Как правильно установить пилу
Следующий этап — правильная установка пилы на верхней поверхности пильного стола. Для этого исполнитель работ должен выполнить такие действия:
- Установить инструмент таким образом, чтобы его рабочая часть заходила в заранее подготовленный паз.
- Разметить места для лемешных болтов М8 с потайной головкой (ими будет крепиться распиловочный диск).
- Просверлить фанеру сверху, чтобы получились одинаковые отверстия диаметром около 8 мм.
- Сделать зенковку, чтобы утопить шляпки болтов.
- Аккуратно установить металлический распиловочный диск и тщательно затянуть болты снизу, используя гайки с пружинными шайбами.
После закрепления конструкции на столе нужно установить блок для включения и выключения мотора дисковой пилы. В корпусе вырезается отверстие, выключатель крепится болтами и универсальным клеем. От блочка должно идти два отдельных кабеля. Один — к инструменту, второй — к ближайшей электрической розетке.
При самостоятельной сборке подобного агрегата стоит учитывать производительность мотора, а также максимальную мощность электродвигателя. В данном случае специалисты советуют остановить свой выбор на двигателе, мощность которого не превышает 1000–1200 Вт, в противном случае эксплуатация может быть небезопасной. Да и более мощная пила подразумевает более тяжелый и устойчивый стол.
Форматно-раскроечный станок своими руками: чертежи, видео, фото
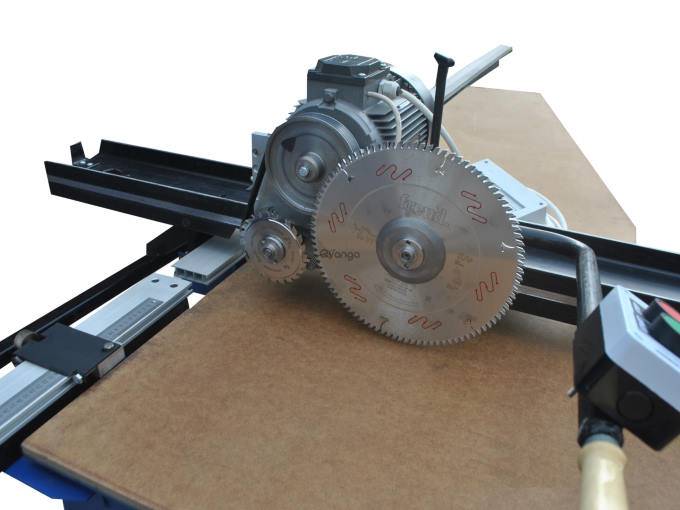
По мере развития проекта Пиропринтер, нашей команде приходится оптимизировать какие-то процессы. Нам давно требовалось сделать какой-то станок или приспособление для быстрого и аккуратного роспуска фанеры для последующей фрезеровки. Не буду утомлять, сразу покажу результат, который мы получили:
Вот такой форматно-раскроечный станок мы сделали своими руками Поясню сразу — мы не мебельное производство, где форматник — это один из основных инструментов.
И к нему идет требование обязательного наличия подрезного пильного диска для пиления без малейших сколов и высокой производительности.
Раскрой фанеры (и другого листового материала) для нас — это вспомогательный производственный процесс, не требующий высокого качества реза.
Те, кто когда-либо сталкивался с раскроем листов фанеры (1,5*1,5м), знают, что распиливание сопровождается рядом сложностей:
- Лист громоздкий и требуется много места, если пилить его в горизонтальном положении;
- При раскрое поперек волокон появляется много сколов;
- Выдержать ровную линию от края до края, просто отпиливая по нарисованной линии не просто — рез немного плывет.
Исходные требования были простыми: нужен бюджетный вариант форматно-раскроечного станка, который можно собрать своими руками. Рез должен быть прямым и без сколов. При раскрое тратить минимум времени на выставление размеров. Форматник должен занимать минимум места.
Назначение форматно раскроечного станка
Основные функции форматно-раскроечного станка заключаются в формировании ровного реза на поверхности ламинированного ДСП или ДВП. При этом предъявляются особые требования к качеству кромки.
Внешне конструкция напоминает простую пилораму. Разница заключается в жесткой фиксации заготовки относительно режущих компонентов. Для увеличения качества присутствуют два диска различных диаметров. Один из них больше другого и вращается в обратную сторону. Это дает возможность уменьшить вероятность появления сколов на торце деревянной поверхности.
При изготовлении самодельной конструкции следует учитывать такие моменты:
- устойчивость оборудования во время работы;
- наличие измерительных инструментов для предварительной раскройки деревянного листа.
- размеры рабочего стола. Они напрямую зависят от габаритов заготовки;
- меры безопасности. Это относится к оборудованию и рабочему персоналу. Для удаления стружки обязательно должен присутствовать вытяжной механизм, режущие компоненты находятся под специальным чехлом.
Важным фактором является предварительный расчет всех элементов конструкции. Она должна выполнять свои функции в зависимости от степени нагрузки. Одним из недостатков форматно-раскроечного станка является невозможность формирования резов фигурной формы. Для этого необходимы другие типы оборудования.
