Как происходит разрушение металлов
Процесс разрушения металлов адекватно описывается методами специальной механики разрушения. Исходное положение теории заключается в том, что разрушение элементов конструкций связано с возникновением и развитием трещин, которые проявились:
В процессе изготовления деталей (сварка, шлифовка, закалка);
В период их эксплуатации вследствие превышения допустимых нагрузок;
Как следствие коррозионных явлений.
Механика разрушения учитывает влияние дефектных участков при анализе напряжённого состояния конструктивных элементов и при определении реальных характеристик материала во время испытаний. Такие испытания должны проводиться с образцами, в которых имеются искусственно наведенные трещины.
В результате испытаний устанавливаются количественные связи между номинальными напряжениями, формой и размерами дефекта, с одной стороны, и сопротивлением материала в условиях стабильного и нестабильного варианта развития трещины – с другой. Именно в этом заключается принципиальная основа использования методов механики разрушения при выборе материала, определения размера и установления срока службы деталей машин и элементов металлоконструкций.
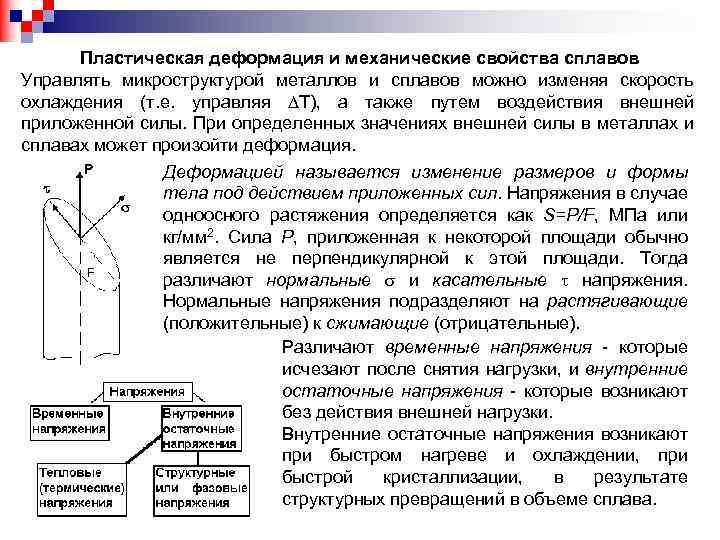
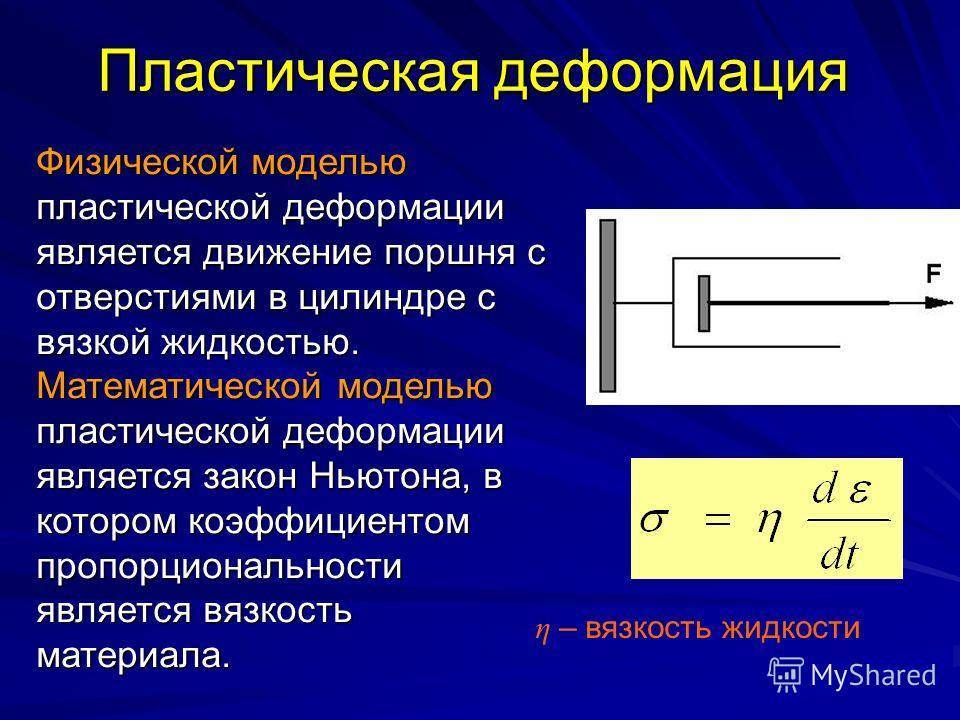
Упругая и пластическая деформация
Выше точки А, пропорциональность между давлением и деформацией нарушается. Увеличение напряжений приводит не только к упругости, но и к остаточной пластической деформации. Упругие и пластические деформации в физическом базисе принципиально отличаются друг от друга. При упругой деформации происходит обратимое смещение атома из равновесного положения в Кристалле Рис 2.1. Диаграмма растяжения
После снятия нагрузки атомы, смещенные под действием притяжения (растяжения) или отталкивания (сжатия), возвращаются в исходное равновесное положение, а кристаллы приобретают свою первоначальную форму и размер. Упругие свойства материала определяются силой межатомного взаимодействия. В основе пластической деформации лежит необратимое перемещение одной части Кристалла относительно другой.
После снятия нагрузки исчезает только упругая составляющая деформации. Пластичность, то есть способность металла подвергаться значительной пластической деформации до разрушения, является одним из важнейших свойств металла. За счет пластичности обработки металла давлением. Пластичность позволяет равномерно перераспределять локальные напряжения по всему объему металла, снижая риск разрушения. Металл характеризуется Бо. Сопротивление ножниц более низкое растяжимое / обжатие
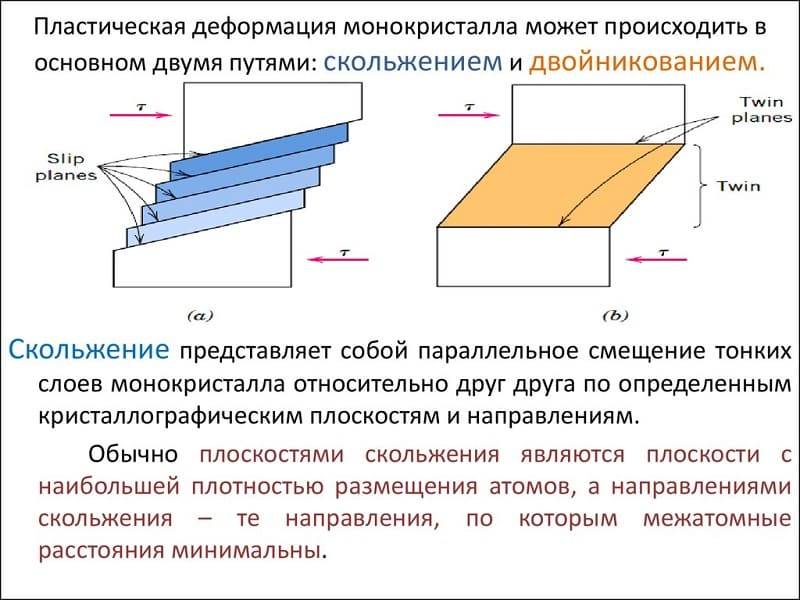
. Поэтому процесс пластической деформации обычно представляет собой процесс скольжения части Кристалла относительно поверхности кристалла или более плотной упаковки и скольжения поверхности атомов, здесь скольжение осуществляется в результате движения в кристалле дислокации. В результате скольжения кристаллическая структура подвижной части не изменяется(рис. 2.2). В Рис 2.2. Схема пластической деформации ползуном: о начальное состояние; б-упругая деформация; в-упругая и пластическая деформация; Д-пластическая (остаточная) деформация после плоскости АВ; F-сила 49I н ш
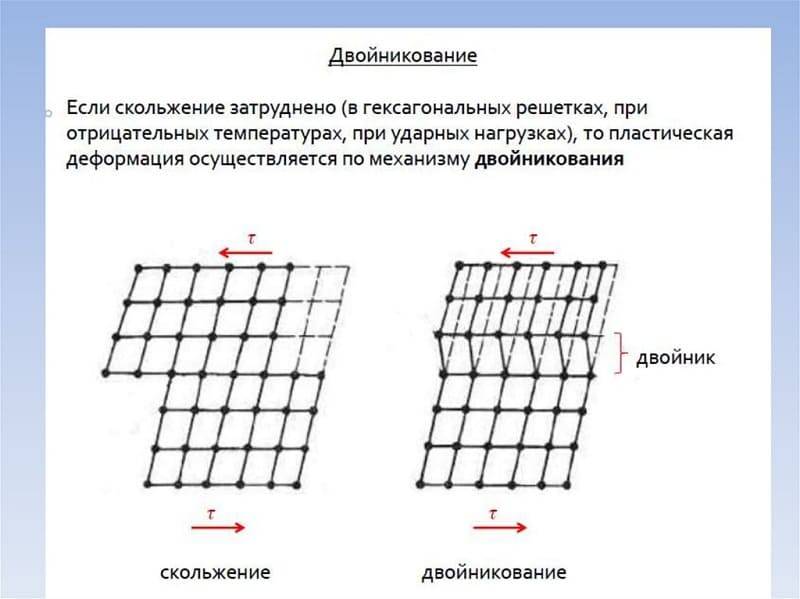
Пластическая деформация по рис. 2.3 более чем в два раза: F-сила; AB-плоскость смещения Еще одним механизмом пластической деформации является двойникование. Как и в случае со слайдами, двойникование осуществляется путем сдвига, но в этом случае часть кристалла может смещаться в положение, соответствующее зеркальному отражению неподвижной части( 2.3). Двойникование, как и скольжение, предполагает прохождение дислокаций через кристалл. Когда Близнецы деформируются, напряжение сдвига выше, чем при скольжении.
