Порядок изготовления форматно раскроечного станка
Самодельный форматно-раскроечный станок
После составления оптимальной схемы и выбора комплектующих можно приступать непосредственно к процессу производства оборудования. Для этого потребуется сварочный аппарат, болгарка с диском по металлу, электродрель, измерительный инструмент.
Сначала изготавливается станина. Для этого применяются трубы квадратного или круглого сечения. Они обрезаются согласно схеме изготовления и крепятся между собой с помощью струбцин. После проверки размеров и правильного расположения компонентов можно приступать к сварке. Для увеличения жесткости конструкции рекомендуется установить несколько профилей между ножками станины.
Последующие этапы самостоятельного изготовления форматно-раскроечного станка.
- Подвижная каретка. Сначала устанавливаются направляющие. Это может быть балка или две трубы круглого сечения соединенные между собой. В конструкции самой каретки должны присутствовать ролики для плавного передвижения.
- Рабочий стол. Помимо требований к его поверхности стол является компонентом устойчивости всей конструкции. Специалисты рекомендуют делать его из двух материалов. Основа изготавливается из стального листа толщиной не менее 3 мм, рабочая поверхность — из листа ДСП, на ней же крепятся измерительные линейки.
- Прижимы для листов. Это может быть рычажный механизм любой конфигурации. Определяющим условием является относительно большая площадь фиксирующих компонентов. Давление на поверхность заготовки не должно оказать разрушающего воздействия.
В качестве дополнительных компонентов можно сделать узел изменения высоты дисков относительно поверхности деревянного листа. Для этого необходимо предусмотреть механизм подъема и последующей фиксацией блока резки относительно заготовки. На практике подобные механизмы не делают. Это обусловлено значительным повышением трудоемкости работ, закупки дополнительных комплектующих или их самостоятельное изготовление.
По окончании изготовления режущий блок подключается к стружкоотсосу. Перед полноценной эксплуатацией следует провести ряд испытательных работ. Во время выполнения контролируется качество реза, плавный ход пилы, отсутствие ощутимых вибраций.
В видеоматериале показан самодельный станок в процессе работы:
Меры безопасности
 К работе на станке можно приступать после изучения оборудования станка, правил эксплуатации и техники безопасности. Необходимо следить за содержанием рабочего места в чистоте. Нельзя во время работы станка опираться на оборудование, производить уборку, находиться между работающими узлами. Запрещено работать на неисправном оборудовании, поэтому при обнаружении неполадок станок необходимо сразу отключить. К работе нельзя приступать, если отсутствует заземление, при этом стоять нужно на диэлектрическом коврике. Электрооборудование должно быть проверено на прочность изоляции.
К работе на станке можно приступать после изучения оборудования станка, правил эксплуатации и техники безопасности. Необходимо следить за содержанием рабочего места в чистоте. Нельзя во время работы станка опираться на оборудование, производить уборку, находиться между работающими узлами. Запрещено работать на неисправном оборудовании, поэтому при обнаружении неполадок станок необходимо сразу отключить. К работе нельзя приступать, если отсутствует заземление, при этом стоять нужно на диэлектрическом коврике. Электрооборудование должно быть проверено на прочность изоляции.
При работающем станке нельзя:
- передавать предметы;
- подтягивать винты, болты, гайки и другие детали;
- производить замену деталей станка и опций;
- обрабатывать заготовки, превышающие технические характеристика установки;
При работе нельзя надевать свободную одежду, чтобы она не попала в подвижные детали оборудования, обувь должна быть с нескользящей подошвой. Для уменьшения воздействия шума использовать промышленные наушники, для предотвращения травмы глаз использовать защитные очки, а для защиты дыхательных путей респиратор. Волосы рекомендуется убирать при помощи головного убора.
Варианты использования механизма для распила
Существует 3 варианта, благодаря которым вертикальный форматно-раскроечный аппарат осуществляет распил материалов:
- подача пилы на материал – пилы располагаются под столом;
- подача пилы на материал – пилы располагаются над столом;
- подача материала на пилу – пилы располагаются под столом.
