

Особенности конструкции 1512

Станки карусельного типа могут иметь одну или две вертикальные стойки. А также вертикальный и боковой суппорты (для двухстоечных чаще всего предусматриваются два вертикальных суппорта и один или два боковых). Характерным конструктивным размером является диаметр план-шайбы (менее 2000 мм – для одностоечных и более 2000 мм – для двухстоечных). Модель 1512 имеет одну стойку, но оснащена двумя суппортами: вертикальным (с револьверным механизмом) и горизонтальным (с 4-х позиционным резцедержателем). Горизонтальный суппорт предназначен для обработки наружных поверхностей (включая точение, сверление, подрезание торцов и т.п.), а вертикальный служит для аналогичных работ с внутренней стороны заготовки. Поскольку карусельные станки предназначены для обработки массивных заготовок, их привод может осуществляться от нескольких электродвигателей. В процессе работы они передают крутящий момент шпинделю, суппортам и вспомогательным механизмам. Приводной двигатель станка 1512 имеет мощность 30 кВт, что позволяет использовать оборудование для высокопроизводительной обработки. Для дополнительного повышения быстродействия предусмотрены ускоренные режимы перемещения суппортов (при холостых ходах).

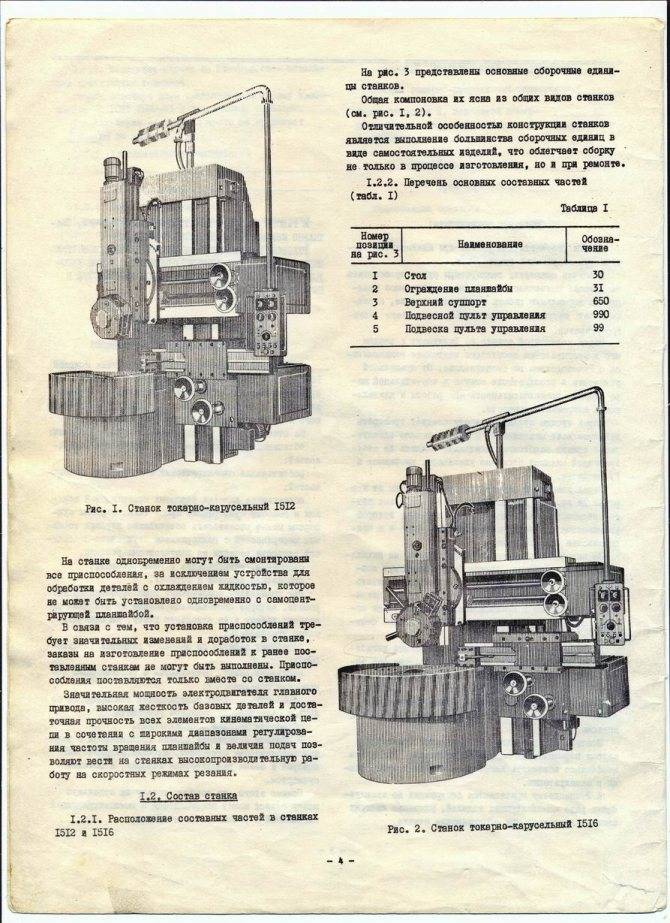
Токарно-карусельный одностоечный станок 1512 серии Ф1/Ф2/Ф3
Потребность в использовании токарного карусельного оборудования возникает при обработке средних и крупных заготовок со значительной массой, в этом случае мощностей обычных винторезных станков недостаточно. Типовой моделью из этой группы является станок с маркировкой 1512, в свое время выпускаемый Краснодарским СЗ им. Сечина в различных комплектациях и обладающий универсальными характеристиками. Расценки на данное оборудование зависят от состояния (от 400000 рублей и выше для б/у станков, нуждающихся в замене отдельных узлов, от 3 млн. – после капитального ремонта).
Функциональные возможности и модификации
Принцип действия данного станка основан на обработке вращающейся и закрепленной с помощью кулачков к планшайбе заготовки посредством перемещения горизонтального суппорта с 4-позиционным резцедержателем, контролирующим операции с наружными поверхностями, и вертикальным с автоматически поворачиваемой револьверной головкой, используемый при точении, сверлении и подрезке с внутренних сторон. Все рабочие углы агрегата закреплены на надежной и устойчивой станине из чугуна, пульт управления с целью обеспечения безопасности работы токаря размещен на специальном подвесе, расположенном вне зоны реза и сверления.
Станки модели 1512 успешно используются при высокоскоростной обработке черных металлов, цветных сплавов, закаленных сталей и других твердых материалов с диаметром заготовки до 1250 мм, высотой до 100 см и массой до 3200 или 5000 кг (в зависимости от комплектации). Устройство эксплуатируется в условиях серийного и штучного производства и нуждается в стационарной установке и собственном фундаменте из-за большого места. В базовом исполнении (вертикальном револьверном и обычном боковом суппортах) станок задействуется для цилиндрического и конического обтачивания и накатки, сверления, зенкерования, подготовки и расширения отверстий, подрезки и обработки плоских чистовых поверхностей и уступов, прорезания круговых канавок.
При расширении комплектации становится возможной:
- Обработка заготовок по заданным размерам с помощью дополнительных упоров.
- Накатка резьбы.
- Обтачивание и растачивание сферических, фасонных и нелинейных поверхностей, в том числе с помощью электрокопировальных устройств.
- Глубокое сверление.
- Выполнение шлифовальных и приторных работ, прокатка роликами.
- Обработки заготовок с охлаждением.
При необходимости модель 1512 дополнительно оснащается самоцентрирующейся планшайбой, обеспечивающей ручной зажим детали, но при выборе такого исполнения становится невозможным подключение СОЖ. В остальных случаях комплектация карусельного оборудования не ограничена, любые приспособления и упоры могут устанавливаться единовременно с системой охлаждения. К учитываемым особенностям доукпомлектации модели 1512 относят невозможность или сложности внесения дополнительных узлов после изготовления станка, заводы не принимают заказы на усовершенствование б/у оборудования.