Во время анализа заводских моделей следует учитывать толщину обрабатываемого материала и его удельную плотность. Это повлияет на выбор пильных дисков.
Почему решили сделать форматно-раскроечный станок своими руками, а не купили готовый?
Самый дешевый готовый форматник с горизонтальным расположением листа стоит 220 тыс руб. (марка Jet).
Пример готового горизонтального форматника. С листом фанеры он занимает очень много места
В данной конструкции есть подрезная пила. И по идее можно было самим собрать что-то подобное из готового циркулярного (распиловочного) станка или ручной циркулярной пилы. Самый простой дешевый циркулярный станок стоит 7 тыс руб, что-то по серьезнее обойдется в 30 тыс руб.
А со свободным местом у нас в мастерской проблематично (напомню, что раскрой фанеры — у нас вспомогательная функция). Поэтому нам подходил только вертикальный форматно раскроечный станок.
Самый простой вертикальный форматник обойдется в 230 тыс руб.
Бюджетный вариант вертикального форматинка, который нам не очень понравился
Тот, что нам понравился стоит около 300 тыс руб (причем, это бюджетный, так как серьезные форматники стоят от 500 тр до 1,5 млн). Правда, я нашел вариант на авито самодельный на металлической раме с закрепленной на нем простой ручной циркулярной пилой за 100 тыс руб. (+доставка).
Да, есть еще и простое готовое решение — пилить вдоль специальной шины (если ваша модель циркулярки предусматривает пазы под шину и шина под вашу пилу в принципе существует). Так рез будет ровным.
Но есть некоторые неудобства, связанные с шиной: долго размечать и выставлять, руки находятся в напряжении от веса циркулярки, распускать так придется либо в горизонтальном положении листа или как-то его фиксировать на расстоянии от пола, не удобно длинную шину использовать для распила коротких кусков фанеры и пр.
Ручной раскрой деталей ДСП: Пошаговая инструкция
1 Расчерчиваете на листе бумаги, желательно в масштабе, размеры плиты. Не забудьте уменьшить ее с каждой стороны на 10 мм.
2 Сортируете список по однотипности необходимых деталей. Например, бока кухонных шкафчиков обладают одинаковыми размерами – 500 х 712 мм.
Их довольно много, выписываете все подобные детали отдельно. По этому же принципу продолжаете сортировку: одинаковая ширина, одинаковая структура и так далее.
3 Раскладываете на листе ДСП сначала крупные детали и те, которые должны обладать схожей структурой. Не забывайте о ширине пилы – 4 мм! Здесь вам уж точно пригодится калькулятор.
4 Размещаете остальные детали. Можно проработать несколько вариантов, пока не получится тот самый, идеальный, максимально экономный и выгодный.
Форматно-раскроечный станок своими руками — чертежи, видео, фото

Такое устройство предназначается для резки плит в мебельном производстве. Конструктивно оно состоит из распиловочного участка и основания. Пильный узел представляется парой дисков, имеющих оси вращения, располагающиеся на одном уровне. При этом диаметры дисков разные, вращение выполняется в противоположные направления – друг к другу.
Изготовление самодельного форматно-раскроечного станка
1) Формируется основная опорная рама, на которую будет ложиться полотно. Можно изготовить самостоятельно из металлических уголков или профиля или взять уже готовую, к примеру, со старой пилорамы или другой установки.
На готовую раму укладывается полотно с пропилом для хода распилочных дисков. Поверхность полотна должна быть ровной и гладкой, чтобы обеспечивать нормальное скольжение листов ДСП.
2) Потом изготавливаем каретку из листов прочного ДСП или подобного материала. Она позволит надежно зафиксировать две пилы и свободно перемещать их по направляющим. Между собой листы соединяются в четырех углах посредством конусного вала на таком расстоянии, чтобы вал четко двигался по направляющим.
https://youtube.com/watch?v=3aVMgXNRF9M
у каретки монтируется автомат пуска пилорамы. Под кареткой прочно закрепляется первая и вторая пила с фронтальным расположением дисков. Диски следует закрыть специальным экраном. Лучшим вариантом станет прозрачный материал.









3)Для изготовления направляющих потребуется две трубы большого диаметра. Между собой они соединяются посредством металлической полосы. Поверхность должна быть гладкой без дефектов.
На краю стеллажа располагается упор. По высоте упор должен с легкостью выдерживать прислоненный лист или деталь. Рядом с упором размещается металлическая линейка, ноль которой должен располагаться у распила полотна. Она позволит вычислять размер на месте.
4)Перпендикулярно упору размещается прижимной механизм. Предварительно прижимной механизм изготавливается из металлического профиля. Крепится болтами.
5)К верху экрана подвижной каретки крепится гибкая гофра, а другой ее конец вместе с приводом крепится на стену у вентиляционного люка. На стену под вытяжкой монтируется автомат пуска.
Станок готов к пуску и ведению раскроечных работ. Перед включением пилы, обязательно нужно включить вытяжку для соблюдения чистоты в помещении.
