Метод горячего цинкования

У данного метода обработки стальных предметов имеется большое количество достоинств, которые делают его таким популярным:
Надежность
Во время погружения отдельных элементов в ванну с горячим цинком происходит покрытие защитным слоем сразу всех элементов предмета. Покрытию подвергаются даже самые недоступные участки, которые можно с легкостью пропустить, используя другие методы обработки.
Легкость
Процедура обработки стали цинком не является сложной. Для этого достаточно лишь опустить металлический материал в сплав и подождать определенное количество времени.
Экономичность
На проведение процедуры горячего цинкования предметов из стали не затрачивается изначально большого количества средств. Данный процесс отличается своей дешевизной и способностью изготовлять изделия, которые в среднем служат не менее двадцати лет.
Доступ к труднодоступным элементам
При обработке предметов из стали обычными методами появляется большое количество трудностей, потому что в некоторые места практически невозможно добраться. При обработке цинковым сплавом такого не происходит.
Термодиффузионное цинкование
По этой технологии получают устойчивый к отслаиванию и скалыванию при воздействии деформаций и механических повреждений слой цинкового покрытия матово-серого цвета толщиной 6 до 100 мкм. Предварительно подготовленные к процессу крепежные и металлические изделия помещают в нагретую до температуры 290-390 градусов печь в плотно закрытом, содержащем смесь защитного вещества контейнере, который в течение нескольких часов медленно вращают, подвергая метизы термодиффузионной обработке. Изделия с таким видом покрытия применяют в оборудовании, агрегатах и конструкциях, эксплуатируемых при температурах не более 370 градусов.
Технологический процесс
Метод горячего цинкования заключается в опускании изделий в ванну с цинком, температурный показатель которого достигает 450°С. В итоге на металлической поверхности образуется прочное покрытие из 4-х слойного железо-цинкового сплава, которое отличается исключительными антикоррозийными возможностями. Наружная плоскость обработанного изделия на 99,9% состоит из цинка.