В случае подачи пилы на материал, которая располагается над столом, двигатель и режущие диски закрепляются на каретке. Каретка устанавливается на полозья, размещенные на нужной высоте, которые позволяют удерживаться и перемещаться всей конструкции для распила, по плоскости стола. Полозья или направляющие, могут быть выполнены из швеллера или мощных труб.
Расположение пилы под столом, которая подается на материал, также предполагает наличие направляющих и передвигающейся по ним каретки. Отличие такого расположения заключается в том, что система пылесборника оказывается скрытой под столом и не мешает перемещению габаритных предметов.
Когда распил осуществляется при подаче материала на пилу, требуется мощный механизм, передвигающий листы. В этом случае, кареткой для перемещения служит стол, с ножками на роликах. Стоит отметить, что конструкция такого распильного механизма требует больше места и обладает меньшей пропускной способностью.
Распил форматно-раскроечным станком
Для распила станком заготовка устанавливается на левом неподвижном столе до регулируемого упора. Отмеряется необходимая длина. Запускается пильный узел. Когда диск достигнет необходимых оборотов, стол продвигается вперед. Заготовка вместе со столом подается на диск для отпиливания нужного куска.
Основные настройки станка:
- положение заготовки;
- глубина разреза;
- угол распила.
Существуют станки трех разновидностей:
- легкие (рассчитанные на рабочую нагрузку в пять часов);
- средние (8—10 часов);
- тяжелые (16— 20 часов).

Конструкция
Наиболее популярные модели — Mj 45kb-2, JTS-315SP SM, Woodtec ps 45, Altendorf F 45. Несмотря на разные особенности, они имеют общность конструкции.
Обязательные составляющие раскроечного станка:
Станина — основа, на которой крепятся все механизмы
Тяжелые станины исключают вибрации и колебания, что крайне важно для точного распила. Пильный узел, состоящий из двух дисков
Первый диск расположен спереди узла и служит для предварительного подпиливания заготовки
Второй — для полного распиливания плиты. Три рабочих стола. Первый — неподвижный, на нем располагается узел. Второй, форматный — подвижный, на нем происходит подача плиты на диск. Третий поддерживает отпиливаемые части. Каретка — деталь, позволяющая форматному столу передвигаться. Упоры и линейки, которые закрепляют заготовку в необходимом положении
Первый диск расположен спереди узла и служит для предварительного подпиливания заготовки. Второй — для полного распиливания плиты. Три рабочих стола. Первый — неподвижный, на нем располагается узел. Второй, форматный — подвижный, на нем происходит подача плиты на диск. Третий поддерживает отпиливаемые части. Каретка — деталь, позволяющая форматному столу передвигаться. Упоры и линейки, которые закрепляют заготовку в необходимом положении.
В зависимости от модели, цены и особенностей резки станки могут иметь различные нюансы конструкции.
Дополнительные составляющие станка:
- патрубок, отводящий стружку и опилки, и подключающий систему удаления пыли;
- струбцины для надежного закрепления заготовки на столе;
- поворотная линейка и угловые упоры, при помощи которых распил производится под нужным углом и без разметки;
- рама с упорной ногой для распила длинных заготовок;
- шариковые и роликовые каретки.
Первый форматный станок с движущейся кареткой был собран в 1906 году немецким столяром Вильгельмом Альтендорфом.

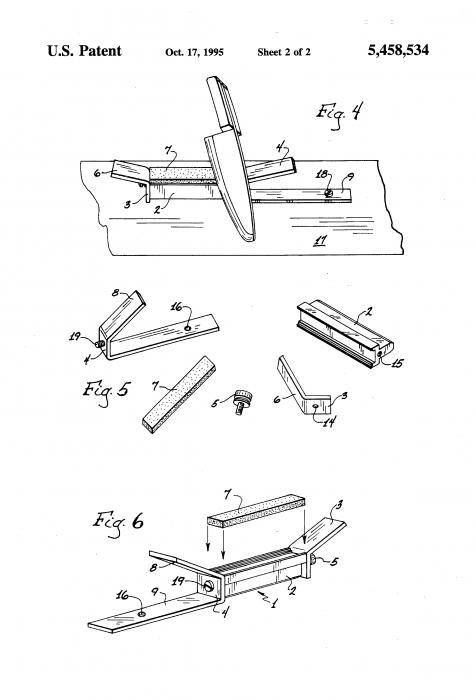
Форматно-раскроечный станок своими руками: чертежи, видео, фото
По мере развития проекта Пиропринтер, нашей команде приходится оптимизировать какие-то процессы. Нам давно требовалось сделать какой-то станок или приспособление для быстрого и аккуратного роспуска фанеры для последующей фрезеровки. Не буду утомлять, сразу покажу результат, который мы получили:









Вот такой форматно-раскроечный станок мы сделали своими руками Поясню сразу — мы не мебельное производство, где форматник — это один из основных инструментов.
