Как правильно затягивать и откручивать болты
В паре «болт-гайка» устанавливают контргайку для удержания от раскручивания. Для стопорения используют простые, стопорные или специальные шайбы – круглые, пружинные, плоские квадратные либо особой формы. Зубчатые закручивают до указанного крутящего момента, попарно клиновые – до момента затяжки.
Удобный способ затягивания крепежа – анаэробный фиксатор. Жидкость наносят на место резьбы, накручивают гайку на болт. Вещество растекается по деталям, застывает. Конструкция становится неразборной.
При затягивании метизов пользуются ключами:
- гаечными обыкновенными или 2-сторонними с 2 растворами;
- торцевыми с прямым стержнем и захватом по всем граням.
Усилие начальной затяжки определяют:
- динамометрическими ключами с упругой рукояткой;
- инструментами предельного момента (при превышении нормы происходит проскальзывание);
- тарированной упругой шайбой (при достижении необходимой затяжки деталь распрямляется, становится жесткой).
Метизы откручивают рожковыми или накидными ключами, отвертками, пневматическим гайковертом, головками с использованием воротка.
Крепеж с правой резьбой раскручивают против часовой стрелки. Если есть следы коррозии или ржавчины, необходимо нанести смазку-аэрозоль WD-40. Для выпадания ржавых остатков следует аккуратно постукать по болту молотком. Затем провернуть гайку на несколько градусов и свободно изъять крепеж.