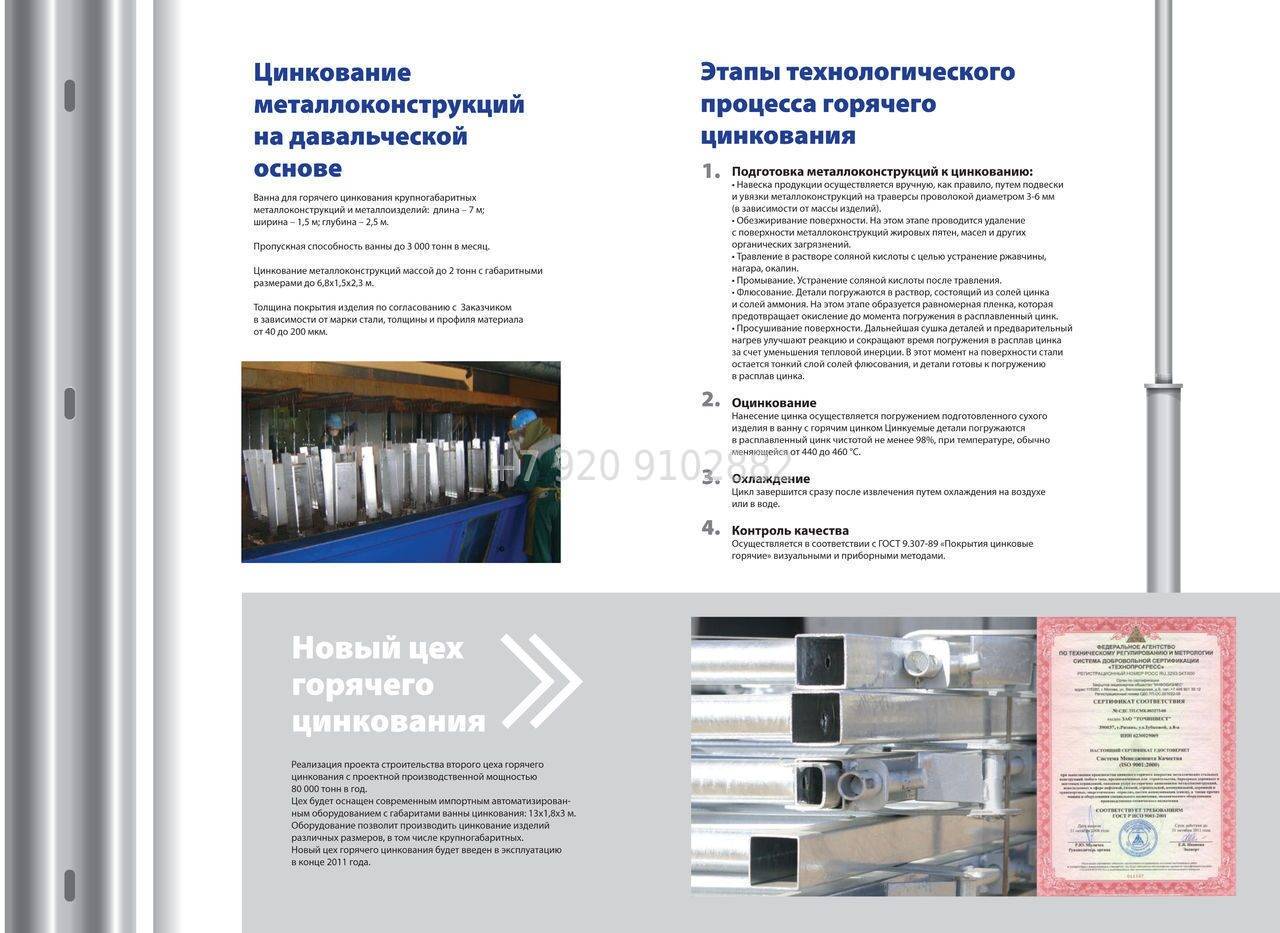
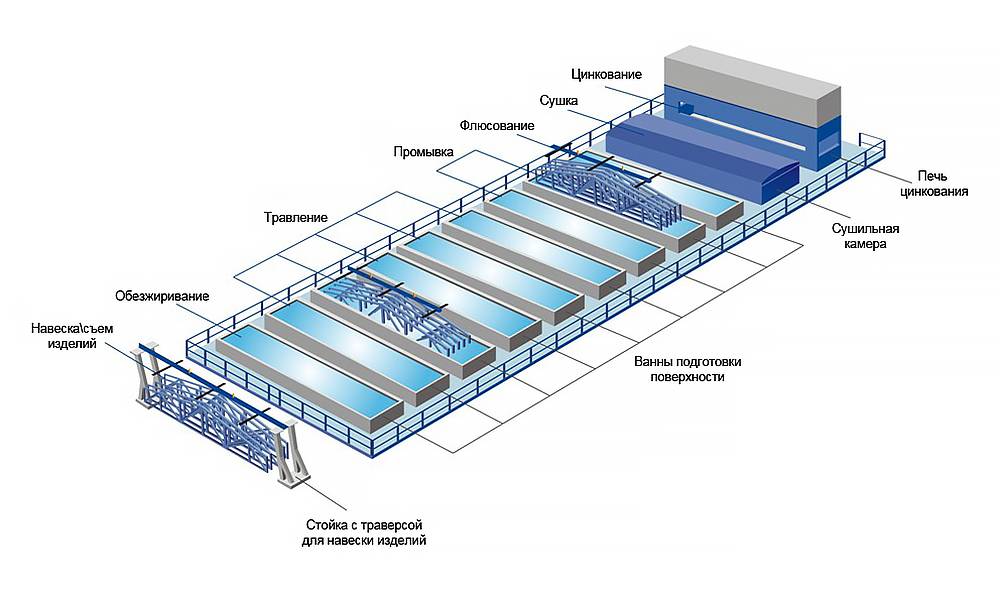
Для получения качественных металлических покрытий, соответствующих необходимым стандартам, важно тщательно подготовить поверхность, которая будет подвергаться оцинковке. Современные заводы цинкования горячего используют ряд химических подготовок, которые состоят из ванн для горячего цинкования, заполненных определенными составляющими
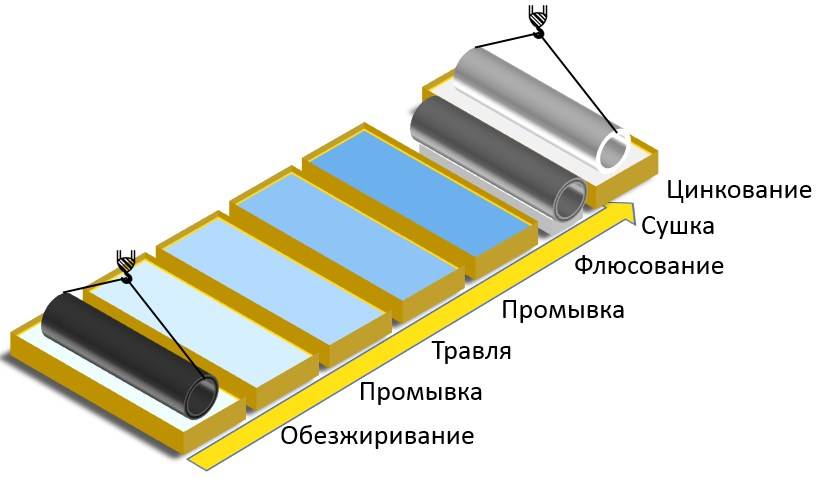
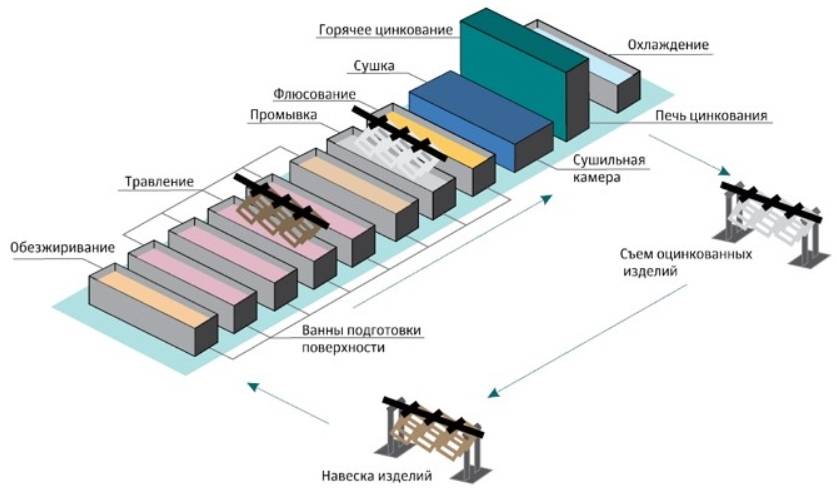
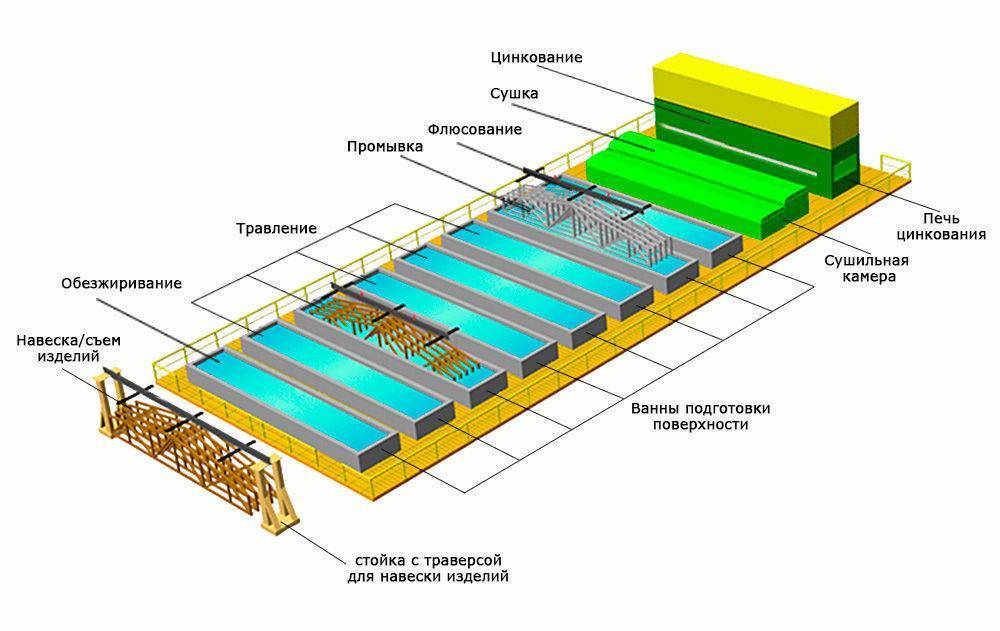
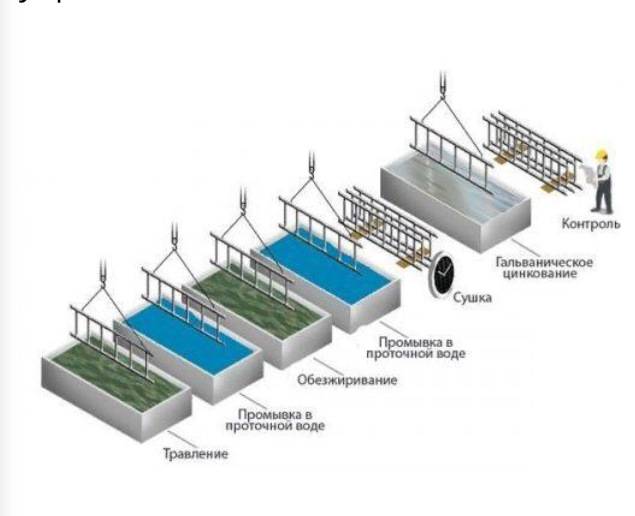
Технология горячего цинкования, в том числе и горячее цинкование труб, состоит из следующих этапов:
- Навешивание изделий на траверсу – подвешиваются с помощью крюков и проволоки. Помимо крюков, применяется также прокат сортовой стальной горячекатаный круглый (ГОСТ 2590-2006).
- Обезжиривание – поверхность тщательно очищается от масляной пленки и различного рода загрязнений.
- Промывка – выполняется с целью удаления остатков травильных растворов с поверхности.
- Флюсование хлористым аммонием – нанесение водного химического состава, необходимого для возможности получения желаемого покрытия. В качестве флюса используются хлориды аммония и цинка.
- Сушка – после помещения в сушильную камеру, высушивается флюс и производится прогрев металла до 120°С.
- Цинкование – конструкция окунается в расплавленный цинк, избыток которого стекает обратно в ванну. Применяется расплав цинка марки ЦВ или ЦВО (ГОСТ 3640-94).
- Охлаждение – при горячем цинковании температура вытащенной из расплава конструкции 450°С. Охлаждается до температуры окружающей среды на свежем воздухе или с использованием ванны с чистой водой.
- Снятие металлоизделий с траверсы – готовый продукт снимается с траверсы, при необходимости запаковывается и отвозится на склад.
