Общая компоновка широкоуниверсального фрезерного станка 67К25ПФ2
Инструментальный широкоуниверсальный с ЧПУ фрезерный станок состоит из отдельных сборочных единиц. На чугунном основании закреплена стойка, где монтируются все основные узлы станка. По горизонтальным направляющим стойки перемещается фрезерная бабка, к которой крепятся: вертикальная головка, хобот, коробка скоростей и пульт управления. По вертикальным направляющим стойки перемещается суппорт, а по его горизонтальным направляющим – салазки.
К нижней части стойки крепится двигатель подач.
Для расширения технологических возможностей станка к нему прилагается большое количество принадлежностей.
К вертикальной базовой плоскости салазок крепятся угловой или универсальный стол, служащие для установки обрабатываемых изделий.
Для делительных работ служат круглый стол и делительная головка, которые могут устанавливаться как на угловом столе, так и на вертикальной плоскости салазок.
Для долбежных работ предназначена долбежная головка, которая крепится на фрезерной бабке.
Быстроходная головка имеет свой привод и крепится также к фрезерной бабке.
Инструмент крепится в конусах шпинделей. Зажим инструмента в фрезерной и вертикальной головках механизирован.
Коробка скоростей
Коробка скоростей собрана в специальном корпусе 4.
Корпус крепится фланцем к торцу фрезерной бабки, а фланцем 9 коробка входит в центрирующее отверстие бабки. Коробка скоростей состоит из четырех валов и блоков зубчатых колес, перемещение которых позволяет сообщать шпинделю восемнадцать различных скоростей. Переключение скоростей осуществляется механизмом переключения.
Для изменения скорости рукоятку переключения скоростей 2 необходимо опустить вниз. При этом диски 10 и 12 под действием пружины II разводятся. При повороте грибка набора скоростей 3 и связанных с ним дисков изменяется положение отверстий дисков относительно пальцев 13, чем производится подготовка для переключения скоростей. Затем рукояткой переключения 2 диски сводятся в первоначальное положение. Тогда пальцы 13, перемещаясь, при помощи рычагов переведут блоки шестерен коробки скоростей. При переключении возможно, что торцы зубьев, зацепляемых шестерен, совпадут и диски не сведутся. В этом случае необходимо нажать кнопку “Толчок” на пульте.
При переключении скоростей (при отводе дисков) вращение автоматически прекращается.
Цилиндр 5, тарельчатые пружины 6, труба 7 и шомпол 8 предусмотрены для механизированного зажима инструмента. Зажим осуществляется тарельчатыми пружинами б, а отжим – гидроцилиндром 5 при включении гидравлики.
Бабка фрезерная
Фрезерная бабка (рис. 6.6) снабжена прямоугольными направляющими и перемещается по горизонтальным направляющим стойки. В передней части бабки монтируется горизонтальный шпиндель, который приводится во вращение коробкой скоростей, закрепленной фланцем в задней части бабки. К торцу бабки крепится кронштейн 2, в нижней части которого закреплен ходовой винт 5, обеспечивающий поперечное перемещение бабки. На кронштейн 2 крепится главный привод с двигателем 4 и поликлиновой передачей, передающей вращение на коробку скоростей жесткой муфтой 3. Натяжение поликлинового ремня 7 регулируется перемещением корпуса 8 при помощи винта 9. По верхним направляющим бабки перемещается хобот I с поддержкой 6, служащей для фрезерования горизонтальными оправками.
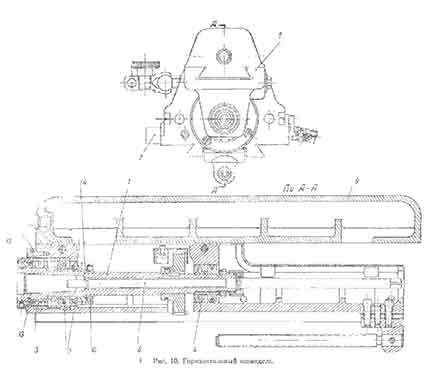
Шпиндель горизонтальный
Шпиндель I монтируется в корпусе бабки фрезерной и получает вращение от коробки скоростей. Передняя и задняя опоры шпинделя – двухрядный роликовый подшипник с коническим отверстием 2 и 4. Осевые нагрузки воспринимаются упорными подшипниками 3.
