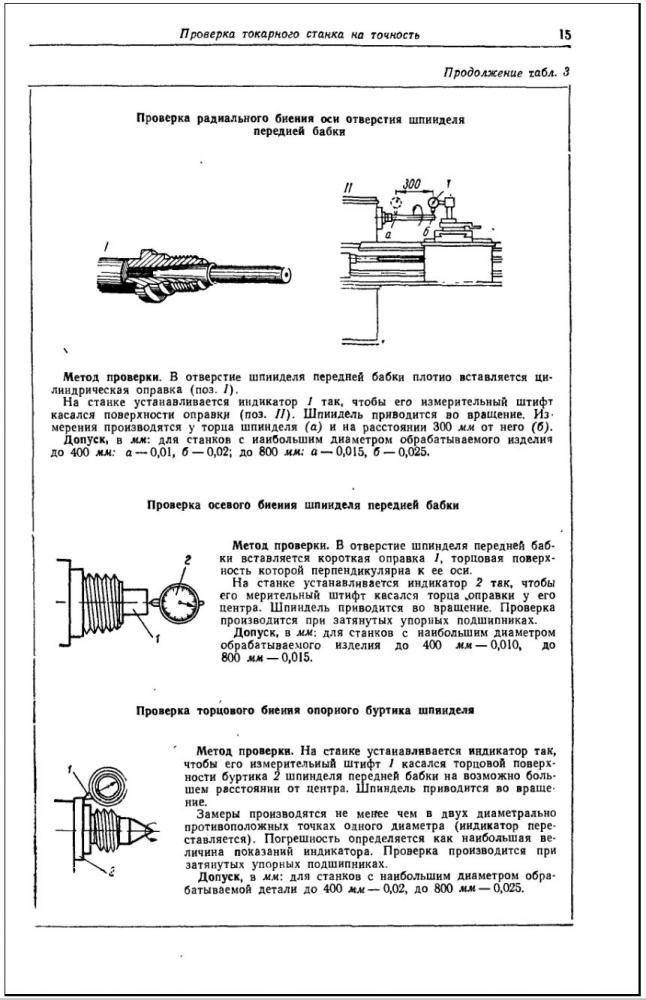
3. Радиальное биение центрирующей поверхности шпинделя передний бабки под патрон (рис. 3.3).
На неподвижной части станка укрепляют индикатор так, чтобы его измерительный наконечник касался проверяемой поверхности и был направлен к ее оси перпендикулярно образующей. Шпиндель приводят во вращение (в рабочем направлении). При измерении шпиндель должен сделать не менее двух оборотов. Отклонение определяют как наибольшую алгебраическую разность показаний индикатора. Допустимое отклонение 0,01 мм.
4. Торцовое биение буртика шпинделя передней бабки (рис. 3.4).
На неподвижной части станка укрепляют индикатор так, чтобы измерительный наконечник касался опорного буртика шпинделя на возможно большем расстоянии от центра и был перпендикулярен ему. Шпиндель приводят во вращение (в рабочем направлении). Измерение производят в двух взаимно перпендикулярных плоскостях диаметрально противоположных поочередно. При каждом измерении шпиндель должен сделать не менее двух оборотов. Отклонение определяют как наибольшую алгебраическую разность показаний индикатора в каждом его положении. Допустимые отклонения 0,016 мм.
Проверка 2. Перекосы суппорта при его продольном перемещении
Метод проверки
На суппорте (ближе к резцедержателю) перпендикулярно направлению его перемещения устанавливается уровень.
Суппорт перемещается в продольном направлении на всю длину хода.
Измерения производятся не более чем через 500 мм, на станках с длиной хода суппорта до 6000 мм и не более чем через 1000 мм на станках с большей длиной хода суппорта.
При проверке резцедержатель сдвинут к оси центров станка.