: самодельный форматнораскроечный станок
Необходимые для изготовления материалы
Чтобы смастерить станок, вам потребуется:
- трубный металлопрокат, уголки и швеллер;
- пара электродвигателей;
- валы от сельхозтехники;
- пильный и подрезной диски;
- крепеж в виде болтов и гаек;
- сварочный агрегат;
- инструменты по металлу.
Последовательность работ
Сначала готовится крепкая станина из металла, способная послужить основой станка. С этой целью лучше всего воспользоваться швеллером. Заготовки выбираются с тем расчетом, чтобы получился агрегат длиной 6.5 – 6.7 м, шириной 2.5 м, высотой от восьмидесяти до ста десяти сантиметров.
Конструируются главная направляющая раскроечного оборудования и напольная направляющая, крепятся на станине. Для них лучше всего воспользоваться трубами, размеры которых составят 6 см в диаметре, 6.5 м по длине, толщина стенки – 5 мм.
Подвижную часть рабочего стола следует сделать подвижной по направляющим. Во время рабочего процесса с его помощью будет выполняться подача листового материала.
Этот участок можно перемещать вручную либо установить дополнительный мотор с чпу.
Часто задаваемые вопросы
Чем лучше всего смазывать подвижные элементы каретки для стабильно плавного хода?
Крайне редко и преимущественно для оборудования с шариковыми системами хода каретки, производитель рекомендует специальную смазку, на которой не собираются пыль и опилки. «Веретёнка» и «Индустриальное» не могут использоваться в качестве достойной альтернативы, потому что пыль на них сбивается до густой консистенции.
Решением будет только разборка каретки и физическое удаление всего мусора. Категорически запрещено смазывать систему аэрозолями типа «WD». Потому что это основная причина, из-за которой отклеиваются уплотняющие резиновые вставки. В подавляющем большинстве случаев, узлы форматно-раскроечных станков в смазке не нуждаются. Их достаточно просто продувать струёй сжатого воздуха.
Возможно ли настроить форматку самостоятельно?
Да, если это станок с ручным управлением. Причём, у большинства бюджетных моделей наблюдение за точностью установок должно осуществляться постоянно. Из-за чего самостоятельная подстройка может потребоваться достаточно часто (вплоть до ежедневной коррекции). А каждый вызов специалиста существенно увеличивает сроки окупаемости станка.
На деле, процесс этот не самый сложный. С ним справится даже начинающий оператор, у которого нет опыта проведения подобных работ. Для ускорения процесса, и правильного выполнения процедуры настройки необходимо заранее определить положение всех точек регулировки и подготовить подходящий инструмент. Подробнее о принципах, приспособлениях и простейших способах точной регулировки механических систем рассказывается в видеоролике:
Настройку работы электронных блоков следует доверить сервисмену с необходимым диагностическим оборудованием.
Какие пилы подходят для форматника?
Особо внимательно следует отнестись к эксплуатации восстановленных пильных дисков (повсеместно сбываются вместе с б/у станками). Перегретые, с нарушенной геометрией; заточенные без использования высокоточного узкоспециализированного оборудования – всё это потенциальная угроза качеству раскроя.
Новые диски подбираются в соответствии с заданными размерами (Ø внешний, Ø посадочный) и особенностями обрабатываемого материала. Нюансов много, каждый из них в обязательном порядке отражён в каталогах производителей оснастки. На основании общих принципов соответствия особенностей зубьев свойствам обрабатываемых материалов, формулируются обобщающие правила:
- зубья с положительным наклоном рабочей грани – лучше прочих подойдут для обработки массива;
- с отрицательным наклоном – подходят для ламинированных древесно-стружечных плит и алюминия;
- чем больше зубьев на диске, тем чище рез твёрдых материалов.
На что обратить внимание при выборе «no name» или б/у станка?
Сложно устраняются, потому и не допустимы: люфты в каретке, нарушения целостности и геометрии рабочих поверхностей.
Не следует игнорировать комплектацию. Здесь неприятным сюрпризом будет то, что для моделей снятых с производства, не то что дополнительное оборудование, даже родные элементы из базового набора найти будет непросто.
Хорошо, если при сопоставлении предполагаемой нагрузки и паспортных данных станка, становится очевидным запас потенциала (высокая мощность, большой диапазон оборотов диска и пр.).

| Сделано в Бельгии | Расширенная гарантия Буклет на Robland Z-500 Описание на станок Robland Z-500 Инструкция на станок Robland Z-500 (взрыв-схема) Смотреть видео-обзоры Robland Подборка видео-материалов о продукции Robland Спецпредложение Скидки, акции и специальные предложения |
Список материалов
Что касается технологичности, то сконструировать распиловочную машину достаточно легко, следовательно, последующие затраты для его обслуживания будут минимизированы. Ниже приведен перечень материалов, который понадобится Вам для сборки подобного оборудования своими руками:
- листы металла (σ=3…5 мм);
- квадратный трубный прокат;
- 2 электропривода (один мощностью 500 кВт, другой – 200 кВт);
- маховики и ременные передачи (можно применить автомобильные);
- электрокабель;
- автоматический рубильник.
