Эксплуатационные сферы и особенности обслуживания
Наибольшее распространение трубогибочные станки получили в двух отраслях:
Кроме этого, стоит отметить, что станки для гибки используются менее интенсивно и в других областях:
- автомобилестроение;
- нефтехимическая отрасль.
А также такие станки являются незаменимыми при выполнении пневматических и гидравлических трубопроводных конструкций. Эксплуатационная сфера этого оборудования очень широка, поэтому оно пользуется большой популярностью и востребовано всюду. Рассмотрим, для чего ещё используются изогнутые на трубогибочном оборудовании трубы:
- спортивный инвентарь;
- различные дизайнерские решения внутри жилых помещений;
- при монтаже оград, перил, лестниц и т. д.;
- при производстве стульев и других элементов мебели.

Необходимость в сгибании труб может появиться при изготовлении конструкций самых разных типов и назначения
Важно! Перед тем как начать изгибать трубы на трубогибочном станке, нужно прочитать инструкцию по его использованию, а также изучить все необходимые противопоказания, правила безопасности и т. д
Оператор трубогибочного станка должен быть обученным всем нюансам гибки и, кроме этого, выполнять профилактическую очистку аппарата (1 раз в месяц), осмотр основных рабочих частей устройства и профилактику. К профилактике трубогибочной машины можно отнести:
- смазка рабочих элементов
- регулировка рабочих элементов;
При профилактике гидравлической модели не стоит забывать про замену масла в насосе. Масло для насоса должно быть высококачественным. При выходе из строя какого-либо функционального элемента гибочного оборудования необходимо провести его замену. Новые запчасти рекомендуется покупать только у проверенных поставщиков.
Разновидности трубогибов
Основной показатель классификации станков — это конструктивное исполнение. В зависимости от особенностей конструкции выделяются такие разновидности машин:
Ручные. Работают на небольших предприятиях и предполагают использование мускульной силы во время работы. Обычно эти компактные станки переносные, а применяются они в сфере строительства. Благодаря мобильности оборудование используется непосредственно на стройплощадках.
- Гидравлические. Устройства с гидравлическим приводом. По конструкции это оборудование похоже на ручной станок, но может быть и переносным, и стационарным. Главным образом эти станки отличаются от ручных наличием гидравлического усилителя, позволяющего обрабатывать изделия с сечением до 20 мм без серьезных физических усилий.
- Электрические. Имеют большие размеры и работают, потребляя электроэнергию. При гибке обеспечивают высокую точность угла. Еще электрический промышленный трубогиб может гнуть изделия с большим сечением и тонкими стенками.
Электрические трубогибочные агрегаты подразделяются на три главных вида, в зависимости от степени автоматизации:
- ручные;
- полуавтоматические;
- автоматические с ЧПУ.
Станки с компьютеризированным управлением наиболее функциональные. Благодаря ЧПУ можно программировать параметры угла и радиуса гнутья. Эти устройства способны работать в полностью автоматическом режиме, где процессы контролирует компьютерная программа (в частности, поставку детали и регулировку дорна).
Трубогибочные станки для обыкновенных и профильных труб разные. Ручные машины довольно недорогие, но гораздо менее производительны, чем электрические модели.
Способы гибки
Гибка труб на трубогибочной машине может отличаться в зависимости от способа. Рассмотрим 4 варианта гибки труб на трубогибочном оборудовании:
- метод обкатки;
- метод волочения;
- метод вальцовки;
- метод наматывания.

Способ обработки трубы во многом зависит от ее диаметра и толщины стенок
Последний способ используется для труб с небольшими показателями сечения (до 150 мм). Сам изгиб выполняется довольно просто: деталь наматывается вокруг ролика, таким образом, посредством воздействия на её торцы получается нужная деталь. Раньше такой способ отличался тем, что имел несколько недостатков. Основным недостатком такого способа являлась деформация трубы в месте изгиба (утончение одной стенки и образование гофрированной поверхности на другой).
Сегодня этот недостаток можно избежать, если проводить гибку на трубогибочном станке, оснащённым специальным конструктивным элементом — дорном. Дорн — это металлический прут, который перед гибкой размещается внутри трубы (он исключает деформацию её стенок).
Обратите внимание! Дорновые трубогибочные станки продаются вместе с комплектом дорнов, которые имеют разные показатели сечения под определённые трубы. Несмотря на то, что дорновое оборудование является надёжным и исключает деформацию стенок изделий, бездорновые модели так же являются популярными
Из-за ограниченности использования их применяют для гибки труб с большими показателями сечения и тонкими стенками
Несмотря на то, что дорновое оборудование является надёжным и исключает деформацию стенок изделий, бездорновые модели так же являются популярными. Из-за ограниченности использования их применяют для гибки труб с большими показателями сечения и тонкими стенками.
Дефекты гибки и как их избежать
Для облегчения гибочного процесса профильной трубы, и, чтобы избежать образования дефектов, мы решили поделиться с вами моментами, которые их вызывают.
Нередко в бытовых самодельных трубогибах присутствует тянучка и волна, в самом узком месте — в месте уменьшения площади
Это в свою очередь может привести к образованию микротрещин, хотя для сооружения парников и беседок это не важно
Ещё один дефект, который возникает при гибки квадратной профтрубы — в процессе происходит её закручивание по оси. Исправить такую трубу для использования в качестве арки теплицы будет невозможно. Причиной «пропеллера» является несимметричное распределение нагрузки при проведении загибочных работ.
«Хвостик» не только надёжно фиксирует профильную трубу, но также поглощает отдачу технологического напряжения.