КОНТРОЛЬ МЕХАНИЧЕСКИХ СВОЙСТВ
В табл. 5 приведены две программы
испытаний А и В для контроля механических свойств болтов, винтов и шпилек с
использованием методов испытаний, приведенных в разд. 6.
Программа В является
предпочтительной для всех изделии и обязательной для изделий с разрывной
нагрузкой менее 500 кН.
Программа А применяется для
испытания образцов, полученных механической обработкой, и изделий, площадь
сечения стержня которых меньше номинальной площади сечения резьбового участка.
В табл. 4 приведен ключ к
программам испытаний (см. табл.5).
Таблица 4
Размеры | Болты, винты и шпильки с диаметром резьбы d£4 мм | Болты, винты и шпильки с диаметром резьбы d>4 мм и длиной l³2,5d |
Испытание, | ○ | ● |
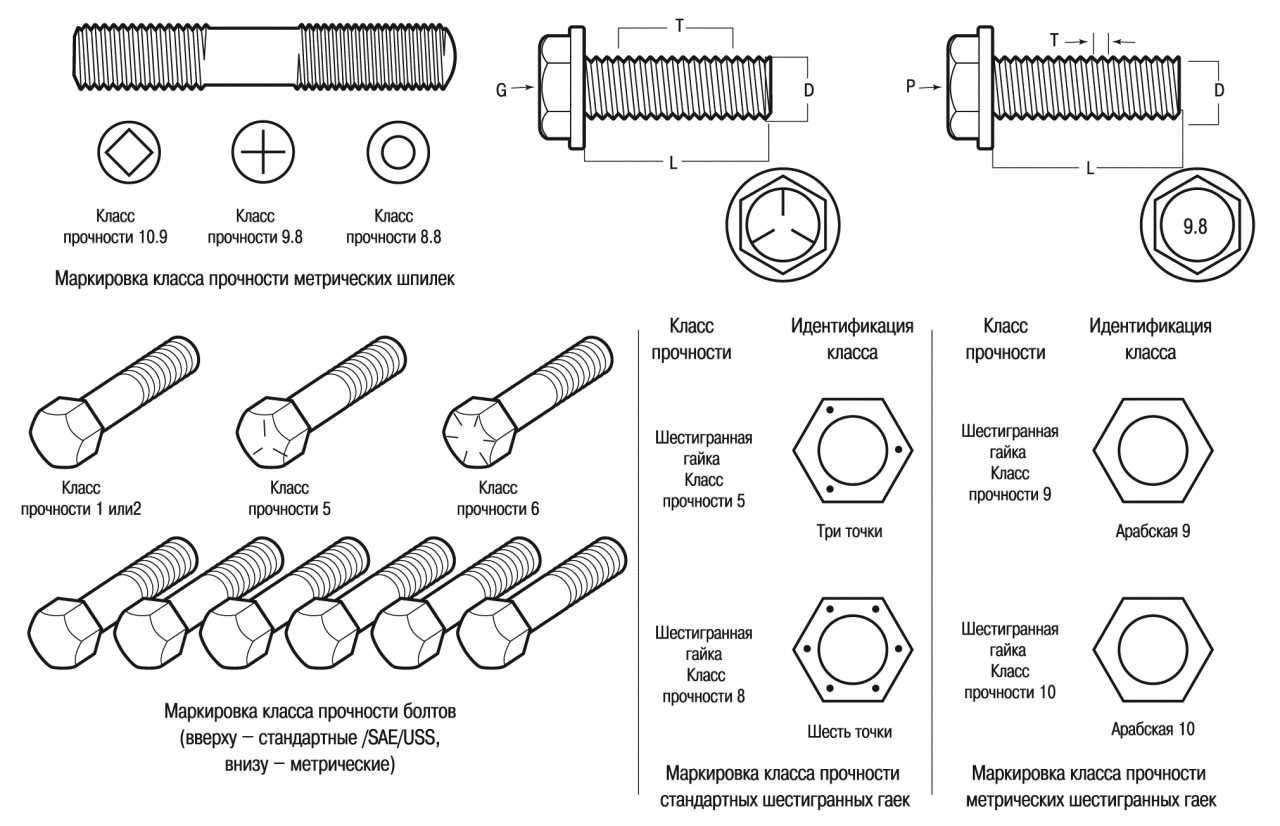
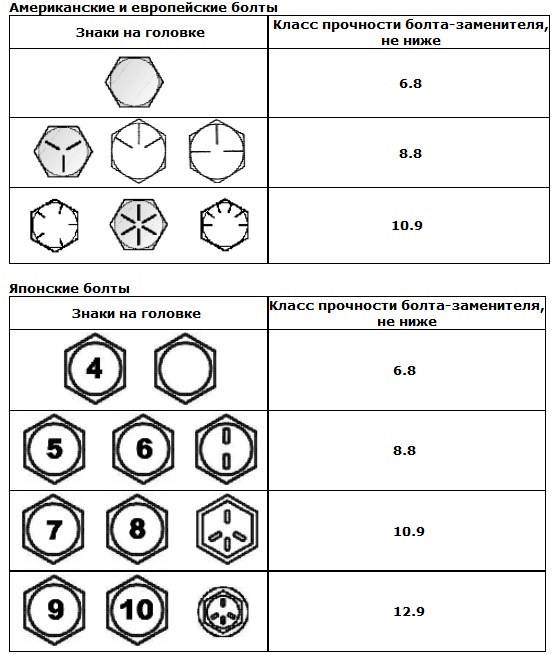
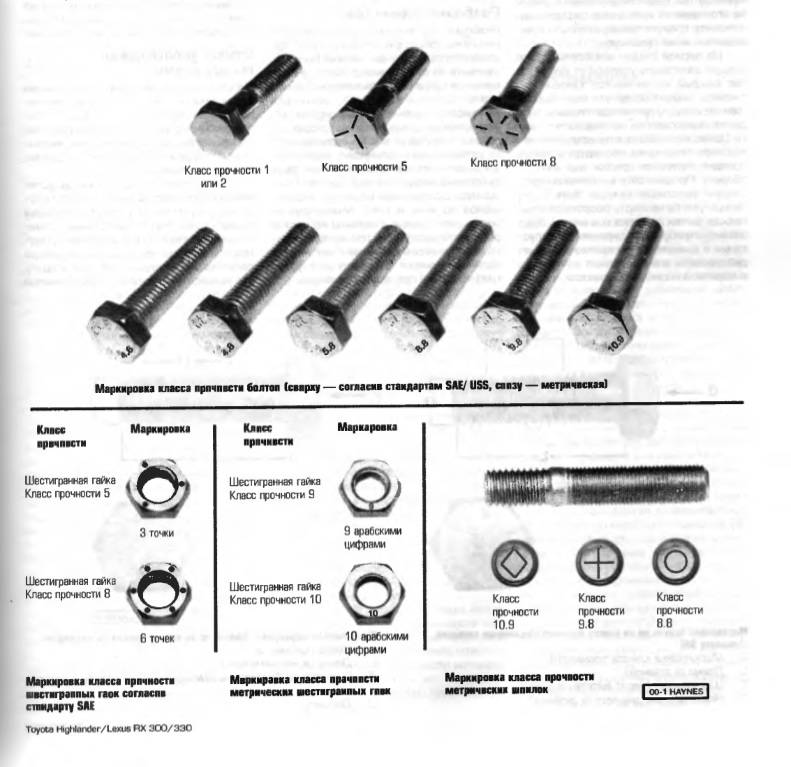
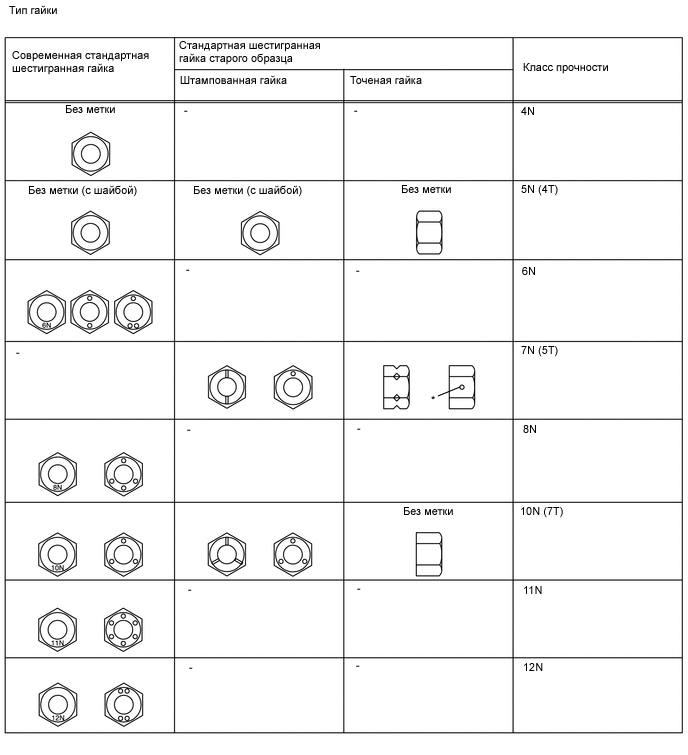
Маркировка гаек
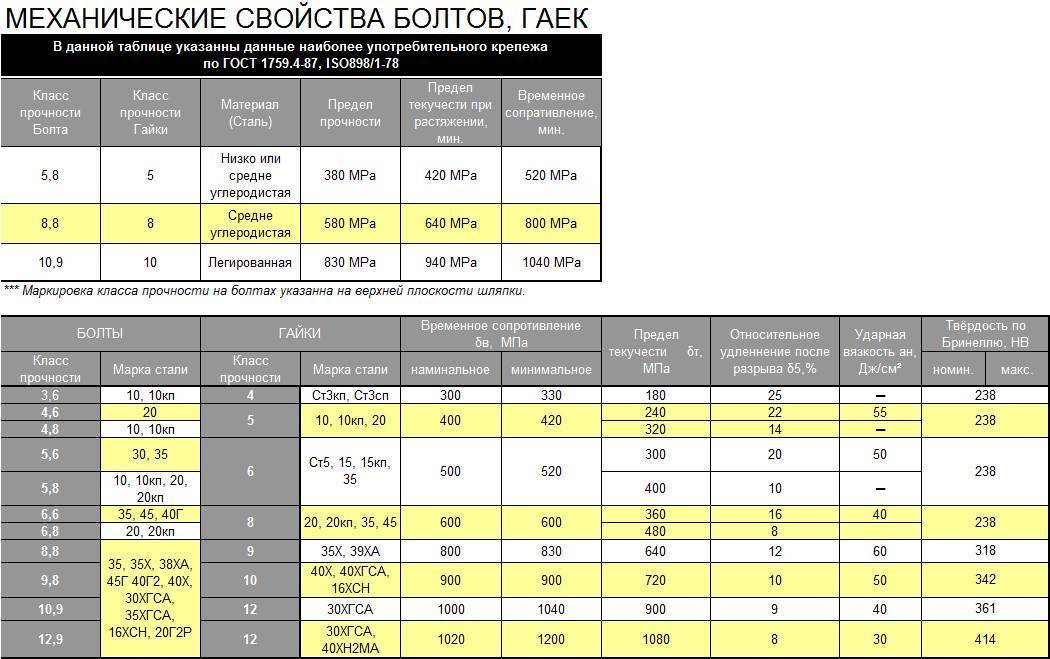
Класс прочности для гаек из углеродистых сталей нормальной высоты (Н≈0,8d), гаек высоких (Н≈1,2d) и особо высоких (Н≈1,5d) обозначается одним числом. Утверждённый прочностной ряд содержит семь классов прочности:
4; 5; 6; 8; 9; 10; 12
Это число обозначает 1/100 часть предела прочности болта с которым в паре должна компоноваться гайка в резьбовом соединении. Такое сочетание болта и гайки называется рекомендуемым и позволяет равномерно распределить нагрузку в резьбовом соединении.