Трехмиллиметровый листовой металлопрокат используют в качестве обшивки корпуса из «квадратных» труб. Обычно, каркас имеет вид сваренного куба, внутри него при помощи таких же трубных прокатов изготовлен держатель для мотора. Габаритные характеристики основы просчитываются индивидуальным образом, стоит не забывать про то, что пропорционально размерам будет рабочая поверхность.
Правила распиловки
Сначала нужно выбрать метод распиловки.
Обязательно провести следующую подготовку (раскрой):
- для защиты ламинированного покрытия плиты от повреждений во время работы необходимо приготовить малярную ленту или скотч;
- для разметки заготовок — линейку и карандаш;
- с торцов плиты отметить карандашом будущие точки распила;
- для того, чтобы не появлялись сколы, нужно наклеить на место распила малярную ленту или скотч;
- после наклеивания ленты точки предварительной разметки соединить карандашом;
- приготовить наждачную бумагу для окончательной обработки линий среза.
Следующее правило относится уже не к подготовке, а к действиям после распила, но является общим при любом методе: е сли на краях обнаружены неровности, то их нужно обработать напильником или рашпилем. Торцы, получившиеся в результате распила, покрыть шпоном с рисунком, похожим на рисунок ламинированного покрытия.
Чем нельзя распиливать
ЛДСП нельзя пилить с помощью углошлифовальной машины, которая также называется «болгаркой». При работе с этим инструментом велика вероятность травматизма, особенно при применении дисков большого диаметра. Также можно получить травму, когда с инструмента снимается защитный кожух.









Видео о распиле ЛДСП без сколов
В видео можно наглядно увидеть процесс распиловки ЛДСП без сколов.
Мебельная промышленность использует ДСП в огромных количествах. Большей частью идут в ход листы с ламинированным покрытием разных цветов и фактур. При этом самое главное в работе любого изготовителя – правильный раскрой.
ДСП и ЛДСП продается стандартными панелями следующих размеров (используемых именно в производстве мебели):
- Ширина и длина: 1,75х3,5; 1,83х2,44; 1,83х2,62; 1,83х2,75; 2,44х5,5 м.
- Толщина 10, 16, 18 и 25 мм.
Разработанный проект мебели включает деталировку, т.е. вид, количество и размер деталей, нужных для сборки. Сотрудники мастерской составляют «выкройки» – карту распила листа на нужные детали таким образом, чтобы минимизировать количество отходов. Для облегчения процесса существуют специально разработанные программы, работающие с любыми листовыми или рулонными материалами. Бывают платные (Базис-Мебельщик, bCut, Астра), в том числе работающие он-лайн, и бесплатные (Раскрой Кузнецова, Мастер).
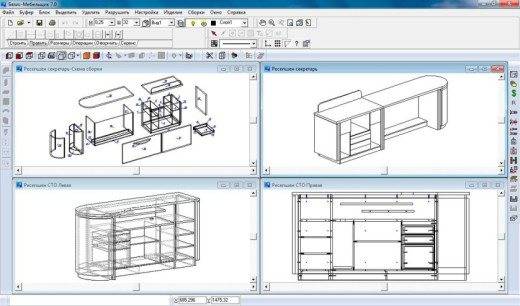
Интерфейс одной из программ для раскроя ДСП
Карту раскроя размечают на подготовленной плите или программируют на сложных станках. При этом мастер должен следить за тем, чтобы распил проводился исключительно точно, срез ровный, без сколов и дефектов.
Полезные советы

Чтобы эксплуатация проходила безопасно, в помещении, где он установлен, рекомендуется устроить хорошую вентиляцию вытяжного типа. В этом случае частички древесины не смогут накапливаться и воспламеняться от случайной искры, которая может возникнуть от рабочего мотора
Следует помнить, что скорость вращения пил достаточно высокая, поэтому при работе необходимо действовать осторожно

Прижимать листовой материал лучше всего специальной лапой, проворачивая эксцентрик, перемещаемый оператором вручную. Вместо шкалы для измерения можно воспользоваться готовой линейкой от старого оборудования либо рулетки. Упор фиксируется эксцентриком либо винтом с крупной резьбой. Для соблюдения техники безопасности все подвижные участки оборудования обязательно прикрываются съемной экранировкой из стали. Пильный узел должен быть расположен на безопасном расстоянии от того места, где находится оператор.