Представленная технология отличается относительно невысокой сложностью. Процедура не требует подготовки сложных электротехнических растворов, которые на производстве готовят гальваники. Гальваническая линия горячего цинкования состоит из полного комплекса обработки, начиная с подготовки и заканчивая закреплением.
Таким же образом получаются лотки горячего цинкования, которые используются преимущественно для построения кабельных трасс с целью прокладки проводов и кабелей.
При использовании металлоконструкций для заземления, это лучший вариант защиты изделий от коррозии. Стальная полоса в качестве заземлителя может быть различных размеров, изготавливается согласно ГОСТу, что гарантирует высокое качество продукции и исключает погрешности в размерах. Заземляющая полоса не подвергается возникновению ржавчины и способна прослужить долгий срок.
Железные листы предварительно подвергаются протравливанию с применением серной и соляной кислоты (ГОСТ 857-95). После того как лист протравлен в первой ванне с кислотным раствором, его погружают в чан с чистой водой.
По завершении обмывки лист погружается в третью ванну, с таким же кислотным раствором, что и в первой. Затем изделие поступает в сушильную камеру и просушивается. Перед погрузкой в аппарат на поверхность листов наносят раствор из нашатыря, хлористого цинка и соляной кислоты. По завершении процедуры, изделие отправляется в чан с расплавленным цинком.
Обязательно определяется глубина обезуглероженного слоя. Измерения проводятся с использованием окуляра-микрометра. Глубина проверяется в готовой продукции и на промежуточных этапах. Полученные данные позволяют определить уровень обезуглероживание на каждой стадии и подобрать условия дальнейшей обработки, чтобы выполнить требования потребителя касательно приемлемой глубины обезуглероживания.
Видео: этапы горячего цинкования.
Цинкование металла своими руками
Методы цинкования в своем большинстве — это производственные способы, требующие промышленного оборудования и специальной обработки металла.
Некоторые из них доступны умельцам в мастерских. Чаще всего говорят о «гаражном цинковании, поскольку именно они нуждаются в восстановлении деталей и узлов автомобилей.