В конечном итоге благодаря сочетанию высокой мощности главного привода, жесткости и прочности отдельных узлов, широкого диапазона регулировки скоростей подачи и частоты оборотов карусели делают возможным работу станка в любых режимах, включая скоростную, максимальная производительность наблюдается при подключении СОЖ и ЧПУ. Данный токарно-карусельный металлообрабатывающий станок задействуется в разных отраслях, но чаще всего его приобретают судо- и машиностроительные предприятия, заводы по выпуску среднесерийных и штучных деталей. При оценке целесообразности покупки этого оборудования учитывается потребность в собственном основании, подключении к трехфазной сети и обслуживании опытным токарем, в частных целях модель практически не используется.
Выпускаемые ранее модификации данного оборудования имеют маркировку:
- 1512 (универсальный одностоечный),
- 1512Ф1 (то же, с устройством цифровой унификации),
- 1512Ф2 и Ф3 (с ЧПУ).
Цифры 1512 в маркировке, означают что данное оборудование относится к токарным станкам карусельного типа с максимальным ᴓ обрабатываемой заготовки в 1250 мм. Остальные рабочие характеристики соответствуют требованиям ГОСТ 44-93 и указываются в техпаспорте оборудования. Ближайшими аналогами являются современные станки Краснодарского СЗ им. Сечина и итальянская модель IMT Intermato NTM 12.16, минимальная стоимость последних в новом состоянии составляет 10 млн. рублей.
Характеристика электрооборудования станка 1512
Электрооборудование станков состоит из электродвигателей, электрических органов управления, конечных выключателей для ограничения перемещении подвижных частей станка и аппаратуры управления.
На станках установлены пять трехфазных асинхронных электродвигателей с короткозамкнутым ротором:
- двигатель главного привода 1M1;
- двигатель привода маслонасоса 1M2;
- двигатель перемещения поперечины 1M3;
- двигатель установочных перемещений верхнего суппорта установочных перемещений бокового суппорта 4М1 и три однофазных асинхронных конденсаторных электродвигателя с короткозамкнутым ротором привода лубрикатора системы смазки;
- двигатель поперечины 1M4;
- двигатель верхнего суппорта 2М2 и 2М3
На станке приняты следующие величины напряжений
- 380В трехфазного переменного тока, частотой 50 Гц — питание силовых цепей;
- 110В однофазного переменного тока — питание катушек магнитных пускателей и однофазных электродвигателей;
- 36В однофазного переменного тока — питание схемы выбора направлений хода шагового искателя;
- 24В — питание постоянного тока ламп местного освещения;
- 24В — питание постоянного тока цепей управления и электромагнитных муфт;
- 90В — питание постоянного тока катушек шагового искателя.
Вся электроаппаратура управления станком размещена в нише станка. Управление станком осуществляется с подвесного пульта управления.
Электрооборудование станка выполняет следующие функции:
- Управление планшайбой:
- пуск в рабочем режиме;
- пуск в толчковом режиме;
- ступенчатое изменение скорости при вращающейся планшайбе;
- поддержание ступенчато-постоянной скорости резания при обтачивании торцовых поверхностей верхним суппортом (изменение скорости вращения планшайбы с помощью кулачковой рейки и конечного выключателя);
- останов планшайбы.
Управление суппортами:
- рабочие подачи (выбор подачи и включение);
- установочные перемещения (выбор скорости перемещения и включение).
Перемещение поперечины.
Описание работы электрооборудования
Электросхема предусматривает выполнение следующих операций
- пуск и останов электродвигателя главного привода и электродвигателя системы смазки;
- подъем и опускание поперечины.
Управление электродвигателей главного привода
Управление электродвигателем главного привода осуществляется с подвесного пульта управления кнопками 1Кн2 — «Пуск» и IKHI — «Стоп».
При нажатии кнопки 1Кн2 — «Пуск» включается пускатель 1К1 главного привода. Одновременно включается реле 1Р1 ограничения холостого хода электродвигателя главного привода, которое срабатывает с выдержкой времени. Если в течение этого времени не будет включена планшайба, то размыкающий контакт этого реле (цепь 4) отключит пускатель главного привода.
Отключение электродвигателя главного привода производится нажатием кнопки IKHI — «Стоп».
При включенной планшайбе кнопка IKHI блокируется замыкающим контактом шагового искателя ШИТ. Двигатель главного привода можно отключить только после отключения планшайбы, когда шаговый искатель находится в нулевом положении.
Назначение и компоновка
Согласно отечественному классификатору обозначение 1512 расшифровывается следующим образом:
1 — группа оборудования (токарная);
5 — тип (карусельный);
12 — размерная характеристика (предельный диаметр обработки — 1250 мм).
Почему установка называется карусельной? Смысл термина заключается в том, что планшайба с зажимными элементами при вращении ее вокруг вертикальной оси напоминает известный аттракцион. Конкурентом карусельному станку выступает лоботокарный, имеющий традиционное горизонтальное расположение шпинделя. Оба предназначены для точения коротких деталей, однако рассматриваемая машина обладает рядом преимуществ:






- возможность более протяженной обработки (соотношение высоты к диаметру до 1);
- разгрузка шпинделя от изгибающих усилий;
- удобство загрузки заготовок;
- значительно лучшее их закрепление.
К недостаткам следует отнести затрудненное удаление стружки и неудобство диаметральных измерений.
Технологические возможности
Назначение машин карусельного типа состоит в обработке сравнительно плоских деталей круглой конфигурации (диски, фланцы, крышки, маховики, колеса, шестерни и так далее). С использованием стандартного инструмента (резцы различных видов, резцовые головки, сверла, зенкеры, развертки) производят основные технологические операции:
- наружное точение цилиндрических и конических деталей;
- протачивание торцев и уступов;
- прорезание круговых канавок;
- растачивание сквозных и ступенчатых отверстий;
- обработка отверстий стержневым инструментом.
Используя специальные приспособления, становится возможным расширить круг выполняемых операций:
- обработка сферических и других нелинейных поверхностей;
- глубокое сверление;
- резьбонарезание;
- шлифование и суперфиниширование;
- прикатывание роликами и притирку.
Заготовку на планшайбе закрепляют с использованием переставных прихватов, кулачков, а детали небольшого диаметра — в дополнительном самоцентрирующемся патроне.