Что бы сделать форматно раскроечный станок своими руками необходимо:
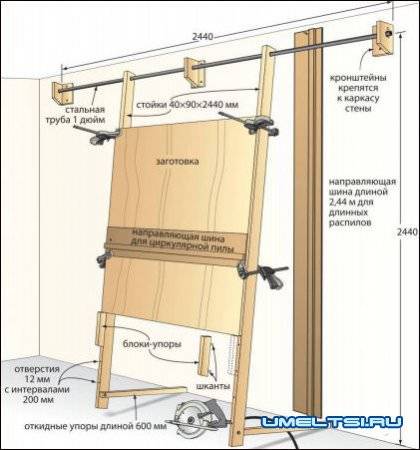
Как сделать кромкообрезной станок своими руками
Первым делом закрепить болтами откидные упоры длиной 600 мм на нижних концах стоек сечением 40×90 мм. Внизу стоек сделайте 12-миллиметровые отверстия с шагом 200 мм для шкантов, фиксирующих переставные блоки-упоры. У верхних концов стоек и в трех настенных кронштейнах просверлите отверстия диаметром 38 мм для стальной трубы диаметром 1 дюйм. На концах трубы сделайте отверстия для шплинтов. Труба продевается в отверстия кронштейнов и стоек, а затем фиксируется шплинтами. Для работы расставьте стойки так, чтобы обеспечить поддержку внешних краев заготовки. Если нужно распилить поперек целый лист, поставьте его торцом на пол и прижмите струбцинами к стойкам выше линии раскроя, чтобы струбцины не были помехой для пилы. Для раскроя меньшего куска, а также когда нужно распилить целый лист вдоль, поставьте его на блоки-упоры, чтобы расположить на удобной высоте, и зафиксируйте струбцинами к стойкам.
Чтобы точно установить направляющую шину для циркулярной пилы, закрепите у одного края струбцину ниже линии разметки и положите на нее один конец направляющей, зафиксировав второй конец, переходите к первому и окончательно его выровняйте.
Для этой цели можно даже самому собрать промышленное оборудование — раскроечный станок.
Конструкция стационарного циркулярного станка
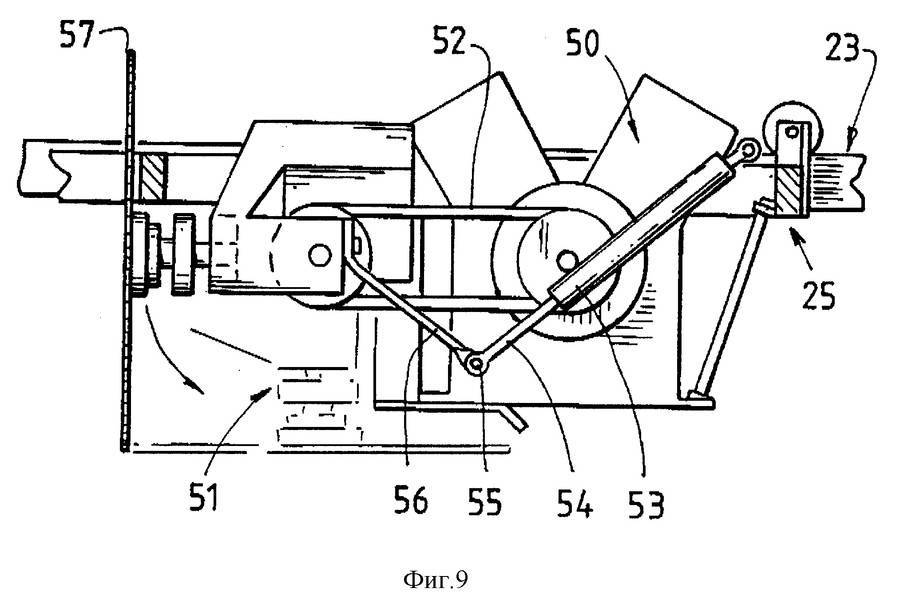
Стационарная циркулярная пила предназначена для выполнения достаточно больших объемов работ. Конструкция реализуемого варианта в двух видах представлена на схеме далее. На ней указаны также основные размеры установки, от которых рекомендуется отталкиваться при самостоятельной сборке.
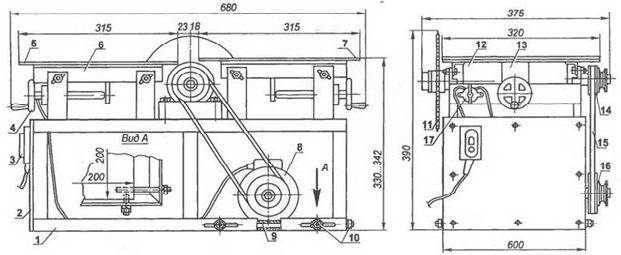
На чертеже цифрам соответствуют следующие конструктивные элементы самодельного оборудования:
- 1 – рама (станина);
- 2 – боковая панель;
- 3 – пусковое устройство;
- 4 – механизм регулирования высоты стола, 13 – его упоры;
- 5, 6 и 7 – две половины распиловочного стола с основанием;
- 8 – электродвигатель;
- 9 – площадка для установки мотора;
- 10 – шпильки (М10);
- 11 – пила;
- 12 – вал;
- 14 и 16 – соответственно ведомый и ведущий шкивы;
- 15 – ремень;
- 17 – выключатель.
Пусковое устройство лучше располагать на видном месте панели (из диэлектрического материала), чтобы доступ к нему был свободен. Рекомендуется также обязательно оснащать станок аварийным выключателем. При этом удобно, когда он будет крупного размера.