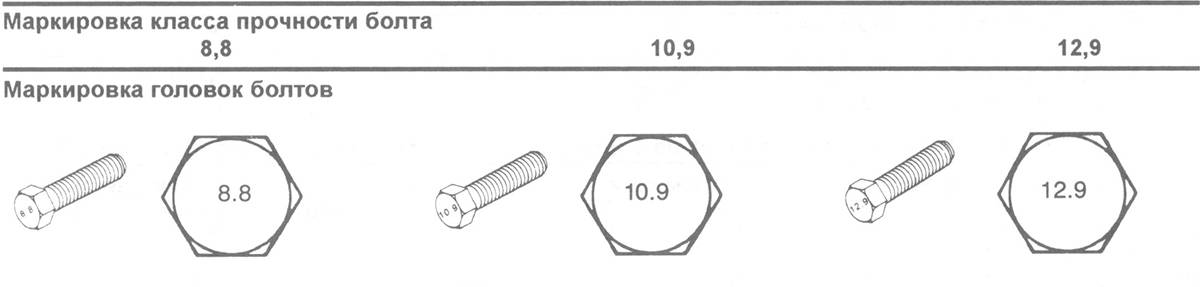
Маркируют гайки с диаметром резьбы более 6 мм. Знаки маркировки наносят на одну из торцевых поверхностей. Гайки наименьшего класса прочности 4 не маркируют. В некоторых технически обоснованных случаях допускается наносить маркировку на боковых поверхностях (гранях) гайки. Знаки должны быть углубленными.
Например, гайка класса прочности 8 должна компоноваться с болтом, у которого предел прочности не менее, чем: 8 х 100 = 800 МПа (или 800 Н/мм²; или ≈80 кгс/мм²) Следовательно, можно использовать болты классов прочности 8.8; 9.8; 10.9; 12.9 – оптимальной будет пара с болтом класса прочности 8.8.
Допускается маркировка гаек по системе циферблата. Такая система используется в основном на гайках малых размеров, когда для цифровых знаков просто нет места. При этом способе маркировка наносится:
- углубленными знаками на торцевой поверхности – точка на 12 часов и риски по окружности боковой поверхности.
- выпуклыми или углубленными знаками на фасках – точка на 12 часов и риски по окружности наклонной поверхности фасок.
Соответствие маркировки с классом прочности гайки приведено на схеме:
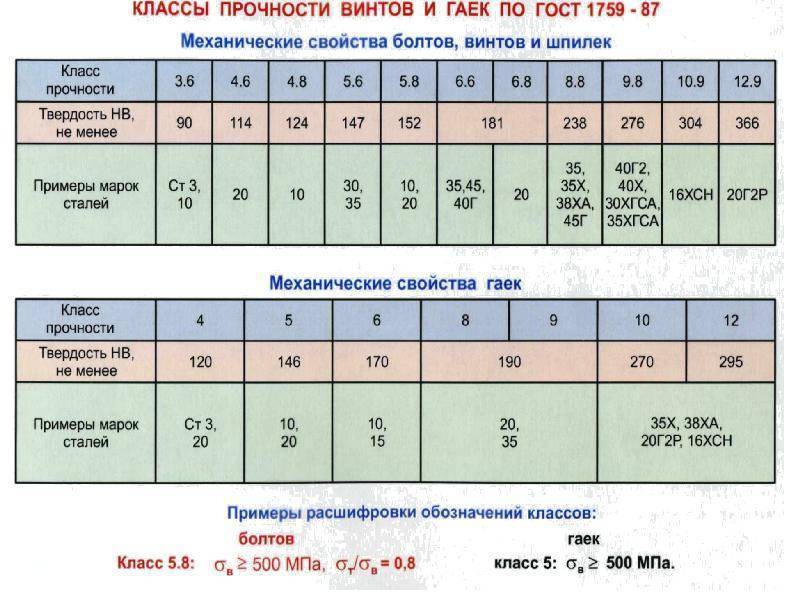
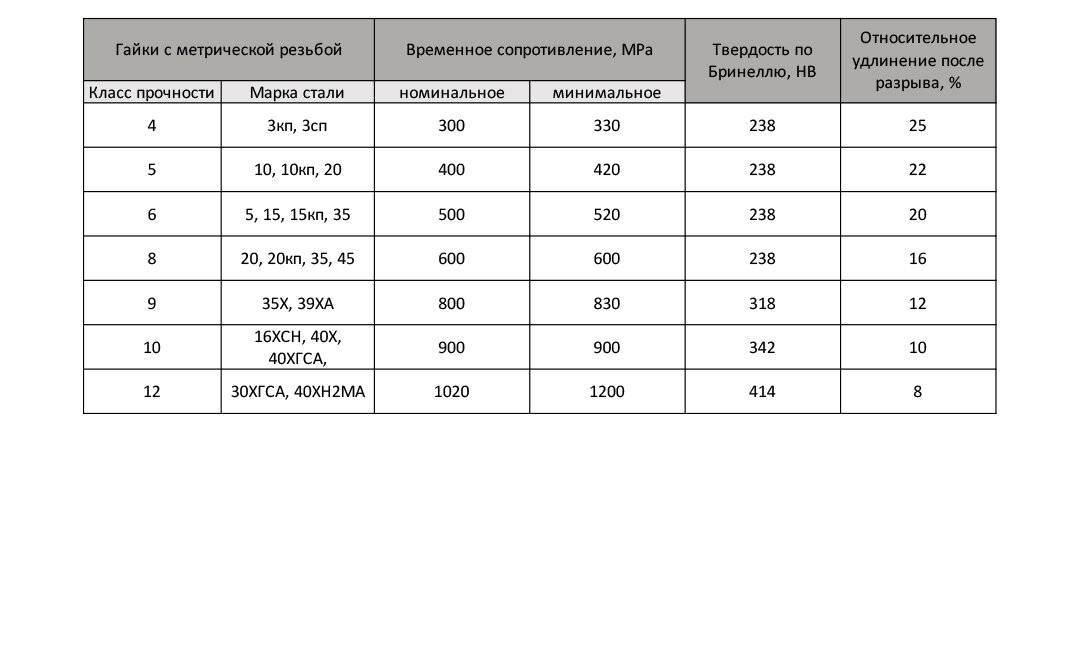
Классы прочности и марки сталей для гаек нормальной высоты, гаек высоких и гаек особо высоких:
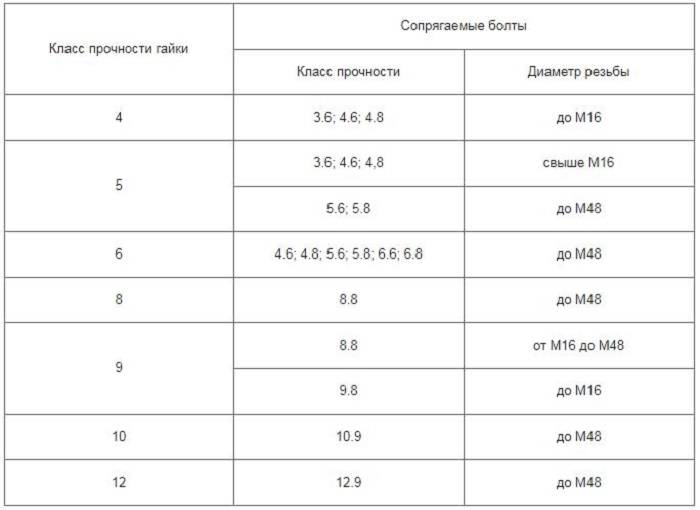
Правило подбора гаек к болтам заключается в сохранении целостности резьбы гайки, навинченной на болт, при приложении пробной испытательной нагрузки – попросту говоря, при испытаниях гайку не должно “сорвать” от испытательной нагрузки для выбранного болта.