И к нему идет требование обязательного наличия подрезного пильного диска для пиления без малейших сколов и высокой производительности.
Раскрой фанеры (и другого листового материала) для нас — это вспомогательный производственный процесс, не требующий высокого качества реза.
Те, кто когда-либо сталкивался с раскроем листов фанеры (1,5*1,5м), знают, что распиливание сопровождается рядом сложностей:
- Лист громоздкий и требуется много места, если пилить его в горизонтальном положении;
- При раскрое поперек волокон появляется много сколов;
- Выдержать ровную линию от края до края, просто отпиливая по нарисованной линии не просто — рез немного плывет.
Исходные требования были простыми: нужен бюджетный вариант форматно-раскроечного станка, который можно собрать своими руками. Рез должен быть прямым и без сколов. При раскрое тратить минимум времени на выставление размеров. Форматник должен занимать минимум места.
Назначение форматно раскроечного станка
Основные функции форматно-раскроечного станка заключаются в формировании ровного реза на поверхности ламинированного ДСП или ДВП. При этом предъявляются особые требования к качеству кромки.
Внешне конструкция напоминает простую пилораму. Разница заключается в жесткой фиксации заготовки относительно режущих компонентов. Для увеличения качества присутствуют два диска различных диаметров. Один из них больше другого и вращается в обратную сторону. Это дает возможность уменьшить вероятность появления сколов на торце деревянной поверхности.
При изготовлении самодельной конструкции следует учитывать такие моменты:
- устойчивость оборудования во время работы;
- наличие измерительных инструментов для предварительной раскройки деревянного листа.
- размеры рабочего стола. Они напрямую зависят от габаритов заготовки;
- меры безопасности. Это относится к оборудованию и рабочему персоналу. Для удаления стружки обязательно должен присутствовать вытяжной механизм, режущие компоненты находятся под специальным чехлом.
Важным фактором является предварительный расчет всех элементов конструкции. Она должна выполнять свои функции в зависимости от степени нагрузки. Одним из недостатков форматно-раскроечного станка является невозможность формирования резов фигурной формы. Для этого необходимы другие типы оборудования.
Во время анализа заводских моделей следует учитывать толщину обрабатываемого материала и его удельную плотность. Это повлияет на выбор пильных дисков.
Почему решили сделать форматно-раскроечный станок своими руками, а не купили готовый?
Самый дешевый готовый форматник с горизонтальным расположением листа стоит 220 тыс руб. (марка Jet).
Пример готового горизонтального форматника. С листом фанеры он занимает очень много места
В данной конструкции есть подрезная пила. И по идее можно было самим собрать что-то подобное из готового циркулярного (распиловочного) станка или ручной циркулярной пилы. Самый простой дешевый циркулярный станок стоит 7 тыс руб, что-то по серьезнее обойдется в 30 тыс руб.
А со свободным местом у нас в мастерской проблематично (напомню, что раскрой фанеры — у нас вспомогательная функция). Поэтому нам подходил только вертикальный форматно раскроечный станок.
Самый простой вертикальный форматник обойдется в 230 тыс руб.
Бюджетный вариант вертикального форматинка, который нам не очень понравился
Тот, что нам понравился стоит около 300 тыс руб (причем, это бюджетный, так как серьезные форматники стоят от 500 тр до 1,5 млн). Правда, я нашел вариант на авито самодельный на металлической раме с закрепленной на нем простой ручной циркулярной пилой за 100 тыс руб. (+доставка).
Да, есть еще и простое готовое решение — пилить вдоль специальной шины (если ваша модель циркулярки предусматривает пазы под шину и шина под вашу пилу в принципе существует). Так рез будет ровным.