Сдвоенная деформация обычно наблюдается при низкой температуре и высокой скорости приложения нагрузки, так что для скольжения требуется высокое напряжение сдвига. Двойники более характерны для металлов с решетками GP (Ti, Mg, Zn). Согласно концепции дислокации, процесс скольжения и двойникования не сдвигает одну атомную плоскость к другой одновременно, но фактическое напряжение сдвига намного меньше теоретического, из-за того, что непрерывное перемещение дислокаций в плоскости сдвига требует гораздо меньшей силы, чем жесткость атомной плоскости. Напряжение, необходимое для пластической деформации зависит от скорости деформации и температуры.
С увеличением скорости деформации требуется высокое напряжение для достижения заданной деформации, величина требуемого напряжения уменьшается с увеличением температуры. Таким образом, пластическая деформация является термически активированным процессом. При понижении температуры предел текучести большинства металлов увеличивается. Температурная зависимость предела текучести металлов с ГЦК решетками значительно ниже, чем с другими типами решеток.
| Хрупкое и вязкое разрушение | Кристаллизация металлов |
| Факторы, определяющие характер разрушения | Свойства металлов и сплавов |
Упругая деформация
Как уже указывалось, такой вид деформации представляет собой изменение формы материала во времени, которая самопроизвольно снимается после снятия силы или внешней нагрузки. Форма материала изменяется при приложении силы в пределах предела упругости металла, иначе называемого модулем Юнга. Это физическое свойство гарантирует, что эластичные материалы возвращают свои первоначальные размеры после снятия приложенной нагрузки. Здесь деформация обратимая и непостоянная. Упругая деформация металлов обычно наблюдается при малых формоизменениях; их упругое поведение, как правило, линейно.
Упругая деформация включает временное растяжение или искривление связей между атомами кристаллической решётки. Например, при изгибе стального листа все имеющиеся в металле дислокации и связи изгибаются (либо растягиваются) только на несколько процентов, но относительного перемещения атомов при этом не наблюдается. Такая деформация может быть вызвана приложением внешних сил сдвига, которые вызывают соответствующие напряжения растяжения/сжатия.
Наличие упругой деформации материала позволяет всем связям восстанавливаться после напряжения. Но со временем эти свойства ухудшаются, а в некоторых условиях металл может стать хрупким и потерять пластичность. Примером могут служить изменения, которые происходят в олове. При резких температурных колебаниях этот металл становится менее пластичным (известны аллотропические превращения β-олова в α-олово и наоборот, которые в Средние Века именовали оловянной чумой). Часто изменения вызываются воздействиями определённых химикатов, снижающих эластические характеристики металлов.
Эластичность (пружинистость) стали повышается при увеличении процентного содержания углерода в ней. Не случайно для производства автомобильных рессор принимают специальные марки сталей, количество углерода в которых не должно быть менее 0,62…0,70 % (ГОСТ 14959-2016). Упругость таким сталям придаёт также повышенный процент марганца и кремния.
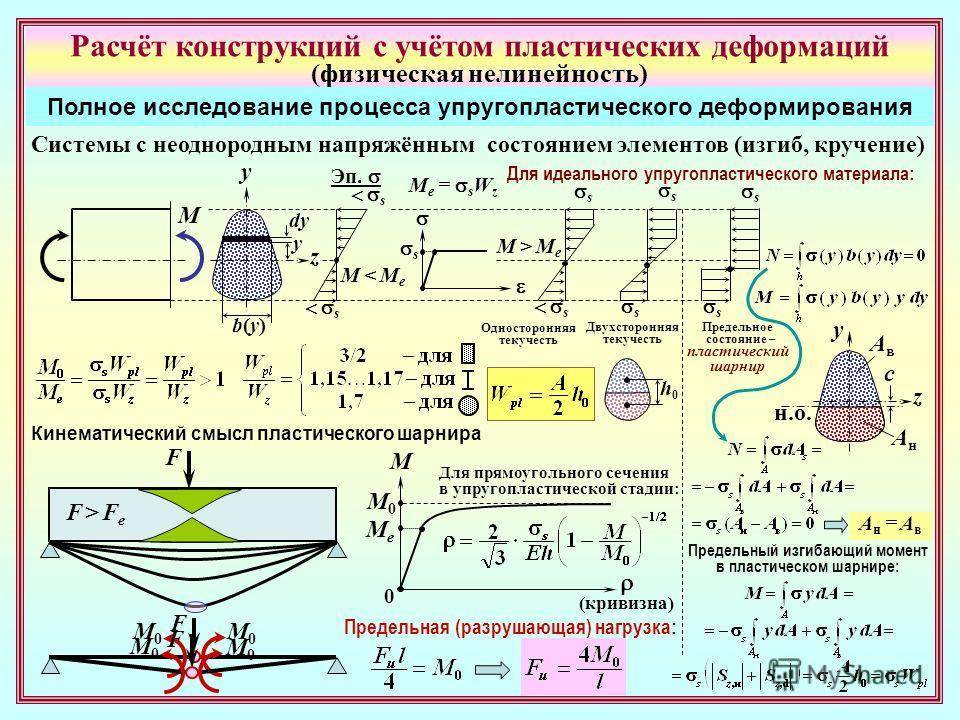
Чистый и поперечный изгиб балки
Если единственным внешним воздействием является сила, вызывающая изгибающий момент, такой изгиб называется чистым. Собственным весом изделия можно пренебречь.
При изгибе балки вводят следующие допущения:
- Во всех сечениях присутствуют только нормальные напряжения.
- Их разбивают на два слоя. Один называются растянутым, другой сжатым. Границей этих зон является линия сечения. Величина нормальных напряжений нейтрального слоя равны нулю.
- Продольный элемент детали подвержен осевому напряжению. Оно вызывает растяжение или сжатие. Соседние слои не вступают во взаимодействие друг с другом.
- При сохранении геометрической формы верхнего слоя все внутренние слои сохраняют прежнюю форму. Воздействие внешней силы остаётся перпендикулярным к поверхности детали.