Основные цифры
В таблице 1 приведены наиболее важные сведения, характеризующие станочную систему. Полную информацию содержит руководство по эксплуатации оборудования (паспорт) издания Краснодарского станкостроительного завода.
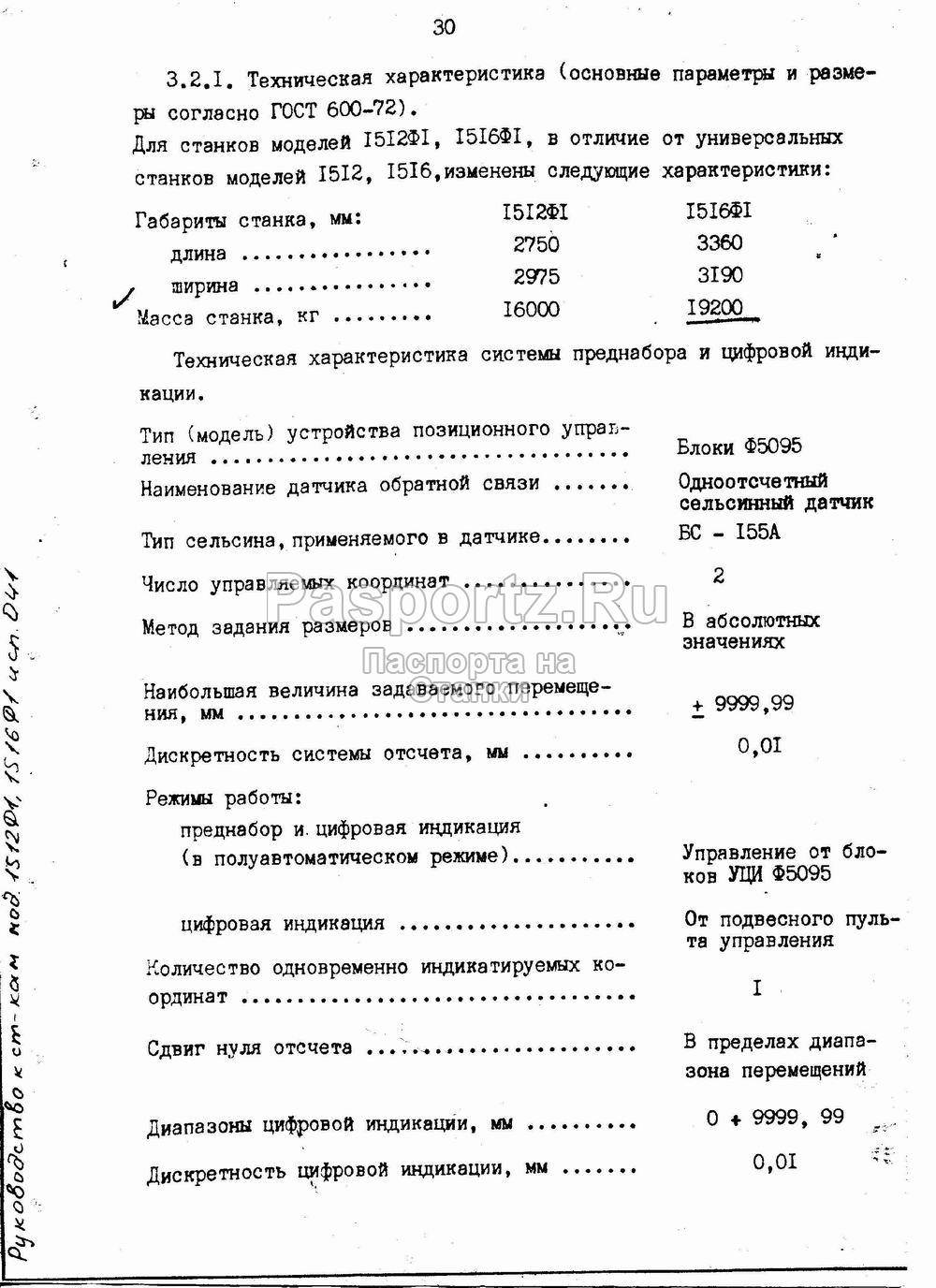
Таблица 1. Технические данные модели 1512
| Тех. характеристики | Значение | |
| Наибольшие параметры устанавливаемой заготовки | Диаметр, мм | 1250 |
| Высота, мм | 1000 | |
| Масса, кг | 4000 | |
| Диаметр платформы, мм | 1120 | |
| Угловая скорость планшайбы, об/мин (18 скоростей) | 5 — 250 | |
| Величина подачи инструмента, мм/об (18 ступеней) | 0,03 — 12,5 | |
| Скорости установочных перемещений, мм/мин (18 значений) | 5 — 1800 | |
| Наибольший угол наклона револьверного суппорта | ±45° | |
| Мощность главного движения, кВт | 30 | |
| Масса установки, т | 16,5 |
Техничекие характеристики и параметры
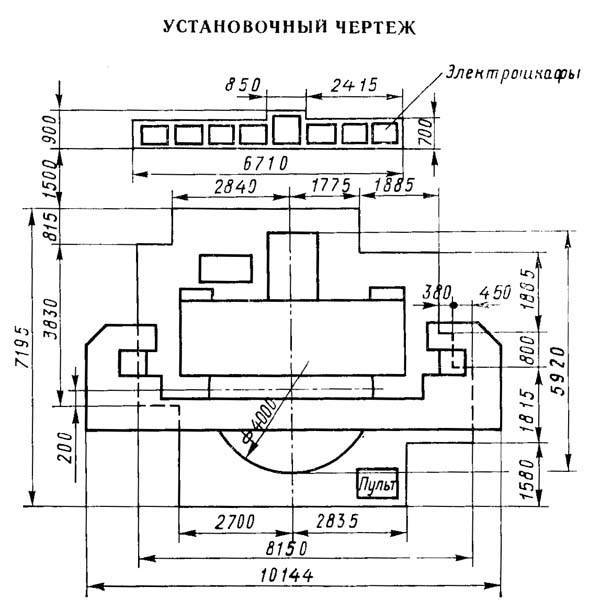
От правильной установки станка на рабочее место зависит длительность работы до поломки и потери точности. Перед пуском рекомендуется проверить действие и целостность всех движущихся механизмов.