Наиболее доступный метод – холодная оцинковка.
Существует возможность гальванической обработки деталей. Она позволяет формировать на поверхности изделий узоры и декоративные элементы.
Гальваническое цинкование своими руками
Для работы с таким методом необходим электролит. Это может быть хлорид цинка (ZnCl), соляная кислота (HCl), Сульфат цинка (ZnSo4)
Составы требуют максимума осторожности, химические компоненты имеют тенденцию взрываться или вступать в непредвиденные реакции
Цинковый состав предполагает добычу цинка из солевых батареек, металлических оцинкованных предметов, предохранителях советского производства, или покупку на авто- или радиорынке.
Как работать:
Ванной может стать пластиковая или стеклянная ёмкость.
Анод – пластина из цинка с подведенным плюсовым зарядом.
Обрабатываемая деталь играет роль катода. Она должна быть подготовлена – очищена, обезжирена, активирована. Её располагают равноудаленно от анода.
Источник питания- аккумулятор, блок питания
Предосторожность заключается в том, чтобы не допускать активного кипения. При спокойном процесс длительная гальванизация обеспечит толстый защитный слой цинка.
Холодное цинкование своими руками
Для работы методом холодной оцинковки пригодятся:
- Шлифовальная машинка или металлическая щетка.
- Растворитель.
- Строительный миксер или дрель с насадкой
- Инструмент для покрытия: краскопульт, кисть или что-то подобное.
- Состав для цинкования.
- Защитный костюм.
Последовательность работы:
- Очистка поверхности или удаление прежнего покрытия механически или химическим способом, удаление пыли сжатым воздухом. Обезжиривание.
- Рабочий состав готовят к работе: перемешивают, при необходимости разбавляют.
- Нанесение состава на открытом воздухе в несколько слоев, давая высохнуть в течение 1-2 часов.
- Когда покрытие высохнет окончательно можно наносить финишную краску, лак или эмаль.
Ряд препаратов для холодного цинкования продается в соответствующих магазинах.
Часть из них устойчива к нефтепродуктам, растворителям, агрессивным средам.
Некоторые варианты специально «заточены» на защиту автодеталей от коррозии, другие направлены на повышение защиты легированной стали.
При выборе обращают внимание на диапазон температур и прочностные свойства
- ЗАЩИТНЫЕ ЦИНКОВЫЕ ПОКРЫТИЯ: СОПОСТАВИТЕЛЬНЫЙ АНАЛИЗ СВОЙСТВ, РАЦИОНАЛЬНЫЕ ОБЛАСТИ ПРИМЕНЕНИЯ. Е. Проскуркин ГП «НИТИ», Украина журнал «Национальная металлургия» сентябрь, октябрь 2005 г.
- Ф.Ф. Ажогин и гр. авторов. Гальванотехника; Спр. издание / Под редакцией А.М. Гринберга. — Москва: Металлургия, 1987.
- Хасуй А. Техника напыления. Перевод с японского Масленникова С. Л.. М. Изд-во Машиностроение. 1975 г.
- Статья на Википедии про цинкование
МЕТОДЫ КОНТРОЛЯ
4.1. Контроль внешнего вида Внешний вид покрытий контролируют визуальным осмотром невооруженным глазом при освещенности не менее 300 лк на расстоянии 25 см от контролируемой поверхности.








4.2. Контроль толщины покрытия
4.2.1. Магнитный метод Метод основан на регистрации изменения магнитного сопротивления в зависимости от толщины покрытия. В качестве измерительных приборов используют магнитные толщиномеры. За результат измерения толщины покрытия принимают средне арифметическое значение не менее пяти измерений у краев и в середине контролируемой поверхности одного изделия. Относительная погрешность метода — ±10%.
4.2.2. Металлографический метод (арбитражный) Метод основан на измерении толщины покрытия на поперечном шлифе с применением металлографических микроскопов различных типов. Образец для изготовления шлифа вырезают из оцинкованного изделия. Толщину цинкового покрытия измеряют на шлифе в трех и более точках, равномерно распределенных на линейном участке длиной около 1 см. За результат принимают среднеарифметическое значение результатов всех измерений. Относительная погрешность метода — ±10%.
4.2.3. Среднюю толщину покрытия () в микрометрах определяют неразрушающими методами или гравиметрическим методом по разности масс образца до и после получения или до и после снятия покрытия по ГОСТ 9.302. Для снятия покрытия применяют раствор: 3,2 г хлористой сурьмы или 2 г трехокиси сурьмы растворяют в 500 см соляной кислоты, плотностью 1,19 г/см, ч.д.а., по ГОСТ 3118 в мерной колбе вместимостью 1 дм и доводят до метки дистиллированной водой по ГОСТ 6709. Относительная погрешность гравиметрического метода — ±10%.
4.3. Контроль химического состава цинкового расплава — по ГОСТ 19251.1, ГОСТ 19251.2, ГОСТ 19251.3, ГОСТ 19251.5. Массовая доля цинка в рабочем объеме ванны должна быть не менее 98%.
4.4. Контроль прочности сцепления покрытий
4.4.1. Метод нанесения сетки царапин (при толщине покрытий до 50 мкм)
На очищенной поверхности контролируемого покрытия инструментом со стальным острием под углом 30° (твердость металла острия должна быть выше твердости покрытия) наносят по четыре-шесть параллельных линий глубиной до основного металла на расстоянии от 2,0 до 3,0 мм друг от друга и перпендикулярно к ним. Линии проводят в одном направлении. Прочность сцепления удовлетворительна, если на контролируемой поверхности не наблюдается отслаивание покрытия.