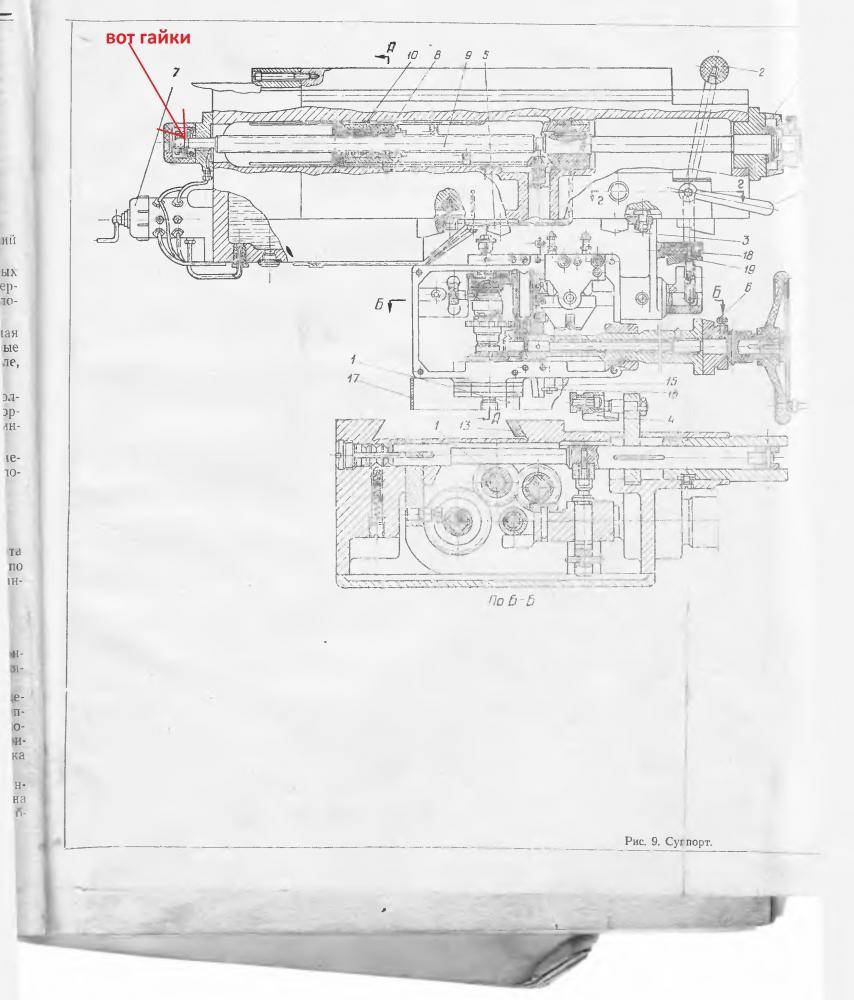
Суппорт станка
Суппорт служит для продольного и вертикального перемещения основного стола механически или вручную. Механическая подача стола осуществляется ходовыми винтами I и 16, получающими вращение при включенных муфтах, от приводного вала 2. Вручную стол перемещается от маховика 12, а суппорт — от маховика II. Маховик II смонтирован в кронштейне 10, который на оси 9 поворачивается относительно неподвижного кронштейна 8 и может быть установлен в удобное для рабочего положение.
Перемещение суппорта контролируется линейкой и лимбом с ценой деления 0,02 мм.
Стойка
Стойка 17 установлена на основании 12 и представляет собой отливку коробчатого сечения, на которой размещены основные узлы станка, связанные между собой кинематическими звеньями. В задней нижней части стойки на плите 15 размещен двигатель 14, вращение от которого через зубчатую пару 13-16, вал 7, муфту II и коническую пару 9-8 передается валу 6. При включении электромагнитной муфты 4 через коническую пару 1-2 на трубу 18 с гайками 19 и 20. Маховик 21 служит для ручного перемещения фрезерной бабки.
Ещё один счастливый обладатель замечательного фрезерного станка 675п!Принимайте в компанию! – Фрезерные 675, 676, 6В75
Чего то в этом году затосковала моя душа по станкам ! Да так затосковала что махнул я рукой и начал о них думать.Не очень долго думал и купил ИЖа 611го )) С этого и начались мои станочные дела. (начало эпопеи тут http://www.chipmaker.ru/topic/165603/)
В общем купил я частично рабочий станок,частично “кот в мешке”,ибо возможности хорошо посмотреть ,заглянуть в нутро и т д не было.
Но станок включался,даже шпиндель крутился, а больше ничего толком и не проверил,благо цена устроила и вот он !
В комплекте к станку была долбёжная головка и вертикальная (рабочая но без вала для подачи свершения) плюс обещали серьгу поискать и вал к ней.
Перевёз я “ереванца” к себе через пару дней,когда подморозило,краном переставил на постоянное место (благо крыша пока не построена).И оставил на пару дней под тентиком, а потом так и вообще снегом нас циклон засыпал,так что только сегодня откопался да смог покопошиться в нутрах да посмотреть внимательнее чего купил
Но об этом в следующем сообщении ))
Технические характеристики фрезерного станка 679
| Наименование параметра | 679 | 676П | 6М76П |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | П | П |
| Размеры горизонтального (углового) стола, мм | 270 х 700 | 250 х 800 | 250 х 800 |
| Размеры вертикального стола, мм | 260 х 710 | 250 х 630 | 250 х 630 |
| Максимальная масса обрабатываемой детали, кг | 100 | ||
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 30..360 | 80..460 | 80..430 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..265 | 0..380 | 0..370 |
| Вылет оси вертикального шпинделя, мм | 155..355 | 125..375 | 125..375 |
| Наибольший продольный ход стола (X), мм | 300 | 400 | 400 |
| Наибольший поперечный ход шпиндельной (горизонтальной) бабки вертикального шпинделя (Y), мм | 200 | 250 | 250 |
| Наибольший вертикальный ход стола (Z), мм | 330 | 380 | 380 |
| Вертикальный и горизонтальный шпиндели | |||
| Частота вращения горизонтального шпинделя, об/мин | 110..1230 | 50..1630 | 50..1630 |
| Частота вращения вертикального шпинделя, об/мин | 150..1660 | 63..2040 | 63..2040 |
| Количество скоростей горизонтального и вертикального шпинделя | 8 | 16 | 16 |
| Цена деления лимбов, мм | 0,05 | 0,05 | 0,05 |
| Цена деления линеек, мм | 1,0 | 1,0 | 1,0 |
| Конус горизонтального и вертикального шпинделей | Морзе 4 | Морзе 4 | Морзе 4 |
| Пределы подач горизонтальной шпиндельной бабки, мм/мин | 25..285 | 13..395 | 13..395 |
| Количество подач шпиндельной бабки | 8 | 16 | 16 |
| Ускоренный ход шпиндельной бабки, м/мин | нет | 0,9 | 0,93 |
| Зажим-отжим инструмента | Ручной | Ручной | Механиз |
| Торможение шпинделя | нет | нет | |
| Вертикальная фрезерная головка | |||
| Наибольшее осевое перемещение гильзы вертикального шпинделя, мм | 80 | 60 | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±45 | ±90 | ±90 |
| Масса вертикальной фрезерной головки, кг | 55 | ||