Минимальная допустимая для работы температура окружающей среды становит 15». Это связано с неизбежным загустением смазочного материала, обеспечивающего нормальную работу механических соединений и уплотнений станка. Пониженная температура также может негативно влиять на электрооборудование.
В случае консервации для предохранения от коррозии на все движущиеся поверхности не обходимо нанести антикоррозионную смазку, указанную в паспорте изделия. При истечении срока годности существующей смазки ее необходимо полностью удалить и нанести новую, отобразив это в свидетельстве о консервации.
- Имеется возможность дистанционное включение и переключение передач.
- Мощность электродвигателя главного движения 30 кВт
- Максимальный угол установки поворотных салазок составляет 45* в обе стороны.
- Суммарная электрическая мощность вспомогательного оборудования: 3 кВт
- Максимальная частота вращения 1500 об/мин
- Наибольшее поперечное перемещение суппорта – 660 мм. Наибольшая скорость перемещения суппорта – 400 мм/мин. В процессе резания можно дополнительно заблокировать перемещение.
- Масса комплектного станка без СОЖ: 16 тонн
Технические характеристики
Рассматривая технические характеристики также уделим внимание расшифровке названия станка 1512, которое было дано в соответствии с ранее введенными стандартами: первая цифра обозначает принадлежность токарной группе, вторая токарно-карусельной подгруппе, две последующие – максимальный размер устанавливаемых заготовок. Основные технические характеристики следующие:
Максимальный показатель высоты расположения режущего инструмента над столом 1 000 мм
Ограничение по массе заготовки составляет 5 000 кг. Установленная планшайба может вращаться с частотой от 1 до 250 об/мин. При этом производитель внес в паспорт информацию о присутствии двух передач переключения скорости вращения. Регулировка бесступенчатая. Электрическая схема предусматривает установку главного электродвигателя, который имеет внушительную мощность 55 кВт. Эта информация определяет то, что токарно-карусельный металлообрабатывающий станок 1512 оказывает существенную нагрузку на сеть электропитания помещения. Траверса может перемещаться в вертикальном направлении на расстояние 660 мм
Максимальный показатель высоты расположения режущего инструмента над столом 1 000 мм. Ограничение по массе заготовки составляет 5 000 кг. Установленная планшайба может вращаться с частотой от 1 до 250 об/мин. При этом производитель внес в паспорт информацию о присутствии двух передач переключения скорости вращения. Регулировка бесступенчатая. Электрическая схема предусматривает установку главного электродвигателя, который имеет внушительную мощность 55 кВт. Эта информация определяет то, что токарно-карусельный металлообрабатывающий станок 1512 оказывает существенную нагрузку на сеть электропитания помещения. Траверса может перемещаться в вертикальном направлении на расстояние 660 мм
Ограничивает перемещение механические стопоры. Схема станка также определяет присутствие суппорта, который может перемещаться по горизонтали на 775 мм, по вертикали на 700 мм
При выборе режима резания следует уделить внимание тому, что максимально допустимое усилие на момент обработки составляет 35 кН. Присутствует механизм поворота ползуна на угол не более 45 градусов. У установленной револьверной головки есть 5 позиций
Она посажена на втулку цилиндрической формы
У установленной револьверной головки есть 5 позиций. Она посажена на втулку цилиндрической формы
Мастер проводит смену режущего инструмента путем нажатия соответствующей клавиши на пульте управления. Вращение передается от электрического двигателя через шестерни. Основной суппорт может перемещаться по вертикали на 1 000 мм, по горизонтали на 630 мм, показатель наибольшего усилия при резании составляет 25 кН. Установить положение этого элемента можно со скоростью 2 000 мм/мин. В паспорт также занесена информация о том, что у данного суппорта есть 18 подач.
Выбирая данную модель стоит учесть, что ее вес составляет 14 800 кг. Этот момент определяет предъявление особых требований к основанию, на котором будет проводиться установка оборудования. Электросхема оборудования определяет его подключения к трехфазной сети с напряжением 380В.
Вертикальный суппортный узел
На нем установлена 5-позиционная револьверная головка для инструмента, обладающая двумя взаимно-перпендикулярными движениями: вертикальным и горизонтальным. Первое обеспечивают направляющие самого суппорта, а второе — направляющие поперечины (траверсы), имеющей, в свою очередь, установочное вертикальное движение вдоль стойки. Приводом перемещений служит коробка подач (КП), смонтированная на траверсе.
Вертикальное передвижение поперечины обеспечивается самостоятельным приводом со своим электродвигателем. Смена позиций головки производится с помощью червячного механизма от отдельного электропривода. Суппорт можно наклонять в обе стороны на угол до 45°. Это позволяет обрабатывать конические элементы.
Отечественные модели серий 1512, 1516 и 1525
Завод станкостроения имени Г. М. Седина – вот какое учреждение считалось главным среди производителей во времена СССР. В 1953 появился первый карусельный агрегат. Проектировка в данном направлении проводилась специалистами предприятия.
После того момента токарно-каркусельные станки стали главной специализацией завода. Станки этого предприятиях до сих пор активно применяются во многих сферах промышленности. Серии 1512 и 1516 получили максимально широкое распространение. Это устройства универсального назначения, с одной стойкой. Назначение – мелкосерийная обработка деталей из цветных и чёрных металлов.
Функционала станка хватает, чтобы выполнить токарную работу любой разновидности.

У некоторых вариантов устройств были планшайбы самоцентрирующейся конструкции. Благодаря чему технические возможности агрегатов начинали расширяться.
Станок 1525 – двухстоечная разновидность оборудования, которая была выпущена тем же заводом имени Седина. Отличительные особенности – реверсивные движения у планшайбы. Имеется так же два верхних поворотных суппорта. С помощью двух муфт владелец без труда выберет интервалы частот у вращения в том или ином случае. Скорость, на которой работает двигатель, корректируется преобразователем-транзистором. Для этого используется бесступенчатая схема.
Указанные выше разновидности станков при необходимости дополняются ЧПУ. Тогда устройства работают на основе программного комплекса.