Допускаемые отклонения:
а) На 1000 мм длины хода суппорта:
- 0,02/1000 для станков с наибольшим диаметром обработки до 800 мм
- 0,03/1000 для станков с наибольшим диаметром обработки св. 800 мм
б) На всей длине хода суппорта:
для станков с наибольшим диаметром обработки до 800 мм
- 0,03/1000 — для длины хода до 2 000 мм
- 0,04/1000 — для длины хода до 4000 мм
- 0,06/1000 — для длины хода до 8000 мм
- 0,08/1000 — для длины хода до 12000 мм
- 0,10/1000 — для длины хода до 20000 мм
для станков с наибольшим диаметром обработки до 1600 мм:
- 0,04/1000 — для длины хода до 2000 мм
- 0,05/1000 — для длины хода до 4000 мм
- 0,08/1000 — для длины хода до 8000 мм
- 0,10/1000 — для длины хода до 20000 мм
для станков с наибольшим диаметром обработки свыше 1600 мм:
- 0,10/1000 — для длины хода до 16000 мм
- 0,12/1000 — для длины хода до 20000 мм
Плазменная резка металла
Предоставляем услуги по плазменной резке металла.
Часто задаваемые вопросы.
1. Есть ли у вас материал?
Материал есть разнообразный, сталь, от обычной углеродистой до легированной, латунь, медь, бронза, текстолит, капролон, эбонит и тд. По договорённости найдем уникальные марки сталей и сплавов.
2. Берёте ли вы единичные заказы?
Заказы берём от 1-й единицы. Минимальный заказ 2000 руб.
3. Какие цены и сколько стоит изготовить деталь?
Цены в диапазоне 300-800 руб/час машинного времени в зависимости от объёма заказа и сложности. Корректная оценка может быть дана после изучения присланного Вами на почту чертежа, эскиза или предоставленного образца изделия. За срочность наценка от 20 до 50% в зависимости от объёма и степени срочности.
4. Какие сроки изготовления?
Сроки изготовления от 2 дней в зависимости от объёма заказа.
Плазменная резка металла
Предоставляем услуги по плазменной резке металла.
Часто задаваемые вопросы.
1. Есть ли у вас материал?
Материал есть разнообразный, сталь, от обычной углеродистой до легированной, латунь, медь, бронза, текстолит, капролон, эбонит и тд. По договорённости найдем уникальные марки сталей и сплавов.
2. Берёте ли вы единичные заказы?
Заказы берём от 1-й единицы. Минимальный заказ 2000 руб.
3. Какие цены и сколько стоит изготовить деталь?
Цены в диапазоне 300-800 руб/час машинного времени в зависимости от объёма заказа и сложности. Корректная оценка может быть дана после изучения присланного Вами на почту чертежа, эскиза или предоставленного образца изделия. За срочность наценка от 20 до 50% в зависимости от объёма и степени срочности.
4. Какие сроки изготовления?
Сроки изготовления от 2 дней в зависимости от объёма заказа.
Подскажите с шабрением станины. — Токарные станки
Наконец то дошли руки до своего токарного станка 16б05п, решил отшабрит все плоскости.
Из инструментов имеется две линейки одна ШД-1000 и треугольная 55град 400мм, индикаторная стойка и уровень 0,05мм\м.
Начал с того что отшабрил направляющие ЗБ, вывел их в одну плоскость контролируя уровнем пропеллер, пришабрил ЗБ к направляющим. Относительно платформы ЗБ вывел все остальные плоскости под суппорт, причем плоскости в начале и в конце, на которые суппорт заезжал крайне редко или вообще в том месте он не работал, относительно платформы ЗБ показания были одинаковые, виден был только износ в середине и сильнее всего ближе к патрону.
После этого дернуло проверить снова направляющие задней бабки, если проверять пропеллер то все как и было, уровень стоит в нуле или очень слабо отклоняется буквально на 1\4 деления, а вот если уровень поставить по направлению движения ЗБ то если взять за 0 начала движения то к другой стороне уровень уйдет на 4-4,5 деления, при этом в есть закономерность, в середине он уйдет на 2 деления и если разбить всю станину на 4-5 отрезков то на каждом отрезки он четко уходит на 1 делении, подскажите пожалуйста, как такое может быть? Может это нормально или так никто не меряет станины?
Прикрепил видео проверки на пропеллер и 3 фото когда уровень стоит по направлению движения с остановкой по середине.