Применение трубогиба и меры предосторожности
(1) Ссылка на руководство по эксплуатации электронасоса.
(2) Рабочий цилиндр сначала ввинчивается во внутреннюю резьбу квадратного блока, так что задний конец цилиндра устанавливается на опорное колесо.
(3) В соответствии с диаметром трубы для выбора штамповочной головки, установленной в плунжере, два ролика, соответствующие пазу по направлению к штамповочной головке, затем вставьте соответствующий размер отверстия в цветочной доске, а затем закройте верхнюю часть доску для цветов, вставьте трубу в канавку, а затем потяните активную часть быстрого соединения на конце трубки высокого давления назад и установите на разъем рабочего цилиндра, затяните винты выпуска масла на электрическом масляном насосе, чтобы согнуть трубка. Когда изгиб трубы закончен, ослабьте винт выпуска масла, и плунжер автоматически вернется в исходное положение.
Примечания:
(1) ссылка на руководство по эксплуатации электронасоса.
(2) Не снимайте быстроразъемный соединитель при загрузке.
(3) Машина использует масло в качестве среды, она должна хорошо выполнять работы по очистке и техническому обслуживанию маслогибов и трубогибов, чтобы предотвратить засорение или утечку масла, которые могут повлиять на использование.
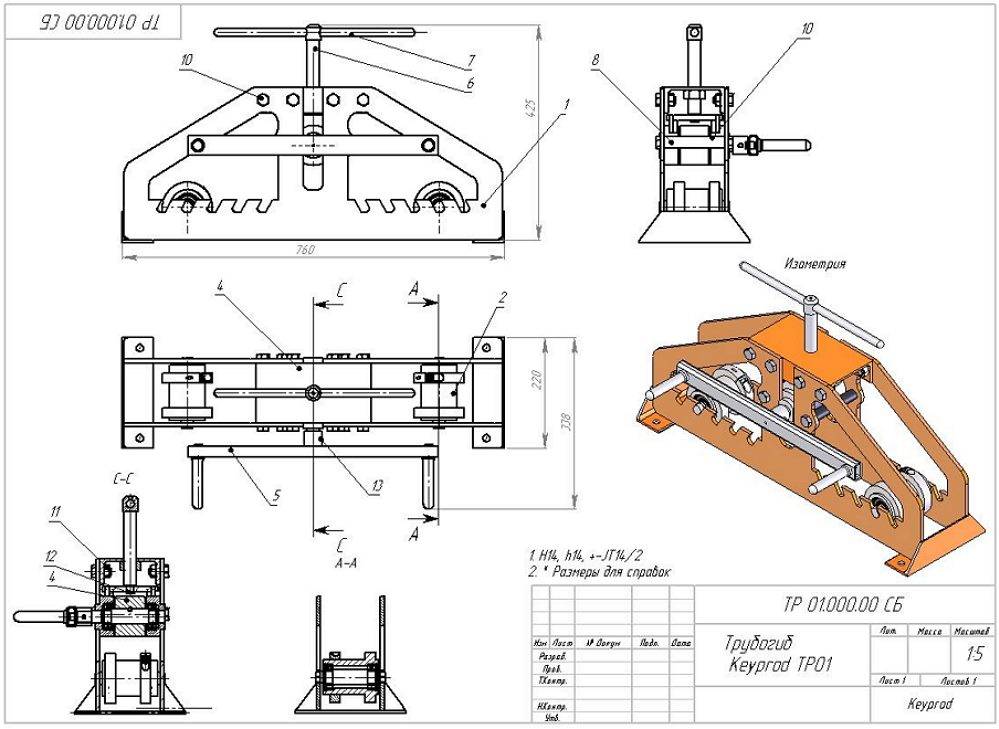
Изготовление трубогиба
Создать своими руками простое приспособление для гибки труб несложно. Единственное, понадобятся слесарные навыки и определённый инструмент:
- болгарка;
- сварочный аппарат;
- карандаш и рулетка.

Собрать примитивный трубогиб несложно, главное — купить или изготовить шаблоны нужного размера
Из материалов вам потребуются несколько металлических листов толщиной 10 и 3 миллиметра, и, кроме того, некоторое количество стальных прутков.
Изготавливайте трубогиб в такой последовательности:
подготовьте шкивы. Чтобы создать универсальное приспособление, то есть подходящее для работы с трубами разного диаметра, использовать следует 2 тройных шкива: пара для труб три четверти дюйма, пара для полудюймовых и пара для дюймовых труб.





В колёсике с каждой стороны должна быть выточка размером в половину диаметра трубы. Поскольку изгиб формируется стационарным роликом, чтобы минимизировать радиус дуги, диаметр данного элемента должен быть как можно меньше;
- далее сделайте основание, представляющее собою пластину, по углам которой для крепления к рабочему столу высверливаются отверстия. Используйте для этого металлический лист толщиной около 10 миллиметров;
- затем с помощью сварки установите в центре пластины штифт. Его диаметр должен соответствовать внутреннему сечению малого тройного шкива;
- после изготовления станины, выполняется поворотный механизм. В первую очередь из 2-х металлических пластин выварите П–образную деталь. Высота её ножек должна соответствовать диаметру большого и малого шкива. При этом необходимо контролировать возможность размещения в этом расстоянии большого подвижного шкива и половины стационарного;
- приварите к верхушке детали ручку длиной порядка 25 сантиметров. Впоследствии на неё будет надеваться труба, играющая роль рычага;
- сделав это, установите большой штифт с краю детали и зафиксируйте его шплинтами. Малый шкив насаживается на штифт основания одновременно со всей конструкцией;
- выполните упор. Для этого приварите ещё один штифт, после чего наденьте на него шкив.