Но есть некоторые неудобства, связанные с шиной: долго размечать и выставлять, руки находятся в напряжении от веса циркулярки, распускать так придется либо в горизонтальном положении листа или как-то его фиксировать на расстоянии от пола, не удобно длинную шину использовать для распила коротких кусков фанеры и пр.
Виды
Форматный круглопильный станок — профессиональное устройство для раскройки листовых материалов. Поэтому классифицировать такие станки принято с точки зрения производственных мощностей:
- Легкие. Такие станки имеют простую модификацию, отсутствует дополнительное оснащение. Отличаются небольшими габаритными размерами и легкостью конструкции. Такие мини форматно-раскроечные станки предназначены для небольших ремесленных мастерских или уникальных производств, работа на которых длится не более 5 часов.
- Средние. К ним принято относить станки для эксплуатации в течение 8-10 часов. Такие форматно-раскроечные станки устанавливаются в условиях серийного производства, где работа происходит в течение одной смены. Форматно распиловочный рабочий орган, образующий станок, оборудован подвижным столом, пылеотсосом и другими дополнительными функциями, упрощающими производственный процесс.
- Тяжелые. Представляют собой промышленные агрегаты, способные работать более двух рабочих смен. Форматно-раскроечный автоматический центр целесообразно эксплуатировать в условиях многофункциональных производств. Для изготовления разноформатных фрезерованных изделий также применяются раскроечные станки с ЧПУ. Такие механизмы имеют прочную конструкцию и электронную панель управления с запрограммированной системой операций.
Форматные станки для раскроя листовых изделий имеют разные технические параметры, которые определяют их производственную мощность, стоимость, наличие дополнительного оборудования и конструкционные особенности.
Эксплуатация
Этот же принцип мы использовали в данной конструкции. Пильный диск вплотную подходит к плите каретки

Зазор между фанерой каретки и диском минимальный — так мы избегаем больших сколов
Тыльная сторона листа точно будет с идеальным резом, а вот лицевая может сколоться. Задача простая — лист, который мы будем пилить, должен прижаться к листу каретки форматника. Мы будем пилить фанеру 4, 6 и 10 мм. Поэтому просвет между плоскостью наклонного «стола» форматника и самой кареткой мы выставили 20 мм, чтобы можно было одновременно пилить несколько листов (5 листов по 4мм, три листа по 6мм или 2 листа по 10 мм).
Поэтому когда нужно отпилить только один лист, то под него подкладываем обрезок нужной толщины.

Материал нужно прижать к листу каретки, чтобы не было сколов. Используем подкладки из обрезков

Также на наклонном столе я сделал разметку и упоры под стандартные для нас размеры фанеры.
Теперь процесс роспуска фанеры заметно ускорился, а рез оказался очень неплохим
Часто задаваемые вопросы
Чем лучше всего смазывать подвижные элементы каретки для стабильно плавного хода?
Крайне редко и преимущественно для оборудования с шариковыми системами хода каретки, производитель рекомендует специальную смазку, на которой не собираются пыль и опилки. «Веретёнка» и «Индустриальное» не могут использоваться в качестве достойной альтернативы, потому что пыль на них сбивается до густой консистенции.










Решением будет только разборка каретки и физическое удаление всего мусора. Категорически запрещено смазывать систему аэрозолями типа «WD». Потому что это основная причина, из-за которой отклеиваются уплотняющие резиновые вставки. В подавляющем большинстве случаев, узлы форматно-раскроечных станков в смазке не нуждаются. Их достаточно просто продувать струёй сжатого воздуха.
Возможно ли настроить форматку самостоятельно?
Да, если это станок с ручным управлением. Причём, у большинства бюджетных моделей наблюдение за точностью установок должно осуществляться постоянно. Из-за чего самостоятельная подстройка может потребоваться достаточно часто (вплоть до ежедневной коррекции). А каждый вызов специалиста существенно увеличивает сроки окупаемости станка.
На деле, процесс этот не самый сложный. С ним справится даже начинающий оператор, у которого нет опыта проведения подобных работ. Для ускорения процесса, и правильного выполнения процедуры настройки необходимо заранее определить положение всех точек регулировки и подготовить подходящий инструмент. Подробнее о принципах, приспособлениях и простейших способах точной регулировки механических систем рассказывается в видеоролике:
Настройку работы электронных блоков следует доверить сервисмену с необходимым диагностическим оборудованием.
Какие пилы подходят для форматника?
Особо внимательно следует отнестись к эксплуатации восстановленных пильных дисков (повсеместно сбываются вместе с б/у станками). Перегретые, с нарушенной геометрией; заточенные без использования высокоточного узкоспециализированного оборудования – всё это потенциальная угроза качеству раскроя.
Новые диски подбираются в соответствии с заданными размерами (Ø внешний, Ø посадочный) и особенностями обрабатываемого материала. Нюансов много, каждый из них в обязательном порядке отражён в каталогах производителей оснастки. На основании общих принципов соответствия особенностей зубьев свойствам обрабатываемых материалов, формулируются обобщающие правила:
- зубья с положительным наклоном рабочей грани – лучше прочих подойдут для обработки массива;
- с отрицательным наклоном – подходят для ламинированных древесно-стружечных плит и алюминия;
- чем больше зубьев на диске, тем чище рез твёрдых материалов.
На что обратить внимание при выборе «no name» или б/у станка?
Сложно устраняются, потому и не допустимы: люфты в каретке, нарушения целостности и геометрии рабочих поверхностей.
Не следует игнорировать комплектацию. Здесь неприятным сюрпризом будет то, что для моделей снятых с производства, не то что дополнительное оборудование, даже родные элементы из базового набора найти будет непросто.
Хорошо, если при сопоставлении предполагаемой нагрузки и паспортных данных станка, становится очевидным запас потенциала (высокая мощность, большой диапазон оборотов диска и пр.).

| Сделано в Бельгии | Расширенная гарантия Буклет на Robland Z-500 Описание на станок Robland Z-500 Инструкция на станок Robland Z-500 (взрыв-схема) Смотреть видео-обзоры Robland Подборка видео-материалов о продукции Robland Спецпредложение Скидки, акции и специальные предложения |
Лучшие форматно-раскроечные станки
Filato FL-3200B
Страна производитель – Италия. Модель предназначена для продольного, поперечного и углового раскроя. Она одинаково хорошо раскраивает листовые заготовки различной плотности текстуры. Металлическая рама станка сварена из прямоугольных труб. Она обладает повышенной прочностью, устойчива к деформации.
Для гашения вибрации оборудования во время его работы корпус Filato FL-3200B усилен стальными листами, имеющими толщину 3-4 мм. Из стали выполнены и направляющие цилиндрического типа. По ним движется алюминиевая каретка. Кнопки управления станком расположены в электронном блоке, расположенном в удобном для доступа месте.
Характеристики:
- габаритные размеры – 3300х3100х900 мм;
- вес – 1050 кг;
максимальная высота пропила – 110 мм.
Достоинства:
- наличие электронного дисплея и кнопки аварийной остановки работы станка;
- надёжность;
- долговечность;
- простота обслуживания и эксплуатации.
Недостатки:
- высокая стоимость;
- сложности в настройке работы каретки.
Bosch GTS 10 XC
Страна производитель – Китай. Модель оснащена функцией торможения, имеет ограничитель пускового тока и блокировку от перегрузок. Предназначена для небольших мебельных производств. Рабочий стол имеет выдвижные элементы, позволяющие раскраивать крупногабаритные листы различного по плотности материала.
Конструкция имеет хорошо продуманную систему подачи плит, что обеспечивает точность и лёгкость раскроя материала. Надёжность фиксации листов обеспечивается параллельным упором. Максимальный угол наклона – 47 градусов. На станке можно получить чистый и ровный продольный и поперечный разрезы. На станке можно распиливать пластмассовые и алюминиевые профили.
Характеристики:
- габаритные размеры – 635х343х768 мм;
- максимальная глубина распила – 79 мм;
вес – 35 кг.
Достоинства:
- плавный пуск;
- прочность конструкции;
- надёжность в работе;
- ёмкий угловой упор;
- наличие пылесборника и адаптера для подключения пылесоса;
- простота настроек и обслуживания.