Всем спасибо.Изменено 7 сентября 2020 пользователем Ace Ventura www.chipmaker.ru
Причины появления погрешностей при обработке деталей
У снижения точности станков есть множество причин, которые можно разделить на следующие группы:
- Износ режущего инструмента, зажимных патронов и оснастки. В результате работы затупившейся фрезой снижается качество поверхности детали, а контрольные размеры не попадают в поле допуска. Если в патроне изношены кулачки, при обработке возникнет вибрация, а на холостом ходу биение будет видно на глаз. Если пазовые винты плохо фиксируют заготовку, она может сместиться в процессе фрезерования. Контроль работоспособности оснастки и инструмента входит в задачи оператора станка.
- Выработка направляющих, подшипниковых узлов, цепных, зубчатых передач, появление люфтов в парах «ходовой винт- гайка». Износ трущихся поверхностей сложно обнаружить визуально. Даже если попытаться «подергать» портал или ходовой винт вручную, неисправность можно не обнаружить. Во всех узлах станка есть рабочие зазоры с запасом на тепловое расширение, которые компенсируются ЧПУ. Для компенсации выработки нужно вносить изменения в систему на программном уровне либо выполнять замену изношенных узлов.
- Сбои в системах измерения и управления траекторией движения инструмента. Проверка точности станков с ЧПУ может выявить системные ошибки в работе оператора, сбои в управляющей программе, изменения геометрии станка. Для диагностики встроенной системы измерений необходимо дополнительное оборудование.
В последнем случае используется интерферометрический метод, позволяющий провести высокоточную проверку следующих параметров: линейное позиционирование, повторяемость, перпендикулярность осей и плоскостность обрабатываемой поверхности и рабочего стола.

Проверка оборудования на жесткость.
Порядок проведения проверки оборудования на жесткость рассмотрим на примере токарного станка. Жесткость станка проверяют при помощи специального приспособления (рис. 1), которое устанавливают в суппорте станка, а в жестких центрах, размещенных в шпинделе станка и пиноле задней бабки, устанавливают оправку 5, размеры которой должны соответствовать данным, указанным в табл. 1.







Вращая нагрузочный винт 3, воздействуют на оправку 5 через динамометр 4 с усилием, указанным в табл. 1 (величина усилия пропорциональна отклонению стрелки индикатора 1). По индикаторам 6 и 2 определяют величину отжатия оправки и, сравнивая ее с допускаемыми величинами, указанными в табл. 1, делают заключение о жесткости станка.
Ремонт шабрением
Шабрение направляющих или шабрение с последующей притиркой остается до сих пор самым эффективным способом восстановления их геометрической, технической точности. И сейчас этот способ часто используется, на протяжении многих десятилетий демонстрируя прекрасный результат ремонта станины. В первую очередь надо обследовать состояние направляющих, определить степень их износа. То место, где износ минимальный, принимается за базовой уровень, а данные замеров заносятся в таблицу, на основании которых будет производится ремонт. В токарном станке за базовую поверхность принимают чаще всего место расположение задней бабки, которое в процессе эксплуатации оборудования практически не изнашивается. Метод включает следующие этапы:
- установка станины станка на жесткое основание (ремонтный стенд), следует выставить продольное и поперечное положение станины точно в горизонтальной плоскости клиньями, башмаками или с помощью домкратов;
- после окончания подготовительных работ выполняется черновое (предварительное) шабрение с рабочей шириной шабера 20-25 мм при этом выдерживается длина штрихов на поверхности более 10 мм и достигается 4-6 пятен при контроле на краску в квадратах 25×25 мм. Этим достигается разбивка крупных пятен на более маленькие;
- получистовое шабрение выполняется шабером 12-16 мм, длиной штрихов 5-10 мм до достижения 8-15 пятен на квадрат;
- финишное (чистовое) шабрение производят шабером шириной 5-10 мм и длиной штрихов 3-5 мм для достижения 20-25 пятен в квадрате.
Создание комиссии
Для более полного и детального осмотра оборудования, к этой процедуре привлекается целая комиссия. Обычно она состоит из сотрудников организации, которые работают в разных подразделениях – как правило, это начальники среднего звена: главные инженеры, технологи, заместители директора и пр. Часто в подобных мероприятиях участвуют юрисконсульты и работники бухгалтерии.