| Стол угловой горизонтальный | |||
| Количество подач стола в продольном и вертикальном направлении | 8 | 16 | 16 |
| Пределы продольных и вертикальных подач стола (X, Y), мм/мин | 25..285 | 13..395 | 13..395 |
| Ускоренный ход стола в продольном и вертикальном направлении, м/мин | нет | 0,935 | 0,935 |
| Число Т – образных пазов | 5 | 5 | |
| Масса углового горизонтального стола | 65 | ||
| Угловой универсальный стол | |||
| Размеры горизонтального универсального стола, мм | 250 х 600 | 200 х 630 | 200 х 630 |
| Наибольший угол поворота в горизонтальной плоскости, град | ±30° | ±20° | ±20° |
| Наклон длинной стороны, град | ±45° | ±45° | ±45° |
| Наклон короткой стороны, град | ±30° | ±30° | ±30° |
| Масса углового горизонтального стола | нет | 55 | |
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | 2 | 2 | 4 |
| Электродвигатель главного привода, кВт (об/мин) | 2,8 (1420) | 2,2 | 2,2 |
| Электродвигатель зажима инструмента вертикального шпинделя, кВт | – | 0,24 | |
| Электродвигатель зажима инструмента горизонтального шпинделя, кВт | – | 0,24 | |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 | |
| Суммарная мощность электродвигателей, кВт | 2,32 | 2,56 | |
| Габариты и масса станка | |||
| Габариты станка (длина х ширина х высота), мм | 1150 х 1400 х 1650 | 1282 х 1215 х 1780 | 1350 х 1230 х 2060 |
| Масса станка полная, кг | 1190 | 910 | 1160 |
Список литературы:
Паспорт и руководство по обслуживанию инструментального универсально-фрезерного станка тип 679, Одесса, 1955 Паспорт и руководство по обслуживанию инструментального универсально-фрезерного станка тип 679, Иркутск, 1961
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984




Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
3 Особенности конструкции и работы важнейших элементов станка
Коробка подач агрегата размещена в блоке. При помощи фланца его подсоединяют ниже коробки скоростей сбоку станины. Вращение подается на коробку от двигателя, затем движение идет на рабочие узлы. Подачи при этом изменяются аналогично процессу в коробке скоростей. Оператору необходимо следить за положением крестовой рукоятки станка, которая должна быть поставлена в положение «Нейтрально».
При передвижении муфты на валу в правую сторону включается режим ускоренных перемещений, так как вал отключается от цепи стандартных перемещений. Автоматическое включение нормальной подачи фиксируется при отпускании управляющей рукоятки.
Коробка скоростей также собирается в отдельном блоке. Передача на нее вращения, как было сказано, осуществляется посредством клиноременного механизма. Зубчатые колеса перемещаются при повороте рычага. Если зубья зацепляемых колес не совпадают, сведение дисков и включение скорости не происходит. Решить эту проблему можно при помощи маховичка, позволяющего вращать шпиндель в ручном режиме.

Суппорт фрезерного агрегата необходим для того, чтобы обрабатываемое изделие получило требуемую подачу. Специальная рукоятка дает возможность задавать направление подачи (механической) вниз либо вверх, влево либо вправо. Направление передвижения данной рукоятки идентично движению стола.
В предельных положениях суппорта упоры без команды и каких-либо действий оператора станка отключают механические подачи. В зависимости от того, какая точность обработки детали задана, ведется отсчет передвижений стола. Выполнить данную операцию можно при помощи мерных плиток, лимбами (их деление должно иметь цену 0,05 миллиметров), специальными миллиметровыми мерными приспособлениями (линейками).

Главное движение агрегата выполняет шпиндельная бабка, на которой смонтирован резак. Вращение на нее через зубчатое промежуточное колесо передает коробка скоростей. Установлена бабка на радиальных опорах (их две штуки), а упорные подшипники воспринимают все осевые нагрузки, позволяя данному узлу станка работать стабильно и без перебоев.
676П станок инструментальный фрезерный широкоуниверсальный повышенной точности. Назначение и область применения
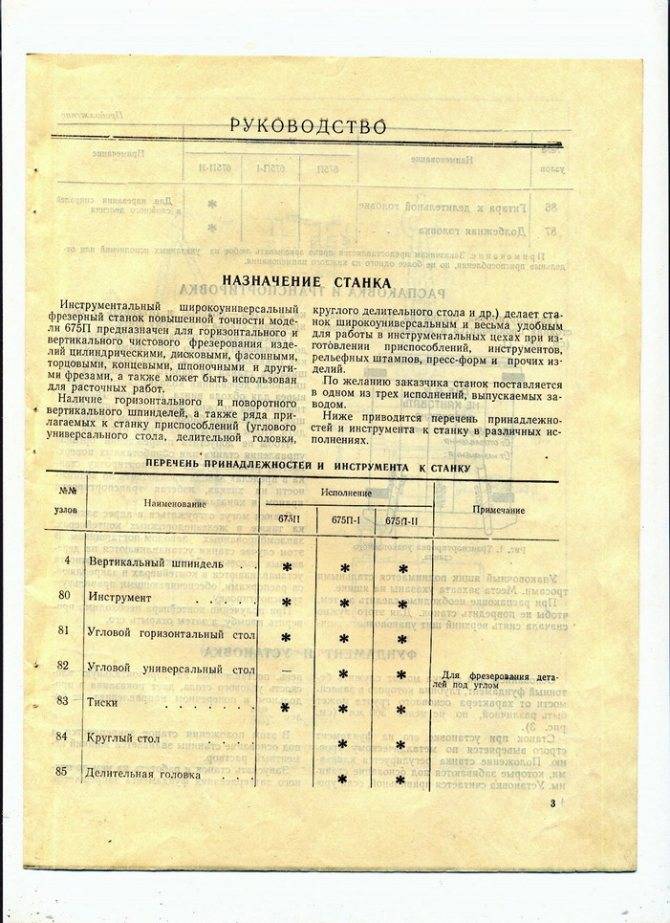
Фрезерный широкоуниверсальный станок 676П предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя.