Недостатки:
- возможность появления люфтов;
- высокая стоимость.
Holzmann TS 315VF-2000
Страна производитель – Австрия. Модель считается лучшим профессиональным станком своего класса. Предназначено для продольного и поперечного распила плит. Конструкция станка позволяет вырезать из листов сложные конфигурации. Отличается быстрым, точным и аккуратным распилом материала.
Станок предназначен для оснащения мебельных и столярных цехов. Может распиливать ДСП, МДФ, ДВП, фанеру, акрил, композитные и другие материалы. Алюминиевая каретка обладает высокой точностью настройки. Из такого же материала выполнены упоры и разметочные линейки. Рабочий стол выполнен из виброгасящего чугуна. Корпус имеет сварную конструкцию.
Характеристики:
- габаритные размеры – 910х741х104 мм;
- максимальная глубина распила – 100 мм;
вес – 263 кг.
Достоинства:
- повышенная безопасность;
- эффективная очистка рабочей зоны от пыли и стружки;
- точная регулировка;
- качественный распил.
Недостатки:
- высокая стоимость;
- может распиливать только плиты небольших размеров.
ZENITECH FR 1800
Страна разработчик – Швейцария, производитель – Китай. Модель предназначена для продольного, поперечного и углового распила. Станок является профессиональным оборудованием. Оснащён мощным трёхфазным двигателем. Обеспечивает высокую точность распила. Может распиливать древесно-стружечные материалы различной плотности, а также пластик и композитные материалы.









Рабочий стол имеет раздвижную конструкцию, выполненную из чугуна. Из такого же материала изготовлена станина. Несмотря на мощный двигатель, станок малошумный в работе. Каретка имеет алюминиевое исполнение. От перегрева оборудования во время работы обеспечивается системой воздушного охлаждения.
Характеристики:
- габаритные размеры – 936х756х1040 мм;
- максимальная глубина распила – 100 мм;
вес – 300 кг.
Достоинства:
- высокая мощность;
- точность раскроя;
- качественный распил.
Недостатки:
- высокая стоимость;
- можно делать распил только одной плиты.
FDB Maschinen MJ 61232Z-B
Страна производитель – Китай. Модель оснащена мощным трехфазным электродвигателем. Относится к группе тяжёлых профессиональных станков. Имеет чугунную станину, которая гасит даже небольшую вибрацию при работе оборудования. Из такого же материала выполнен рабочий стол. Каретка алюминиевая. На станке можно раскраивать крупногабаритные плиты.
Характеристики:
- габаритные размеры – 3250х3150х900 мм;
- максимальная глубина распила – 80 мм;
вес – 790 кг.
Достоинства:
- качественный распил;
- высокая производительность;
- простота регулировки и обслуживания.
Недостатки:
- недостаточная толщина каретки;
- большая масса;
- высокая стоимость.
Виды дисковых пил для станков
Существует несколько видов циркулярных станков, которые отличаются конструктивными особенностями и принципом действия. Среди самых популярных — станок циркулярный настольный. За счёт компактных габаритов и небольшого веса (многие модели обладают массой до 20 килограммов) такие решения считаются незаменимыми для бытовой обработки древесины. К тому же они располагают повышенной мощностью, поэтому свободно справляются даже со сложными задачами, совершая пропил глубиной до 80 миллиметров. Выполняя распил древесины, станину фиксируют на верстаке. Затем её убирают на хранение в любое подходящее место.
Важно понимать, что некоторые станки бытового предназначения могут решать задачи по распилу крупных заготовок, т. к
многие модели способны обрабатывать поверхности с шириной от 30 до 62 сантиметров
Что касается стоимости, она у таких приборов невысокая и варьируется в пределах 3−20 тысяч рублей. Если применить один из подобных агрегатов у себя дома, это позволит решить ряд несложных задач
многие модели способны обрабатывать поверхности с шириной от 30 до 62 сантиметров. Что касается стоимости, она у таких приборов невысокая и варьируется в пределах 3−20 тысяч рублей. Если применить один из подобных агрегатов у себя дома, это позволит решить ряд несложных задач.
Читать также: Ромашка аптечная лечебные свойства в гинекологии