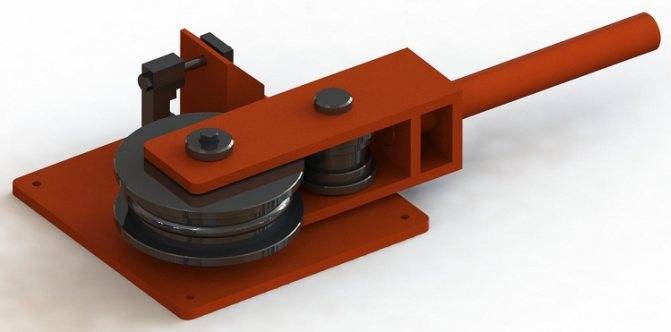
Своими руками можно изготовить и приспособление для сгибания профильных заготовок
На этом изготовление инструмента завершается. Осталось лишь закрепить ручной трубогиб и приступать к работе по изгибу труб.
Особенности трубогиба
- Трубогиб использует сенсорный экран для добавления модуля числового управления , операции диалогового типа, простой настройки программы;
- Конструкция устойчива, не деформируется;
- Для каждого файла можно установить 16 углов изгиба, в памяти можно сохранить 16 наборов файлов;
- Функция медленного позиционирования, стабильный угол изгиба, точность повторения достигает ± 0,1 °;
- Сообщение об ошибке отображается на экране, помогите оператору немедленно устранить;
- Обеспечить собственные исследования и разработки координат преобразования стоимости обработки трубы, программное обеспечение можно приобрести и установить на настольный компьютер для редактирования расчета.
Преимущества и недостатки использования трубогиба
Достоинств у трубогиба много, гораздо больше, чем недостатков.
Легкость и простота в управлении инструментом.
Его применение значительно ускоряет работу. Сам процесс изгиба занимает секунды.
Возможность изгибать отвод на разные углы.

Использование гибочного инструмента позволяет отказаться от установки фитинговых стыков, что положительно сказывается на пропускной способности канала.
Правильное пользование инструментом исключает возможность повреждения структуры пластиковых труб.
Из недостатков отмечают относительно высокую стоимость инструмента. Поэтому, если предстоит небольшой объем работы, можно обойтись ручными методами гнутья.
Ручной трубогиб – как выполнить?
Для изготовления самого простого трубогиба используют бетонную плиту, в которой полукругом на расстоянии 5 см просверливают отверстия для металлических штырей.
Их расположение должно соответствовать радиусу изгиба профильной трубы. Для укрепления штырей используют бетонный раствор.
Эксплуатация такого трубогиба происходит в несколько последовательных этапов. Перед сгибанием профиль предварительно нагревают, чтобы ускорить процесс.
После этого загнутую трубу фиксируют — укладывают между штырями и приваривают к временной перемычке. Трубогиб данной конструкции подходит для однократного выполнения гибки профиля.
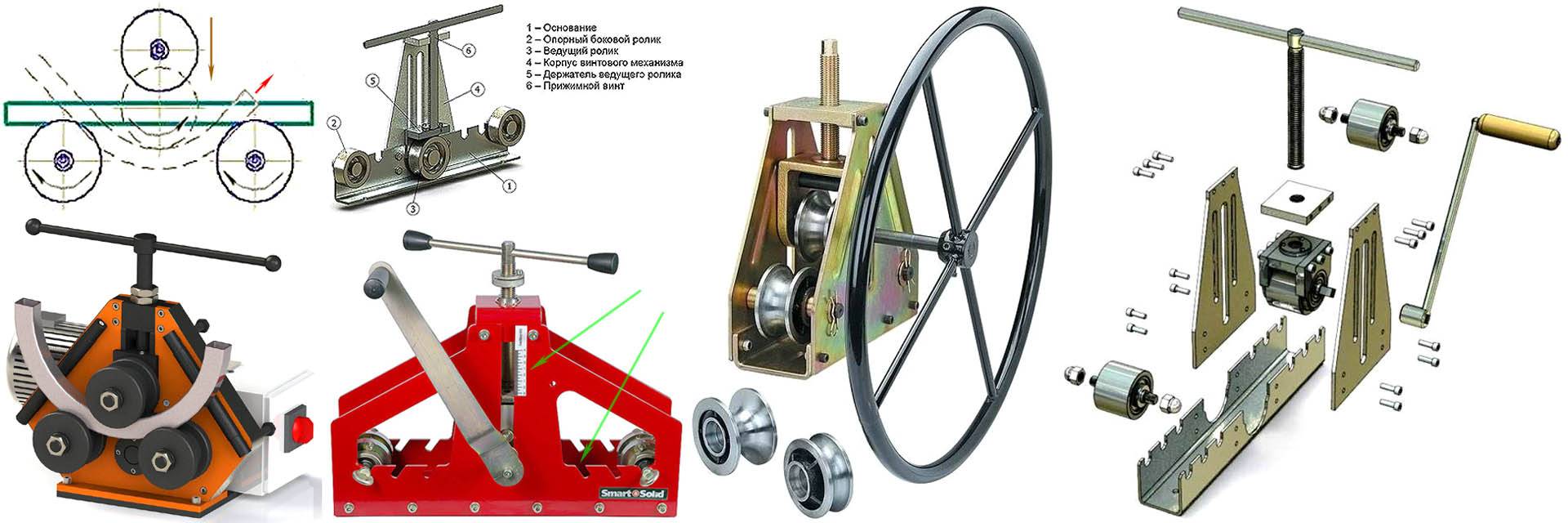
Чертеж изготовления трубогиба может быть и более сложным. Понадобятся три цилиндрических валика, диаметр которых соответствует диаметру изгибаемого профиля, цепь или ремень с осью вращения, приводной механизм и металлические прутья для основы станка.