На станке можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.
Особенности конструкции и принцип работы станка
Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
Станок применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Класс точности станка П по ГОСТ 8—71.
Климатическое исполнение и категория размещения станка по ГОСТ 15150—69 УХЛ категория 4, для работы при температуре 5—40° С. Высота над уровнем моря до 1000 м.






Конструктивные и эксплуатационные особенности:
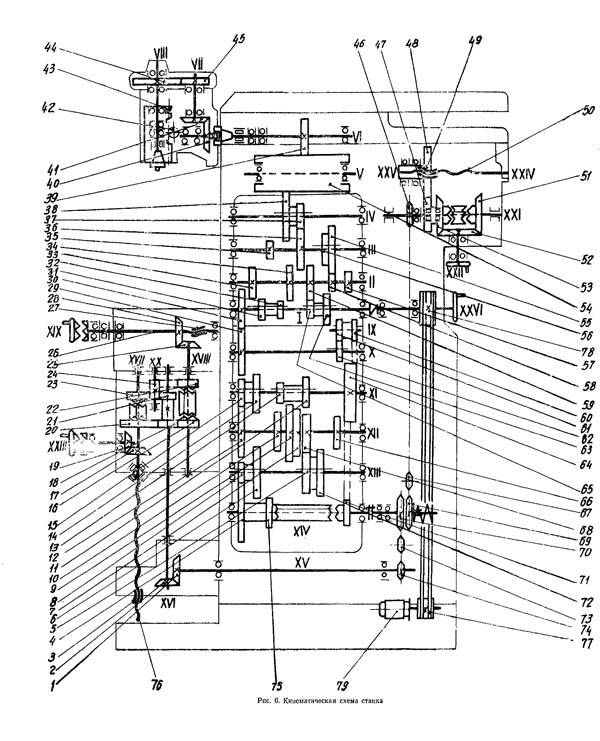
Рациональное построение главного привода с короткой кинематической цепью (на 12 верхних ступенях участвуют две передачи, а на шести нижних — три передачи) способствует повышению его КПД и снижению шума.
Нижнее крепление винта вертикального перемещения обеспечивает ход 450 мм при относительно малой высоте станка.
Поворотный маховик вертикального перемещения улучшает эргономику и расширяет технологические возможности.
Станок оснащен большим количеством принадлежностей, расширяющих технологические возможности станка. Основные из них:
- фрезерная вертикальная головка
- угловой горизонтальный стол
- угловой универсальный стол
- быстроходная головка
- долбежная головка
- делительная головка
- приспособление для фрезерования спиральных канавок
- круглый делительный стол
- универсальные тиски
- круглый горизонтально-вертикальный стол
- инструментальный шкаф
Преимущества использования широкоуниверсального фрезерного станка 676П:
- Литая массивная чугунная станина поглощает вибрации и позволяет сохранить качество обрабатываемых на станке деталей
- Возможно фрезерование как небольших деталей, так и деталей длиной до 800мм, шириной 250мм и более
- Использование станка в инструментальных и механических цехах с мелкосерийным и индивидуальным производством
- Реализована возможность производить долбежные операции (при приобретении за дополнительную плату долбежной головки)
- Удобное (интуитивно понятное), классическое управление станком
- Небольшие габариты станка позволяют разместить его практически в любом помещении, в том числе и гараже
- Широкий диапазон вращения горизонтального и вертикального шпинделей позволяет подобрать наиболее подходящие режимы резания
- Подача СОЖ осуществляется электронасосом. Производительность электрического насоса 22 л/мин
- Станок имеет дополнительную шпиндельную (вертикальную) головку, расположенную на выдвижном хоботе, которою можно поворачивать под углом ±90 градусов в двух взаимно перпендикулярных плоскостях.
Разработчик — Вильнюсский станкостроительный завод «Комунарас».
Аналоги универсального фрезерного станка 676П
- ФСМ-250/676М – 250 х 620, Владимирский станкозавод «Техника» ВСЗ, г. Владимир
- ОММ64S, ОММ67S – 320 х 630, “Микрон”, г. Одесса
- ВМ130 – 250 х 630, Воткинский машиностроительный завод, г. Воткинск
- ДФ-6725 – 250 х 630, Дмитровский завод фрезерных станков, г. Дмитров
- СФ-676 – 250 х 800, Сельмаш, г. Киров
- 676, 676ППМ, 676ППФ1, 676ППФ2-0 – 320 х 800, Иркутский станкостроительный завод, г. Иркутск
- 6Т80 – 200 х 800, Читинский станкостроительный завод, г. Чита
- 675П, 6725ПФ1, 67Е25ПФ1 – 400 х 800, Ереванский завод фрезерных станков, г. Ереван, Армения
- 676П, 676ППР, 676ППФ1, 676ППФ2-0 – 320 х 800, Вильнюсский станкостроительный завод “Комунарас” г. Вильнюс (сегодня Vingriai, АО Вингряй, Литва)
- Emcomat FB-3 – 200 х 600, EMCO Maier, Австрия
- FUV251M – 250 1120, Arsenal J.S.Co. – Kazanlak, Арсенал АД, Болгария
6720В станок фрезерный широкоуниверсальный высокой точности. Назначение и область применения
Инструментальный широкоуниверсальный станок модели 6720В выпускался Одесским заводом фрезерных станков c 1982 года прошлого века и заменил устаревшую модель .