Какими ещё особенностями обладает оборудование?
Следующие технические показатели агрегатов должны стать главными для покупателей.
- Сечение шайбы.
- Скорость, с которой двигается поперечина, установленная для станков с двумя стойками.
- Максимум дистанции передвижения суппортов, горизонтального и вертикального.
- Сечение с высотой детали для обработки.
- Количество оборотов у планшайбы.
- Величина угла для наклона планшайбы.
- Количество скоростей.
- Общая мощность.
Когда детали обрабатываются карусельными механизмами, характерно сохранение больших скоростей. Серьёзные консольные нагрузки не вредят шпинделю, использование планшайбы предотвращает повреждения. Эта часть размещается на конструкции особенным образом для достижения лучшего результата.








Передвижение суппортов – это то же самое, что движение подачи. Основным движением считается вращение изделия, которое закрепляется в планшайбе. Но используются и так называемые дополнительные движения. Благодаря такому механизму обрабатываемая заготовка максимально сближается с инструментом, проводящему основную работу. Обычно используется движение траверсы станка.
К прочтению: Как создать самодельный ЧПУ станок из принтера?
16,5-25 метров – стандартный диаметр деталей, которые обрабатываются двухстоечными типами агрегатов. Если конфигурация сложная, то больше всего подходят агрегаты, снабжённые ЧПУ. Даже непростая расточка, обточка поверхностей выполняются без проблем. На процесс не должно влиять наличие прямо-, криволинейных образующих.
Суппорту сбоку не ставятся на оборудование с ЧПУ. Комплекс ПО управляет приводом основного движенияс, практически вся работа осуществляется на автомате. Следующие возможности получают владельцы числового программного обеспечения:
- Инструменты на верхнем суппорте легко контролируются при передвижении.
- Резцы допускают использование нулевого положения.
- Корректируется величина подач, положение рабочих инструментов.
- Револьверная головка поворачивается к нужному положению, дополнительная фиксация.
- Возможность самостоятельно выбрать величину вращения планшайбы.

Проводимые работы
Область использования модели 1512 очень обширна. В основном, ставится она в случае среднесерийного и штучного производства самых разных деталей. Связывают это с тем, что в случае точения заготовок внушительных размеров проходит снятие большого слоя материала. Даже при использовании инструмента для резки из устойчивого к износу материал в один проход может сниматься слой с требованием, что максимальное усилие не должно быть больше критерия 35 кН.
Главные операции, которые можно провести на данном оборудовании:
- Обработка конусообразных и цилиндрических поверхностей.
- Совершение операций по растачиванию.
- Проход режущим инструментом по ровной поверхности, которая собой представляет торец.
- Выполнение работы для создания отверстий, их растачиванию.
Производилась модель с 1935 года Краснодарским заводом Седина. После продолжительно эксплуатации данной модели возникло довольно очень много самых разных модификаций, которые также популярность завоевали.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
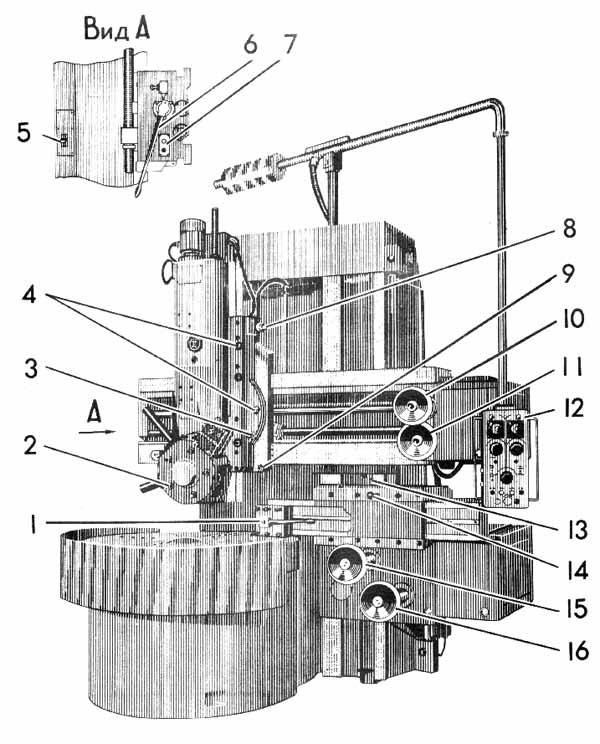
Описание устройства основных узлов
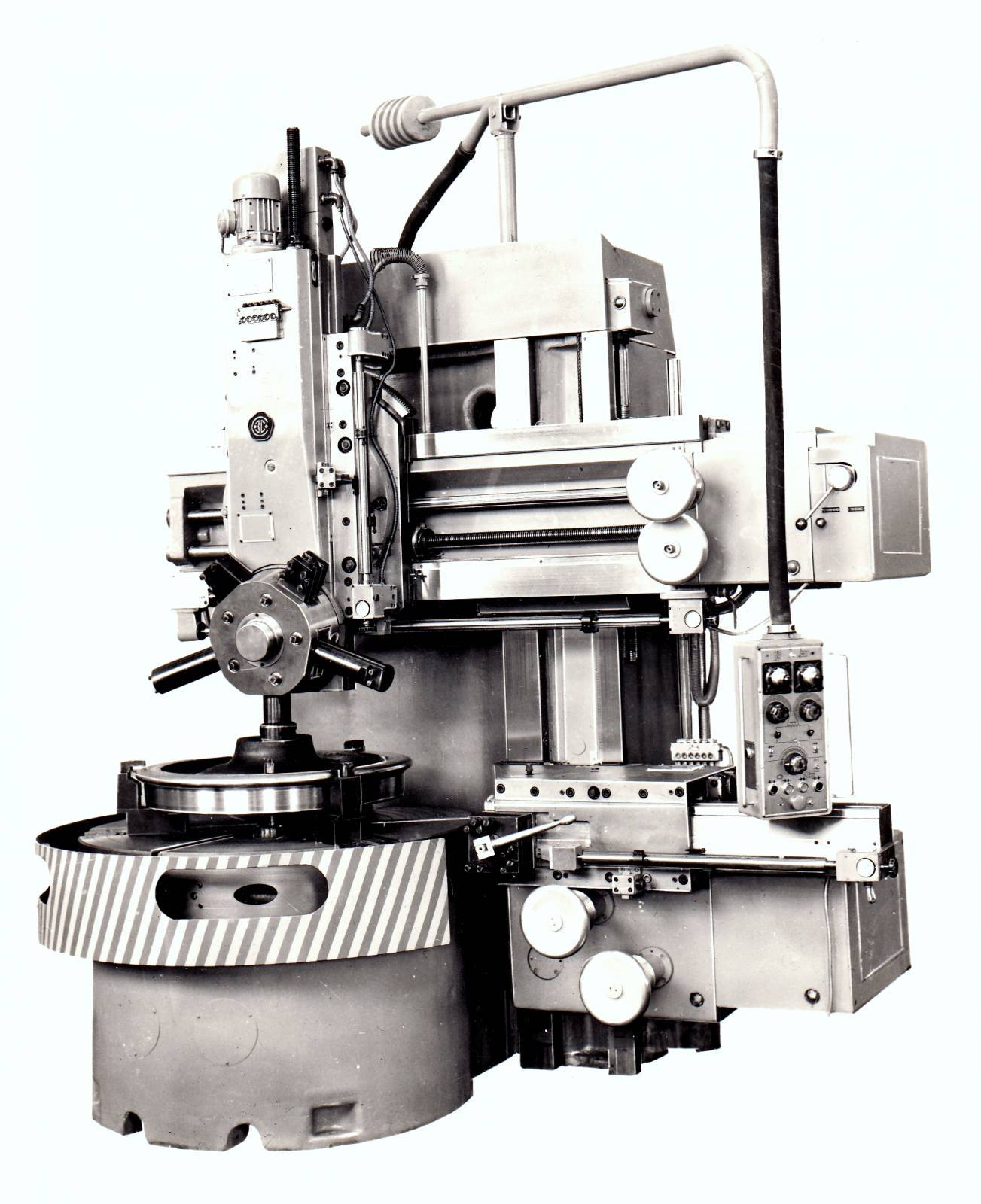
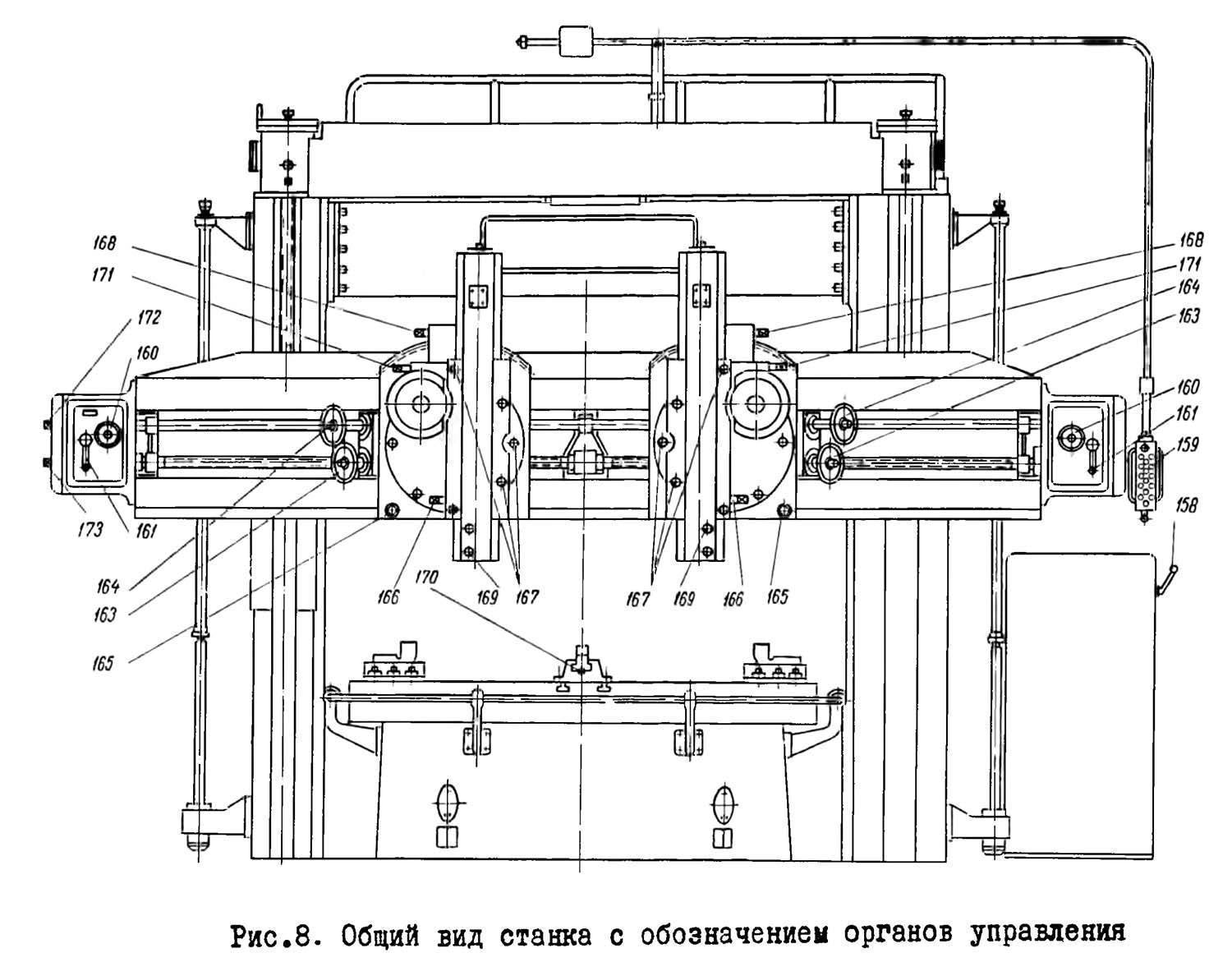
Фото 1. Общий вид станка.
Основой конструкции служит отлитая из чугуна вертикальная пустотелая стойка. К ней крепятся все остальные узлы.