Гибка профиля в самодельных устройствах и станках осуществляется по принципу вальцовки. Это самый надежный способ избежать нежелательной деформации труб или повреждений поверхности.
Видео:
Чтобы изогнуть трубу, ее с одной стороны зажимают между валиками и сгибают вращением ручки.
Сборка трубогиба происходит следующим образом:
- металлические прутья сваривают в каркас — основу для установки всех составляющих станка. Для придания прочности конструкции все ее элементы должны быть надежно закреплены либо сваркой, либо посредством болтов;
- монтируется ось вращения и два цилиндрических валика. Расстояние между валиками определяет радиус возможного изгиба профиля. Если предусмотреть возможность перемещения цилиндров, то угол изгиба труб можно будет изменять в зависимости от необходимости. Для этого устройство оснащают дополнительными стопперами;
- монтаж третьего валика выполняется по центру над двумя предыдущими;
- механизм приводится в действие посредством вращения валиков. Чтобы синхронизировать движение всех элементов трубогибного станка, их соединяют цепью и оснащают шестеренками. Можно использовать старую автомобильную цепь или приобрести новую;
- к верхнему валику прикрепляют ручку, с помощью которой будет осуществляться вращение вальцов.
Чертеж конструкции ручного станка-трубогиба можно легко найти в Сети или выполнить своими руками.
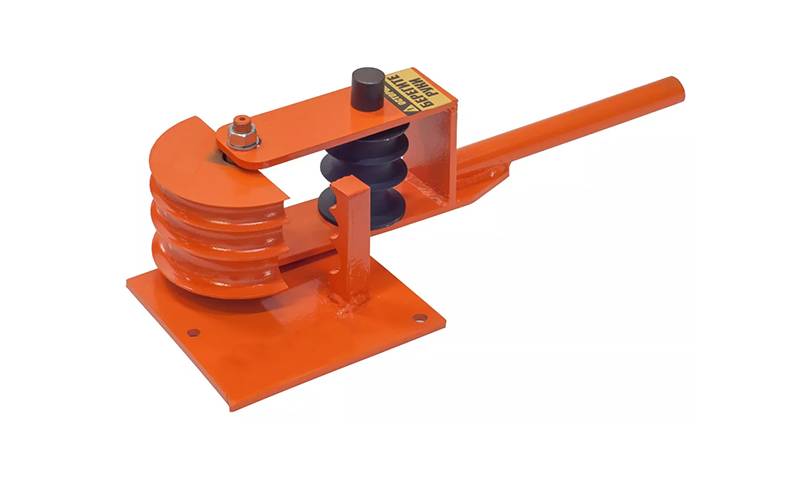
Лучшие ручные трубогибы
Это оборудование приводится в движение усилием оператора и позволяет сгибать заготовки диаметром до 32 мм.
Легкость использования зависит от длины и формы рычага. Трубогиб нуждается в закреплении на жесткой основе. Применяется при выездных монтажных работах и в мелкосерийном производстве изделий из труб.
Stalex TR-10 100308 — доступная цена и качество
Такой трубогиб лучший для небольшого предприятия или при изготовлении продукции в личной мастерской ввиду доступной цены от 4900 рублей и возможности работать с тремя диаметрами трубы не переставляя оснастку.
В конструкцию сразу заложено три варианта оправы с соответствующими вырезами на роликах, и высокий упор для зажима конца детали. На платформе предусмотрено три отверстия для крепления оборудования на верстаке.
Выполнено приспособление из инструментальной стали и окрашено порошковым напылением, что надолго защищает от коррозии.
Плюсы:
- стоимость от 4900 рублей;
- ось, на которой вращается матрица, из толстого болта;
- усиленная рамка из стали толщиной 6 мм;
- возможность работать с разными диаметрами труб без смены роликов, потому что все установлено сразу;
- подходит для диаметров заготовок на 20, 25 и 32 мм;
- выгибает до 180 градусов;
- компактные габариты 610х270х195 мм легко помещаются в багажник для транспортировки на место монтажа;
- приемлемая масса 15 кг для выездной работы.
Минусы:
- короткая ручка нуждается в удлинении, чтобы легче было выполнять гиб;
- сварочные швы низкого качества, поэтому перед длительным использованием стоит переварить их заново;
- отверстия для закрепления платформы диаметром 10 мм, а по инструкции этого же инструмента необходимо фиксировать его болтами М12, поэтому потребуется рассверлить;
- центральное отверстие на платформе близко к матричной форме и может мешать при работе с диаметром трубы 32 мм (нужно подумать куда перенести этот узел крепления).
Smart&Solid BendMax-200 — для профиля

Это лучший ручной трубогиб для работы с деталями квадратной или прямоугольной формы, потому что он собран из толстой стали, которая служит ключевым элементом при выдерживании нагрузок во время гиба.
Упорами являются два ролика в нижней части, а третий снабжен воротковой рукояткой для прокатки детали. Гиб осуществляется поэтапным нажимом винта с механическим приводом. На лицевой стороне корпуса наклеена шкала для определения угла гиба.