Ориентируясь на собственные нужды, можно усовершенствовать агрегат, сделав его с фуганком либо рубанком. Для этого достаточно на имеющемся валу закрепить барабан с ножами, а в столе проделать прорезь под него соответствующего размера. Это позволит расширить функциональные возможности созданной установки: обстругивать на ней пиломатериалы, снимать фаску и выбирать четверть у деревянных заготовок.
Если планируется регулярное выполнение столярных операций на самодельном оборудовании, то рекомендуется оснастить его координатным столом с несколькими направляющими. Их нужно закреплять под различными углами. Для организации продуктивной работы также следует предусмотреть возможность регулирования скорости электродвигателя и быстрой замены дисков при необходимости.
Варианты использования механизма для распила
Существует 3 варианта, благодаря которым вертикальный форматно-раскроечный аппарат осуществляет распил материалов:
- подача пилы на материал – пилы располагаются под столом;
- подача пилы на материал – пилы располагаются над столом;
- подача материала на пилу – пилы располагаются под столом.
В случае подачи пилы на материал, которая располагается над столом, двигатель и режущие диски закрепляются на каретке. Каретка устанавливается на полозья, размещенные на нужной высоте, которые позволяют удерживаться и перемещаться всей конструкции для распила, по плоскости стола. Полозья или направляющие, могут быть выполнены из швеллера или мощных труб.
Расположение пилы под столом, которая подается на материал, также предполагает наличие направляющих и передвигающейся по ним каретки. Отличие такого расположения заключается в том, что система пылесборника оказывается скрытой под столом и не мешает перемещению габаритных предметов.
Когда распил осуществляется при подаче материала на пилу, требуется мощный механизм, передвигающий листы. В этом случае, кареткой для перемещения служит стол, с ножками на роликах. Стоит отметить, что конструкция такого распильного механизма требует больше места и обладает меньшей пропускной способностью.
Заказать товар
Описание форматно-раскроечного станка и сфера его применения.
Форматно-раскроечные станки относятся к категории профессионального деревообрабатывающего оборудования. Их подразделяют на три категории: легкие, средние и тяжелые. Основным критерием, по которому определяется принадлежность того или иного станка к одной из них, является допустимое время непрерывной работы: для легких оно составляет не более 5 часов, для средних – 8–10 часов, для тяжелых – две рабочие смены (16 часов). Что касается основных характеристик этого оборудования, то к ним относится мощность, максимальная длина распила и частота вращения пильных дисков.
Форматно-раскроечные станки являются одной из наиболее распространенных разновидностей деревообрабатывающего оборудования, которое находят широкое применение в мебельном производстве. С их помощью осуществляется поперечная и продольная распиловка таких материалов, как фанера, ДСП, МДФ, ДВП, ПВХ, искуственный камень, щиты древесины, в том числе и предварительно облицованных шпоном, ламинитом, пластиком, и т.п.
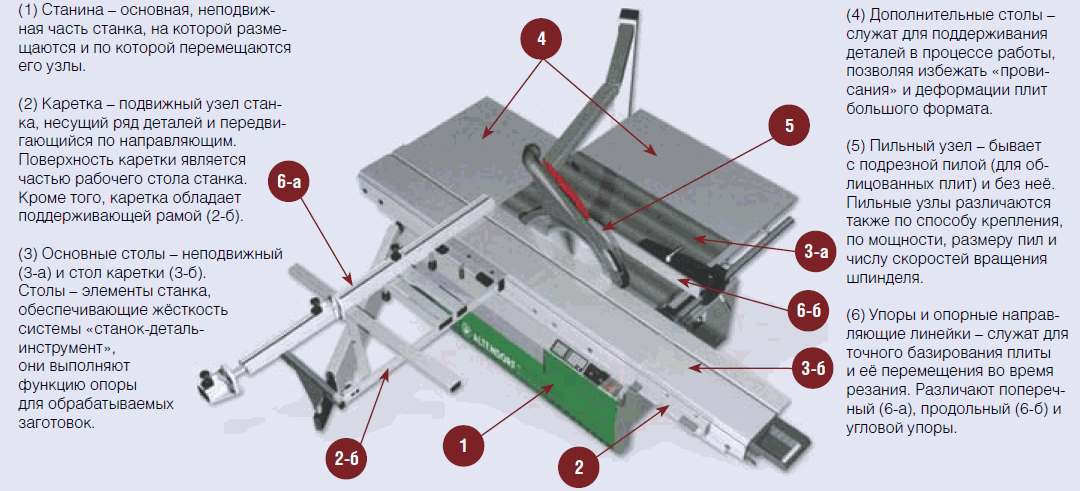
Форматно-раскроечные станки с технической точки зрения относятся к такой группе деревообрабатывающего оборудования, как круглопильные станки с наклоняемым пильным диском. Конструктивно они состоят из следующих основных узлов и агрегатов: станины, пильных узлов, рабочих столов, кареток, упоров и линеек.
Станина представляет собой основание, к которому осуществляется крепление всех остальных частей данного оборудования. Специалисты утверждают, что чем она массивнее и устойчивее, тем большую точность и чистоту реза выдаёт станок. Дело в том, что станины, обладающие большой массой и прочно закрепленные на основании, эффективно поглощают вибрации, неизбежно возникающие в процессе функционирования станка, вследствие чего обеспечивается ровный ход его движущихся частей.
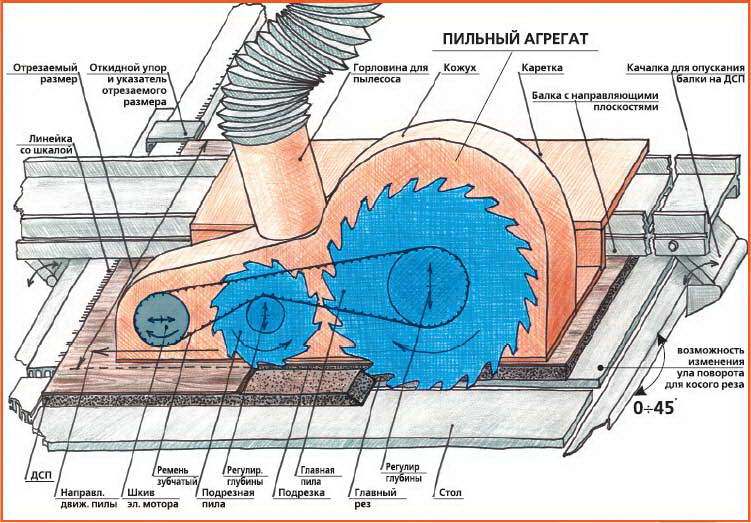
Пильные узлы форматно-раскроечных станков состоят из двух пильных дисков: подрезного и основного. Диаметр подрезного невелик, устанавливается он непосредственно перед основным, а его функцией является предварительное подпиливание облицовочного покрытия, чтобы избежать образования на нём сколов. Полная распиловка материала осуществляется основным пильным диском. В большинстве моделей форматно-раскроечных станков имеется возможность регулировки наклона пильных узлов в пределах от 0° до 45°.
Это оборудование оснащается, как правило, тремя рабочими столами. Первый из них является неподвижным и служит для крепления пильного узла. Второй предназначен для крепления заготовки, он подвижен и с его помощью производится подача материала к пильным дискам. С помощью третьего рабочего стола поддерживаются отрезаемые части, кроме того, его можно использовать в качестве дополнительной опоры для заготовки.
Такой узел форматно-раскроечного станка, как каретка, предназначен для того, чтобы осуществлять перемещение подвижного стола по направляющим. Считается, что наилучшим материалом для его изготовления является алюминий, поскольку этот металл и его сплавы имеет небольшой вес, а это означает, что для передвижения стола не потребуется прилагать излишних усилий. На рабочих столах форматно-раскроечных станков располагаются упоры и зажимы, при помощи которых заготовки закрепляются в необходимом для их распиловки положении.








Перед тем, как производить раскрой материала, он устанавливается на подвижный стол вплотную к упору, который с помощью линейки устанавливается на требуемом расстоянии от места распила. После этого запускается пильный узел, а стол передвигается по направлению к нему, в результате чего и происходит распиловка.
Форматно-раскроечные станки для обработки ДСП: обзор моделей
Итальянская компания ITALMAC (Omnia-3200BR). На любой раскроечный станок дается один год гарантии. Модель среднего классам может работать 8-10 часов. Отлично подходит для производства мебели. Наличие дополнительных столов и регулировка скорости пилы сделали этот станок универсальным. Подходит для распиловки разного размера ДСП.
Болгарская компания Brassa. Раскроечные устройства подходят для эксплуатации на протяжении целой рабочей смены.
Brassa S315 – предназначен для крупногабаритных заготовок. Идеальный вариант для распила паркета, ДСП, МДФ. Станок оснащен дополнительной металлической опорой, что позволяет обрабатывать крупногабаритные и тяжелые заготовки.
Американская компания HighPoint. Все устройства имеют дополнительные опции и приспособления.
Форматно-раскроечный станок Brassa S 315
HighPoint STS3200. Представитель «бизнес-класса», предназначен для полной рабочей смены. Устройство позволяет регулировать скорость вращения пильного диска. Благодаря этой функции можно обрабатывать материалы различной твердости. Дается гарантия на каретку (3 года) и на пильный узел (2 года).
PROMA PKS-315F. Оснащен долговечными направляющими, которые выполнены из хромированной стали. На угловом упоре находится градусная шкала, что позволяет производить распилку без предварительной разметки. к меню
к меню
Раскроечный станок своими руками
Основной рабочий компонент – это блок рез. В его состав входят два пильных диска, электродвигатель и раструб (подключение к стружкопылесосу). Комплектация станков своими руками предполагает использование заводской модели блока (самодельное оборудование может иметь проблемы в работе).
Компоненты для форматно-раскроечного станка своими руками:
- станина – трубчатая конструкция с регулировочными ножами;
- рабочий стол должен иметь идеально ровную поверхность, без наличия дефектов;
- прижимы;
- каретка (при изготовлении используют двутавровую балку или две трубы круглого сечения);
- защитные кожухи.