Рабочий стол

Рис. 1. Приводная платформа.
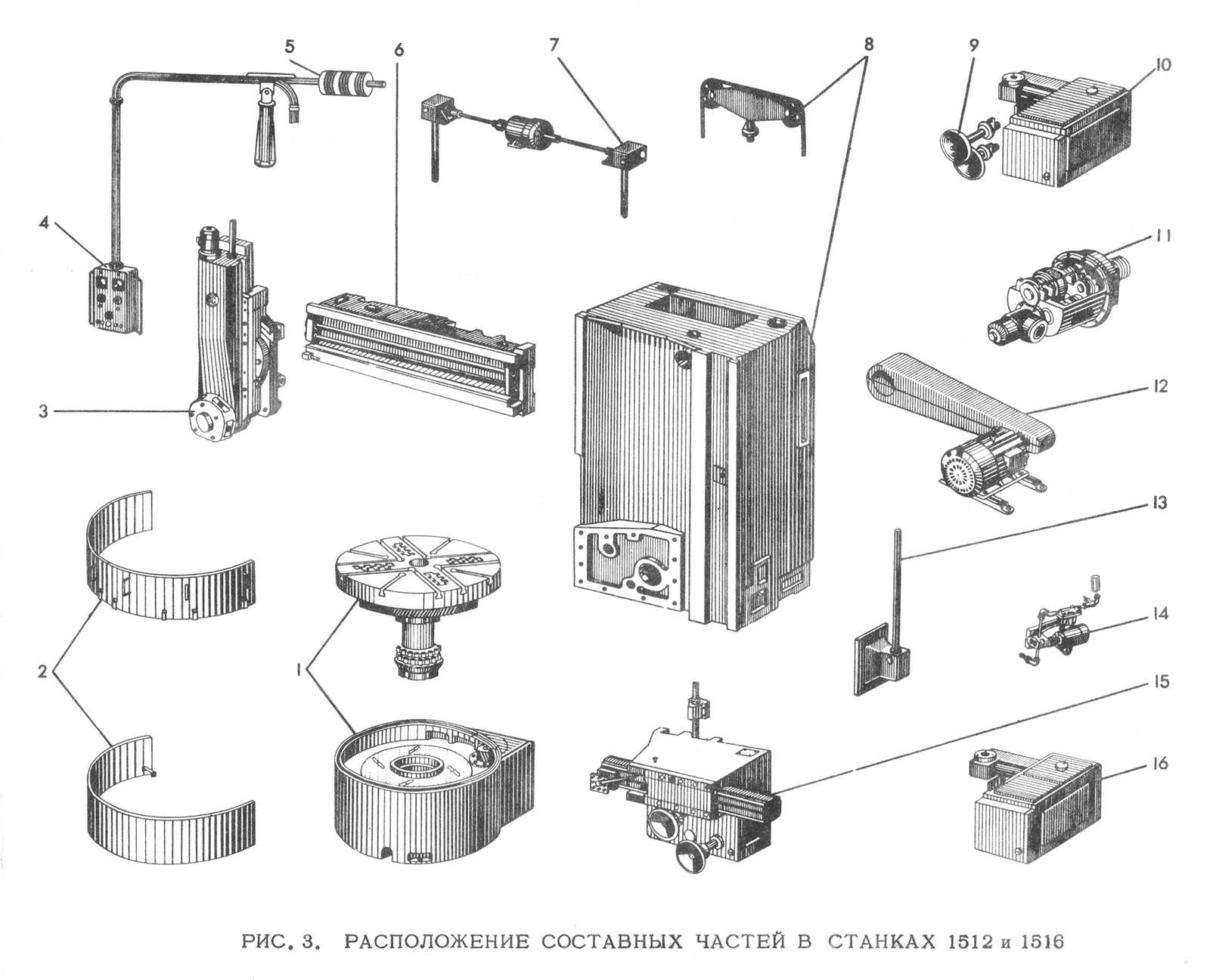
Узел (рис. 1) состоит из планшайбы, установленной в сборе со шпинделем на двух подшипниковых опорах в чугунном корпусе, и приводного устройства. Цилиндрические роликовые подшипники предназначены для центрирования платформы и восприятия радиальных усилий резания. Радиальный зазор в опорах выбирают, подтягивая регулировочными гайками внутренние кольца с конической поверхностью. Осевую нагрузку от веса заготовки и сил резания воспринимает кольцевая направляющая скольжения, снабженная централизованной смазкой. Вращение планшайбе сообщается с помощью цилиндрической косозубой передачи от ведущего вала, связанного с приводом главного движения.
Коробка скоростей

Фото 2. Внешний вид.
Этот узел, прозванный карусельщиками «поросенком» (фото 2), служит для передачи крутящего момента от приводного электродвигателя к шпинделю рабочего стола, а также для установки необходимой окружной скорости последнего. Механизм состоит из 6 валов, передающих поток мощности посредством зубчатых передач. Все они находятся в постоянном зацеплении, но при этом жесткое замыкание отсутствует (шестерни сидят на валах свободно). Включение той или иной частоты вращения осуществляется коммутацией электромагнитных муфт (всего в коробке их — 10) дистанционным способом.
Значительные инерционные массы (планшайба плюс заготовка) приводят в момент включения двигателя к повышенному пусковому току. Для его снижения применяется ступенчатый разгон платформы. В зависимости от заданных оборотов, включение автоматически осуществляется за 2, 3 или 4 этапа. Поскольку муфты можно переключать на ходу, это позволяет поддерживать постоянство окружной скорости при точении протяженных торцевых поверхностей.