Станок предназначен для выполнения разнообразных фрезерных работ в различных плоскостях и под различными углами наклона в широком диапазоне режимов резания. Наличие горизонтального и вертикального шпинделей и большого количества принадлежностей позволяет производить следующие операции: сверление, долбление, шлифование, растачивание, подрезку торцов, нанесение рисок, фрезерование винтовых поверхностей.
Фрезерный станок модели 6720В предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя, который при необходимости может быть повернут под углом.
Станок 6720В применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Широкие технологические возможности станка позволяют наиболее эффективно применять его в инструментальном производстве.
Принцип работы и особенности конструкции станка
Обрабатываемая деталь может быть установлена на основном столе с вертикальной рабочей плоскостью или на угловом столе с горизонтальной рабочей плоскостью. Для обработки наклонных поверхностей деталь может устанавливаться на универсальном столе.
Для обработки деталей, требующих деления, могут быть использованы круглый стол либо делительная головка.
Используя резцовую, быстроходную, долбежную головки и комплект вспомогательного инструмента, можно выполнять на станке расточные, сверлильные и долбежные работы. Подробное описание этих устройств приводится ниже.
К станку 6720В прилагается удобный для пользования инструментальный шкаф, а также комплект приспособлений и инструмента.
Технологические возможности станка могут быть значительно расширены применением принадлежностей и приспособлений, поставляемых за особую плату.
На станке можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.
Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
На станке механизированы зажимы инструмента и рабочих органов, что позволяет увеличить производительность работы.
Система смазки — централизованная. Категория качества станка — высшая.
Шероховатость обрабатываемых поверхностей Ra 2,5 мкм.
Класс точности станка В по ГОСТ 8—77.
Корректированный уровень звуковой мощности LpA не должен превышать 88 дБА (без головки вертикальной).
Год принятия станка к серийному производству — 1982.
Проектная организация — Одесский завод фрезерных станков им. С. М. Кирова.
Основные характеристики фрезерного широкоуниверсального станка 6720В
Производитель: Одесский завод фрезерных станков им. С.М.Кирова.
- Размеры рабочей поверхности вертикального стола (основного) – 200 х 500 мм
- Размеры рабочей поверхности углового горизонтального стола – 200 х 630 мм
- Расстояние от оси горизонтального шпинделя до поверхности углового стола – 80..450 мм
- Расстояние от торца вертикального шпинделя до поверхности углового стола – 22..392 мм
- Наибольший продольный ход стола (X) – 300 мм
- Наибольший вертикальный ход стола (Z) – 320 мм
- Наибольший поперечный ход шпиндельной бабки (Y) – 200 мм
- Конец шпинделя – конус Морзе 4
- Пределы частот вращения горизонтального шпинделя – 40..2240 об/мин
- Пределы частот вращения вертикального шпинделя – 40..2240 об/мин
- Электродвигатель привода шпинделя – 1,5 кВт; 1500 об/мин
- Вес станка – 1,4 т.
Фрезерный станок 675: технические характеристики, паспорт, схемы, особенности
Среди другого оборудования фрезерный станок модели 675 выделяется рядом привлекательных сторон, основная из которых – его универсальность. Этот представитель станочных агрегатов отличается расширенной функциональностью и большим комплектом инструментальной оснастки. Всем, кто заинтересован в приобретении такого станка, сначала нужно ознакомиться с его производителем и рабочими характеристиками.
Сведения о производителе фрезерного широкоуниверсального станка 675
Станки серии 675 успешно выпускались в середине прошедшего века (точнее – в 60-х годах). Их производитель – инструментальный завод им. С.М.Кирова (г. Одесса), занимавшийся разработкой и изготовлением оборудования данного класса.
Означенные модели пришли на смену устаревшим образцам типа 678М, а затем и 679 (с 1959 года). Позднее изделие 675 было обновлено на более совершенную модель 6А75В. Завод был закрыт в 2000 году, после чего этот тип оборудования больше не выпускался.






Назначение и область применения
Основное назначение оборудования этого класса – полуавтоматическая обработка болванок из самых разнообразных материалов (чугуна, различных сортов стали и цветных металлов).
На них может устанавливаться широкий набор фрез для работы на горизонтально ориентированном шпинделе из следующего ряда:
- Цилиндрические виды оснасток;
- Дисковые инструменты.
- Фасонные фрезы и т. п.
При обработке заготовок применяется не только торцовая или концевая, но и шпоночная оснастка, фиксируемая под произвольным углом к горизонту.
Габаритные размеры рабочего пространства и присоединительные базы
Вертикально расположенная поверхность основного рабочего стола имеет размер 200х500 мм. Остальные характерные параметры станка (включая присоединенные элементы) приведены ниже:
- Для углового стола, в исходном состоянии расположенного горизонтально, поверхностный размер имеет величину 200х630 мм.
- Удаление поверхности углового стола от оси шпинделя составляет от 55 до 355 мм.
- Тот же размер для вертикально ориентированного шпиндельного узла может варьироваться от 0 до 280 мм.
- Максимально допустимый ход стола вдоль продольной оси (X) – порядка 320 мм.
- Наибольший его ход по вертикали ( Z) – не менее 300 мм.
- Предельно допустимый ход фрезера (поперечный Y) – около 200 мм.
При таких габаритно-пространственных параметрах вес станка не превышает 635-ти кг.