4.4.2. Метод крацевания Для метода крацевания применяют стальные и латунные щетки диаметром проволоки 0,1-0,3 мм и скоростью вращения щеток — 1500-2800 мин. Поверхность покрытия крацуют не менее 15 с. После крацевания на контролируемой поверхности не должно наблюдаться вздутия или отслаивания покрытия.
4.4.3. Метод нагрева При применении метода нагрева детали с покрытием или образцы-свидетели нагревают до (190±10) °С, выдерживают при данной температуре в течение 1 ч и охлаждают на воздухе. На контролируемой поверхности не допускаются вздутия или отслаивания покрытия.
4.4.4. Метод удара поворотным молотком Плоскую поверхность изделия с толщиной основного металла не менее 3 мм очищают от пыли, механических загрязнений и обезжиривают органическими растворителями. На плоскую поверхность изделия устанавливают поворотный молоток массой 212,5 г таким образом, чтобы головка молотка вертикально падала на горизонтальную поверхность изделия. Производят не менее двух ударов молотком так, чтобы расстояние между параллельными отпечатками составляло 6 мм, а расстояние от края отпечатка до края изделия составило не менее 13 мм. Схема поворотного молотка приведена в приложении.
Это интересно: Хромирование деталей (гальваническое, электролитическое) — технология, оборудование
Происхождение метода
В конце 17 века проводились первые опыты по погружению металлической детали в горячий цинк. Французский химик отметил появление защитного слоя после процедуры – оцинковка металла. В 1836 году во Франции отдается патент на применение горячего цинка с целью использования для антикоррозийных свойств металлоконструкций. Метод горячего цинкования был налажен уже через 10 лет после открытого патента, а широкое распространение получил в середине прошлого века.

Применение оцинкованных изделий
Изделия, обработанные цинком возможно использовать при любых условиях, кроме щелочной среды. Изготовление представлено некоторыми сложностями во время производства, однако они перевешиваются плюсами.
Как выполняется горячее цинкование
Выделяют два этапа горячего цинкования:
- Обрабатываемую поверхность тщательно подготавливают к процедуре.
- Изделие погружают в емкость с расплавленным цинком, в результате чего оно буквально обволакивается данным металлом.
Все нюансы выполнения такой технологической операции регламентирует ГОСТ 9.307-89.

Технологический цикл цинкования
Технология горячего цинкования требует тщательного подхода к выполнению всех ее этапов. Чтобы понять их суть и назначение, каждый из них стоит рассмотреть подробнее.
Подготовка металлического изделия к процедуре
ГОСТ указывает, что поверхность, которую необходимо подвергнуть горячему цинкованию, должна быть тщательно подготовлена. Такая подготовка состоит из нескольких процедур:
- механической обработки;
- обезжиривания;
- промывки;
- травления;
- промывки после травления;
- флюсования;
- просушки.
При помощи механической обработки с поверхности удаляются загрязнения, продукты окисления, следы ржавчины, а также шлаковые включения. ГОСТ также предписывает, что острые углы и кромки, имеющиеся на изделии, должны быть скруглены, что также решается на этапе механической обработки. Для выполнения механической обработки в производственных условиях используются пескоструйные установки.

Обезжиривание металлоизделий в растворе ортофосфорной кислоты
Обезжиривание, которое выполняется при температуре около 75°, необходимо выполнять перед горячим цинкованием для того, чтобы улучшить адгезию формируемого защитного слоя с цинкуемым изделием. Присутствие на обрабатываемой поверхности жировых и масляных пятен может привести к тому, что на таких участках цинковое покрытие будет иметь неравномерную толщину или даже отслаиваться.
Выполняют обезжиривание при помощи специальных химических реагентов, список которых приводит соответствующий ГОСТ. Их остатки впоследствии должны быть полностью удалены с поверхности изделия, для чего его подвергают промывке.

Промывочные емкости для длинномерных изделий
ГОСТ также указывает, что на трубах или других изделиях, подвергаемых горячему цинкованию, не должно быть окисленных участков, а также старого цинкового покрытия, если оно наносилось ранее. Для того чтобы выполнить эти требования, обрабатываемую поверхность подвергают травлению. С этой целью обычно используется раствор соляной кислоты. Выполняют такую процедуру при комнатной температуре (22–24°), а концентрацию раствора кислоты выбирают в зависимости от того, насколько сильно поверхность загрязнена окислами и следами коррозии.
Как правило, для выполнения травления используют растворы, в которых содержится 140–200 граммов кислоты на 1 литр. При выполнении травления раствор кислоты может сильно повредить обрабатываемую поверхность. Чтобы такого не происходило, а также чтобы минимизировать выделение водорода из травильного раствора, в него вводят специальные вещества, которые называются ингибиторами. Как и после обезжиривания, после травления изделие необходимо тщательно промыть, чтобы удалить остатки использованных химических веществ.

Подготовленные к оцинковке изделия
Флюсование перед горячим цинкованием, технология которого предусматривает тщательную подготовку обрабатываемой детали, позволяет решить сразу две важных задачи: предотвратить процесс окисления и улучшить адгезию наносимого покрытия с основным металлом. В процессе флюсования, выполняемого при температуре 60°, на обрабатываемую поверхность наносится тонкий слой флюса, содержащегося в специальном растворе. В качестве флюса, как правило, используются хлориды аммония и цинка. Их смешивают с водой в соотношении 500 граммов на литр, чтобы приготовить раствор для флюсования
При выполнении флюсования очень важно следить за такими параметрами используемого раствора, как содержание железа, плотность и кислотность. Если концентрация железа в растворе превышена, в него вводят перекись водорода, которая способствует образованию солей железа, выпадающих в осадок
Любой цех горячего цинкования в обязательном порядке должен быть оснащен термическими печами, в которых обрабатываемое изделие просушивают после выполнения флюсования. Такая термическая обработка позволяет не только удалить остатки жидкости, которая ухудшает качество готового цинкового покрытия, но и нагреть деталь до температуры 100°, что дает возможность снизить затраты на осуществление основной технологической операции.