Внимание: в инструкции ограничивается угловая скорость платформы в соответствии с массой обрабатываемой заготовки. Например, при массе последней 3,2 т допускаемое число оборотов планшайбы — не более 80
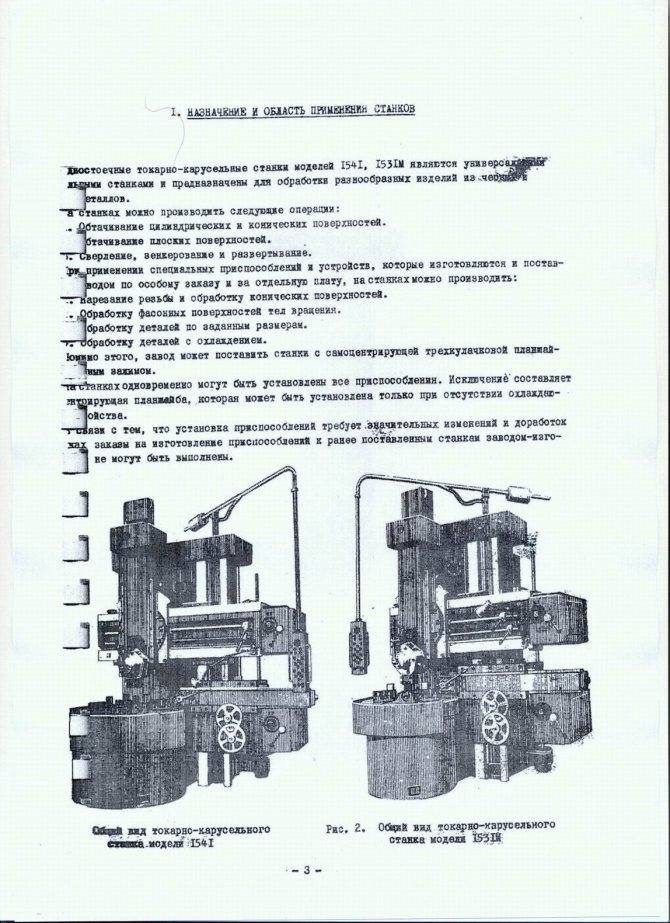
Станок токарно-карусельный одностоечный 1516. Назначение и область применения
Одностоечный токарно-карусельный станок модели 1516 является универсальным станком и предназначен для обработки разнообразных изделий из чёрных и цветных металлов в условиях мелкосерийного и серийного производства.
Модель 1516 является распространенной среди токарно-карусельных станков на территории бывшего СССР. Станок позволяет производить токарную обработку деталей диаметром до 1600 мм, высотой до 1 метра и массой до 6300 кг. Станок экспортировался во многие страны мира.
Конструкция станка 1516 унифицирована с конструкцией станка модели 1512 и отличается только размерами план-шайбы и мощностью электродвигателя.
На станке можно производить цилиндрическое и коническое обтачивание и растачивание, протачивание плоскостей, сверление, зенкерование и развертывание отверстий, а также получистовое и чистовое обтачивание плоских торцовых поверхностей.
Принцип работы и особенности конструкции станка
Станок имеет два суппорта:
- вертикальный с пятипозиционной револьверной головкой с автоматическим поворотом и фиксацией на каждой позиции
- горизонтальный (боковой) с четырехпозиционным резцедержателем
Технологические возможности станка значительно расширяются с помощью поставляемых по особому заказу самоцентрирующей планшайбы, приспособлений (для резьбонарезания, обработки конических поверхностей, обтачивания фасонных поверхностей тел вращения по копиру, обработки деталей по упорам) и устройства для обработки с охлаждением.
На станках можно производить следующие операции:
- обтачивание цилиндрических и конических поверхностей;
- растачивание цилиндрических и конических поверхностей;
- обтачивание плоских торцовых поверхностей вертикальным и боковым суппортами.
Кроме того, вертикальным суппортом можно производить обтачивание плоских торцовых поверхностей с поддержанием ступенчато-постоянной скорости резания на чистовых и получистовых режимах; сверление, зенкерование и развертывание; прорезание канавок и отрезку.
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу за отдельную плату, на станках можно производить:
- обработку деталей по заданным размерам (по упорам);
- нарезание резьб, обтачивание и растачивание конических поверхностей;
- обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройство);
- обработку деталей с охлаждением.
В обычном исполнении станки поставляются с вертикальным револьверным суппортом, имеющим механический поворот и зажим револьверной головки, и боковым суппортом.
Помимо этого, по особому заказу за отдельную плату может быть поставлен станок с самоцентрирующей планшайбой с ручным зажимом изделия.
На станке одновременно могут быть смонтированы все приспособления, за исключением охлаждения, которое не может быть установлено одновременно с самоцентрирующей планшайбой.
В связи с тем, что установка приспособлений требует значительных изменений и доработок в станке, заказы на изготовление приспособлений к ранее поставленным станкам не могут быть выполнены. Приспособления поставляются только вместе со станком.




Значительная мощность электродвигателя главного привода, высокая жесткость базовых деталей и достаточная прочность всех элементов кинематической цепи в сочетании с широкими диапазонами регулирования чисел оборотов планшайбы и величин подач позволяют вести на станках высокопроизводительную работу на скоростных режимах резания.
Основные технические характеристики токарно-винторезного станка 1516
Разработчик — Краснодарский станкостроительный завод имени Седина. Изготовитель — Краснодарский станкостроительный завод имени Седина.
Основные параметры станка — в соответствии с ГОСТ 44-93. Станки токарно-карусельные. Основные параметры и размеры. Нормы точности и жесткости.
- Класс точности станков Н по ГОСТ 8—77.
- Наибольший диаметр обрабатываемой заготовки — Ø 1600 мм
- Наибольшая высота обрабатываемой заготовки — Ø 1000 мм
- Диаметр план-шайбы — Ø 1400 мм
- Наибольший вес обрабатываемой заготовки — 6300 мм
- Частота вращения план-шайбы — 4..200 об/мин, 18 ступеней
- Мощность электродвигателя — 30 кВт
- Вес станка полный — 20 т
Модификации станка токарно-карусельный одностоечный 1516
1516.000, 1516-1, 1516-2, 1516.300, 1516.400 — станок токарно-карусельный универсальный одностоечный1516Ф1, 1516ПФ1, 1516Ф1.041, 1516Ф1.300, 1516Ф1.323, 1516Ф1.400, 1516Ф1.423 — станок токарно-карусельный с УЦИ — устройством цифровой индикации
1516Ф2, 1516Ф3, 1516Ф3.271, 1516Ф3.471, 1516МФ4 — станок токарно-карусельный с УЧПУ — устройством числового программного управления