Если на поверхность детали производится воздействие под углом к поверхности — такой изгиб называется поперечным. При поперечном изгибе в слоях детали (например, балки) возникают два вида напряжений. Одни называются нормальными, другие касательными. В этом случае все сечения не будут плоскими, но искривлёнными. На определённых уровнях искривления при изгибе не достаточно большие. Это позволяет при расчёте применять все формулы, справедливые для чистого изгиба.
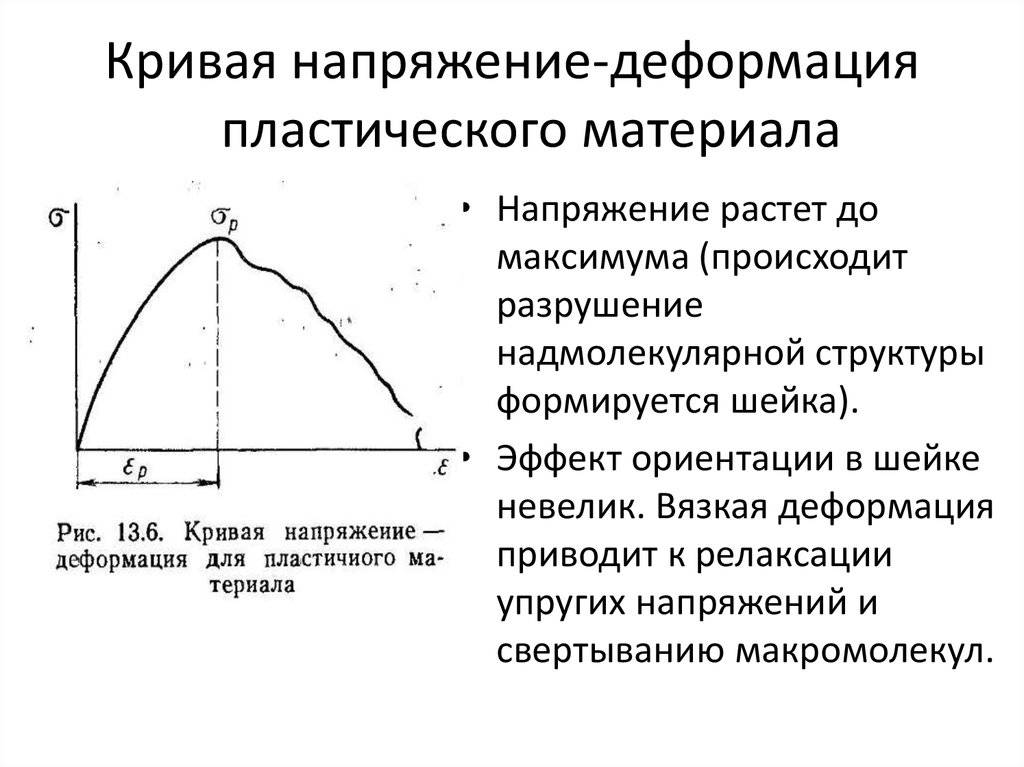
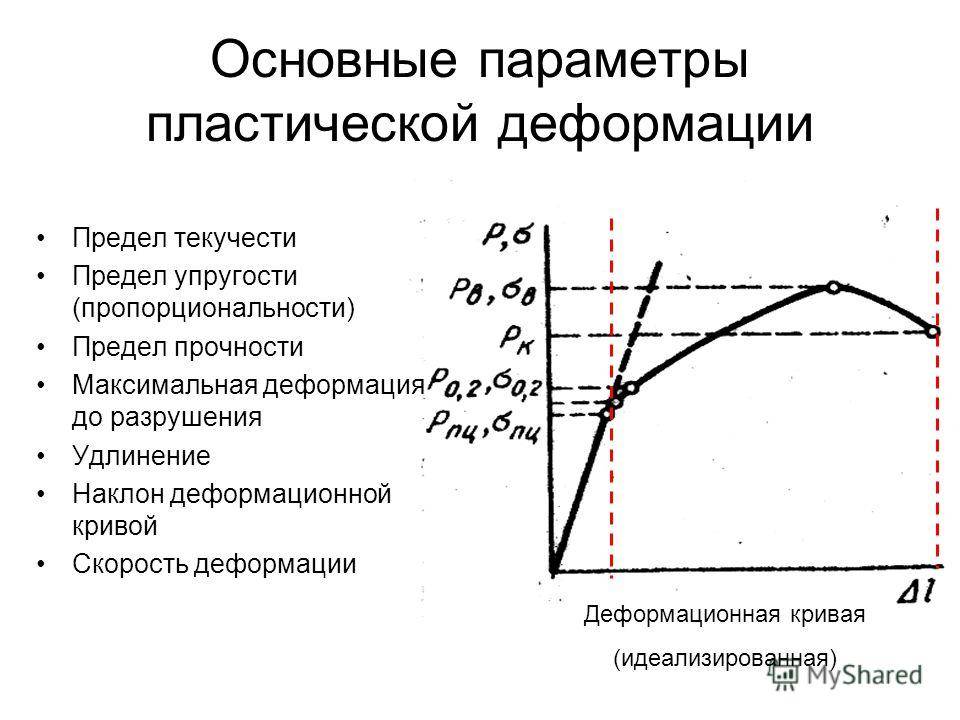
Предел прочности
Определение 9
Предел прочности – максимальное напряжение, которое способно выдержать твердое тело, не разрушаясь.
В точке e материал разрушается.
Определение 10
Если диаграмма напряжения материала имеет вид, соответствующий тому, что показан на графике, то такой материал называется пластичным. У них обычно деформация, при которой происходит разрушение, заметно больше области упругих деформаций. К пластичным материалам относится большинство металлов.
Определение 11
Если материал разрушается при деформации, которая превосходит область упругих деформаций незначительно, то он называется хрупким. Такими материалами считаются чугун, фарфор, стекло и др.
Деформация сдвига имеет аналогичные закономерности и свойства. Ее отличительная особенность состоит в направлении вектора силы: он направлен по касательной относительно поверхности тела. Для поиска величины относительной деформации нам нужно найти значение Δxl, а напряжения – FS (здесь буквой S обозначена та сила, которая действует на единицу площади тела). Для малых деформаций действует следующая формула:
∆xl=1GFS
Буквой G в формуле обозначен коэффициент пропорциональности, также называемый модулем сдвига. Обычно для твердого материала он примерно в 2-3 раза меньше, чем модуль Юнга. Так, для меди E=1,1·1011 Нм2, G=,42·1011 Нм2.
Когда мы имеем дело с жидкими и газообразными веществами, то важно помнить, что у них модуль сдвига равен. При деформации всестороннего сжатия твердого тела, погруженного в жидкость, механическое напряжение будет совпадать с давлением жидкости (p)
Чтобы вычислить относительную деформацию, нам нужно найти отношение изменения объема ΔV к первоначальному объему V тела
При малых деформациях
Чтобы вычислить относительную деформацию, нам нужно найти отношение изменения объема ΔV к первоначальному объему V тела. При малых деформациях
При деформации всестороннего сжатия твердого тела, погруженного в жидкость, механическое напряжение будет совпадать с давлением жидкости (p). Чтобы вычислить относительную деформацию, нам нужно найти отношение изменения объема ΔV к первоначальному объему V тела. При малых деформациях
∆VV=1Bp
Буквой B обозначен коэффициент пропорциональности, называемый модулем всестороннего сжатия. Такому сжатию можно подвергнуть не только твердое тело, но и жидкость и газ. Так, у воды B=2,2·109 Нм2, у стали B=1,6·1011Нм2. В Тихом океане на глубине 4 км давление составляет 4·107 Нм2, а относительно изменения объема воды 1,8 %. Для твердого тела, изготовленного из стали, значение этого параметра равно ,025 %, то есть оно меньше в 70 раз. Это подтверждает, что твердые тела благодаря жесткой кристаллической решетке обладают гораздо меньшей сжимаемостью по сравнению с жидкостью, в которой атомы и молекулы связаны между собой не так плотно. Газы могут сжиматься еще лучше, чем тела и жидкости.

От значения модуля всестороннего сжатия зависит скорость, с которой звук распространяется в данном веществе.