Технология
Метод горячего цинкования проводится на металлообрабатывающих предприятиях согласно ГОСТу. Без создания требуемых условий для проведения технологической процедуры приступать к работам запрещено.
Подготовка поверхности
Прежде чем проводить оцинкование необходимо выполнить ряд подготовительных процедур:
- Очистить поверхность заготовки от грязи, пыли, ржавчины налета. Для этого используют наждачную бумагу или щетку по металлу.
- Обезжирить металл. При обезжиривании изделие должно быть нагрето до 70 градусов, чтобы возможные маслянистые подтеки смылись.
- Смыть состав, который использовался для обезжиривания.
- Коррозию, слои окалины удалить соляной кислотой. Травление проводится при комнатной температуре. Нагревание испортит металлическую поверхность.
- Когда травление соляной кислотой окончено, ее остатки необходимо смыть.
Подготовка поверхности (Фото: Instagram / gtool.ru)
Обработка
Процесс горячего цинкования состоит из нескольких этапов:
- После проведения подготовки, нанесению флюса, детали погружается в ванну с расплавленным цинком. Скорость выбирается зависимо от слоя флюса. Пленка должна быть разрушена, но не полностью.
- Деталь выдерживается в ванне определенный промежуток времени. Длительность зависит от сложности металлоконструкции, но не должна превышать 10 минут.
- Скорость вынимания заготовки из ванны должна быть небольшой, чтобы на поверхности остался требуемый слой цинка.
Последний этап нанесения защитного слоя — охлаждение готового изделия. Снижение температур может быть принудительным или естественным. Горячая оцинковка погружается в камеру охлаждения или остается на открытом воздухе. После охлаждения детали снимаются с траверсы, запаковываются, отвозятся на склад.
Провести цинкование своими руками сложно. Для этого необходимо изучить производственный процесс, подготовить несколько ванн, печей, сушильных камер. Превышение температурного режима, долгая выдержка в ваннах с горячим цинком приведут к разрушению защитного слоя.






Цинкование — технологический процесс нанесения защитного слоя на металлические конструкции. Он увеличивает долговечность, устойчивость металла к длительному воздействию кислот, щелочей, влаги. Процедура проводится согласно государственным стандартам, с использованием специализированного оборудования.
Горячее цинкование срок службы металла более 20 лет
Горячее цинкование срок службы металла более 20 лет
Металлические изделия, к которым было применено горячее оцинкование, срок службы называется в рамках 50 лет. Это связано с природной стойкостью цинка к агрессивным средам не только природным, но и жизнедеятельности человека. Именно поэтому всё шире применяют такие изделия. Всё большее применение находят оцинкованные изделия в следующих сферах экономики:
- В нефтехимической промышленности;
- В строительстве;
- В мебельном производстве;
- В медицине;
- В бытовых условиях.
При горячем оцинковывании, срок службы напрямую зависит от толщины покрытия металлического изделия. В промышленности и строительстве используют оцинкованные трубы. Трубы нужны для прокладки водопроводных сетей, а в нефтехимической промышленности для прокладки трубопроводов с агрессивной средой. При производстве процесса горячего оцинковывания, срок службы трубопроводов увеличивается на 30% и составляет около 50 лет. Единственное место, где возможно окисление металла, сварочные стыки, потому что выгорает цинк. Поэтому необходимо после соединения обработать это место антикоррозийным покрытием. Оцинкованные изделия при оцинковывании не теряют своих свойств, а при увеличенном сроке службы, представляют очень удобный материал.
Форма заявки и вызова специалиста
Холодное цинкование металлоконструкций
Оцинковка холодным способом представляет собой покрытие металлоконструкции специальными средствами, основной составляющей которых является цинк. В результате образуется цинковое покрытие, обладающее защитными антикоррозийными свойствами.
Существует 2 вида холодного оцинковки:
- Гальваническое. Процесс нанесения цинкового слоя происходит путём электролиза. Таким способом можно получить покрытие толщиной не более 20 мкм. Зачастую изделия, обработанные гальванической оцинковкой, используются в неагрессивной среде.
- Обработка цинкосодержащим грунтом. Смесь состоит из большей части цинкового порошка (примерно 80%) и наполнителя. При данном способе возможно получить цинковый слой толщиной 50 мкм. Холодное цинкование незаменимо для нанесения покрытия на крупногабаритные конструкции, где по техническим причинам невозможно обработать поверхность горячим цинком. К таким изделиям относятся мосты, нефтепроводы, железнодорожные конструкции и т. д.
Чем различается холодное и горячее цинкование?
Подведем итоги, в чем разница горячей и холодной обработки цинком:
Способ защиты от коррозии. При горячей оцинковке конструкции погружаются в специальные ванны. Холодное цинкование можно осуществлять инструментами для лакокрасочных смесей, к примеру, валики, пульверизаторы, кисти.
Температура. Для обработки горячим цинком обязательно нужна высокая температура. Цинк расплавляется до 460 градусов, после чего в него погружают изделия. Холодное цинкование происходит при комнатной температуре.
Внешний вид. При горячем цинковании затруднительно сохранить эстетический внешний вид металлоконструкций. На изделии образуются наплывы цинковых смесей. Такой способ не подойдет для декоративных целей. Холодное цинкование предполагает аккуратное нанесение кисточкой или другими атрибутами для лакокрасочных материалов
При осторожном равномерном нанесении слоя можно добиться улучшенного внешнего вида. Кроме того, цвет, получаемый при холодном цинковании, выглядит более презентабельно.
Удобство нанесения
Металлические изделия, обрабатываемые горячим цинкованием, помещаются в специальные ванны определенных размеров. Если металлоконструкции крупных габаритов, для изделия подойдет только холодный способ, не требующий специальных технических приспособлений.
Горячее цинкование подходит для изделий, нуждающихся в мощной защите. Обработанные расплавленным цинком изделия имеют длительные сроки эксплуатации. В обычной среде металлоконструкции могут прослужить до 120 лет. На предприятиях в условиях жесткой эксплуатации, обработанные изделия не теряют первозданного вида в течение 65 лет. Метод горячего цинкования не приемлем в целях придания декоративности конструкции и для крупногабаритных изделий.Возможно Вас так же заинтересуют следующие статьи:
- Горячее оцинкование
- Рекомендации по дизайну изделий, подготовленных к горячему цинкованию
- Доменный процесс печи
- Зависимость толщины покрытия от скорости погружения в ванну
- Законы Фика | Основы диффузии
comments powered by HyperComments
Способы и методы цинкования
- горячее;
- холодное;
- гальванизация;
- термодиффузионное цинковое покрытие;
- напыление под воздействием термических газов.
При выборе технологии цинкования металла нужно отталкиваться от предназначения изделия и способов его эксплуатации. Заранее необходимо определить класс толщины цинкового слоя, так как от этого зависит весь технологический процесс, включая настройку производных температур.
Горячее цинкование
Сталь цинкуется горячим методом в 2 этапа:
- Подготовительные меры.
- Процесс цинкования.
Подготовка изделий также делится на следующие друг за другом производственные стадии:
- Зачистка и обезжиривание поверхности.
- Травление с помощью кислот.
- Промывание деталей.
- Флюсование (вычленение из металла солей и оксидов).
- Просушка.
После завершения этапа 1 деталь погружают в специальный резервуар с расплавленным цинком, после чего начинает формироваться тонкий защитный слой из железа и цинка. Далее изделие подвергается продуванию, которое призвано обеспечить полное высыхание изделия, а также удаление лишних образований.
Холодное цинкование
Для холодного цинкования потребуется специальный цинковый состав (например «Цинокол») и малярный инструмент (кисть, валик). Смесь включает от 86% цинка, благодаря чему защитное покрытие образуется сразу после нанесения состава на металлическую поверхность.
Если конфигурация поверхности не позволяет нанести цинковую смесь малярным инструментом равномерно, применяют краскопульт – устройство для распыления различных материалов.
Холодный метод цинкования не имеет аналогов, если речь идет о нанесении или восстановлении защитного слоя металлоконструкций, в отношении которых невозможно применить иные способы цинкования (например, уже смонтированное оборудование, леса или трубы). Также такой метод является лучшим решением для проведения ремонтных работ.
Холодный способ цинкования можно производить в широком температурном диапазоне, при этом защитный покров сохраняет гибкость и устойчивость к различным повреждениям.
Гальванический метод
Гальванизация сопровождается высокой адгезией элементов металла и цинка, соединенных на молекулярном уровне. Можно достичь не только максимально равномерного цинкового покрытия по всей площади детали, но и придать ему декоративный вид.
Процесс электрохимической гальванизации происходит так:
- пластины или другие объекты из металла погружаются в специальную электролитическую жидкость;
- объект обработки подключается к источникам тока с разными зарядами;
- разность потенциала заставляет материал разрешаться, после чего молекулы цинка начинают подниматься к поверхности изделия, образуя тем самым защитный слой.
Главный недостаток процедуры – высокая стоимость, которая складывается из цен на электроэнергию, состав электролита, оборудование и другие производственные элементы.
Термодиффузионное покрытие цинком
Подготовка самих деталей происходит по стандарту. Термодиффузионный метод, как и другие технологии, обладает рядом положительных и отрицательных черт.
Преимущества:
- безопасность и экологичность;
- возможность контролировать толщину цинковой наслойки;
- высокое качество защитного покрытия без образования пор;
- после процедуры не остается специфических отходов, нуждающихся в особом виде утилизации;
- можно осуществить цинкование изделий даже со сложной геометрической конструкцией.
Недостатки:
- наличие налета на оцинкованных деталях, отсутствие зеркального блеска;
- образование цинковой пыли в окружающей среде;
- средний уровень производительности;
- цинкование может получиться неравномерным.
Методы цинкования металла
Перед описанием распространённых в современной промышленности технологий цинкования предлагаем рассмотреть общие различия между ними
Это важно, поскольку выбранный метод существенно влияет в той или иной степени на получаемый результат. На практике это означает, что в зависимости от сферы эксплуатации металлических изделий и конструкций экономически выгодно применять далеко не все технологии оцинковки. В целом, методы цинкования отличаются между собой следующими свойствами:
В целом, методы цинкования отличаются между собой следующими свойствами:
- Толщина защитного покрытия — если для габаритных металлоконструкций чем большим будет слой защиты, тем лучше, то для высокоточных мелких деталей необходимо применять цинкование, при котором можно выбирать и контролировать толщину антикоррозионного покрытия. Реализовать это позволяет далеко не всякая технология.
- Равномерность толщины оцинковки — опять же, чем мельче и точнее металлическая деталь, тем выше требования к наносимому на неё защитному покрытию. Например, опоре ЛЭП всё равно, насколько равномерно она будет укрыта цинком, тогда как для деталей, имеющих прецизионные отверстия, резьбу, фаски и прочее — равномерность слоя цинка крайне важна.
- Прочность удержания защитного покрытия на металле — сильно зависит от того, каким методом было выполнено цинкование. Например, при рассмотренном далее горячем и термодиффузионном цинковании цинк не только покрывает поверхность изделия, но также соединяется с ним на молекулярном уровне, что существенно повышает прочность удержания защиты на металле.