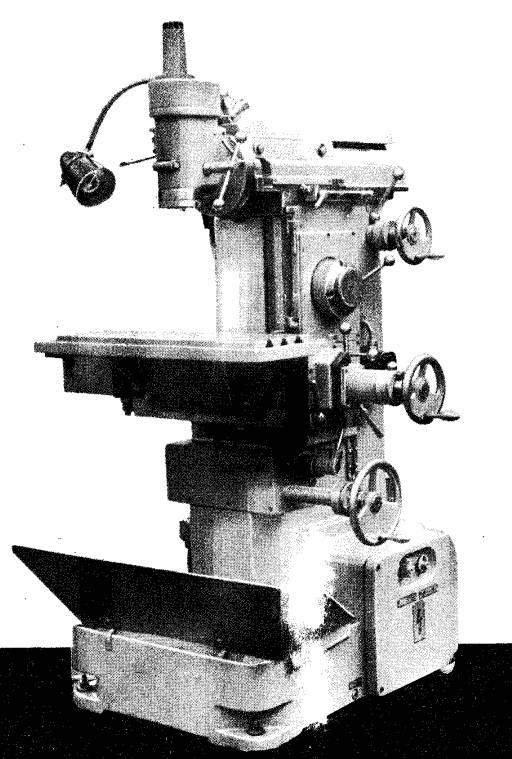
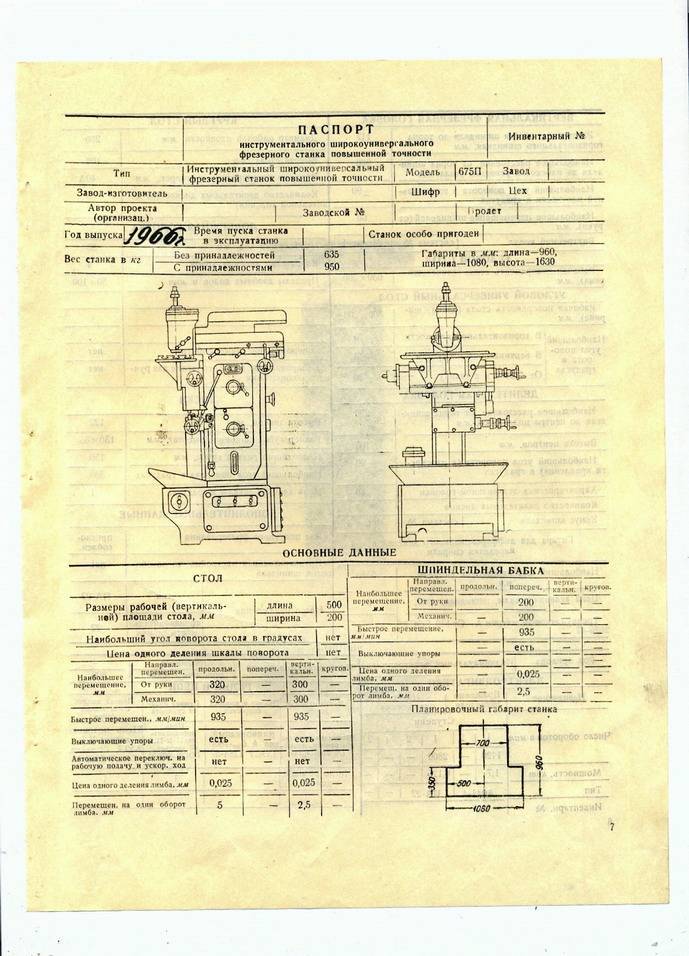
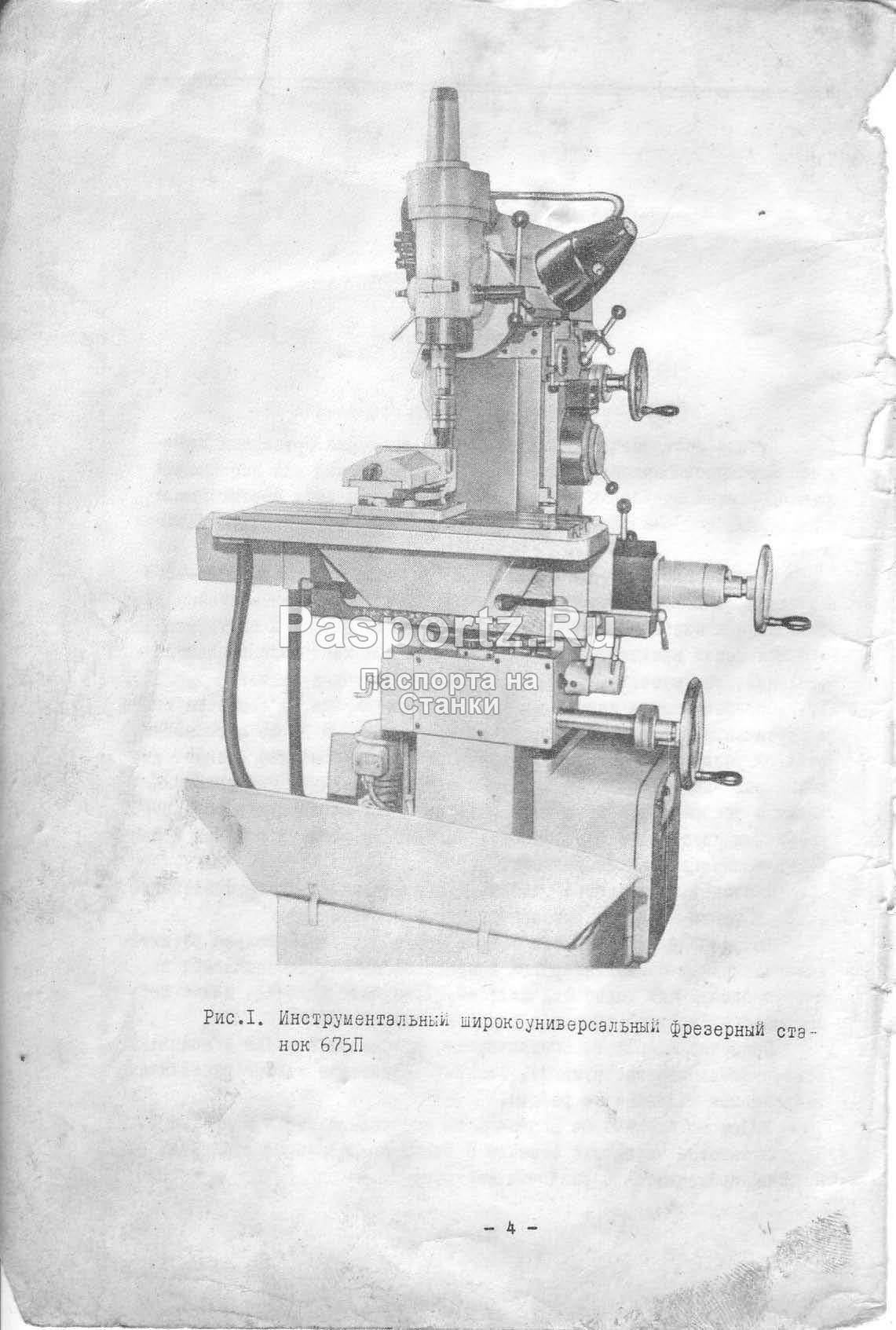
Общий вид широкоуниверсального фрезерного станка 675
Конструктивно станки модели 675 состоят из станины, на которой закреплен рабочий стол и шпиндельная бабка. Для фиксации заготовки можно использовать основную горизонтальную поверхность. Благодаря функции поворота рабочей головки обработку допускается выполнять под углом.