Всё ещё сложно? Наши эксперты помогут разобраться
Все услуги
Решение задач
от 1 дня / от 150 р.
Курсовая работа
от 5 дней / от 1800 р.
Реферат
от 1 дня / от 700 р.
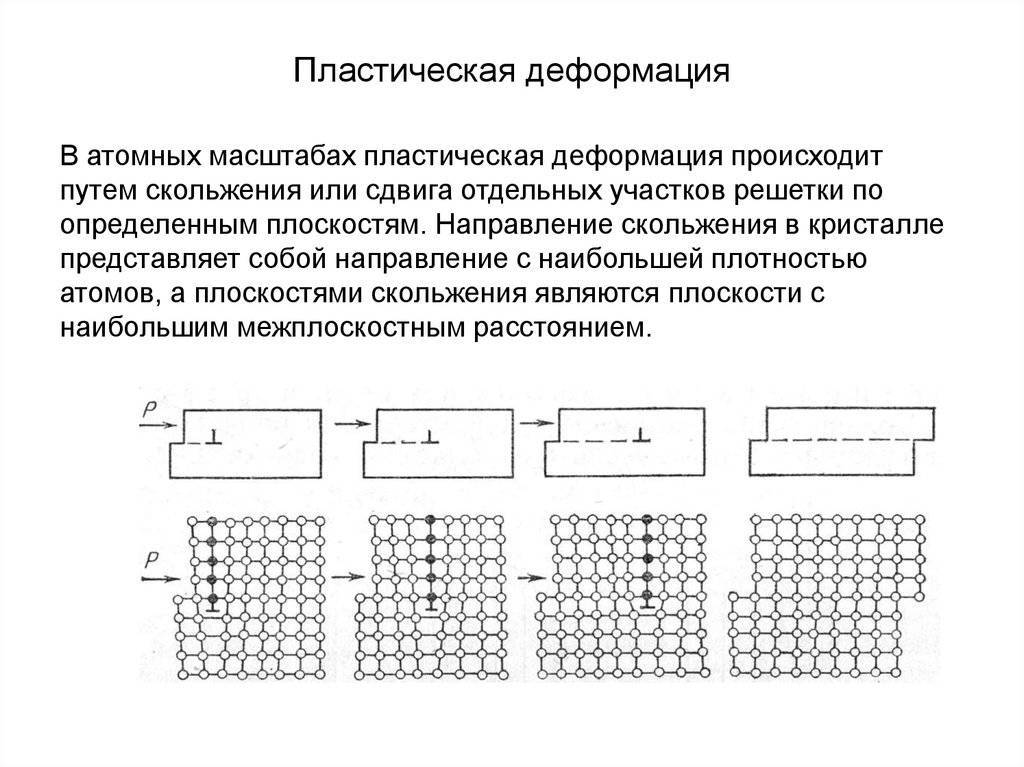
Механизм возникновения
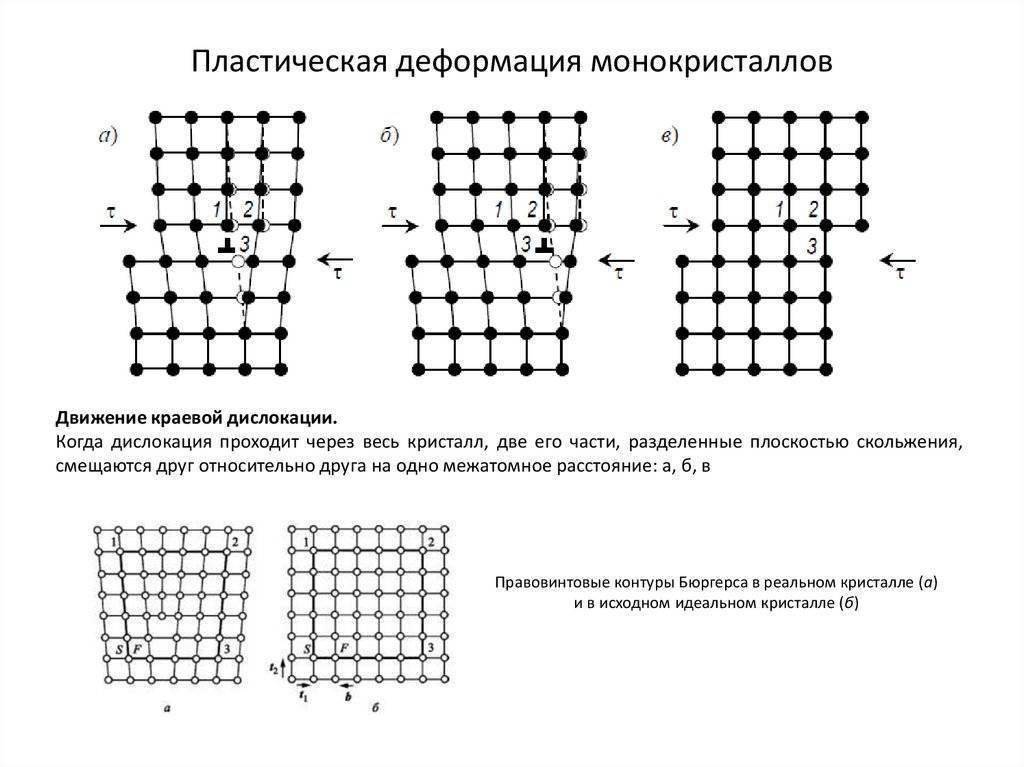
Возникновение пластической деформации обусловлено процессами, имеющими кристаллографическую природу: скольжением; двойникованием; межзеренным перемещением.
Скольжение
Происходит под воздействием касательных напряжений. Проявляется в виде перемещения одной части кристалла относительно другой. Этот процесс, в пределах кристалла, называется линейной дислокацией. Когда линейная дислокация выходит из кристалла, на его поверхности возникает ступенька, равная одному периоду решетки. Увеличение напряжения ведет к перемещению новых атомных плоскостей. Образуются новые ступеньки единичных сдвигов на поверхности кристалла. Чтобы дислокация продвинулась, не требуется разрывать все атомные связи в плоскости скольжения. Межатомная связь разрывается только в краевой зоне дислокации.
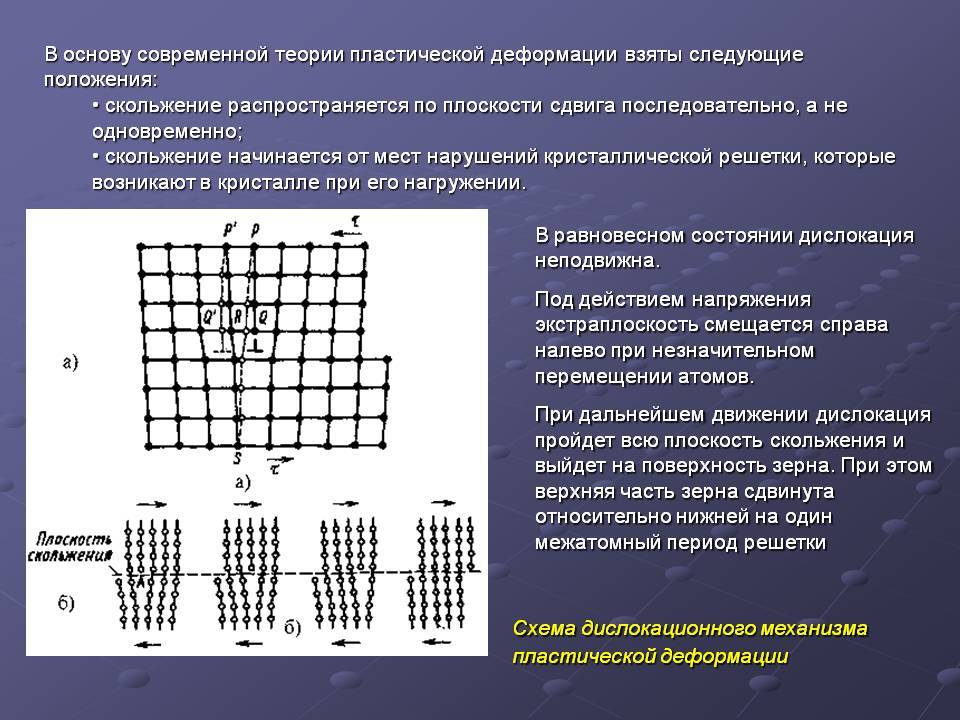
Современная теория основана на положениях:
- последовательность распространения скольжения в плоскости сдвига;
- место возникновения скольжения – это область нарушения кристаллической решетки, возникающая при нагружении кристалла.