Таким образом, специалисты различных профилей могут обрисовать обследуемое оборудование с разных углов зрения. Иногда в состав комиссии включаются и сторонние эксперты, особенно, если дело касается сложных, высокотехнологичных приборов.
Комиссия назначается приказом директора предприятия, который выделяет среди ее членов главное ответственное лицо – председателя.
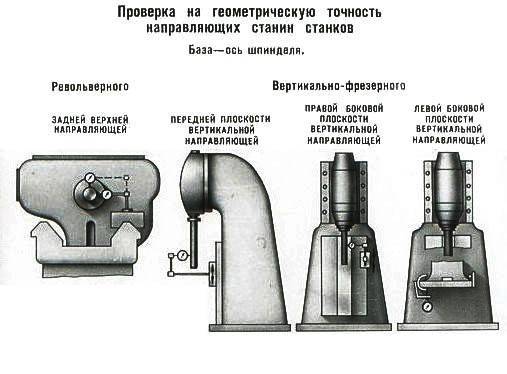
Проверка точности токарных станков
Проверка качества сбалансированности роторов машинного оборудования в соответствии с требованиями стандарта ИСО 1940-73 и ГОСТ 12327-87.
Проверка вертикальности поверхностей. Отклонение от вертикальности поверхностей проверяют с помощью рамного уровня, измеряя его с помощью прокладок. Обычно отклонение поверхности от вертикали не должно превышать 0,1 мм на 1000 мм длины.
Именно параметры этой группы вызывают те значительные колебания в показателях точности и стабильности технологических процессов, которые, в свою очередь, вызывают колебания в качестве производимой, продукции.
Направляющие станины должны быть прямолинейными в продольном направлении. При износе на них появляются канавки, царапины, иногда забоины.
Проверка биения маховиков. Обычно проверяют биение маховиков в радиальном и осевом направлениях. Проверку осуществляют с помощью индикатора. Его устанавливают так, чтобы измерительный штифт касался поверхности обода маховика или его торцовой плоскости. Биение определяют величиной отклонения показаний индикатора за полный оборот маховика.
Плановый контроль технологической точности металлообрабатывающей техники проводится по графику, который составляется согласно специальному документу – ведомости станочного оборудования. В неё заносятся сведения о периодичности технологических операций, влияющих на точность изготовления продукции. Этот документ содержит также сведения о режимах работы станков.
В случае использования технологических приспособлений, не прошедших проверку на технологическую точность или имеющих отклонения от установленных документацией требований, отделу технического контроля предоставляется право прекращения приемки изготовляемой продукции.
Испытания оборудования на холостом ходу.
В ходе испытаний проверяют взаимодействие основных узлов и механизмов оборудования при его работе. При проведении этих испытаний скорости узлов и механизмов постепенно увеличивают до номинальных значений; контролируют состояние трущихся пар (подшипники, направляющие, зубчатые редукторы).
Рассмотрим последовательность выполнения работ на примере испытаний токарного станка.
Прежде чем приступить к проведению испытаний, необходимо залить масло в коробки скоростей и подач, фартук станка и масляный бак смазочной системы станка, а также заправить маслом точки ручного смазывания в соответствии с картой смазывания. После смазывания следует опробовать работу органов управления станком вручную, перемещая суппорт станка в продольном и поперечном направлениях. Затем на коробке скоростей устанавливают минимальную частоту вращения шпинделя, включают привод главного движения и производят обкатку коробки скоростей в течение 30…40 мин. Затем на коробке подач устанавливают минимальную подачу и, включив механизм автоматической подачи, перемещают суппорт станка в различных направлениях в течение 30…40 мин. После работы на холостом ходу привода главного движения и привода подач производят замену масла в смазочной системе станка.
На следующем этапе испытаний изменяют частоту вращения шпинделя, переключая зубчатые блоки коробки скоростей, и измеряют при помощи тахометра фактическую частоту вращения шпинделя. На максимальной частоте вращения шпинделя коробку скоростей обкатывают до тех пор, пока температура подшипников (измеряется при помощи термопары) не перестанет увеличиваться (время обкатки коробки скоростей должно быть не менее 30 мин).