Плюсы:
- прочный корпус из толстой стали;
- удобная воротковая рукоятка с пластиковой обмоткой для прокатки детали;
- закаленная сталь на роликах с твердостью 42-48 HRC;
- можно использовать не закрепляя на верстаке;
- подходит для гибки профиля, литого квадрата;
- корпус разбирается путем раскручивания болтовых соединений, что открывает доступ для ремонта;
- ход винта четко контролируется двумя гайками;
- компактные габариты 230х440х460 мм;
- можно согнуть трубу диаметром от 15х15 мм до 40х40 мм;
- справится с толстым сечением стенки заготовки до 2 мм;
- подходит даже для стали Ст3.
Минусы:
- стоимость от 13400 рублей;
- привод на винте неудобен для закручивания ввиду тонкого стержня и отсутствия крупных ограничителей на торцах;
- при пережиме заготовки происходит вдавливание в насечку;
- масса 23 кг.
Это интересно: Зимний курятник своими руками
Основные элементы
Трубогиб состоит из нескольких основных деталей. Они практически не отличаются в моделях разных типов. Чаще всего выбор падает на устройства фронтального типа. Они состоят из таких элементов:






- 3 металлических вала;
- оси вращения;
- цепь привода;
- механизм, приводящий в движение остальные детали устройства;
- металлические профили, из которых выполняется рама.
Нередко станок для гибки труб оснащается полиуретановыми или деревянными роликами. При подборе материалов стоит оценить прочность изделий, которые предполагается сгибать. Если такими требованиями пренебрегать, основные компоненты устройства могут не выдержать рабочего давления.

Процесс сгибания заготовки подчиняется определенным правилам, которые стоит учитывать. В основном в трубогибах используется принцип прокатки или вальцовки. Такие методы обеспечивают наиболее безопасный и практичный способ сгибания. Риск разлома или повреждения изделия в этом случае минимален.
При использовании ручного устройства трубу вставляют между роликами, а затем поворачивают ручку. Применение такого устройства позволяет получить правильный изгиб на профильной трубе.
Использование специализированных приспособлений для сгибания труб – единственный правильный выбор. Такое решение обеспечит наилучший эффект сгибания трубы. Благодаря трубогибу, сгибаемые изделия не деформируются, а их структура не повреждается.

Существует масса достоинств подобных приспособлений. К основным из них относят:
- безопасность сгибания металлопластиковых изделий;
- невысокий риск разрушения заготовки;
- возможность работать практически с любыми трубами;
- изгибы получаются без трещин и сплющиваний;
- простота эксплуатации.
Трубогибы достаточно удобны в эксплуатации. Они обладают высокой ударопрочностью – все модели выполняются из металла. Также при использовании трубогиба можно сгибать металлопластик под различными углами. Подготовка трубы (нагрев или специальная обработка) при использовании такого устройства не потребуется. Качество монтажа сгибаемых таким образом труб заметно увеличивается. Это объясняется снижением числа сварочных и крепежных работ при установке трубопровода или бытовых сетей.

Преимущества
Раньше трубы гнули на специальном оборудовании больших размеров, работающем по принципу индукционного подогрева, подразумевавшего увеличение температуры детали в месте гиба до требуемого показателя (пока не достигнута достаточная пластичность для гнутья). Сегодняшняя промышленность выпускает более совершенное оборудование, имеющее перед старыми образцами следующие преимущества:
Компактность. Габариты современного станка позволяют не устраивать капитальный фундамент для него.
- Минимальная высота загрузки детали — не более 140 см от пола, и диаметр изделия не влияет на данный показатель.
- Снижение затрат энергии.
- Отсутствие необходимости нагрева труб.
- Отсутствие загрязнений, имевших место в старых индукционных машинах.
- Комфортная температура возле станка.
- Снижение шумов при эксплуатации.
- Большая скорость гибки, что позволяет выполнять внушительные объемы работ.
Критерии выбора станка
Для начала следует определиться, нужен ли вам трубогиб с электрическим/гидравлическим приводом или достаточно будет ручного. Ручные станки заметно дешевле и вполне подходят для решения бытовых задач. Механизированный агрегат может понадобиться только при большом фронте работ.
Из наиболее важных критериев можно выделить следующие:
- Металл, из которого изготовлен трубогиб. Самый идеальный вариант – закаленная сталь. В противном случае станок будет быстро изнашиваться, а срок его службы окажется недолгим.
- Эргономичность. Компактный портативный трубогиб куда удобнее перемещать, чем громоздкую тяжелую модель.
- Простота эксплуатации. Трубогиб предназначен для экономии усилий при сгибании труб. Поэтому нет резона приобретать модели, только затрудняющие работу.
- Комплектация. Для точности замеров трубогиб должен быть укомплектован линейкой. Кроме того, чем больше у станка насадок, тем шире диапазон его применения.
- Спецификация. Трубогиб должен быть предназначен для работы именно с тем типом труб, которые вам нужно будет гнуть, иначе он может их повредить.
Какой трубогиб лучше
Выше описаны лучшие трубогибы с разными особенностями. Остаётся только выбрать из них тот, что подойдёт конкретно для целей пользователя. Для этого достаточно ознакомиться с описанием и сопоставить его с потенциально выполняемыми задачами. Подробнее о предназначении каждой модели:
- Stayer Мастер 2350-16 – недорогая модель для непродолжительного использования в быту.
- Force 653180 – габаритная, очень мощная модель для эффективной и удобной работы с трубами среднего размера.
- TIM FB1632P – профессиональный инструмент для работы со сложными конструкциями из цветных металлов.
- Зубр Эксперт рычажный, 23521-H6 – небольшой вариант для работы в труднодоступных местах, способен сгибать толстые, прочные трубы.
- Kraftool Expert, 23504-3/8 – эффективное устройство для высокоточного сгибания любых труб.