При подборе классов прочности болтов и гаек, сопрягаемых в резьбовом соединении, можно пользоваться следующей таблицей согласно ГОСТ 1759.4-87:
Как правило, гайки высших классов прочности могут заменить гайки низших классов прочности. Такая замена рекомендуется для соединений “болт + гайка”, напряжение в которых будет выше предела текучести, или напряжения от пробной нагрузки болта.
По причине того, что низкие шестигранные гайки предназначены, в основном, для препятствия отвинчиванию сопрягаемых шестигранных гаек нормальной или увеличенной высоты, и не несут силовой нагрузки – их изготавливают из низкоуглеродистых сталей. Класс прочности низкой гайки обозначается двузначным числом из двух цифр: первая – 0 (обозначает, что гайка не предназначена для несения силовой нагрузки), вторая 4 или 5 (обозначает 1/100 часть нагрузки, при которой срывается резьба гайки). Прочностной ряд для низких гаек состоит из двух классов прочности: 04 и 05.
Также существует группа особо низких гаек с высотой Н менее 0,5d. В эту группу включены гайки для лёгких соединений, которые не подвергаются каким-либо существенным нагрузкам. Для таких гаек не определяется класс прочности – вместо этого может быть указана 1/10 часть от минимальной твёрдости по Виккерсу, HV.
Классы прочности и марки сталей для гаек низких (* для номинальных диаметров до 16 мм, ** для номинальных диаметров свыше 16 мм.):
Совместно с высокопрочными болтами узкоотраслевого применения, имеющими свою градацию прочности, применяются соответствующие высокопрочные гайки. Например, с уже упомянутыми “мостовыми болтами” по ГОСТ 22353-77 и ГОСТ Р 52644-2006 применяются гайки с увеличенным размером “под ключ” по стандартам ГОСТ 22354-77 и ГОСТ Р 52645-2006.
Прочность гаек согласно этих стандартов обозначается таким же значением, как у сопрягаемого болта – значением временного сопротивления на разрыв (границы прочности) в кгс/см²: 110, 95, 75 и т.д. Такие гайки, как и болты могут производиться в двух исполнениях:
- Исполнение У – для климатических областей с максимально низкой температурой до -400С – буква У не обозначается в маркировке.
- Исполнение ХЛ – для климатических областей с максимально низкой температурой от -400С до -650С – обозначается в маркировке на головке болта после класса прочности.
В производстве высокопрочных гаек по данным стандартам используются также стали 30Х3МФ, 30Х2АФ и 30Х2НМФА совместно с болтами из соответствующих сталей. Применение таких сталей позволяет добиться еще более высокой прочности гаек.
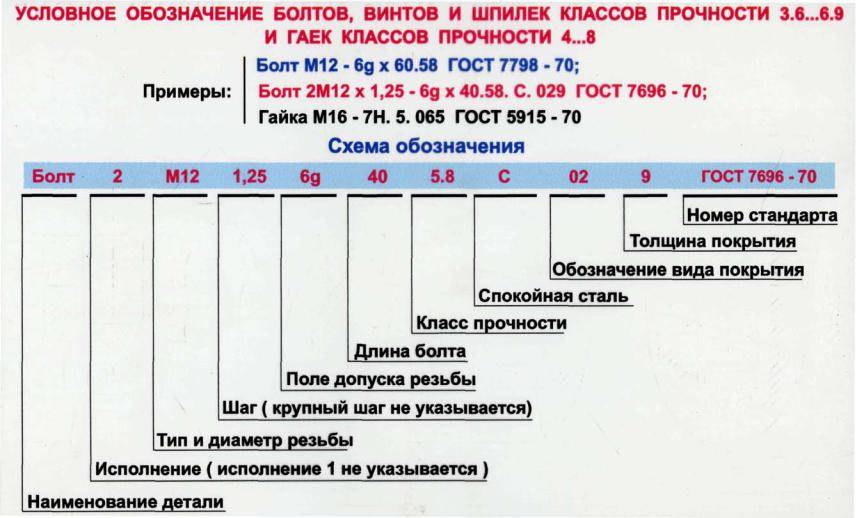
9.2 Маркировка классов прочности
Символы, которыеследуетуказыватьпримаркировкеклассовпрочности, приведенывтаблице 14.
Таблица 14 -Символы, используемыепримаркировке
Класспрочности | 3.6 | 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 10.9 | 12.9 |
Символмаркировкиа,b | 3.6 | 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 10.9b | 12.9 |
аТочкувмаркировочномсимволедопускаетсяопускать. bДляклассапрочности 10.9, когдаиспользуютнизкоуглеродистыемартенситныестали, см. таблицу 2. |
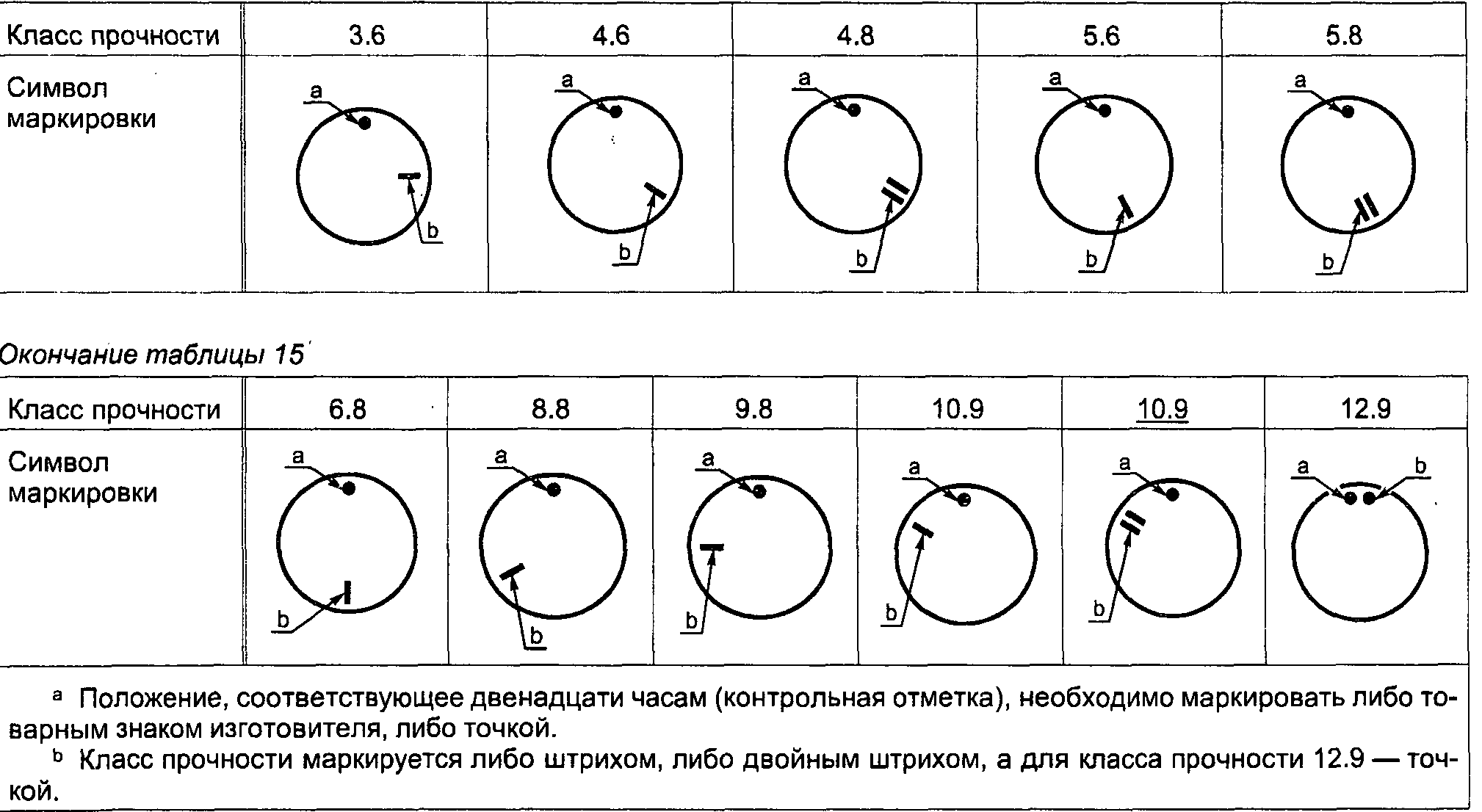
Дляболтовивинтовнебольшихразмеровиликогдасимволымаркировки, указанныевтаблице 14, невозможныиз-заформыголовки, допускаетсяприменятьприведенныевтаблице 15 символымаркировкипосистемециферблата.
Таблица 15 -Системациферблатадлямаркировкиболтовивинтов
Класспрочности | 3.6 | 4.6 | 4.8 | 5.6 | 5.8 |
Символ маркировки |
Окончаниетаблицы 15
Класспрочности | 6.8 | 8.8 | 9.8 | 10.9 | 10.9 | 12.9 |
Символмаркировки | ||||||
аПоложение, соответствующеедвенадцатичасам (контрольнаяотметка), необходимомаркироватьлиботоварнымзнакомизготовителя, либоточкой. bКласспрочностимаркируетсялибоштрихом, либодвойнымштрихом, адляклассапрочности 12.9 -точкой. |
Особенности производства болтов высокой прочности
Класс определяют не только по марке стали, но и по методу, примененного для их производства. Так, болты высокого класса изготавливают на высадочных автоматах (холодных или горячих). Резьбу накатывают с применением специальной технологической оснастки. Затем их отправляют на термообработку. После нанесения покрытия, защищающие болты от коррозии и старения, они готовы к отправке потребителям.
Крепеж отправляют потребителю в ящиках определенного веса. В некоторых случаях на их поверхность наносят слой масла, который обеспечивает длительное хранение метизных изделий.
Оборудование, применяемое для производства болтов высокого класса, может выпускать от 100 до 200 изделий, в минуту. Для изготовления применяют проволочный прокат, полученный из низкоуглеродистой или легированной стали.
Стали для изготовления болтов
Для производства применяют несколько марок стали. Распространенными считают – 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. После выполнения термообработки, болты, получают заданные параметры, определенные в соответствующих нормативных актах. Термическую обработку осуществляют в электрических печах с применением защитной среды. Она препятствует исходу углерода из стали.
Болты высокой прочности могут быть произведены из разных марок и будут получены изделия, которые будут относиться к различным группам прочности. Варьируя разнообразные режимы термообработки, есть возможность получения изделий с разными параметрами прочности.
Как пример можно рассмотреть применение стали 35 для производства болтов, относящихся к разным группам прочности:
- 6 — болты выполняют на станках токарно-фрезерной группы;
- 6 и 6.8 — крепеж производят на высадочном прессовом оборудовании;
- 8 — этот класс получат после прохождения термообработки.
Болты высокой прочности, включают в себя и специализированные метизы, нашедшие применения строго в определенных областях. Требования к продукции определяют в отраслевых документах.
Крепежные изделия, применяемые в авиастроении, производят на основании так называемых нормалей (отраслевых стандартов). Эти метизы отличает повышенная прочность, малый вес и точность. Применение этих болтов и гаек обеспечивает безопасность эксплуатации техники. Для их производства применяют стали, относящиеся к углеродистым или легированным. Готовые изделия покрывают усиленным слоем антикоррозийного покрытия.
Продукция, применяемая при возведении мостовых сооружений и их конструктивных элементов, нормируется ГОСТ Р 52644-2006.
Болты особой прочности, производят в разном исполнении. Различают несколько вариантов. Болты категории «У» допускается эксплуатировать работать при – 40 ºC. Изделие типа «ХЛ» эксплуатируются в диапазоне от – 40 до – 65ºC.
Для изготовления метизов с высокой прочностью, применяют следующие марки сплавов: 30Х3МФ, 30Х2АФ, 30Х2НМФА.
Типы проводимых испытаний
Для подтверждения качества продукции заводы производители проводят ряд испытаний. Перечень и методики испытаний определены в ГОСТ Р 52627-2006. Испытания могут быть осуществлены в заводской или любой другой лаборатории, прошедшей соответствующую аттестацию в центре Росстандарта. Ниже приведен краткий перечень тестов:
- растяжение;
- кручение;
- твердость;
По результатам, проводимых испытаний будут определены свойства продукции, в частности – предел прочности, предел текучести и ряд других.
9.6 Маркировка упаковок
Маркировкаупаковокснанесениемтоварногознакаизготовителяиклассапрочностиявляется обязательнойдлявсехупаковоквсехразмеров.
Приложение А
(справочное)
Предел текучести или условный предел текучести при повышенных температурах
Механическиесвойстваболтов, винтовишпилекизменяютсяприповышеннойтемпературе. ВтаблицеА.1 длясправкипредставленыприближенныеданныепоуменьшениюзначенийпределатекучестиилиусловного
пределатекучестиприповышенныхтемпературах. Этиданныенедолжнырассматриватьсякактребованиякиспытаниям.