Необходимые инструменты:
- сварочный аппарат;
- болгарка;
- электродрель;
- измерительное устройство.
Для начала необходимо изготовить станину (используем трубы с квадратным или круглым сечением).
Самодельный форматно-раскроечный станок
Обрезаем их согласно схеме и прикрепляем друг к другу струбциной. Затем приступаем к сварке. Чтобы конструкция было более жесткой можно установить профили между ножками станины.
Этапы изготовления станка своими руками:
- Подвижная каретка. Устанавливаем направляющие. Можно использовать балку или две трубы с круглым сечением. Конструкция каретки должна быть снабжена роликами для плавного передвижения.
- Рабочий стол. В основе – стальной лист 3 мм. Рабочую поверхность делаем из листа ДСП.
- Прижимы – рычажные механизмы с относительно большой площадью.
В конце сборки режущий блок подключаем к стружкоотсосу.
data-full-width-responsive=»true» data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
С помощью форматно-раскроечных станков Вы можете:
- производить раскрой ДСП, ДВП, древесины, фанеры, ламинированных, шпонированных и облицованных плёнкой материалов, МДФ, пластика и оргстекла;
- выполнять распил высокого качества, без сколов;
- некоторые станки могут одновременно распиливать несколько листов ДСП, что актуально для производства крупных масштабов.
Какие недостатки обнаружились и что я бы переделал
- Диаметр валов 20 мм. Профессиональные форматники используют валы по 40 мм, поэтому их сложно изогнуть при раскрое. Почему не взяли 40 мм? Если честно, задушила жаба — один вал 2 метра диаметром 40 мм стоит почти 10 тыс руб. А их нужно 2 (напомню, весь форматник вышел в 10-11 тыс руб вместе с циркуляркой). Если решите собрать на мебельной штанге (для плечиков) — сразу не советую — у нас полнотелые 20 мм валы немного изгибаются, а штанги просто погнет.
- Деревянный каркас. Дерево имеет свойство «гулять» и рассыхаться. Поэтому какие-то бруски может немного погнуть от изменения влажности. Алюминиевая рама из станочного профиля обошлась бы в 30-40 тыс руб. Из простых квадратных труб из алюминия примерно вдвое дешевле, но у них жесткость на изгиб ниже, чем у станочного профиля. По идее, можно ключевые места укрепить металлическими уголками (речь про погонажные изделия, а не угловые крепления деталей под углом 90 град). Но опять же рама прикреплена к полу и стене, а проблема изгибания решается периодической регулировкой положения валов.
- Фанеру все же предпочтительно взять ламинированную, а не простую ФК. Так листы будут ездить веселее. Почему мы не использовали ламинированную? Потому что на нашем складе была только ФК, а отдельно заказывать лист ламинированной желания и времени не было. Возможно, исправим в будущей модификации.
- Втулки из полипропилена для скольжения подвижной каретки иногда немного подклинивают и они посвистывают. Сейчас я бы сделал чуть иначе, но показываю именно так, как это было у меня в процессе изготовления
- Вместо валов с противовесом лучше все же поискать трос с «рулеткой с обратной тягой» (прошу прощения — точное название не искал этого узла). Должно выйти не дороже моего варианта, но собрать будет такую конструкцию будет проще. Плюс, пропадет лишнее сопротивление в роликах, которые я использовал над станком.
P.S. Если вы впервые на нашем сайте и интересуетесь столяркой, то посмотрите какие классные вещи делает наш станок ЧПУ выжигатель Пиропринтер (это не краска — это ВЫЖИГАНИЕ):
О самом станке ПИРОПРИНТЕР можно почитат тут
Поэтому решили сделать форматно-раскроечный станок своими руками
Для сборки мне понадобилось:
- Циркулярная пила. Я использовал Metabo на 1,25кВт — вполне недорогой вариант в районе 4,5-5,5 тыс руб. Диск поставил для раскроя ламината — он подразумевает более чистый рез
- Бруски по 3 м (40*60 и 50*50 мм, всего у меня ушло 14 шт) — из них делаем несущий каркас
- Полированные валы — 20 мм 2 м по 2400 руб. (2 шт) и 10 мм 2 м по 900 р (2 шт) — для подвижной каретки и направления противовеса
- Фанера 10 мм (для каретки и плоскости, на которую опирать листы) — ушло листа 2, но часть деталей я делал из обрези и бракованных деталей в процессе производства
- Трос (не помню за сколько брал, но они не дорогие, плюс довольно много его еще осталось)
- Розетка + реле + кнопочный пост (примерно рублей 700 за все)
- Крепеж (саморезы, уголки, шпильки и пр.)
Во сколько нам он обошелся?
Итого вышло в районе 12 тыс руб. (точную цифру затрудняюсь сказать, так как что-то закупалось поэтапно, часть чеков потерялась и какая-то сумма вышла на доставку запчастей). При этом, основная часть суммы — это сама циркулярка (которую по прежнему можно использовать как ручной инструмент) и валы.