- Внешний вид оцинкованной детали — в зависимости от применяемой технологии поверхностный слой оксида цинка может быть матовым, глянцевым, а также отличаться оттенками от тёмно-серого до голубоватого.
- Стойкость к механическим повреждениям — чем она выше, тем дольше продержится защита на изделиях, подвергающихся тем или иным физическим нагрузкам.
- Способность к самовосстановлению — по большей части зависит от толщины нанесённого на металл цинка и характера эксплуатации конструкции или изделия.
- Коррозионная устойчивость — является общим свойством обработанного изделия, которое складывается из совокупности нескольких факторов. В том числе, устойчивость оцинкованной детали к коррозии зависит от толщины цинкового слоя, его равномерности, прочности удержания, а также от стойкости к механическим повреждениям и способности к самовосстановлению.
В зависимости от применяемой технологии цинкования меняются эти свойства, а также сложность технологического процесса, доступные объёмы и скорость обработки, себестоимость процесса и, в конце концов, его целесообразность. По сути, всё рассмотренное и перечисленное выше — является наглядными критериями сравнения методов цинкования.
В современной промышленности наибольшей распространённостью отличаются следующие пять технологий цинкования:
- Горячее — выполняется посредством погружения обрабатываемых изделий в расплавленный цинк.
- Холодное — осуществляется по абсолютной аналогии с обычным окрашиванием вручную или при помощи напыления.
- Гальваническое — реализуется путём погружения обрабатываемых деталей в цинкосодержащий электролит, через который пропускается электрический ток.
- Термодиффузионное — слой защитного покрытия формируется при помещении обрабатываемой детали в среду, насыщенную порошкообразным цинком.
- Газотермическое — на обрабатываемую деталь направляется газовая горелка и в пятно наибольшего нагрева подаётся цинковая проволока или цинковый порошок.
Теперь рассмотрим эти методы цинкования более детально. В частности, «заглянем» внутрь технологического процесса, сравним по вышеописанным свойствам, приведём преимущества, особенности и недостатки.








Условные обозначения видов покрытий крепежа
Существует довольно большое количество покрытий, наносимых различными способами на крепёжные изделия. На территории России в настоящий момент приняты следующие условные обозначения видов защитных и защитно-декоративных покрытий крепежных изделий (в чертежах и сводных таблицах можно встретить как буквенное, так и цифровое обозначение покрытия) — все наиболее распространённые виды покрытий приведены в следующей таблице:
| Вид покрытия | Обозначение согласно ГОСТ 9.306-85 | Обозначение цифровое |
| Цинковое с хроматированием | Ц.хр | 01 |
| Кадмиевое с хроматированием | Кд.хр | 02 |
| Многослойное медно-никелевое | М.Н | 03 |
| Многослойное медь-никель-хром | М.Н.Х.б | 04 |
| Окисное, пропитанное маслом | Хим.Окс.прм | 05 |
| Фосфатное, пропитанное маслом | Хим.Фос.прм | 06 |
| Оловянное | О | 07 |
| Медное | М | 08 |
| Цинковое | Ц | 09 |
| Цинковое, горячее | Гор. Ц | 09 |
| Окисное, наполненное хроматами | Ан. Окс. Нхр | 10 |
| Окисное, из кислых растворов | Хим. Пас | 11 |
| Серебряное | Ср | 12 |
| Никелевое | Н | 13 |
Наименование покрытия ставится после точки, в конце обозначения элемента крепежа (последние цифры перед указанием ГОСТа на продукцию). Число, стоящее сразу после обозначения покрытия, обозначает толщину наносимого покрытия в микронах, мкм (1 микрон = 1/1000 мм). Если покрытие многослойное, то указывается суммарная толщина всех слоёв покрытия.
Как определить параметры покрытия в обозначении крепежа
Примеры обозначения покрытий приведены далее:
· Болт М20-6gх80.58.019
ГОСТ 7798-70 — Болт с покрытием номер01 (цинковое, хроматированное — самое распространённое покрытие «гальваническая оцинковка»; выглядит блестящим белым, бывает с желтоватым или с голубоватым оттенком). Цифра9 – толщина покрытия9 мкм (микрон);
· Гайка М14-6Н.0522
ГОСТ 5927-70 — Гайка с покрытием номер05 (химическое окисное, пропитанное маслом — в народе называется «оксидирование»; внешне выглядит чёрным, с блеском или матовое) толщиною22 мкм;
· Маслёнка 1.2.Ц6
ГОСТ 19853-74 — пресс-маслёнка с покрытиемЦ (цинковое — тоже «оцинковка», ещё называют «горячий цинк» — по способу нанесения покрытия; визуально отличается от «гальванической оцинковки» отсутствием выраженного блеска и видимой структурой «хлопьев» на поверхности покрытой детали) толщиною6 мкм;
· Шайба А.24.01.10кп.Кд6.хр
ГОСТ 11371-89 — Шайба с покрытиемКд.хр (кадмиевое, с хроматированием — то, что называют «кадмирование»; выглядит жёлтым, с радужным блеском) толщиною6 мкм;
· Винт В.М5-6gх25.32.1315
ГОСТ 1491-80 — винт латунный с покрытием номер13 (никелевое, называют просто «никелированный»; выглядит серовато-белым с небольшим блеском) толщиной15 мкм;
· Шайба 8.БрАМц9-2.М.Н.Х.б.32
ГОСТ 6402-70 — шайба гровер бронзовая с многослойным покрытиемМ.Н.Х.б (покрытие медь-никель-хром, или, проще говоря «хромированное»; выглядит зеркальным, с ярко выраженным блеском) суммарной толщиною32 мкм. В некоторых случаях цифровую маркировку заменяют буквенной, тогда покрытие 019 будет выглядеть так:Ц.хр9