Одно из свойств металла – теоретическая прочность. Ее используют для характеристики сопротивления пластическому деформированию. Она определяется силами межатомных связей в кристаллических решетках и значительно превышает реальную.
Так для железа прочность:
- 30 кг/мм – реальная;
- 1340 кг/мм – теоретическая.
Различие вызвано тем, что для движения дислокации разрушаются лишь связи между атомами, находящимися у края дислокации, а не все атомные связи. Для этого необходимы меньшие усилия.
Двойникование
Это процесс образования в кристалле областей с закономерно измененной ориентацией кристаллической структуры. Двойникованием достигается незначительная степень деформации. Двойниковые образования возникают по одному из двух механизмов:
- являются зеркальной переориентацией структуры матрицы (материнского кристалла) в некоторой плоскости;
- путем поворота матрицы на определенный угол вокруг кристаллографической оси.
Двойникование свойственно кристаллам, имеющим решетки:
- гексагональную (магний, цинк, титан, кадмий);
- объемно-центрированную (железо, вольфрам, ванадий, молибден).
Склонность к нему повышается при увеличении скорости деформации и снижении температуры.
Двойникование в металлах с кубической гранецентрированной решеткой (алюминий, медь) – результат отжига заготовки, которая подверглась пластическому деформированию.
Межзеренное перемещение
Такое изменение структуры материала идет вод воздействием растягивающего усилия. Процесс, в первую очередь, начинается в зерне, в котором направление легкого скольжения совпадает с направлением действия нагрузки. Это зерно будет растягиваться. Соседние зерна при этом будут разворачиваться до того момента, когда в них направление легкого скольжения также совместится с направлением силы. После они начнут деформироваться. Результат межзеренного перемещения – волокнистая структура материала. Его механические свойства неодинаковы в разных направлениях:
- пластичность выше в направлении, параллельном действию растягивающего усилия, чем в перпендикулярном направлении;
- прочность имеет высокие показатели поперек приложению усилия, в продольном направлении – показатели ниже.
Эта разница свойств называется анизотропия
Нагартовка термически упрочняемых сплавов
Для термически упрочняемых сплавов нагартовка может быть дополнением к уровню прочности, которое достигается путем упрочнения за счет выделения упрочняющей фазы при их термической обработке.
В случае полностью полностью упрочненных термической обработкой сплавов увеличение их прочности путем дополнительно холодной деформации после старения сравнительно невелико, кроме очень высоких степеней нагартовки. Часто эта возможность ограничена низкой способностью. сплавов в этом состоянии к пластической деформации. Основное применение этой технологии относится к некоторым прессованным и холоднотянутым изделиям, таким как проволока, прутки и трубы, которые подвергаются холодному волочению после термической обработки для увеличения прочности и повышения качества поверхности .
Измерение деформации
При проектировании и эксплуатации различных механизмов, технических объектов, зданий, мостов и других инженерных сооружений очень важно знать величину деформации материалов. Так как упругие деформации имеют маленькую величину, то измерения должны проводиться с очень высокой точностью
Для этого используют приборы, называемые тензометрами
Так как упругие деформации имеют маленькую величину, то измерения должны проводиться с очень высокой точностью. Для этого используют приборы, называемые тензометрами.
Тензометр состоит из тензометрического датчика и индикаторов. В него также может быть включено регистрирующее устройство.
В зависимости от принципа действия тензометры бывают оптические, пневматические, акустические, электрические и рентгеновские.
В основу оптических тензометров положено измерение деформации нити из оптоволокна, приклеенной к объекту исследования. Пневматические тензометры фиксируют изменение давления при деформации. В акустических тензометрах с помощью пьезоэлектрических датчиков проводятся измерения величин, на которые изменяются скорость звука и акустическое затухание при деформации. Электрические тензометры вычисляют деформацию на основе изменений электрического сопротивления. Рентгеновские определяют изменение межатомных расстояний в кристаллической решётке исследуемых металлов.
Вплоть до 80-х годов ХХ века сигналы датчиков регистрировались самописцами на обыкновенной бумажной ленте. Но когда появились компьютеры и начали бурно развиваться современные технологии, стало возможным наблюдать деформации на экранах мониторов и даже подавать управляющие сигналы, позволяющие изменить режим работы тестируемых объектов.
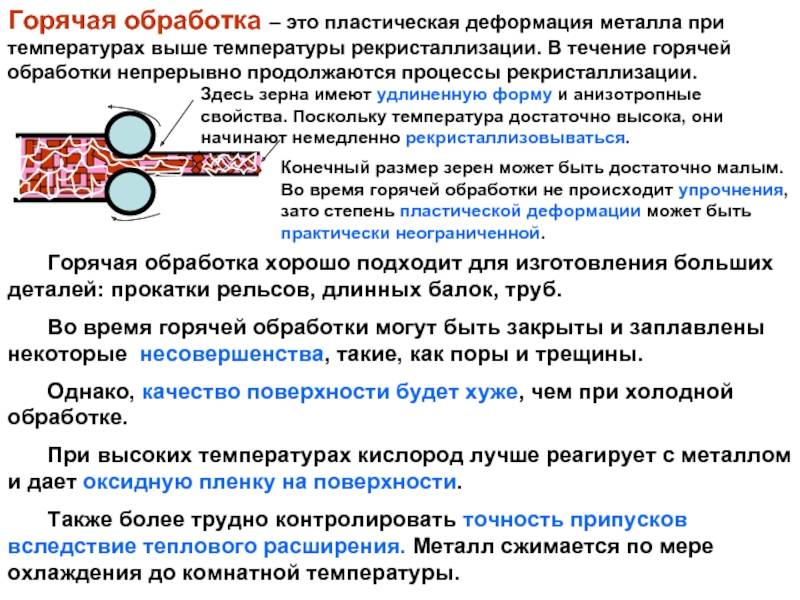
Влияние обработки давлением на структуру и свойства металла
В зависимости от температурно-скоростных условий деформирования различают холодную и горячую деформацию.