После обкатки коробки скоростей переходят к определению фактических перемещений суппорта станка на всех диапазонах подач при минимальной частоте вращения шпинделя (отсчет перемещений ведется по лимбу станка, а времени — по секундомеру). Затем проверяют температуру подшипников (измеряется при помощи термопары). На заключительном этапе испытаний проверяют:
- величину холостого хода ходовых винтов продольной и поперечной подач (по лимбам станка);
- торцевое и радиальное биение шкивов ременной передачи (при помощи индикатора, установленного на стойке);
- натяжение ремней и надежность работы фрикционной муфты реверса; работу системы охлаждения и смазочной системы;
- надежность работы защитных устройств (кожух шпинделя, кожух ременной передачи, защитный экран).
По результатам проведенных испытаний делают вывод о качестве сборки станка.
После испытаний на холостом ходу, прежде чем приступить к испытанию оборудования под нагрузкой, следует проверить его на жесткость.
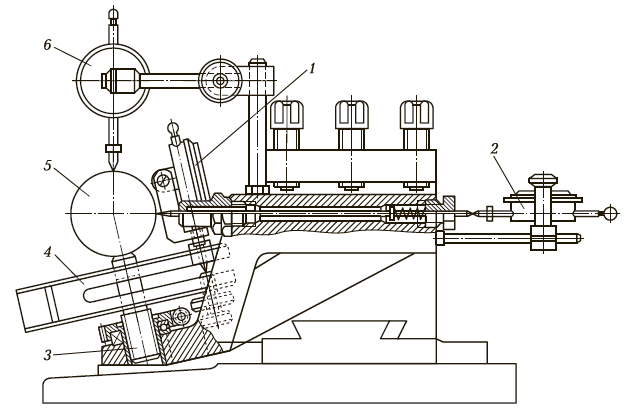 Рис. 1. Проверка станка на жесткость: 1, 2, 6 — индикаторы; 3 — нагрузочный винт; 4 — динамометр; 5 — оправка
Рис. 1. Проверка станка на жесткость: 1, 2, 6 — индикаторы; 3 — нагрузочный винт; 4 — динамометр; 5 — оправка
ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. Точность металлорежущих станков определяется тремя группами показателей: показатели, характеризующие точность обработки образцов-изделий; показатели, характеризующие геометрическую точность станков; дополнительные показатели.
1.2. К показателям, характеризующим точность обработки образцов-изделий, относятся: точность геометрических форм и расположения обработанных поверхностей образцов-изделий; постоянство размеров партии образцов-изделий; шероховатость обработанных поверхностей образцов-изделий.
1.3. К показателям, характеризующим геометрическую точность станка, относятся: точность баз для установки заготовки и инструмента; точность траекторий перемещений рабочих органов станка, несущих заготовку и инструмент; точность расположения осей вращения и направлений прямолинейных перемещений рабочих органов станка, несущих заготовку и инструмент, относительно друг друга и относительно баз; точность взаимосвязанных относительных линейных и угловых перемещений рабочих органов станка, несущих заготовку и инструмент; точность делительных и установочных перемещений рабочих органов станка; точность координатных перемещений (позиционирования) рабочих органов станка, несущих заготовку и инструмент; стабильность некоторых параметров при многократности повторений проверки, например, точность подвода на жесткий упор, точность малых перемещений подвода.
1.4. К дополнительным показателям точности станка относятся способность сохранения взаимного расположения рабочих органов станка, несущих заготовку и инструмент, при условии: приложения внешней нагрузки (показатели жесткости); воздействия тепла, возникающего при работе станка на холостом ходу; колебаний станка, возникающих при работе станка на холостом ходу. (Измененная редакция, Изм. N 2).
1.5. Объем испытаний станков на точность должен быть минимальным, но достаточным для получения необходимой достоверности результатов испытаний и оценки точности станка.
1.6. При выборе проверяемых параметров точности следует отдавать предпочтение наиболее значимым из них, с учетом степени воспроизводимости результатов измерения, стабильности и точности измерения.
1.7. Перечень показателей точности станков определяется стандартами на нормы точности станков конкретных типов и техническими условиями.
1.8. Нормы точности станка после среднего и капитального ремонта должны соответствовать требованиям стандартов и технических условий, действовавших в период изготовления станка.