- Ridgid 965 26-42 – профильный электрический трубогиб с регулировкой для обработки тяжелых, больших конструкций.
- Rothenberger Robend 4000 – многофункциональная модель, простая и эффективная в профессиональной работе.
Устройства, представленные в рейтинге, позволяют эффективно работать с трубными конструкциями в различных условиях. Каждое из них имеет характеристики, обеспечивающие максимальную пользу при использовании в определённых ситуациях.
Техника безопасности
При проведении производственных работ на станках по деформации круглой и профильной трубной заготовки из черного и нержавеющего металла, следует соблюдать элементарные правила техники безопасности:
- Все работы проводятся с применением средств индивидуальной защиты (рукавицы или перчатки, очки, специальная одежда).
- Работы, связанные с деформацией трубы большого диаметра, должны производиться только с напарником.
- Рабочее место должно находиться в чистоте. Не должно быть мятен масла, лишних предметов возле станка, прочего мусора и тому подобное.
- Все ручные трубогибы для круглой трубы и профильной заготовки должны очень жестко крепиться на неподвижной поверхности, чтобы избежать травматических ситуаций во время проведения производственных работ.
Каждый домашний мастер вправе самостоятельно выбирать размер, вид привода и максимальную производительность своего станка.
Преимущества использования трубогиба
Почему необходимо пользоваться трубогибом, ведь металлопластиковые материалы достаточно гибкие и не требуют большого усилия для формирования нужного угла поворота?
Трубогиб позволяет:
- сформировать поворот оптимального радиуса для данного размера трубы;
- избежать заломов, трещин, складок;
- проводить работы безопасно;
- проводить монтаж без чрезмерной физической нагрузки.
Используя трубогиб, можно легко сконструировать любую конфигурацию трубопровода, обойти препятствия без дополнительных фитингов. При этом он не потеряет в своих эксплуатационных характеристиках.
Особенности сгибания труб
Технологический процесс, при котором под воздействием нагрузок извне меняется наклон оси трубы называется гнутьем. В стенках труб при этом возникают упруго-пластические и упругие деформации. На внутренней стенке появляется сжимающее напряжение, на внешней – растягивающее с максимальным значением в центральной части.
Материал, диаметр и толщина стенок труб определяют способ их изгиба и его минимальный радиус. Значения для стальных труб приведены в таблице.
Таблица 1
| Диаметр трубы, мм | Минимальный радиус изгиба | |
| толщина стенки до 2 мм | толщина стенки выше 2 мм | |
| 5-20 | 4 диаметра трубы | 3 диаметра трубы |
| 20-35 | 5 диаметров трубы | 3 диаметра трубы |
| 35-60 | — | 4 диаметра трубы |
| 60-140 | — | 5 диаметров трубы |
Если изгиб будет выполнен с меньшим радиусом, то ухудшится его качество и изделие деформируется.
Гнутье приводит к изменению формы поперечного сечения изделия. Вместо круглой труба приобретает овальную форму. При изгибе тонкостенных труб на вогнутой стороне могут возникать складки, которые негативно влияют на работу трубопровода: уменьшается проходное сечение, ухудшаются антикоррозионные свойства, увеличивается гидравлическое сопротивление.

При сгибании труба может деформироваться, что сделает невозможным ее применение
Технология трубогибов
Трубогиб аналогичен листогибу. В случае чистого изгиба, если внешний диаметр равен D, толщина стенки равна T, когда труба изгибается под действием внешнего крутящего момента M, внешняя боковая стенка трубы нейтрального слоя находится под растягивающим напряжением σ1, и стенка трубы становится равной тоньше. Внутренняя стенка нейтрального слоя испытывает растягивающее напряжение σ1, и стенка становится толстой.
А форма поперечного сечения превращается в приблизительный эллипс из-за результирующей силы F1 и F2, когда деформация слишком велика, внешняя сторона стены будет давать трещины, внутренняя стенка трубы будет казаться морщинистой.
Степень деформации трубы зависит от относительного радиуса изгиба R / D и значения относительной толщины T / D, чем меньше значение R / D и T / D, тем больше степень деформации.
Чтобы обеспечить качество формовки трубопроводной арматуры, степень деформации должна контролироваться в допустимом диапазоне, а предел изгиба трубы зависит не только от механических свойств и методов изгиба материала, но также и от требований трубы. арматура.
Классификация устройств для гнутья
Использование трубогиба для металлопластиковых труб и тонкостенных стальных целесообразно при необходимости их изгиба под различными углами. Различают такие виды устройств:
- ручные;
- гидравлические;
- электромеханические.
Ручные трубогибы для металлопластиковых труб своими руками позволяют сгибать тонкостенные изделия диаметром до 5 см на угол до 180°.
Гидравлический станок предназначен для работы с трубами диаметром до 12 см и бывает ручной и стационарный. Такой инструмент имеет огнеупорный корпус, способный выдержать большие механические нагрузки, и гидравлический насос. Электромеханический трубогиб представляет собой многофункциональное устройство с программным управлением.