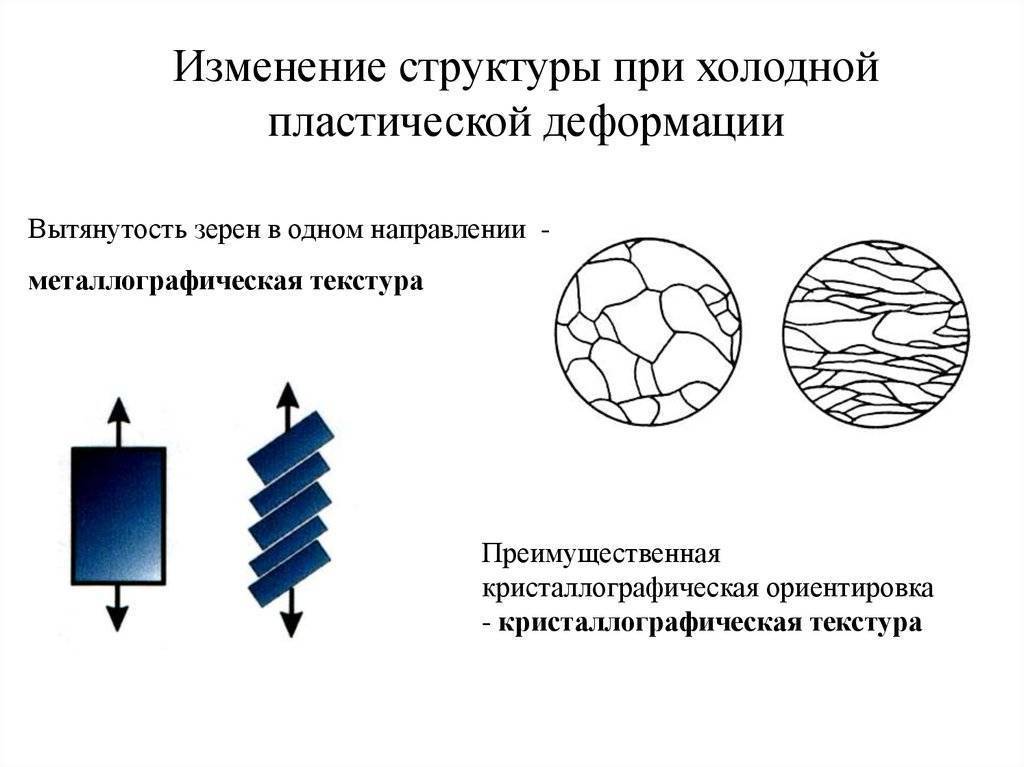
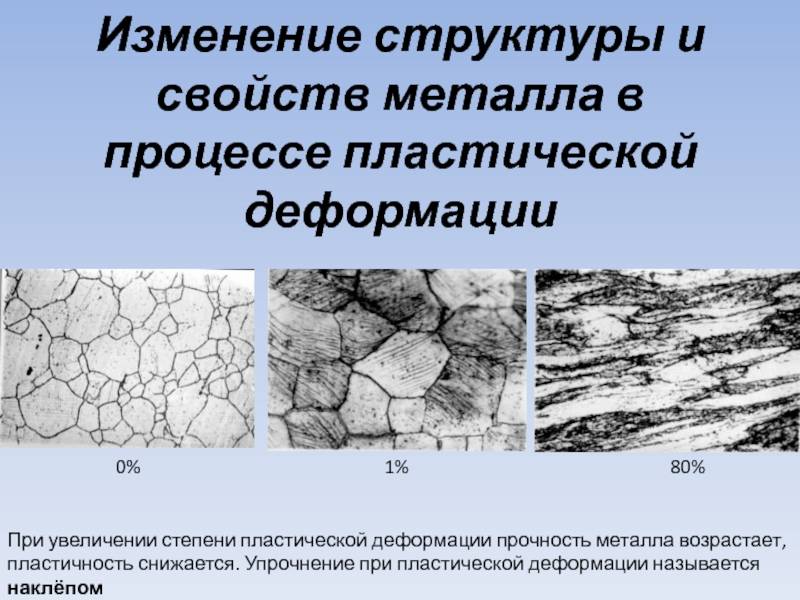
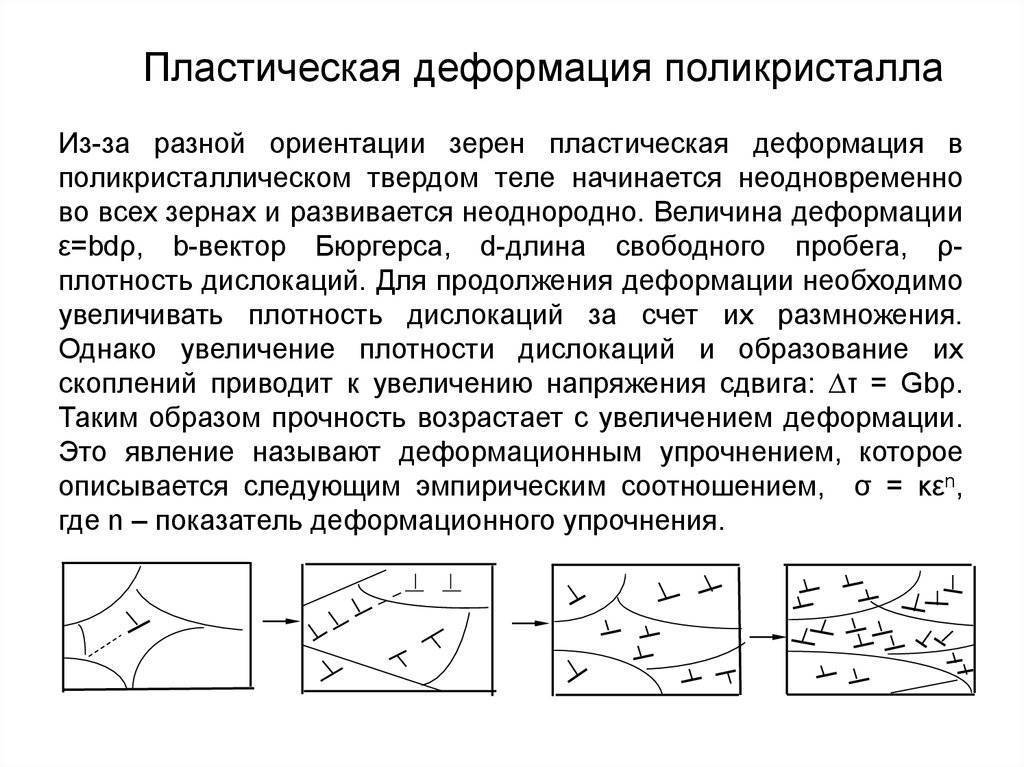
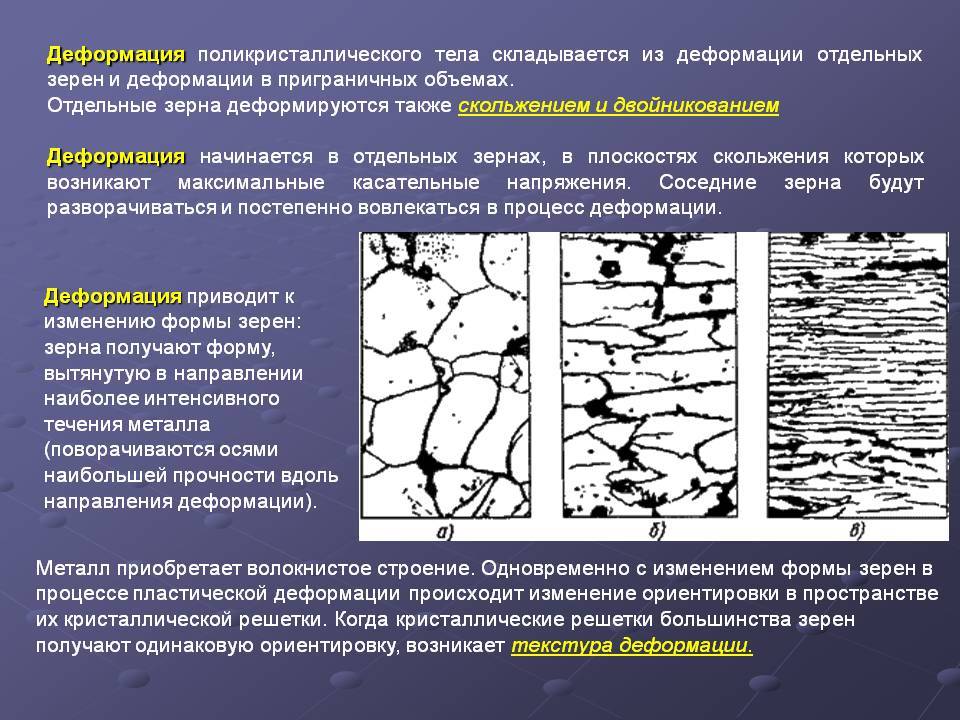
Холодная деформация характеризуется изменением формы зерен, которые вытягиваются в направлении наиболее интенсивного течения металла (рис.11, а). При холодной деформации формоизменение сопровождается изменением механических и физико-химических свойств металла. Это явление называют упрочнением (наклепом) (механизм рассмотрен выше).
Изменения, внесенные холодной деформацией в структуру и свойства металла, не необратимы. Они могут быть устранены, например, с помощью термической обработки (отжигом).
Формоизменение заготовки при температуре выше температуры рекристаллизации сопровождается одновременным протеканием упрочнения и рекристаллизации.
Горячей деформацией называют деформацию, характеризующуюся таким соотношением скоростей деформирования и рекристаллизации, при котором рекристаллизация успевает произойти во всем объеме заготовки и микроструктура после обработки давлением оказывается равноосной, без следов упрочнения (рис.11, б).
Следует отметить, что рекристаллизация протекает не во время деформации, а сразу после ее окончания и тем быстрее, чем выше температура. При очень высокой температуре, значительно превышающей температуру рекристаллизации, она завершается в секунды и даже доли секунд.
Чтобы обеспечить условия протекания горячей деформации, приходится с увеличением ее скорости повышать температуру нагрева заготовки (для увеличения скорости рекристаллизации).
При горячей деформации сопротивление деформированию примерно в 10 раз меньше, чем при холодной деформации, а отсутствие упрочнения приводит к тому, что сопротивление деформированию (предел текучести) незначительно изменяется в процессе обработки давлением. Этим обстоятельством объясняется в основном то, что горячую обработку применяют для изготовления крупных деталей, так как при этом требуются меньшие усилия деформирования (менее мощное оборудование).
При горячей деформации пластичность металла выше, чем при холодной деформации. Поэтому горячую деформацию целесообразно применять при обработке труднодеформируемых, малопластичных металлов и сплавов, а также заготовок из литого металла (слитков). В то же время при горячей деформации окисление заготовки более интенсивно (на поверхности образуется слой окалины), что ухудшает качество поверхности и точность получаемых размеров.
Холодная деформация без нагрева заготовки позволяет получать большую точность размеров и лучшее качество поверхности по сравнению с обработкой давлением при достаточно высоких температурах. Отметим, что обработка давлением без специального нагрева заготовки позволяет сократить продолжительность технологического цикла, облегчает использование средств механизации и автоматизации и повышает производительность труда.
а) б)
Рисунок 11. Схема изменения микроструктуры металла при прокатке:
а) холодная пластическая деформация;
б) горячая пластическая деформация
Для каждого металла и сплава существует своя температурная область холодной и горячей обработки давлением. Пластическое деформирование железа при 600° С следует рассматривать как горячую обработку, а при 400 °С – как холодную. Для свинца и олова пластическое деформирование даже при комнатной температуре является по существу горячей обработкой, так как температура 20° С выше температуры рекристаллизации этих металлов. Эти металлы в практике называют ненаклепываемыми, хотя при деформировании у них образуются линии сдвига (что показывает, например, характерный хруст оловянной пластинки при ее изгибании).
При горячей обработке металла, чтобы увеличить его пластичность, а также чтобы устранить возможность наклепа, применяют температуры, значительно превосходящие минимальную температуру рекристаллизации.
Для отжига наклепанного материала в производственных условиях применяют более высокие температуры, чем минимальная температура рекристаллизации, для обеспечения большей скорости рекристаллизационных процессов. В табл.1 приведены теоретические температуры рекристаллизации, температуры, при которых в производственных условиях осуществляют рекристаллизационный отжиг, а также температуры горячей обработки давлением.
Рекристаллизационный отжиг чаще применяют как межоперационную термическую обработку при холодной прокатке, волочении, штамповке и т.д. (для снятия наклепа), а иногда как окончательную обработку для получения заданных свойств изделий и полуфабрикатов.
Таблица 1 – Температура рекристаллизации и горячей обработки
металлов давлением
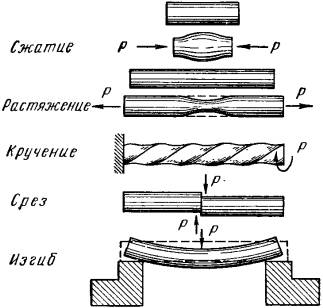
Виды деформации твердых тел
Деформация растяжения
Деформация растяжения — вид деформации, при которой нагрузка прикладывается продольно от тела, то есть соосно или параллельно точкам крепления тела. Проще всего растяжение рассмотреть на буксировочном тросе для автомобилей. Трос имеет две точки крепления к буксиру и буксируемому объекту, по мере начала движения трос выпрямляется и начинает тянуть буксируемый объект. В натянутом состоянии трос подвергается деформации растяжения, если нагрузка меньше предельных значений, которые может он выдержать, то после снятия нагрузки трос восстановит свою форму.
Схема растяжения образца
Посмотрите прибор измеряющий деформацию растяжения →
Деформация растяжения является одним из основных лабораторных исследований физических свойств материалов. В ходе приложения растягивающих напряжений определяются величины, при которых материал способен:
- воспринимать нагрузки с дальнейшим восстановлением первоначального состояния (упругая деформация)
- воспринимать нагрузки без восстановления первоначального состояния (пластическая деформация)
- разрушаться на пределе прочности
Данные испытания являются главными для всех тросов и веревок, которые используются для строповки, крепления грузов, альпинизма. Растяжение имеет значение также при строительстве сложных подвесных систем со свободными рабочими элементами.
Деформация сжатия
Деформация сжатия — вид деформации, аналогичный растяжению, с одним отличием в способе приложения нагрузки, ее прикладывают соосно, но по направлению к телу. Сдавливание объекта с двух сторон приводит к уменьшению его длины и одновременному упрочнению, приложение больших нагрузок образовывает в теле материала утолщения типа «бочка».
Схема сжатия образца
В качестве примера можно привести тот же прибор что и в деформации растяжения немного выше.
Деформация сжатия широко используется в металлургических процессах ковки металла, в ходе процесса металл получает повышенную прочность и заваривает дефекты структуры
Сжатие также важно при строительстве зданий, все элементы конструкции фундамента, свай и стен испытывают давящие нагрузки. Правильный расчет несущих конструкций здания позволяет сократить расход материалов без потери прочности
Деформация сдвига
Деформация сдвига — вид деформации, при котором нагрузка прикладывается параллельно основанию тела. В ходе деформации сдвига одна плоскость тела смещается в пространстве относительно другой. На предельные нагрузки сдвига испытываются все крепежные элементы — болты, шурупы, гвозди. Простейший пример деформации сдвига – расшатанный стул, где за основание можно принять пол, а за плоскость приложения нагрузки – сидение.
Схема сдвига образца
Посмотрите прибор измеряющий деформацию сдвига →
Деформация изгиба
Деформация изгиба — вид деформации, при котором нарушается прямолинейность главной оси тела. Деформации изгиба испытывают все тела подвешенные на одной или нескольких опорах. Каждый материал способен воспринимать определенный уровень нагрузки, твердые тела в большинстве случаев способны выдерживать не только свой вес, но и заданную нагрузку. В зависимости от способа приложения нагрузки при изгибе различают чистый и косой изгиб.
Схема изгиба образца
Посмотрите прибор измеряющий деформацию изгиба →
Значение деформации изгиба важно для проектирования упругих тел, таких, как мост с опорами, гимнастический брус, турник, ось автомобиля и другие
Деформация кручения
Деформация кручения – вид деформации, при котором к телу приложен крутящий момент, вызванный парой сил, действующих в перпендикулярной плоскости оси тела. На кручение работают валы машин, шнеки буровых установок и пружины.
Схема кручения образца
Посмотрите прибор измеряющий деформацию кручения →
1.1. Общие сведения об обработке металлов давлением
В основе всех процессов обработки металлов давлением (ОМД) лежит способность металлов и их сплавов под действием внешних сил пластически деформироваться, т. е., не разрушаясь, необратимо изменять свою форму и размеры. При этом изменяется структура металла, его механические и физические свойства.