ТаблицаА.1 -Пределтекучестиилиусловныйпределтекучестиприповышенныхтемпературах
Класспрочности | Температура, °С | ||||
20 | 100 | 200 | 250 | 300 | |
ПределтекучестиReLилиусловныйпределтекучестиRр0,2, Нмм2 | |||||
5.6 | 300 | 270 | 230 | 215 | 195 |
8.8 | 640 | 590 | 540 | 510 | 480 |
10.9 | 940 | 875 | 790 | 745 | 705 |
10.9 | 940 | – | – | – | – |
12.9 | 1100 | 1020 | 925 | 875 | 825 |
Длительнаяработаприповышеннойтемпературеможетпривестикзначительнойрелаксациинапряжений. Обычно 100 чработыпритемпературе 300°Сприводяткснижениюусилиязатяжкиболтавследствиеуменьшения значенияпределатекучестиболеечемна 25 % отначальной.
Приложение Б
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам,
использованным в настоящем стандарте в качестве нормативных ссылок
Библиография
МеждународныйстандартИСО 898-7:1992 Механическиесвойствакрепежныхизделийизуглеродистойи
легированнойстали. Часть 7. Испытаниенакручениеиминимальныекрутящиемоментыдляболтовивинтовноминальныхдиаметровот 1 до 10 мм
Ключевыесловаболты, винты, шпильки, механическиесвойства, методыиспытаний, системаобозначений, маркировка
Точность болтов
Резьбу на высокопрочные метизы наносят с помощью высокоточных специализированных станков-автоматов. Все технические характеристики полностью соответствуют ГОСТу.
Метизами максимально высокого качества считаются высокопрочные крепежи из селект. Изделия, выпускаемые под этой маркировкой, имеют превосходные технические характеристики. 40х селект используется для монтажа конструкций больших габаритов и там, где предъявляются высокие требования к надежности.
Фланцевое соединение на болтах – наиболее часто применяемый вид разъёмных соединений в промышленности. Оно обеспечивает высокую точность соединений, герметичность и прочность всей конструкции. Процесс изготовления, разборки и сборки не допускает форс-мажорных обстоятельств.
Отличия и места применения нержавеющих сталей А2 и А4
Самые популярные стали среди нержавеющих – А2 и А4. Данное сырье относится к классу аустенитных материалов и отличается немагнитностью, повышенным сопротивлением коррозии, гигиеничностью. Благодаря этим своим свойствам стали А2 и А4 нашли широкое применение в крепежной, строительной, судовой, мебельной и других областях деятельности человека.
Рассмотрим каждую сталь и ее свойства по отдельности:
1. А2 – состоит из следующих элементов – 0.05% углерода, 2% марганца, 0.75% кремния, 18% хрома, 10% никеля. Такое сочетание придает стали хорошую коррозионную стойкость и высокую прочность (в сравнении с классами прочности углеродистых сталей, она приблизительно равна – 8.8). Так же материал практически немагнитен (может проявлять небольшие магнитные свойства при обработке), гигиеничен и не нуждается в покрытии или дополнительном уходе. Свое применение крепеж из А2 нашел в строительной и мебельной промышленностях.
2. А4 – в состав данного сплава входит – 0.05% углерода, 2% марганца, 1% кремния, 17% хрома, 12% никеля и 2% молибдена. Благодаря добавлению молибдена материал приобрел дополнительную прочность (соответствует прочности 10.9 для крепежа из легированных сталей), повышенную сопротивляемость воздействию коррозии и кислот, полную немагнитность. Так же, как и сталь А2, данное сырье гигиенично и не нуждается в каком либо покрытии или уходе. Из-за повышенной коррозионной стойкости основное место применение стали марки А4 – судостроение, пищевая и химическая промышленности.
Ниже приведены таблицы с основными механическими свойствами сталей А2 и А4:
Тип стали | А2 | А4 | |
Удельный вес (г/см) | 7.95 | 7.95 | |
Свойства сырья при температуре +200С | |||
Твердость по Бринеллю, НВ | В отожженном состоянии | 125…150 | 120…185 |
Твердость по Роквеллу, HRB/HRC | 70…88 | 70…85 | |
Предел прочности при растяжении, Н/мм2 | 500…700 | 520…690 | |
Предел прочности при растяжении, Н/мм2 | 175…340 | 195…410 | |
Относительное удлинение | 50…65 | 40…60 | |
Ударная вязкость | KCUL, Дж/см2 | 160 | 160 |
KVL, Дж/см2 | 180 | 180 | |
Свойства сырья при нагревании | |||
Предел текучести при растяжении, Н/мм2 | при 3000С | 115…125 | 138…140 |
при 4000С | 97…98 | 115…125 | |
при 5000С | 88…93 | 95…105 |
Приблизительные значения моментов затяжки и усилий предварительной затяжки для болтов из нержавеющих сталей:
Диаметр резьбы, мм | А2, класс прочности 70 | А4, класс прочности 80 | ||
Усилие предварительной затяжки, Н | Момент затяжки, Нм | Усилие предварительной затяжки, Н | Момент затяжки, Нм | |
5 | 3000 | 3.5 | 4750 | 4.7 |
6 | 6200 | 6 | 6700 | 8 |
8 | 12200 | 16 | 13700 | 22 |
10 | 16300 | 32 | 22000 | 43 |
12 | 24200 | 56 | 32000 | 75 |
16 | 45000 | 135 | 60000 | 180 |
20 | 71000 | 455 | 140000 | 605 |
30 | 191000 | 1050 | 255000 | 1400 |
Другие статьи
8.8 Испытание ударом по головке полноразмерных болтов и винтов диаметром d £ 10 мм и длиной, слишком малой для проведения испытаний на растяжение на косой шайбе
Испытаниеударомпоголовкеследуетпроводить, какпоказанонарисунке 4.
Принанесениинесколькихударовмолоткомголовкаболтаиливинтадолжнаизогнутьсянаугол, равный 90°-β (см. таблицу 12) безпризнаковрастрескиваниявзакругленномучасткепереходаголовкикстержню, чтоустанавливаетсяприосмотресувеличениемнеменеевосьмикратного, нонеболее
десятикратного.

Дляболтовивинтовсрезьбойдоголовкидопускаетсяпоявлениетрещинывпервомвиткерезьбы приусловии, чтоголовканеоторвалась.
Примечания
1
Значенияdhиr2 (r1= r2) см. втаблице 10.
2 Толщинаиспытательнойпластиныдолжнабытьбольше 2
d.