1.9. Классификация станков по точности
1.9.1. Устанавливаются пять классов точности станков по абсолютной системе классификации, обозначаемые в порядке возрастания уровня точности: Н, П, В, А и С. Разделение станков на классы точности проводится по типам станков, исходя из требований к точности обработки. К одному классу точности должны относиться станки, обеспечивающие одинаковую точность обработки соответствующих по форме и размерам поверхностей образцов-изделий. Для отдельных типов станков, предназначенных только для обдирочных работ, классы точности не устанавливаются. (Измененная редакция, Изм. N 1, 3).
1.9.2. Значения допусков показателей точности при переходе от одного класса точности к другому принимаются предпочтительно по геометрическому ряду со знаменателем 1,6. Для конкретных показателей геометрической точности допускается принимать другие значения от 1,0 до 2,0. (Измененная редакция, Изм. N 3).
1.9.3. Классы точности для отдельных типов станков должны устанавливаться в стандартах на нормы точности этих типов станков, а при отсутствии стандартов — в технических условиях на станки.
1.9.4. (Исключен, Изм. N 3).
Это интересно: Профессия токарь — описание, код специальности, вредность
Проверка 1. Прямолинейность продольного перемещения суппорта в вертикальной плоскости
Метод проверки
А. На суппорте (ближе к резцедержателю) параллельно направлению его перемещения устанавливается уровень.
Суппорт перемещается в продольном направлении на всю длину хода. Измерения производятся не более чем через 500 мм на станках с длиной хода суппорта до 6000 мм и не более чем через 1000 мм на станках с большей длиной хода суппорта.
Б. Для станков с длиной хода суппорта свыше 6000 мм проверка может производиться с помощью сообщающихся сосудов, один из которых укрепляется на суппорте, другой – рядом со станком.
Допускаемые отклонения:
а) 0,02 мм на 1000 мм длины хода суппорта;
б) На всей длине хода суппорта:
- 0,04 мм – для длины хода до 2000 мм
- 0,06 мм – для длины хода до 4000 мм
- 0,08 мм – для длины хода до 8000 мм
- 0,10 мм – для длины хода до 12000 мм
- 0,12 мм – для длины хода до 16000 мм
- 0,16 мм – для длины хода до 20000 мм
Допускается только выпуклость направляющих станка.
Основные методы проверки токарного станка
При проверке токарного станка на точность в основном проверяют направляющие станины, биение шпинделя и ходовой винт. Направляющие станины должны быть прямолинейными в продольном направлении. При износе на них появляются канавки, царапины, иногда забоины. Износ можно обнаружить поверхностным осмотром и при помощи измерительных инструментов. Чтобы определить его величину, устанавливают проверочную линейку 1 (рис. 255) поочередно на направляющие 2, затем определяют на просвет и измеряют щупом зазор между их поверхностями и линейкой.






Допустимым считается такой износ станины: при высоте центров до 300 мм — 0,02 мм на длине 1000 мм; при высоте центров больше 300 мм — 0,03 мм на той же длине. У новых или отремонтированных станков на эту величину допускается только выпуклость станины, но не вогнутость.
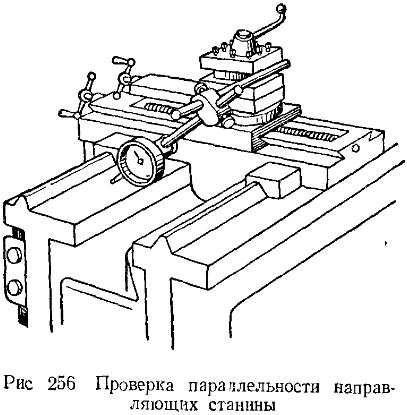
Направляющие станины для задней бабки должны быть параллельны направляющим для каретки. Проверяют параллельность индикатором, закрепленным в резцедержателе на каретке (рис. 256), которую перемещают по станине; штифт индикатора упирают в направляющую для задней бабки. Допускаемое отклонение — до 0,01 мм для станков с высотой центров до 200 мм и до 0,02 мм — для станков с высотой центров более 200 мм.
Горизонтальность направляющих станины проверяют уровнем, как показано на рис. 257, передвигая линейку 2 с уровнем 1 вдоль направляющих станины. Допускаемое отклонение составляет 0,05 мм на длине 1000 мм.

Ось шпинделя должна быть параллельна направляющим станины в вертикальной и горизонтальной плоскостях. Для проверки в коническое отверстие шпинделя вставляют контрольную оправку и проверяют ее индикатором на отсутствие биения по всей ее длине. Затем закрепляют на каретке индикатор и устанавливают его так, чтобы штифт индикатора касался оправки сначала в вертикальной (рис. 258, а), а потом в горизонтальной (рис. 258, б) плоскости. Перемещая при каждой установке каретку вдоль оправки на длину 300 мм, отмечают отклонения индикатора, которые не должны превышать в вертикальной плоскости 0,01 мм для станков с высотой центров до 200 мм и 0,02 мм — для станков с высотой центров до 400 мм. В горизонтальной плоскости отклонения индикатора не должны быть более 0,01 мм для станков с любой высотой центров.
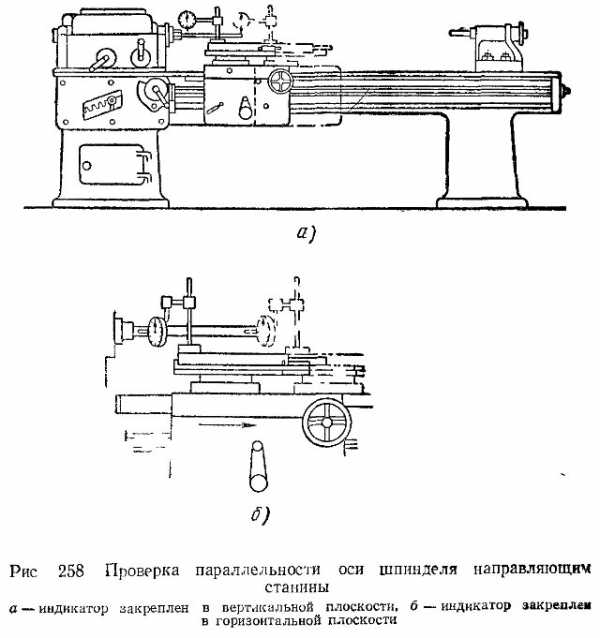
Отклонение оправки, считая вправо от бабки, допускается в вертикальной плоскости только вверх, а в горизонтальной плоскости — только в сторону резца.
Шейки шпинделя должны вращаться без биения. Шпиндель на биение проверяют индикатором, укрепленным в резцовой головке. При проверке необходимо, чтобы штифт 1 индикатора упирался в шейку 2 шпинделя (рис. 259, а). Допускаемой отклонение 0,01 мм при высоте центров до 350 мм и 0,02 мм при высоте центров более 350 мм.

Шпиндель не должен иметь осевого перемещения пр вращении. Проверку производят, как в предыдущей случае, но штифт 1 индикатора (рис. 259, б) упирают в торец буртика 2 шпинделя. Допускаемые отклонения те же, что и при проверке биения шейки.
Вершина переднего центра при вращении не должна иметь биения. Для проверки индикатор укрепляют в резцовой головке (рис. 259, в) и его штифт 1 упирают в конус 2 центра. Допускаемые отклонения такие же, как в предыдущих двух случаях.