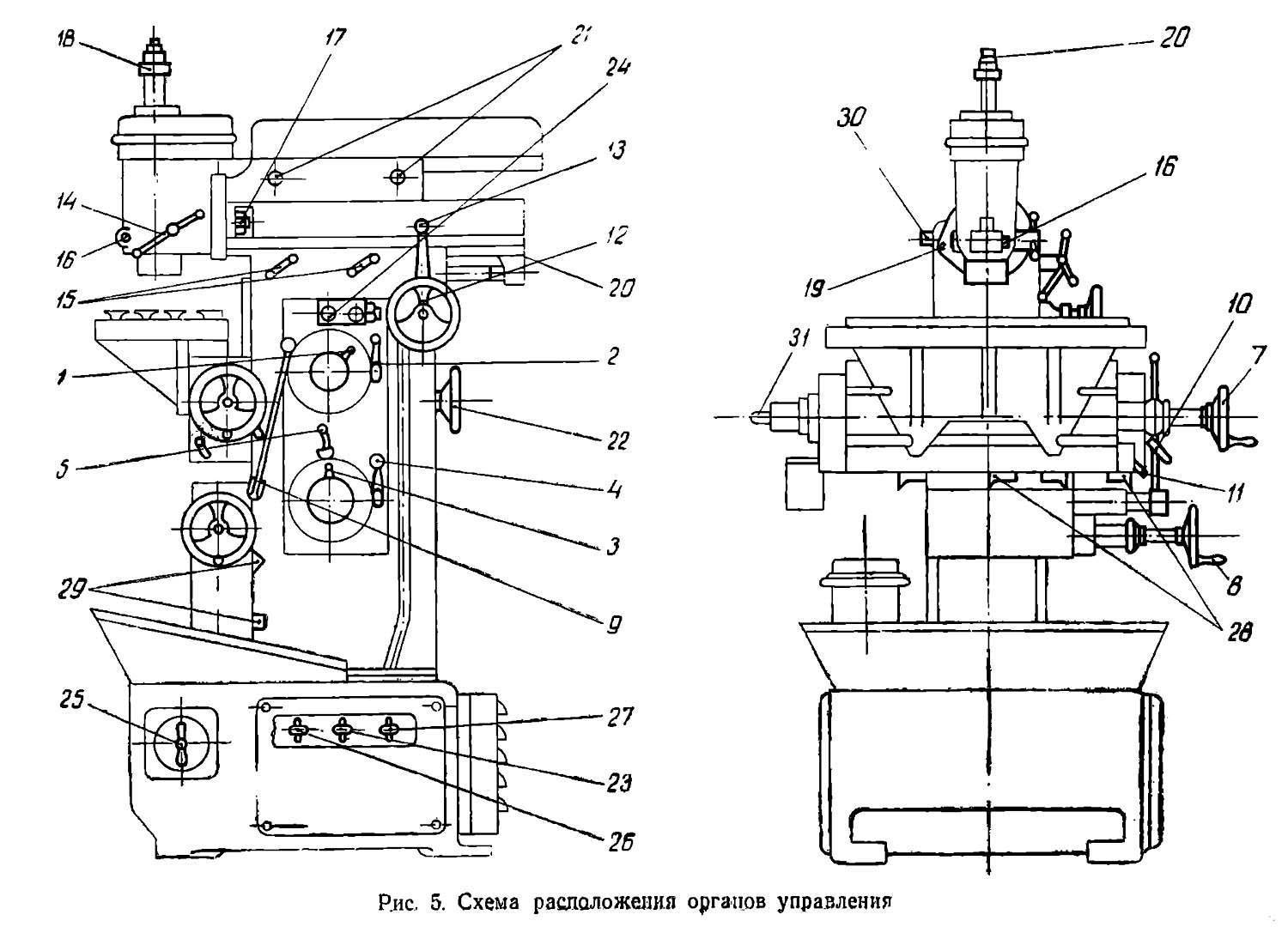
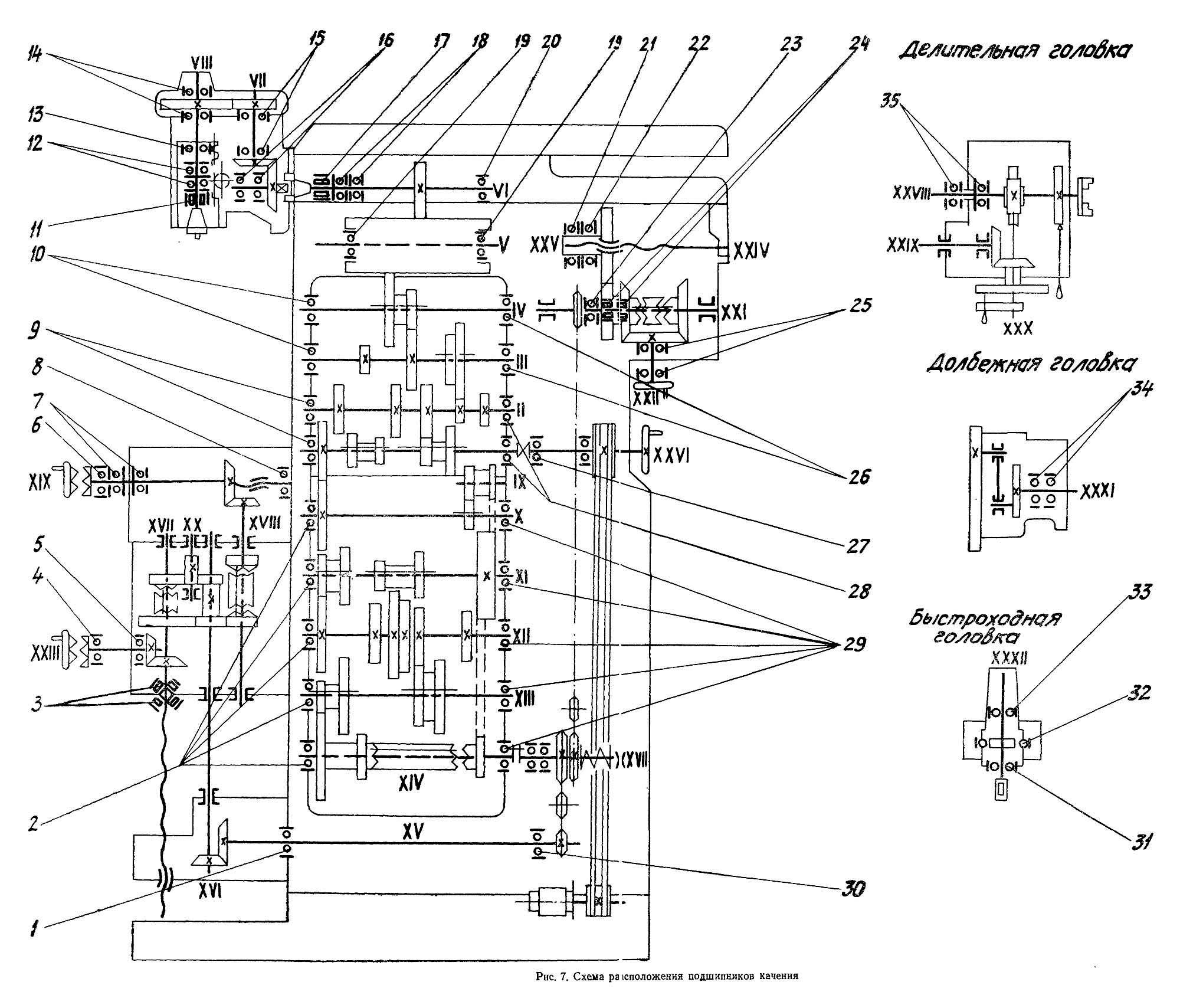
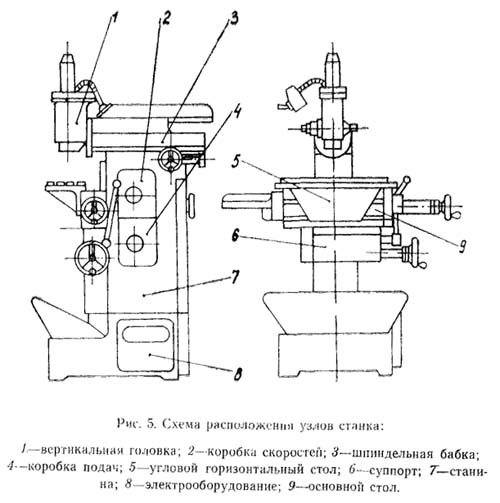
Расположение составных частей
Основные части станка располагаются согласно приведенному слева рисунку. Грамотно выбранная схема размещения органов управления и других частей оборудования обеспечивает удобство работы на нем.
Перечень составных частей
К числу узлов оборудования помимо основного стола следует отнести:
- головку, размещенную вертикально;
- шпиндельную инструментальную бабку (горизонтальную);
- коробку переключения и регулировки рабочих скоростей и подач (КС);
- стол, способный располагаться под углом к основной плоскости;
- суппорт, а также станину.
К конструкции фрезерного агрегата также принято относить и комплект его электрооборудования.
Важно! Для увеличения функциональности при его приобретении можно заказать дополнительные узлы. К ним относится, в частности, насадка для ударной обработки деталей, не входящая в состав комплекта. К ним относится, в частности, насадка для ударной обработки деталей, не входящая в состав комплекта
К ним относится, в частности, насадка для ударной обработки деталей, не входящая в состав комплекта.
Расположение органов управления фрезерным станком 675
Расположение органов управления представлено на размещенном справа рисунке. Каждая из позиций обозначена своим номером, расшифровка которых дается в следующем разделе.
https://youtube.com/watch?v=8E9mFSXHSnI