Рисунок 4
–Испытаниеголовкинапрочность
Таблица 12 – Значенияуглаβ
Класспрочности | 3.6 | 4.6 | 5.6 | 4.8 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 |
β | 60° | 80° |
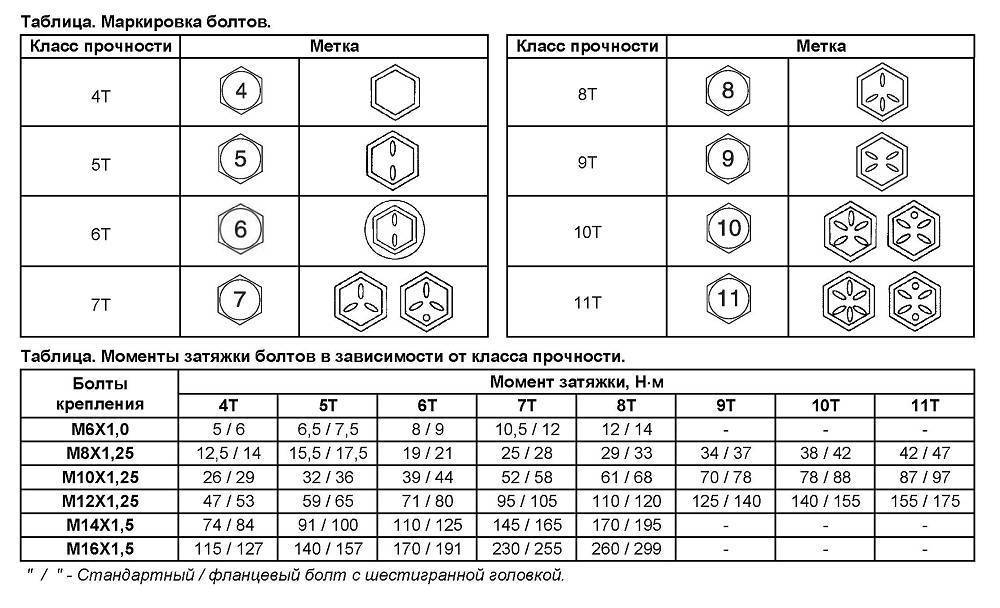
Как выполняется натяжение болтов?
Усилие при натяжении ВПБ может регулироваться несколькими способами. Мы приводим их ниже:
- По числу ударов гайковерта.
- По осевому натяжению крепежного изделия.
- По углу поворота гайки.
- По моменту закручивания.
Здесь нужно знать, что вне зависимости от варианта затяжки высокопрочного крепежа обязательно необходимо использовать стяжные болты. На начальном этапе натяжения головку ВПБ следует придерживать. Сам процесс выполняется от самого жесткого участка соединения либо от его середины. Для натяжения болта на определенное усилие пользуются динамометрическим ключом. Этот инструмент позволяет четко определять момент (коэффициент) затяжки соединения.
Порядок натяжения соединения динамометрическим ключом таков:
- производится стягивание пакета стяжными изделиями;
- все болты (в том числе и стяжные) затягиваются на заданное усилие;
- пробки выбиваются, на их место монтируются ВПБ.
После этого установленный крепеж затягивается до отказа ключом. Болты М24 часто натягиваются посредством гайковерта, который тарируется по повороту гайки на определенный угол. Такой инструмент позволяет получить момент закручивания не ниже 1600 Нм. Тарировку приспособления для болтов М24 осуществляют перед началом выполнения работ. Описанный гайковерт может снабжаться сменными конусными головками. Они имеют повышенный вес. За счет этого удается снижать потери мощности от скручивания. Большой вес головок – это не единственная их особенность. Кроме того, их обязательно подвергают термообработке. Причем выполняется она так, чтобы сменные приспособления имели твердость по шкале HRC в пределах 35–45 единиц.
Болты М24 могут затягиваться не одним ключом, а сразу двумя. Такая методика дает возможность получать максимально точный момент закручивания. Используется она достаточно часто. В данном случае первым ключом (его называют малым) создают момент закручивания не более 200 Нм. После этого берут второй инструмент (большой). И уже этим ключом выполняют финальную затяжку. Он обеспечивает момент закручивания на уровне 1600 Нм. Натяжение высокопрочных болтов М20, М16, М30 и так далее (всех, кроме М24) осуществляют в большинстве случаев с ориентиром на осевое усилие. Операция выполняется электрическим либо пневматическим ключом. Его обязательно тарируют перед сборкой металлоконструкции.
Можно выполнять натяжение ВПБ М20 и других размеров, корректируя усилие на момент закручивания. Методика достаточно сложная. Для ее реализации нужно высчитать момент закручивания и постоянно измерять его при затяжке болта динамометрическим ключом. Последний способ натяжения предполагает применение ударного электрического гайковерта. Этот инструмент применяется для болтов М24 и М20. Методика проста. Все смонтированные крепежные изделия затягиваются указанным ключом посредством нанесения на гайки трех ударов (единичных). После этого производится затяжка болтов тем же способом. Но теперь уже наносится столько ударов, сколько требуется для получения в стержнях высокопрочного крепежа заданного осевого натяжения. Их число обычно находится в пределах 14–18.
1.Болты, винты, винты с внутренним шестигранником и шпильки из углеродистых сталей.
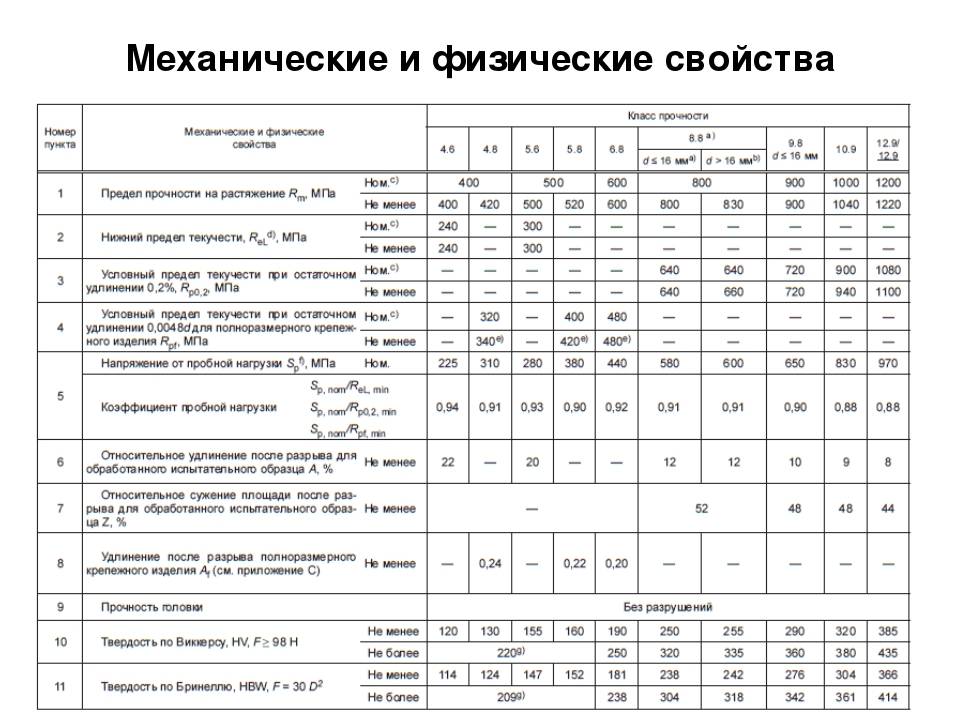
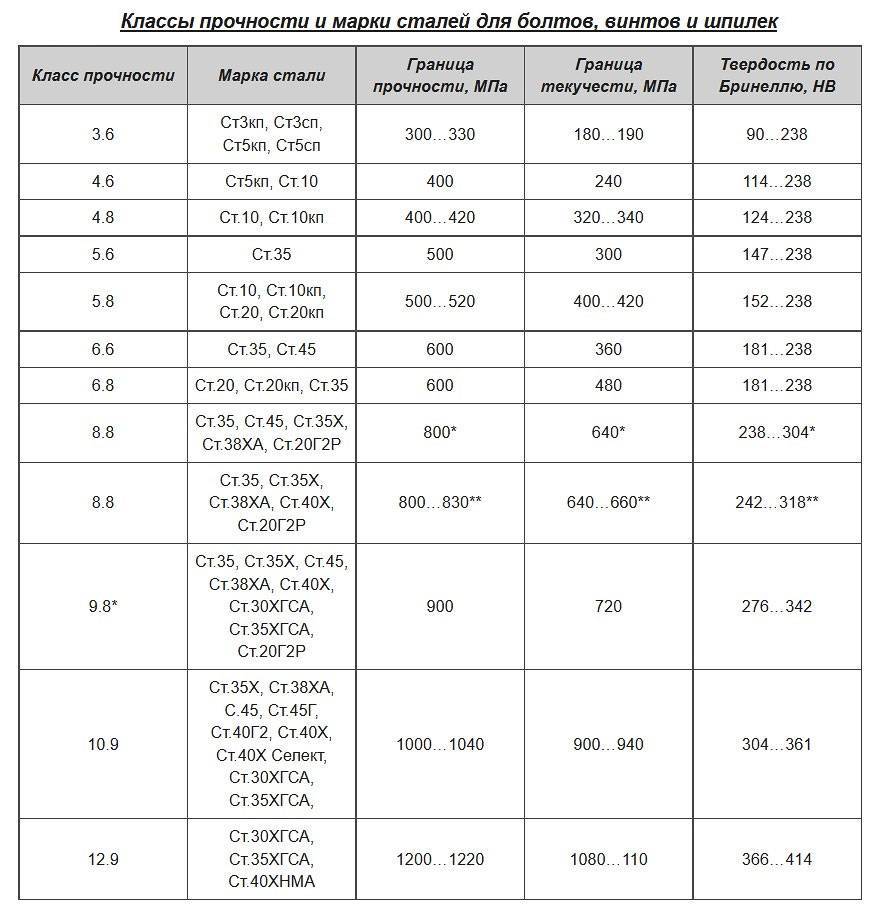
Для болтов, винтов и шпилек из углеродистых нелегированных или легированных сталей, в соответствии с ГОСТ ISO 898-1-2014, установлены следующие классы прочности — 3.6; 4.6; 4.8; 5.6; 5.8; 6.8; 8.8; 9.8; 10.9 и 12.9.
Обозначение класса прочности состоит из двух чисел:
первое соответствует 1/100 номинального значения временного сопротивления разрыву (предел прочности) в Н/мм2;
второе соответствует 1/10 отношения номинального значения предела текучести к номинальному значению пределу прочности в процентах.
Произведение указанных двух чисел соответствует 1/10 номинального значения предела текучести в Н/мм2.
Для примера, возьмем обозначение класса прочности на винтах DIN 7991 — 10.9.
Предел прочности = 10*100 = 1000 Н/мм2 = 1000 МПа.
Значение предела текучести = 1000*0,9 = 900 Н/мм2 = 900 МПа.
Другими словами значение предела текучести означает максимальную рабочую нагрузку на изделие. При превышении данной нагрузки изделие изменит свою геометрию и механические свойства, также возможно разрушение крепежного изделия. Значения предела прочности Rm и напряжение от пробной нагрузки Sp. в зависимости от класса прочности изделий, приведены ниже:
| Совокупность изделий | Класс прочности | Предел прочности на растяжение, Н/мм2 | Напряжение от пробной нагрузки, Н/мм2 | |
| Номинальный | Не менее | Номинальное | ||
| Болт, винт, винт с внутренним шестигранником, шпилька. | 3.6 | 300 | 330 | 200 |
| 4.6 | 400 | 400 | 225 | |
| 4.8 | 400 | 420 | 310 | |
| 5.6 | 500 | 500 | 280 | |
| 5.8 | 500 | 520 | 380 | |
| 6.6 | 600 | 600 | 440 | |
| 8.8 | 800 | 800* | 580** | |
| 9.8 | 900 | 900 | 650 | |
| 10.9 | 1000 | 1040 | 830 | |
| 12.9 | 1200 | 1220 | 970 |
* Для болтов диаметром более 16 мм, значение равно 830 Н/мм2
** Для болтов диаметром более 16 мм, значение равно 600 Н/мм2
Интересные факты
- Сплавы из титана, удельный вес которых превышает алюминиевые примерно на 70 %, прочнее их в 4 раза, поэтому, по удельной прочности сплавы, содержащие титан, выгоднее использовать для самолетостроения.
- Многие алюминиевые сплавы превышают удельную прочность сталей, содержащих углерод. Сплавы из алюминия имеют высокую пластичность, коррозийную стойкость, прекрасно обрабатываются давлением и резанием.
- У пластмасс удельная прочность выше, чем у металлов. Но из-за недостаточной жесткости, механической прочности, старения, повышенной хрупкости и малой термостойкости ограничены в применении слоистые пластики, текстолиты и гетинаксы, особенно в крупногабаритных конструкциях.
- Установлено, что по выносливости к коррозии и удельной прочности, металлы черные, цветные и многие их сплавы уступают стеклопластикам.
 Механические свойства металлов являются важнейшим фактором использования их в практических нуждах. Проектируя какую-то конструкцию, деталь или машину и подбирая материал, обязательно рассматривают все механические свойства, которыми он обладает.
Механические свойства металлов являются важнейшим фактором использования их в практических нуждах. Проектируя какую-то конструкцию, деталь или машину и подбирая материал, обязательно рассматривают все механические свойства, которыми он обладает.
Соединение болтов с помощью резьбы
Классификация резьб:
- метрическая;
- дюймовая;
- трубная цилиндрическая;
- коническая;
- прямоугольная;
- трапецеидальная;
- упорная;
- стандартизированная круглая.
Метрическая резьба – основной тип резьбового соединения. Ее параметрами являются номинальный диаметр и шаг резьбы в миллиметрах, устанавливаемые ГОСТ 8724-81.
 Соединение болтов с помощью резьбы является надежным и технологичным.
Соединение болтов с помощью резьбы является надежным и технологичным.
Достоинства:
- надежность;
- многофункциональность;
- технологичность;
- возможность регулировки силы сжатия;
- наличие широкой номенклатуры изделий.
Недостаток – склонность к самоотвинчиванию.