Общие правила заточки циркулярной пилы
Заточка дисков производится ограниченное количество раз. При каждой процедуре, размер зуба уменьшается. Рано или поздно зуб стачивается до критической величины, после которой использование диска станет невозможным.
ВАЖНО! Недопустимо работать на затупленном диске. Помимо ухудшения качества распила, для заточки чрезмерно затупленных зубьев потребуется снять большее количество металла.. Схематическое изображение правильной заточки зубьев
Схематическое изображение правильной заточки зубьев
Маркировка пильного диска с указанием углов заточки
Для заточки дисков существуют специальные станки, которые механически контролируют выбранные углы для каждого зуба. В зависимости от интенсивности применения, точильный станок может иметь автоматический или ручной привод. В домашних условиях, как правило, используются недорогие модели, в которых поворот диска на следующий зуб и контроль толщины стачиваемого металла осуществляется вручную.
В таких приспособлениях диск фиксируется перпендикулярно точильному камню, устанавливается угол и шаг зуба. Мастер проводит затачиваемой поверхностью по точильному камню фиксированное количество раз и переходит к следующему зубу.
Точильные диски изготавливаются из эльбора, карбида кремния или используют алмазное напыление. Говорить о принципиальном преимуществе одного материала перед другим не имеет смысла. Существуют лишь особенности применения. Например, алмазные точильные камни способны обработать более твердые зубья, но чувствительны к перегреву.
Можно производить заточку вручную, при помощи качественного напильника. Диск при этом лучше оставить в станке. Первый зуб помечается маркером, диск фиксируется при помощи деревянных брусков, струбцины или тисков. По каждой поверхности зуба необходимо выполнить фиксированное количество проходов напильника. Затем выполнить поворот диска на один зуб и повторить процедуру.
Как заточить дисковую пилу своими руками видео
Заточка дисков
Опытный мастер обычно сразу понимает, когда зубцы начинают приходить в негодность. Это можно определить по следующим признакам:
Если зубцы затупились, желательно заточить пилу как можно быстрее. Многие домашние мастера ошибочно считают, что получить травму от острой пилы можно гораздо быстрее, чем от тупой. На самом деле, дело обстоит с точностью до наоборот. Такой парадокс объясняется просто: когда пильщик орудует тупой пилой, ему приходится прикладывать физическую силу. Если неправильно рассчитать силу или приложить ее не в том направлении, травмировать кисть руки очень легко. А если пильщик орудует хорошо заточенным инструментом, никаких усилий прикладывать не требуется, главное – точные и аккуратные движения.
При помощи специального станка
Конечно, проще всего заточить дисковую пилу на специальном станке промышленного производства. Такие станки стоят довольно дорого. Приобретать точильный станок для личного пользования выгодно только в том случае, если домашний мастер работает ежедневно и перепиливает большие объемы древесины. А также услуги по заточке предоставляются во многих специализированных магазинах
. Станок для заточки пил чем-то отдаленно напоминает гончарный круг, на котором вертится пильный диск, размещенный строго в горизонтальной плоскости. Процесс заточки состоит из следующих этапов:
Затачивать пильные диски на станке очень удобно. Главное – соблюдать технику безопасности и ни в коем случае не поправлять пильный диск, пока станок работает. Все манипуляции с диском производят только при выключенном точильном станке.
Самостоятельная заточка
Многие домашние умельцы прекрасно справляются с заточкой дисковых пил без специального станка. Большинство владельцев циркулярных пил давно привыкли затачивать пильные диски на весу, при помощи обыкновенного напильника или других подручных инструментов для заточки. Однако, этот метод весьма неудобен и травмоопасен. К тому же при ручной заточке можно случайно пропустить отдельные зубцы. Поэтому применять этот метод не стоит.
Бывалые пильщики обычно мастерят для заточки пил круглую деревянную подставку, на которой и размещается пильный диск. Принцип действия таких мини-станков примерно такой же, что и принцип действия станков промышленного производства.
Мастера считают, что перед заточкой пильные диски должны быть немного влажными – это значительно облегчает заточку. Для этого точильщики смачивают пильные диски водо
й и различными химическими веществами. Однако, эксперты утверждают, что на самом деле такой метод приносит только вред. Любая жидкость разъедает металл и вызывает его коррозию, то есть способствует появлению ржавчины.
Во время самостоятельной заточки нужно быть внимательным, чтобы не пропустить ни один зубец. Даже если затупилось всего несколько зубчиков, а остальные остались острыми, точить нужно абсолютно все зубцы. Она будет работать правильно
только в том случае, если все пилящие элементы заточены одинаково.
Самостоятельно заточить дисковую пилу – это не так сложно, как кажется. Как именно затачивать пилу, на станке промышленного производства или на примитивной подставке, каждый домашний мастер выбирает сам. Однако, в любом случае необходимо строго соблюдать элементарную технику безопасности и затачивать зубцы как можно острее. При возникновении трудностей, связанных с заточкой дисковой пилы в домашних условиях, следует проконсультироваться со специалистом. Если регулярно приводить в порядок циркулярную пилу, она прослужит верой и правдой долгие годы.
Любой режущий инструмент имеет свойство затупляться в процессе эксплуатации. Это касается и твердосплавных пильных дисков, которые необходимо регулярно затачивать, для того чтобы распиловка дерева происходила быстро и качественно.
Самый простой способ затачивания зубьев на дисковой пиле — это использование обычного напильника. Но при работе своими руками, над приведением режущего инструмента в рабочее состояние, возникает много сложностей, с которыми может справиться только хороший специалист, имеющий достаточно большой опыт. Гораздо проще, быстрее и эффективнее использовать для этой операции самодельный станок для заточки дисковых пил или заточной станок для дисковых ножей.
Если есть самодельный электрический заточной станок для дисковых пил, не зависимо от того заводской это инструмент или самодельный, следует знать основные принципы использования такого оборудования. Особенно, когда есть необходимость в заточке зубьев пильных дисков, которые имеют разную геометрию и углы затачивания.
Станочный агрегат JMY8-70 — польза и отличительные особенности
Современные заточные станки для дисковых пил, таких как JMY8-70 имеют на сто процентов китайскую сборку и целиком и полностью представляет собой высококачественный агрегат, годный для долгосрочной эксплуатации. Многие специалисты по самостоятельной сборке агрегата берут данное устройство в пример, когда возникает необходимость сделать станок своими руками.
Основное назначение выше упомянутого станка: затачивание пил на диске, в основе которых лежат твердые сплавы, пригодные к быстрой резке по металлу. Станок способен с успехом обрабатывать поверхность детали спереди и сзади, а также способность делать заточку угловой поверхности на максимально качественном уровне.
- В основе лежит свой круг для обработки детали посредством алмазного нагревателя, минимальный размер радиуса – 65 мм.
- Пила оснащена наклонным суппортом, он и дает возможность осуществлять заточку изделия под необходимым углом пилой своими руками.
- Корпусная поверхность производится из специальной литой стали, главным образом используемой в авиастроении.
- Агрегат инсталлируют на резиновые прокладочные материалы. Они позволяют максимально снизить вибрационную составляющую при обработке материала и давать возможность пить либо подливать воду время от времени для недопущения остановки механизма.
- Механизм регулируется крайне легко и просто. Даже малоквалифицированный персонал способен управлять данным агрегатом, в том числе совсем не подготовленные специалисты.
При отгрузке товара заводом-производителем для эффективного управления агрегатом прилагают подробную инструкцию, которая в полной мере описывает все сильные стороны агрегата и методы работы с ними.
Основные технические характеристики, связанные с устройством JMY8-70:
- Размеры круга для шлифовальной обработки имеют трехгранные параметры: 117×9х7 мм;
- Затачиваемый круг способен поворачиваться на угол не менее 20 градусов.
- Диаметральная поверхность пилы для заточки составляет не менее 70-800 мм.
- Стандартный шлифовальный круг приводится в движение в считанные секунды, а его скорость вращательного момента достигает 2900 оборотов в минуту.
- Вес агрегата – 35 кг.
Многие люди, которые используют ручной труд, применяют дисковые пилы из сложных составляющих не на регулярной основе, а в зависимости от необходимости. Таким образом, покупка заводского оборудования может вылиться в ненужные финансовые затраты. Лучшим решением для домашней работы является использование самодельного заточного станка для дисковых пил. Именно поэтому обращение к сторонним компаниям не имеет смысла.
Как правило, для того чтобы выточить изделие своими силами, необходимо использовать сложные механизмы, дабы исключить вероятность порчи изделия. По этой причине и нужно использовать тот агрегат, который даст возможность выдержать обязательный угол для затачивания. Именно сложный станок позволяет установить механизм в продуманном положении с ориентацией на круг для заточки.
Обычный агрегат для самостоятельной выточки детали включает в себя:
- Электромотор с закрепленной насадкой для шлифовального диска.
- Подставная площадка, чаще всего на поверхности которой есть возможность располагать ось вращения заточного круга.
- Наклон подставки обеспечивается посредством петель с одной из сторон, а также благодаря вращающемуся моменту – с другой стороны. Это дает возможность выполнить заточку агрегата по передней и задней поверхности.
- Дисковая грань фиксируется за счет специальных держателей, на которых и крепятся пилы. По этой причине на поверхность устанавливают специальный паз, на котором и фиксируется пила. Строгое соблюдение правил инструкции дает возможность выдержать угол заточки зубьевых поверхностей.
- Устройства для обработки материала имеют разные диаметры.
- Обязательно должны быть качественные упоры для надежной фиксации агрегата.
Видео: самодельный заточной станок дисковых пил.
https://youtube.com/watch?v=Z4pivLmhAkY
Основные правила затачивания
В основном износу подвержена главная режущая кромка – происходит ее скругление до 0,3 мм. Не следует допускать изнашивание твердосплавных зубьев сверх этого значения. Это ведет к снижению производительности и увеличению времени на последующую заточку. Затупление определяется по зубьям и пропилу (ухудшается качество реза).
- При правильном выполнении работ обеспечивается максимальный эксплуатационный ресурс пильного диска с напайкой – вплоть до 30 заточек. Поэтому заточку следует производить по передней и задней плоскости зуба.
- В первую очередь затачивается передняя плоскость.
- Напайка при заточке должна всей плоскостью прилегать к поверхности абразивного круга.
- Точить зубья рекомендуется короткими движениями (в пределах 3-5 секунд), что предотвратит их перегрев. Поскольку при повышении температуры снижается микротвердость абразива, а значит и результативность заточки.
- Толщина снимаемого металла не должна превышать 0,15 мм.
Различия рабочих зубьев по геометрической форме
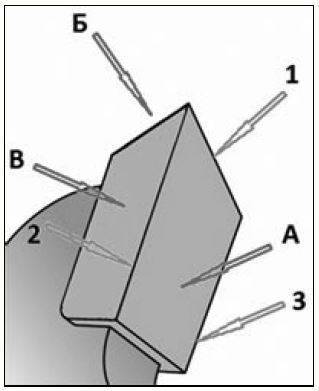
Зуб имеет несколько рабочих плоскостей. Передняя плоскость «А» вместе с задней «Б» в месте пересечения образуют основную режущую кромку «1». В местах пересечения поредей плоскости с боковыми «В» образуются вспомогательные кромки «2» и «3».
Схематическое представление режущей кромки диска
Для эффективной работы с материалами разработаны различные виды режущих зубьев.
- Базовая форма – прямой зуб
Предназначен для грубого и быстрого распила. Качество среза невысокое, поэтому для тонких работ и расшивки твердых материалов не подходит.










Читать также: Как определяется твердость по методу бринелля
Такая форма режущей кромки позволяет делать ровные точные пропилы и хорошо подходит для композитных материалов, например – ДСП с двусторонним ламинированием. На твердом покрытии практически не остается сколов. Зубья со скошенной задней поверхностью отлично режут твердые заготовки, но при этом быстрее тупятся. Наклон чередуется, поэтому полотно с такой формой называется переменно скошенным. Скошенной может быть как задняя, так и передняя кромка.
Главное достоинство – медленное затупление. Такие рабочие зубья чередуются с прямыми, работая комплексно. Трапеция несколько выше основного зуба, и как бы прорубает материал «по черновому», облегчая работу прямой кромке. Применяется при распиле пластмасс и материалов с прочным двусторонним ламинатом.
Диски с коническим зубом являются вспомогательными. С их помощью делается предварительный надрез ламината, для предотвращения образования сколов при распиле. В качестве самостоятельного инструмента не используется.
Кроме того, передняя плоскость зубьев может иметь вогнутую форму. Такие пилы предназначены для поперечных распилов. Вогнутая плоскость и острая кромка подобно серпу разрезают поперечные волокна материала.
Заточка дисковых пил своими руками видео
Существуют диски с чередующимися активными и пассивными зубьями. У пассивных отрицательный угол заточки.
https://youtube.com/watch?v=WgNZYeDMX3o
Различия рабочих зубьев по геометрической форме
Зуб имеет несколько рабочих плоскостей. Передняя плоскость «А» вместе с задней «Б» в месте пересечения образуют основную режущую кромку «1». В местах пересечения поредей плоскости с боковыми «В» образуются вспомогательные кромки «2» и «3».
Схематическое представление режущей кромки диска
Для эффективной работы с материалами разработаны различные виды режущих зубьев.
- Базовая форма – прямой зуб
Предназначен для грубого и быстрого распила. Качество среза невысокое, поэтому для тонких работ и расшивки твердых материалов не подходит.
Скошенные зубья
Такая форма режущей кромки позволяет делать ровные точные пропилы и хорошо подходит для композитных материалов, например – ДСП с двусторонним ламинированием. На твердом покрытии практически не остается сколов. Зубья со скошенной задней поверхностью отлично режут твердые заготовки, но при этом быстрее тупятся. Наклон чередуется, поэтому полотно с такой формой называется переменно скошенным. Скошенной может быть как задняя, так и передняя кромка.
Трапециевидные зубья
Главное достоинство – медленное затупление. Такие рабочие зубья чередуются с прямыми, работая комплексно. Трапеция несколько выше основного зуба, и как бы прорубает материал «по черновому», облегчая работу прямой кромке. Применяется при распиле пластмасс и материалов с прочным двусторонним ламинатом.
Конические зубья
Диски с коническим зубом являются вспомогательными. С их помощью делается предварительный надрез ламината, для предотвращения образования сколов при распиле. В качестве самостоятельного инструмента не используется.
Кроме того, передняя плоскость зубьев может иметь вогнутую форму. Такие пилы предназначены для поперечных распилов. Вогнутая плоскость и острая кромка подобно серпу разрезают поперечные волокна материала.
Заточка дисковых пил своими руками видео
Существуют диски с чередующимися активными и пассивными зубьями. У пассивных отрицательный угол заточки.
Используемые материалы и процесс заточки победитового зуба дисковой пилы
При работе с дисковой пилой, чаще всего, затупляется главная кромка. В процессе резки главный упор идет именно на неё, поэтому необходимо следить, чтобы она не скруглялась более чем на 0,3 мм, так как могут возникнуть трудности при последующей заточке резцов, не говоря уже о снижении производительности.
Вспомогательные плоскости также подвержены износу (правда, в меньшей степени), особенно при работе с массивными изделиями.
Для заточки зубов дисковых пил с победитовыми зубьями используют высокопрочные материалы – алмазные круги, круги из карбида кремния (зеленого) и др.
Важно! Перед началом процесса необходимо убедиться в чистоте прибора, то есть убедиться, что на обрабатываемых плоскостях нет грязи или воды. А также нелишне будет обработать алмазный круг смазочно-охлаждающей жидкостью, так как высока вероятность появления ржавчины при охлаждении простой водой
При выборе абразивного круга следует обратить внимание на то, чтобы его поверхность была немного зернистой, ведь именно так достигается нужная чистота поверхности натачиваемого зуба. В противном случае, при работе на материале будут оставаться сколы, зазубрины и иные дефекты
Для обработки победитовых напаек скорость вращения круга заточки должна составлять не менее 15 м/с, то есть при диаметре от 120 до 125 мм скорость вращения должна быть минимум 1500 об/мин.
Существуют специальные приборы для заточки напаек – станки для заточки, преимуществом которых является:
- Вариабельность перемещения как станка, так и абразивного круга;
- Обеспечение ровного угла заточки.
Далее действия производятся вручную – поворот пилы по кругу (на зуб), последующая шлифовка, проверка объемов снимаемого металла. Подобные механизмы отлично подходят для обработки напаек в домашних условиях.
Как узнать что пора заточить диск
Режущие диски для обработки древесины и древесных материалов с течением времени истираются и изнашиваются, что способствует снижению их производительности. Чтобы восстановить эффективность режущего инструмента, понадобится произвести заточку зубьев. Узнать о том, что надо произвести заточку зубьев на диске, можно последующим факторам:
- Чтобы разрезать древесину, необходимо приложить усилия прижима инструмента к распиливаемой заготовке
- Наблюдается возникновение дыма, поступающего из-под защитного кожуха
- Происходит чрезмерный нагрев защитного кожуха
- Возникают признаки запаха гари. Это означает, что зубья не пилят древесину, а режут ее
Эксплуатация неисправной насадки на электроинструменте приводит к тому, что снижается производительность выполнения работ, а также повышается вероятность скорейшего выхода из строя электроинструмента и самой насадки. Снижение производительности способствует повышению нагрузки на электродвигатель, который в итоге начинает перегреваться, и выходит из строя.
Заточка вручную
За неимением станка заточку можно провести напильником
Для этого важно четко зафиксировать диск. Это делается при помощи тисков
Если полотно не снимать с циркулярки, то можно обойтись без них. Между зубьями вставляются бруски, а инструмент упирается в вертикальную плоскость.







В любой точке круга маркером делается отметка. Так будет понятно, когда работа будет завершена. Обработка ведется плоским напильником, который хорошо входит между зубьями. Наибольшему износу подвергается верхняя кромка зуба и его передняя грань.
Сначала работа ведется с задними поверхностями зубьев по всему кругу. На втором этапе приступают к заточке передних граней
Важно помнить, что прилагаемое усилие должно быть одинаковым, тогда и все зубья будут равномерно заточены
Заточку диска циркулярки реально провести в домашних условиях. Для этого лучше приобрести простой станок. В его отсутствие можно воспользоваться тисками или самодельными упорами. По окончании работы проверить инструмент. В процессе распила его работа должна быть ровная и тихая.
Необходимость заточки пилы
Для начала следует определиться – нужно ли выполнять заточку или нет. Существует несколько явных признаков, указывающих на актуальность выполнения этой процедуры. Если их проигнорировать, то в дальнейшем диск может стать неремонтопригодным и послужит причиной выхода из строя дорого станка.
Преимущество использования пильного диска с напайками заключается в увеличении срока эксплуатации. Также он предназначен для обработки твердых пород дерева. Наплавки изготавливаются из стали 9ХФ, 50 ХВА, 65Г и аналогичных им составов. Они отличаются высокой твердостью, но при этом при значительной эксплуатации возрастет вероятность их поломки.
Своевременная заточка дисковых пил станком своими руками выполняется при следующих явных признаках:
- повышение нагрузки на двигатель. Причиной этому является ухудшение заточки и как следствие — силовому агрегату необходимо больше мощности для разрезания древесины. Если в конструкции двигателя не предусмотрены защитные реле – возможен выход его из строя;
- ухудшение качества распила. Первым признаком является увеличение ширины реза, а также образование сколов и неровностей по его краям;
- увеличение времени обработки заготовки. Для формирования реза требуется больше времени, чем обычно.
Лучшим способом является периодическая проверка состояния диска с напайками по дереву. Для этого потребуется временно оставить станок и демонтировать режущий инструмент. Если его геометрические параметры не совпадают с изначальными – необходима заточка.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб
. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб
с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб
. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб
. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Применяемые материалы и процесс заточки победитового зуба дисковой пилы
Во время работы с дисковой пилой, в большинстве случаев, затупляется основная кромка. В ходе резки главный упор идет конкретно на неё, потому нужно смотреть, чтоб она не скруглялась весьма на 0,3 мм, потому что возникают трудности при следующей заточке резцов, мы не говорим уже о понижении производительности.
Читайте так же
Вспомогательные плоскости также подвержены износу (правда, в наименьшей степени), в особенности во время работы с громоздкими изделиями.
Для заточки зубов дисковых пил с победитовыми зубьями употребляют прочные материалы – алмазные круги, круги из карбида кремния (зеленоватого) и др.
Принципиально! До процесса нужно убедиться в чистоте устройства, другими словами убедиться, что на обрабатываемых плоскостях нет грязищи как еще его называют воды. Также нелишне будет обработать алмазный круг смазочно-охлаждающей жидкостью, потому что высока возможность возникновения ржавчины при охлаждении обычной водой.









Как станком заточить диск
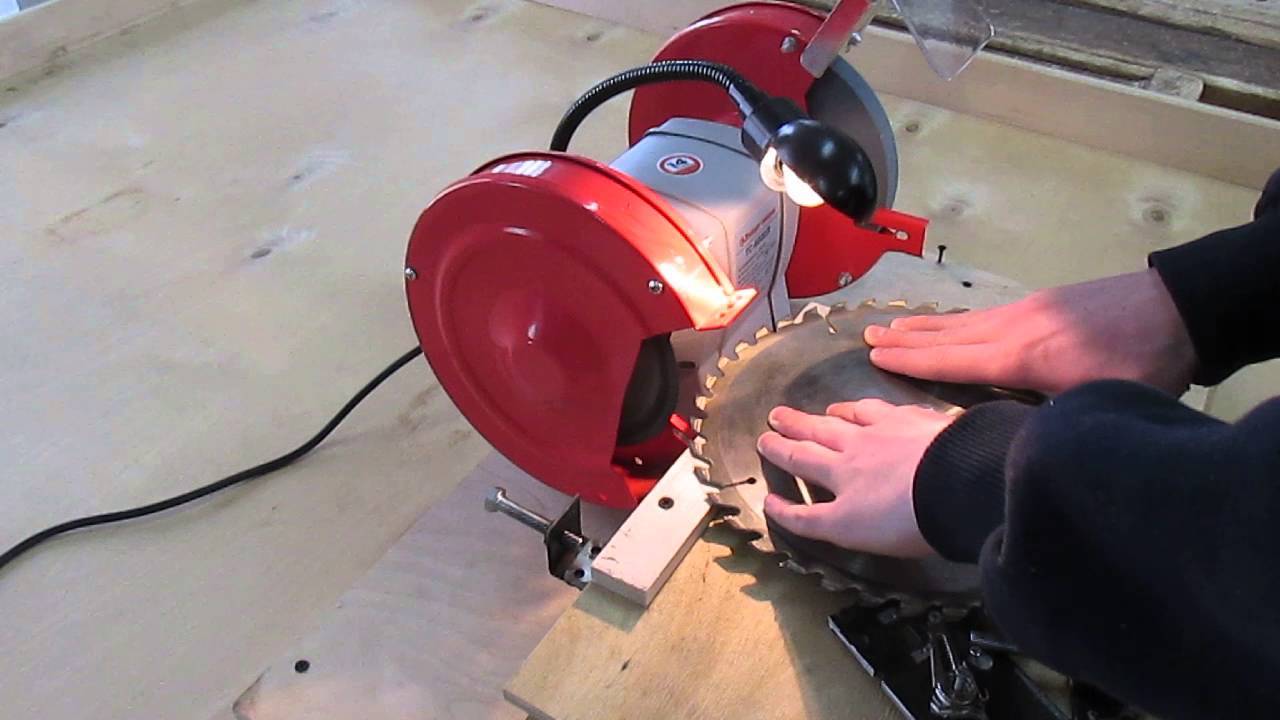
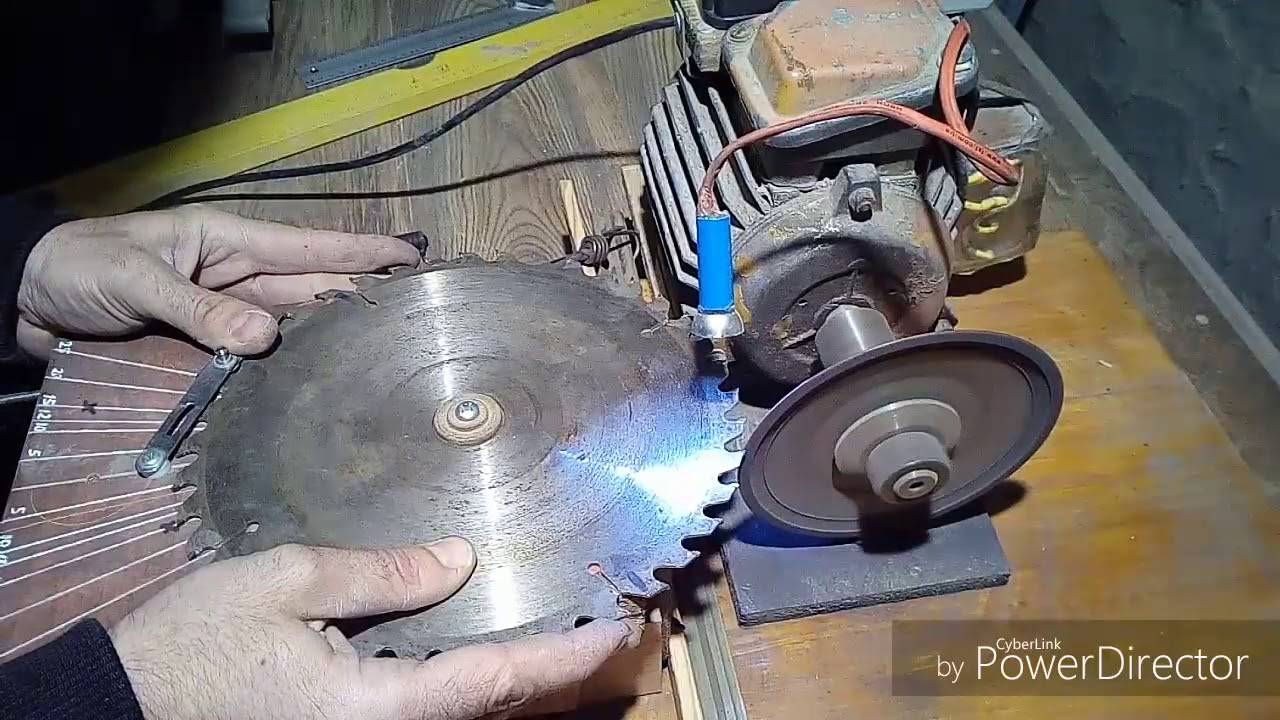
Для восстановления целостности режущих дисков используется два способа — это ручной и автоматизированный. Ручным методом выполнять процедуру не только сложно, но еще и требуется много времени. Именно поэтому имеет смысл купить заточной станок для пильных дисков или же изготовить устройство самостоятельно.
Простым приспособлением для заточки пильных дисков считается точило или наждачный станок, на валу которого нужно закрепить специальный круг — алмазный, эльборовый, а также из напыления карбида кремния. Сложность реализации процесса в том, что затачиваемую оснастку необходимо зафиксировать в неподвижном положении, поэтому держать диск в руках при его заточке не рекомендуется. Это не только опасно, но еще и способствует снижению качества заточки.
Инструкция по правильной заточке режущих дисков для циркулярных пил:
- Каждый зуб, который подвергается заточке, должен располагаться перпендикулярно к полотну
- Принцип заточки заключается в том, что к вращающемуся полотну (алмазному кругу), необходимо подводить каждый зуб диска
- От величины усилия прижима зависит количество снимаемого слоя металла. Чем больше износ или стертость зубьев, тем сильнее следует прижимать оснастку к полотну
- Аналогичным способом выполняется процедура для каждого звена
Чтобы выполнять заточку дисков от циркулярных пил, для этого не обязательно покупать специальное оборудование. К домашнему точильному станку нужно приделать стойку, которая состоит из неподвижной и подвижной части, а также крепление. При помощи такого приспособления можно легко и быстро выполнять затачивание в домашних условиях.
Задача усложняется, когда необходимо выдержать соответствующий угол затачивания. Чтобы модернизировать и расширить функционал установки, понадобится изготовить регулятор наклона подвижной подставки. В качестве регуляторов используются болты с гайками, за счет которых можно выставить необходимый угол наклона подставки.
Подвижная подставка представляет собой квадратную рамку, в центре которой располагается фиксатор для установки диска. Фиксатор имеет одинаковый диаметр с затачиваемой оснасткой. В подставке делается паз, через который выполняется выдерживание необходимого угла заточки. Производить работы по затачиванию не трудно, поэтому при частых работах с обработкой древесины циркулярной пилой, изготовить заточной станок необходимо обязательно.
Способы заточки диска для выполнения работ по дереву
Следующие способы гарантируют эффективную и безопасную заточку циркулярных пил.
Болгаркой — пошаговая инструкция
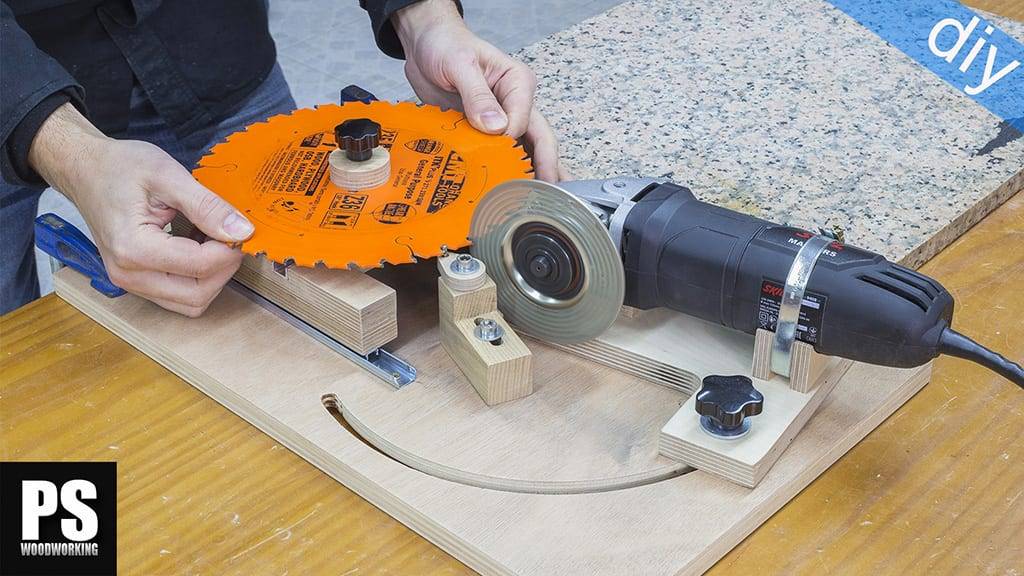
Специальные станки для заточки дисков циркулярных пил имеют высокую стоимость и требуют определенных навыков при эксплуатации, поэтому в качестве эффективной и доступной альтернативы выступают УШМ-машинки, то есть «болгарки».
Для фиксации диска используется специальная гладкая подставка, которая конструируется с учетом того, что зуб должен быть перпендикулярен к диску болгарки и иметь минимальное отклонение от него.
Для заточки с помощью болгарки применяется алгоритм:
- Болгарка оснащается шлифовальным диском, а затачиваемый диск крепится к площадке.
- Болгарка удерживается руками или с помощью удерживающего приспособления.
- Режущая кромка зуба циркулярки обрабатывается болгаркой. При этом выполняется легкое равномерное движение.
Свидетельством о том, что грань получила заточку станет визуальное обновление кромки – она перестанет быть потемневшей.
Запрещается включать болгарку, если диск помещен в зев между зубьями затачиваемого диска.
Напильником
Если в качестве инструмента используется напильник или надфиль, то все мероприятия по заточке аналогичны тем же, что и при использовании УШМ. Кроме того, для соблюдения угла заточки необходим специальный шаблон, который используется в качестве направляющей плоскости между зубом и напильником.
Но при этом работа будет производиться значительно дольше, так как циркулярные пилы используют насадки из твердого сплава.
Специальным станком
Станки для точения резцов циркулярной пилы представляют собой сложные инженерные и технические устройства, которые кроме механизмов оснащаются еще и автоматической электроникой.
Данные станки позволяют выполнять наиболее эффективное восстановление режущих кромок с соблюдением всех нужных конфигураций. Эффективность станков объясняется следующими критериями:
- Возможность автоматизации процесса заточки.
- Сохранение параметров угла заточки для каждого резца.
- Все резцы затачиваются идентично с минимальной погрешностью.
- Возможность полного восстановления и реставрации.
Для заточки на станке, диск пилы помещается в специальный суппорт и закрепляется.
Выбираются параметры заточки, которые обеспечиваются специальными механизмами для наклона затачиваемого диска или наклона заточного диска в станке.
Затачиваемый диск помещается в рабочую зону устройства.
Станок запускается, и заточка производится в автоматическом режиме.
Самодельным станком
Самодельные станки для эффективной работы должны включать следующие составные части:
- УШМ (болгарка) в качестве непосредственного заточного устройства.
- Суппорт для закрепления пильного полотна циркулярной пилы.
- Механизмы для обеспечения наклона суппорта, чтобы регулировать конфигурацию заточки.
- Весь механизм закрепляется на станине, в качестве которой может использоваться швеллер или двутавр.
Процесс работы аналогичен использованию оригинального станка для заточки с единственным отличием – полотно циркулярки подается к рабочей зоне устройства вручную.