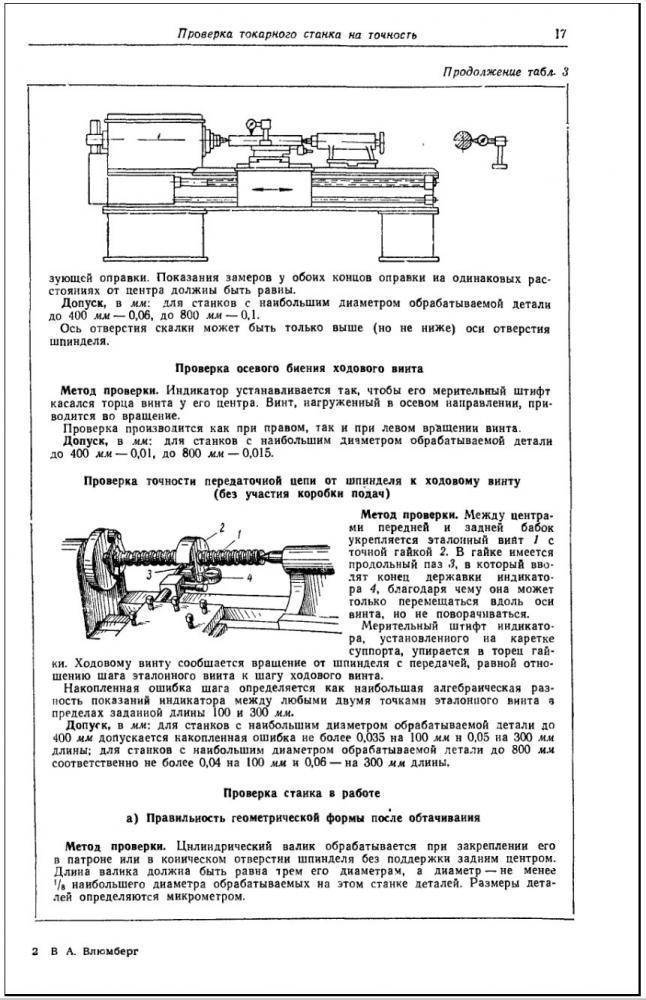
Точность шага ходового винта проверяют точной резьбовой оправкой 1, устанавливаемой между центрами передней и задней бабок (рис. 260), и точной цилиндрической гайкой 2, навертываемой на резьбовую оправку. В гайке 2 имеется продольный паз, в который вводят шарик державки 3, несущей индикатор 4 и закрепленной в суппорте станка. Наконечник индикатора упирается в торец гайки, удерживаемой от вращения шариком державки. Станок настраивают на шаг резьбы оправки. Пустив станок с включенной разъемной гайкой, следят за показаниями индикатора. Допускаемые отклонения: 0,03 мм на длине 100 мм и 0,05 мм на длине 300 мм для станков с высотой центров до 400 мм.

Практическая проверка точности токарного станка. Помимо рассмотренных геометрических проверок, производят комплексную практическую проверку точности токарного станка. Целью проверки является оценка точности станка в работе при изготовлении деталей с цилиндрической и торцовой поверхностями. Во время этой проверки определяются получающиеся отклонения по овальности, конусности и плоскостности, которые не должны превышать отклонения, устанавливаемых ГОСТом: по овальности 0,01-0,02 мм и по конусности 0,02 мм на длине 1000 мм и вогнутости торца не больше 0,02 мм на диаметре 300 мм.
Общие моменты и особенности составления акта
Если перед вами поставлена задача по освидетельствованию оборудования и составления акта о его техническом состоянии, посмотрите данные ниже рекомендации и ознакомьтесь с образцом документа.
Перед тем, как перейти к описанию этого конкретного акта, приведем некоторые общие сведения, характерные для всех подобных бумаг. На сегодняшний день стандартные формы первичных документов упразднены, так что представители компаний могут писать их в произвольном виде – это касается и акта о техническом состоянии оборудования. При этом, если у вас в организации существует утвержденный шаблон такого документа, лучше следовать ему – это позволит сэкономить время и избавит от необходимости ломать голову над его составом и текстом.
Акт допускается писать на фирменном бланке предприятия или на чистом листе любого подходящего формата (обычно это А4), от руки или на компьютере. При внесении информации надо стараться не допускать неточностей, помарок и исправлений – в дальнейшем они могут сыграть негативную роль при установлении законности документа.
Еще одно важное требование, которое надо учесть в обязательном порядке – заверить бланк автографами всех членов комиссии, присутствовавших при удостоверении технического состояния оборудования. Печать на бланке нужно ставить только тогда, когда пункт о ее применении для подобного рода бумаг закреплен в учетной политике организации. Печать на бланке нужно ставить только тогда, когда пункт о ее применении для подобного рода бумаг закреплен в учетной политике организации
Печать на бланке нужно ставить только тогда, когда пункт о ее применении для подобного рода бумаг закреплен в учетной политике организации.
Пишется акт в нескольких экземплярах – по одному для каждого члена комиссии. Информация об акте должна быть включена в специальный журнал учета.
После составления акт следует вложить в отдельную папку вместе с другими такими же документами, а после истечения срока хранения – утилизировать, следуя алгоритму, установленному в законе.