Обработка металлов давлением известна с древнейших времен. Холодная ковка самородной меди и метеоритного железа была известна еще до того, как люди начали добывать металлы из руд (VII в. до н. э.). Техника обработки металлов давлением получила развитие в X…XIII веках, когда кузнецы научились изготавливать многослойные мечи и топоры со стальными закаливаемыми лезвиями, а также предметы бытового назначения, инструменты и ремесленные приспособления. Ручная ковка была исторически первым из применяемых до сих пор способов формоизменяющей обработки металлов. Первый паровой молот, появившийся в 1843 г., деформировал металл силой падения груза, а для поднятия которого использовался пар. В 1888 г. появился молот двойного действия, у которого верхняя «баба» при движении вниз дополнительно разгонялась силой пара. Прокатка металлов возникла позже ковки и волочения. Первые сведения о прокатке относятся к XV в. (прокатка свинцовых полос). Основоположником современных методов прокатки принято считать английского изобретателя Г. Корта, изготовившего первый прокатный стан в 1783 г.
В настоящее время давлением обрабатывают около 90 % всей выплавляемой в мире стали, а также большое количество цветных металлов и их сплавов (до 60 %). В машиностроении наиболее широко применяется штамповка (горячая объемная и листовая). В современном автомобиле насчитывается до 90 % штампованных деталей (облицовочные детали, детали подвески, колесные диски, валы и шестерни коробки передач, детали двигателя (поршни, шатуны, коленчатые и распределительные валы, клапаны), тормозные колодки, бензобаки, глушители и др.), половина из которых не подвергается никаким другим видам обработки, в тракторе — 70 %. Современные двигатели конструктивно состоят из деталей (до 100 %), полученных ОМД.
Обработка металлов давлением — группа методов получения полуфабрикатов или изделий требуемых размеров и формы путем пластического деформирования заготовок за счет приложения внешних усилий.
Основными процессами ОМД являются: прокатка, прессование, волочение, ковка, объемная и листовая штамповка. По назначению они подразделяются на следующие две группы:
1. Процессы ОМД, направленные на получение машиностроительных профилей — изделий постоянного поперечного сечения по их длине (прутков, труб, проволоки, лент, листов и др.). К этим процессам относятся прокатка, прессование и волочение. Изделия, полученные этими методами, применяются в строительных конструкциях или в качестве заготовок для последующего изготовления из них деталей другими методами (резанием, ковкой, штамповкой и т. д.).
2. Процессы ОМД, направленные на получение машиностроительных заготовок, которые имеют форму и размеры, приближенные к готовым деталям, и только в рядечсалеув требуют обработки резанием для придания им окончательных размеров и получения необходимого качества поверхности. К этим процессам относятся ковка и штамповка.
При ОМД, во-первых, достигается получение изделий сложной формы из заготовок простой формы и, во-вторых, улучшается кристаллическая структура исходного литого металла и повышаются его физико-механические свойства.
Преимуществами методов ОМД являются следующие:
1) низкая трудоемкость процессов и, следовательно, их высокая производительность;
2) рациональное использование металла (коэффициент использования металла (КИМ) приближается к единице);
3) стабильность размеров и относительно высокая точность изготавливаемых деталей при большой сложности их форм;
4) универсальность используемого прессового оборудования;
5) возможности для механизации и автоматизации технологических процессов;
6) простота осуществления процесса.
Главными недостатками методов ОМД являются следующие: относительно высокая стоимость инструмента (в условиях серийного производства она составляет до 14 % от себестоимости деталей), а также сложность и уникальность прессового оборудования.
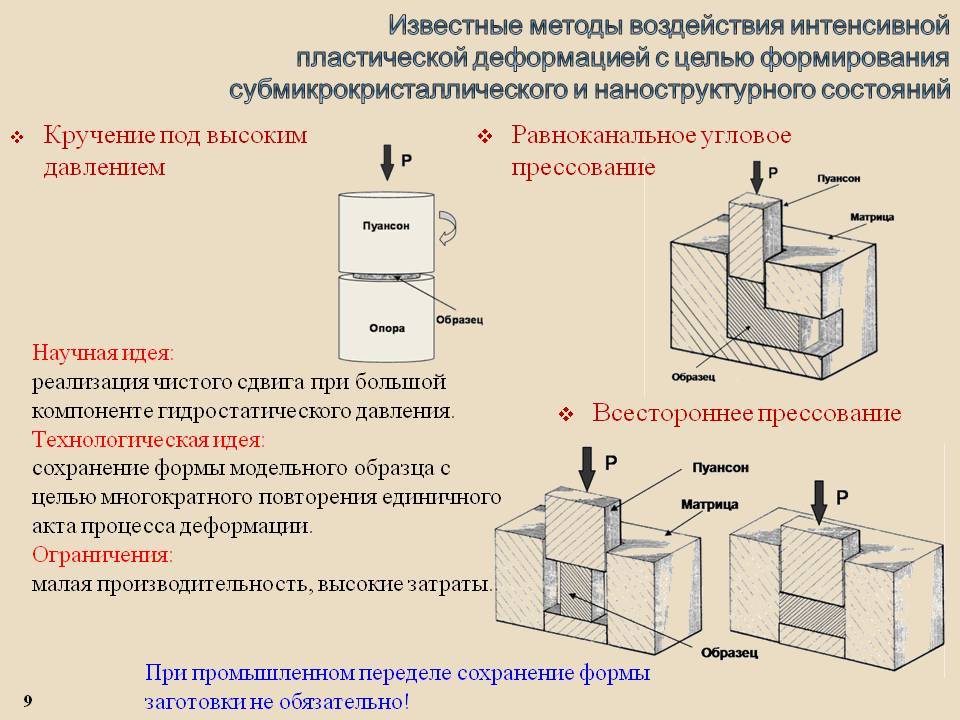
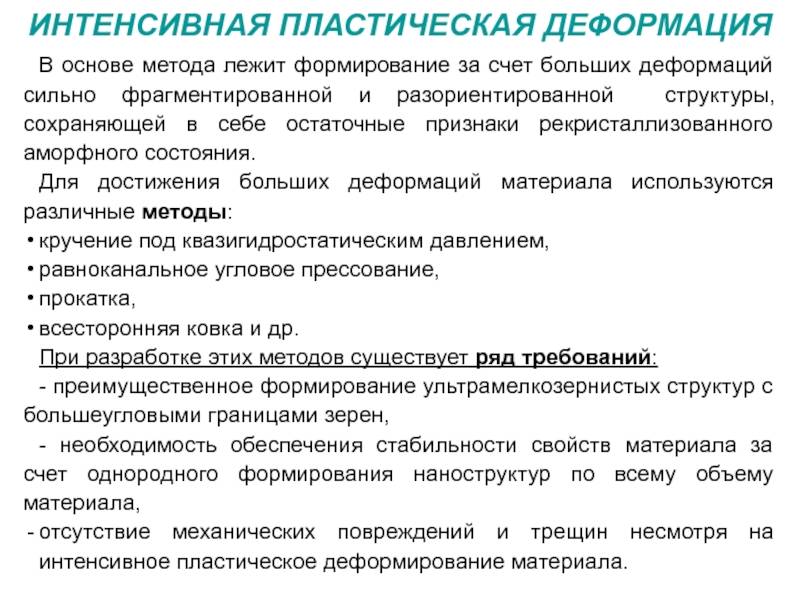
Интенсивная пластическая деформация
Получить беспористые объемные металлические наноматериалы можно технологиями интенсивной пластической деформации (ИПД). Их суть заключается в деформировании металлических заготовок:
- при относительно небольших температурах;
- при повышенном давлении;
- с высокими степенями деформации.
Это обеспечивает формирование гомогенной наноструктуры с большеугловыми границами зерен. Вопреки интенсивному воздействию, образцы не должны получать механические повреждения и разрушаться.
Технологии ИПД:
- кручение (ИПДК);
- разноканальное угловое прессование;
- всесторонняя ковка;
- мультиосевое деформирование;
- знакопеременный изгиб;
- аккумулированная прокатка.
Первые работы по созданию наноматериалов выполнены в 80х-90х годах ХХ века с использованием методов кручения и разноканального прессования. Первый метод применим для небольших образцов – получаются пластинки диаметром 10…20 мм и толщиной до 0,5 мм. Для того чтобы получить массивные наноконструкции используется второй метод, в основу которого положена деформация сдвигом.
Они высокопроизводительные, позволяют обеспечить требуемое качество получаемых изделий, улучшить их механические свойства.