Тонкостенную стальную трубу можно легко согнуть ручным трубогибом
По способу изгиба устройства делятся на:
- пружинные;
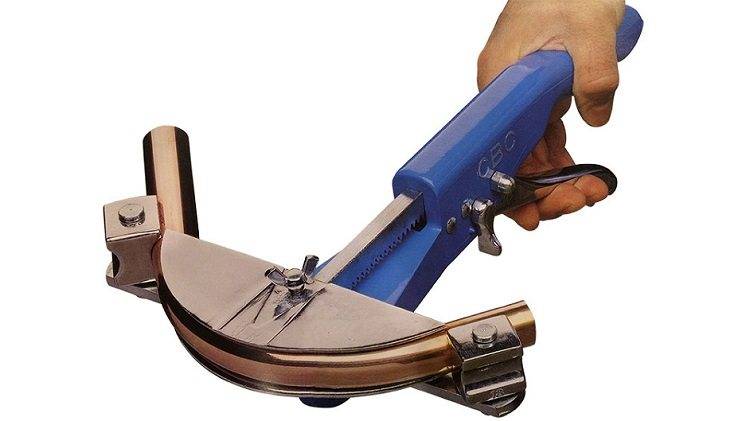
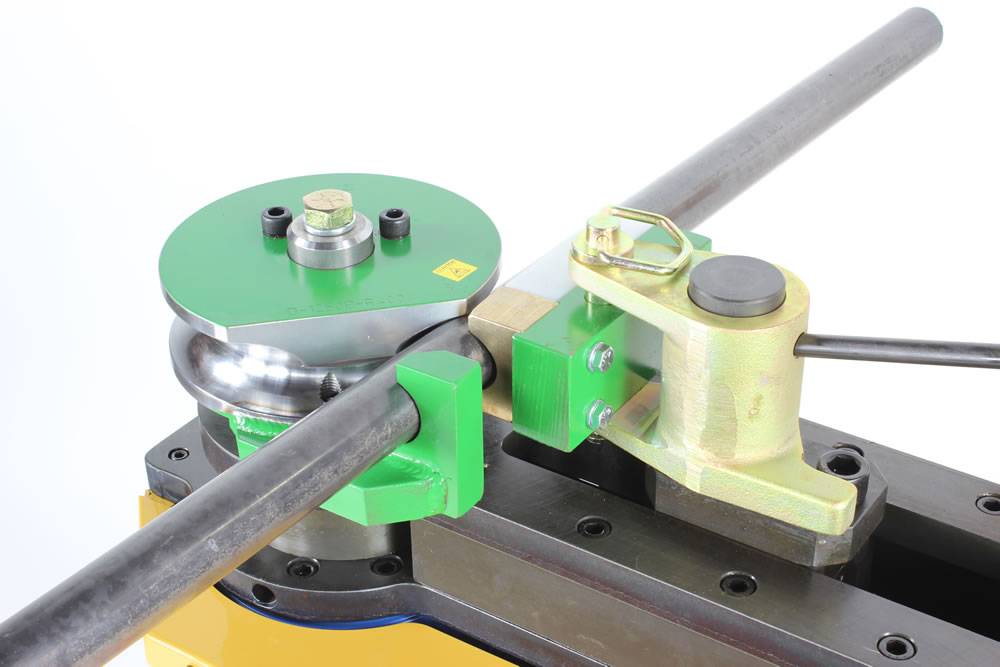
- сегментные;
- арбалетные.
С помощью пружинного трубогиба можно гнуть без деформации медные, алюминиевые и металлопластиковые трубы. Его преимуществами являются долговечность, простота конструкции, сохранение хорошей жесткости и необходимой формы независимо от числа изгибов. Сегментные трубогибы выполняют загибание вокруг себя. С помощью арбалетного устройства можно согнуть трубу определенного диаметра на угол до 90°. Оно отличается малыми габаритами и низкой ценой.





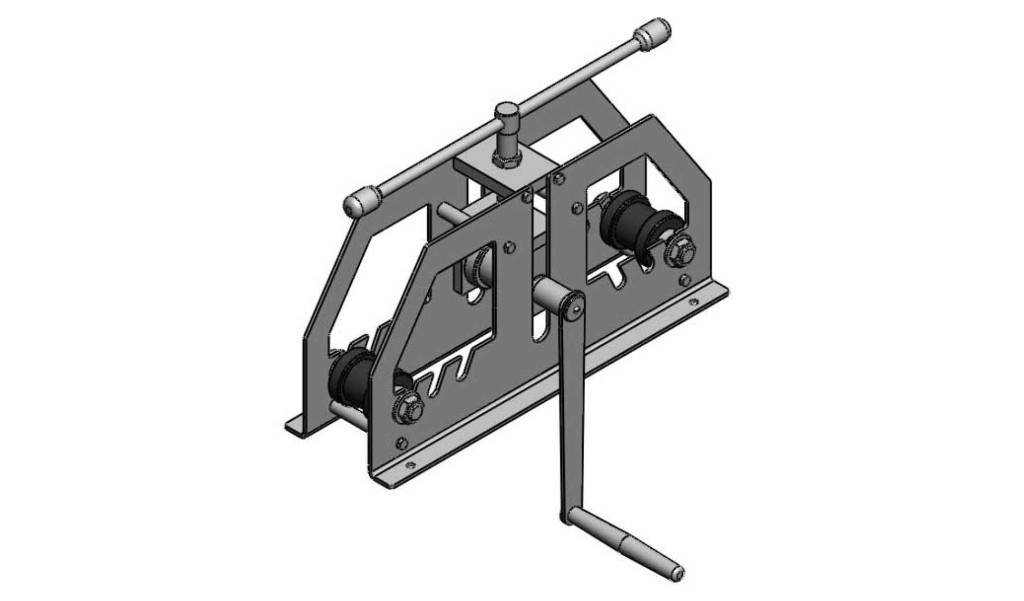
Трубогибы намоточного типа
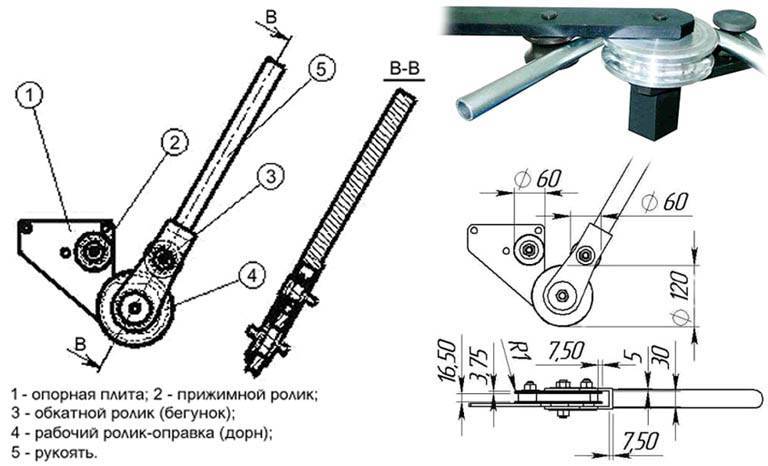
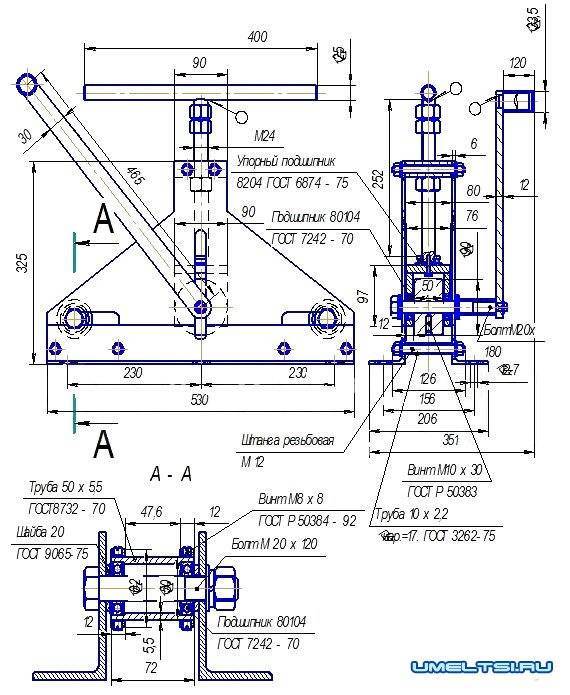
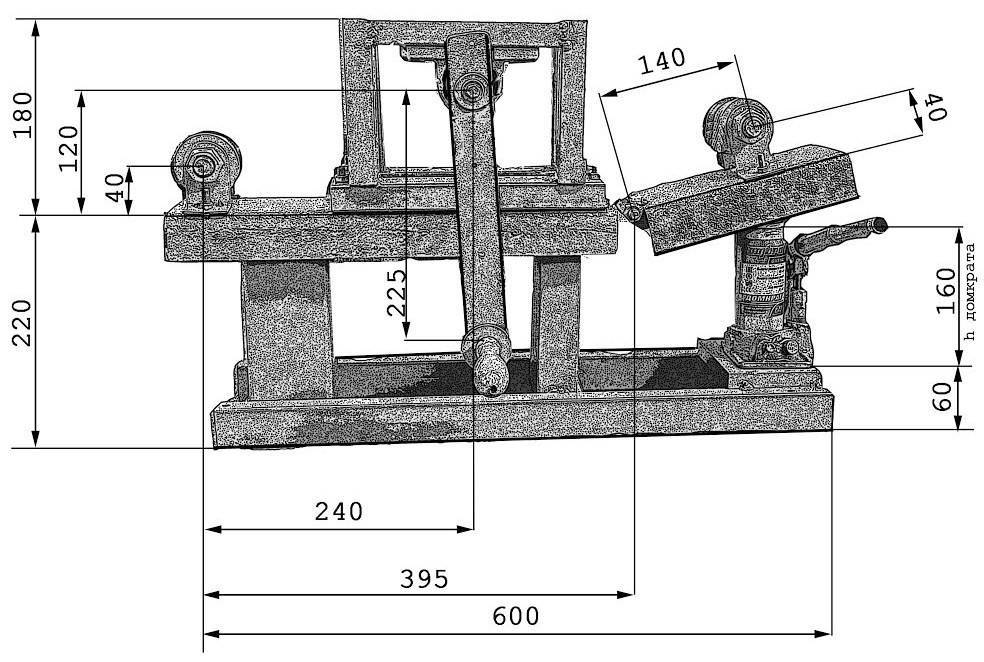
Примерами таких устройств являются гидравлические трубогибы, использующиеся для сгибания труб круглого сечения. В конструкции подобного приспособления есть мощный шкив, к которому и крепится труба в точке изгиба. Данный шкив фиксируется на надежной станине, а в ее основании располагается шток, который приводится в действие при помощи домкрата. На штоке при помощи домкрата создается значительное усилие, которое передается на рычаг, вращающий шкив и наматывающий на него трубу. Рычаг может свободно вращаться вокруг оси шкива и соединяется с ним при помощи отверстий, расположенных по его окружности.
Рабочий пример такого трубогиба можно увидеть на видео ниже:
Подобный механический трубогиб можно также изготовить своими руками с использованием домкрата реечного типа. При использовании этого устройства необходимо прикладывать больше физических усилий.
Пример работы на видео:
К примерам приспособления подобного типа относятся самодельные трубогибы, вальцы которых изготовлены из древесины. При работе с такими устройствами для сгибания труб круглого сечения необходимо прикладывать значительные физические усилия, которые уменьшаются за счет подвижного вращающегося ролика.
Пример в ролике ниже: