

Виды шлифовальных станков
В зависимости от предназначения шлифовальные станки делятся на несколько видов. Каждый из них различен по строению и внутренним характеристикам. Разберём основные виды шлифовальных станков:
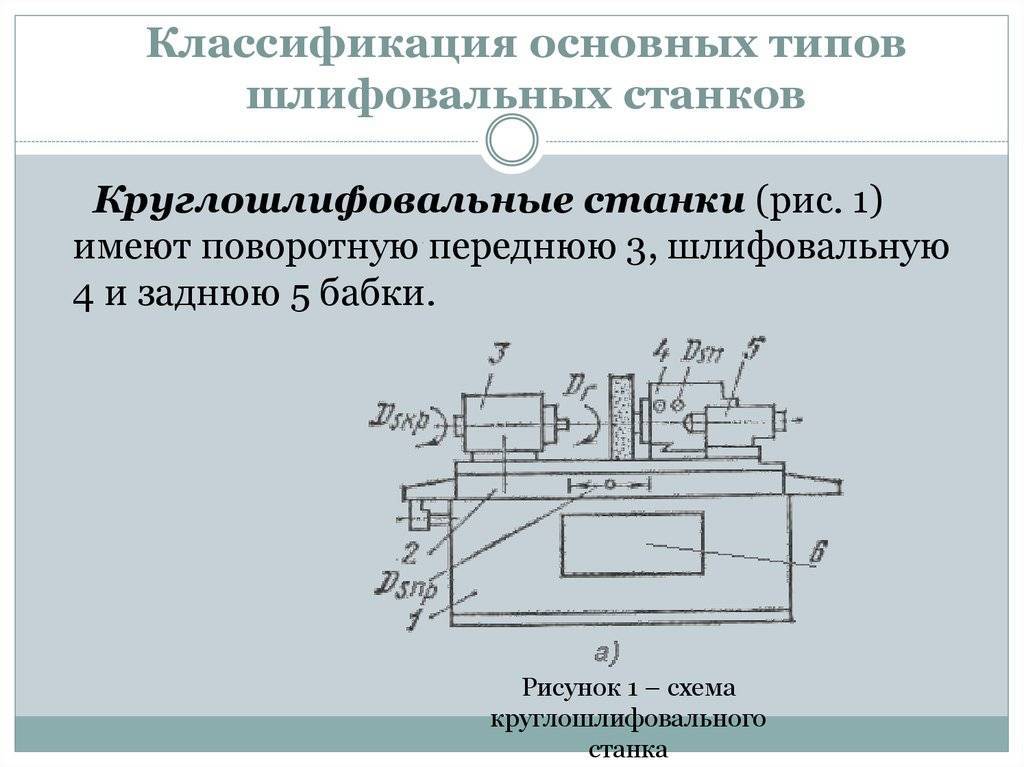
- Круглошлифовальные. Используются для обработки изделия, имеющих форму цилиндра. Сами по себе бывают также универсальными и не универсальными. В универсальных моделях возможен поворот как рабочего стола, так и самой заготовки, а в некоторых случаях и шлифовального круга. В не универсальных моделях такая функция отсутствует.
- Плоскошлифовальные. Предназначены для шлифования плоских поверхностей, которые имеют минимальный угол искривления.
- Бесцентровошлифовальные. Этот вид станка предназначается для массовой обработки и шлифовки поверхностей.
- Хонинговальные. Используются для «деликатного» шлифования. В процессе работы станок снимает маленькие слои материала с поверхности изделия (их толщина может быть всего несколько сотых миллиметра).
Основные типы шлифовальных станков
3 Jet Jsg-64

Тарельчато-ленточный станок идеально годится для выполнения работ по дереву и пластику, но для шлифования металла не подходит. Эта модель для обработки поверхностей имеет ленточный механизм, а с помощью точильного диска обрабатываются торцы. Увеличенный диаметр круга (152 мм) лучше всего подходит для обработки деталей больших размеров. Ленточный узел имеет угол наклона (максимально 90 градусов), что очень удобно при подгонке широких деталей. Устойчивость приспособлению под нагрузкой придают опорные ножки.
Jet Jsg-64 оснащен подвижным упором, который может переустанавливаться на ленту, при этом сама шлифовальная часть и рабочий стол сделаны из алюминия. За счет возможности регулировки ленточного узла получается удобно выравнивать большие заготовки – есть упор для надежной фиксации. Дополнительным преимуществом при вертикальном расположении ленты является возможность изменения наклона стола.
Для чего нужен шлифовальный станок
Из самого названия понятно назначение шлифовального станка – он предназначен для шлифования. То есть, данный механизм предназначен для обработки материала (будь то древесина или металл). Целью при этом является достижение как можно меньшей степени шероховатости изделия. В некоторых случаях шлифовальные станки также применяются и для подгонки каких-либо объектов под нужные размеры (к примеру, нужно уменьшить радиус детали).
Шлифовальные станки активно применяются в строительных работах. Они используются, когда нужно отполировать доски и придать им наиболее гладкую поверхность. Чаще всего такие «операции» проводятся перед покрытием лаком – чтобы покрыть какой-либо пропиткой древесину, прежде нужно очистить её от деревянных заусин.
Шлифовальные станки также используются и на заводах. Если изделие или деталь при производстве получилась слишком большой, то её можно отшлифовать. Так уберётся лишний слой материала, изделие обретёт необходимый вид.

Шлифовальный станок
Для чего нужен шлифовальный станок
Из самого названия понятно назначение шлифовального станка – он предназначен для шлифования. То есть, данный механизм предназначен для обработки материала (будь то древесина или металл). Целью при этом является достижение как можно меньшей степени шероховатости изделия. В некоторых случаях шлифовальные станки также применяются и для подгонки каких-либо объектов под нужные размеры (к примеру, нужно уменьшить радиус детали).
Шлифовальные станки активно применяются в строительных работах. Они используются, когда нужно отполировать доски и придать им наиболее гладкую поверхность. Чаще всего такие «операции» проводятся перед покрытием лаком – чтобы покрыть какой-либо пропиткой древесину, прежде нужно очистить её от деревянных заусин.
Шлифовальные станки также используются и на заводах. Если изделие или деталь при производстве получилась слишком большой, то её можно отшлифовать. Так уберётся лишний слой материала, изделие обретёт необходимый вид.
Шлифовальный станок
Самодельный ленточный станок

самодельный ленточный шлифовальный станок
Двигатель подойдет от ненужной стиральной машинки. Электромотор к основанию следует крепить жестко.
Основание рекомендуется выполнять своими руками из металла, крепить между собой детали сваркой или болтами. Размеры станка подбираются в зависимости от площади мастерской. Необходимо помнить, чем длиннее рабочая поверхность, тем удобнее работать и выше качество шлифовки заготовок.
Диаметр цилиндров для абразивной ленты зависит от желаемой скорости движения ленты. Так, при частоте вращения двигателя 1500 оборотов в минуту, мощности 300 Вт и диаметре цилиндров 20 см лента будет двигаться со скоростью около 20 м\сек. Можно обойтись без редуктора, если электромотор достаточно высокооборотистый.
Ведущий барабан крепко фиксируется на шкив электромотора. Натяжной барабан устанавливается на ось с подшипниками — он свободно вращается. Чтобы абразивный материал касался рабочей поверхности мягко, под ведомым цилиндром стол немного скашивается. Барабаны желательно сделать из деревянных заготовок. Однако возможны и другие варианты, которые непременно обклеиваются тонкой резиной.
Устройства станков
Степень выравнивания поверхности зависит от вида абразива и конструктивных особенностей агрегата. Обеспечить качественное шлифование щеточным и ручным инструментом сложно, поскольку при механизации процесса можно повысить производительность и довести точность размеров деталей до максимального уровня.
Рассмотрим устройство типичного шлифовального станка:
- рабочий орган, представленный абразивной поверхностью;
- станина с особыми размерами и формой, позволяющая размещать заготовку под небольшим углом;
- приспособление, позволяющее вести круговую обработку;
- упор, позволяющий выполнять горизонтальную обработку.
При производстве станины часто используют чугун или сталь, так как этим материалы могут выдержать большую нагрузку перераспределить ее для устранения вибраций. При создании подобного приспособления самостоятельно, чаще используют чугун, так как он имеет меньшую стоимость.
Основные характеристики
Существует несколько основных моментов, которые требуется учитывать при выборе модели. К ним можно отнести:
Мощность – главный параметр. Она определяется тем, какой мотор установлен. Для производственных нужд зачастую устанавливают двигатели мощностью 1 кВт и более. В быту достаточно использовать электродвигатель мощность 400 Вт
Также стоит обращать внимание на то, к какой сети может быть подключен двигатель: 220 В или 320 В;
Ширина рабочей поверхности влияет на результат. Чем больше установленная лента или барабан, тем большую производительность имеет модель, но увеличение габаритов создает проблемы с размещением.
Скорость движения абразивного элемента
Скорость вращения выходного шпинделя фиксирована, но скорость движения абразива может быть различной. Это возможно благодаря специальному приводу.
Размеры станка важны для размещения агрегата в мастерской или цеху.
Данные моменты следует учитывать при выборе подходящей модели.
Виды шлифовальных станков по дереву — классификация
Можно выделить несколько типов станков, которые могут использоваться для финишной обработки дерева. К наиболее распространенным можно отнести:
- Дисковые или тарельчатые – один из самых распространенных вариантов исполнения. К особенностям конструкции можно назвать использование специального диска, к которому проводится прикрепление абразивного материала. Дисковые могут использоваться для произведения большого количества различных операций. Именно поэтому тарельчатый тип станков по шлифованию дерева встречается крайне часто.
Дисковый шлифовальный станок по дереву
Тарельчатый вид применяется для зачистки поверхности заготовок, которые имеют форму шаров, цилиндров и конуса. Своими руками можно сделать подобный станок небольших габаритных размеров. Компактность определяет возможность установки на верстаке в домашних условиях. Производительность этого вида станков очень высока, так как имеют мощный электродвигатель. Для его использования не нужно обладать определенными навыками.
- Ленточные используются на протяжении последних нескольких десятилетий. К особенностям конструкции можно отнести невысокую цену и высокую производительность. Шлифование проводится при помощи специальной абразивной ленты, которую следует заменять при истирании.
Ленточный шлифовальный станок по дереву Корвет
Провести регулировку степени натяжения можно своими руками. Для того чтобы повысить устойчивость абразива к истиранию его изготавливают при использовании графита. Этот момент значительно повышает цену ленты, но изготовить ее своими руками нельзя. Фиксация проходит при помощи резиновых роликов, которые контролируют движение ленты.
-
- Существует барабанный тип станка. Используется барабанный станок для шлифования длинных плоскостей: щитов, реек, досок и так далее. Процедура придания поверхности необходимой шероховатости проводится барабаном или цилиндром.
Барабанный шлифовальный станок Jet DDS-225
Jet DDS-225 — 2 шлифовальных барабана для грубой и тонкой шлифовки за один проход
При этом зачастую изготавливают конструкцию с двумя барабанами. Для повышения эффективности модели на два барабана надевается абразив с различной зернистостью. Таким образом за один проход деталь проходит черновое и чистовое шлифование, что повышает эффективность оборудования.









Также есть комбинированная и калибровальная модели, которые получили применение в определенной ситуации. Калибровальная позволяет получить деталь высокой точности. Однако калибровальный станок не может использоваться при массовом производстве. С повышением точности обработки также повышается цена станка.
Классификация и строение
Шлифовальные устройства барабанного типа относятся к станкам калибровочного класса. Такой шлифовальный станок чаще всего применяют для работы по дереву, но им можно обрабатывать и другие материалы.
Цилиндрический шлифовальный круг (барабан) позволяет калибровать доски и рейки различной длины и конфигурации. Заготовка также может быть выполнена из разных материалов: ДСП, шпона и т. д.
Строение шлифовального аппарата:
- Цилиндрический шлифовальный барабан.
- Приспособление для подачи.
- Пылеудаляющее устройство.
- Рабочая поверхность.
- Преобразователь скоростей барабана.
- Двигатель, который приводит в действие шлифовальный цилиндр.
- Станина для крепления ключевых узлов станка.
- Регулятор высоты барабана.
- Приспособление для защиты оператора.
Здесь перечислены основные элементы строения барабанного станка. В зависимости от конкретной модели устройства и специфики его предназначения, конфигурация может немного меняться.
Сведения о производителе плоскошлифовального станка 3Б722
Производитель плоскошлифовального станка 3Б722 — Липецкий станкостроительный завод, основанный в 1929 году.
В 1956 года ремонтно-тракторный завод был переориентирован на выпуск станков и переименован в Липецкий станкостроительный завод.
Станки модели 3Б722 В являются типовыми представителями гаммы плоскошлифовальных станков с прямоугольным столом среднего типоразмера и позволяет с микронной точностью обрабатывать плоские поверхности самых различных деталей. При применении дополнительных приспособлений на этих станках возможна обработка и фасонных поверхностей.
Станки, выпускаемые Липецким станкостроительным заводом, ЛСЗ
- 3Б722 — станок плоскошлифовальный с горизонтальным шпинделем 320 х 1000
- 3Д722 — станок плоскошлифовальный с горизонтальным шпинделем 320 х 1000
- 3Л722В, 3Л722А — станок плоскошлифовальный с горизонтальным шпинделем 320 х 1000
- 3П722 — станок плоскошлифовальный с горизонтальным шпинделем 320 х 1000; 320 х 1250; 320 х 1600
Способы и особенности плоского шлифования
Рис. 1. Способы шлифования периферией круга:
а — врезанием, б — глубинным методом, в — с малой подачей на глубину и большой поперечной подачей, t — подача на глубину, s — продольная подача
В зависимости от поверхности круга, осуществляющей обработку, различают шлифование периферией круга и торцом круга. Рассмотрим основные способы шлифования периферией круга.
Шлифование врезанием применяется при обработке деталей, ширина которых меньше высоты или когда шлифуемая плоскость ограничена буртами. Шлифование производится без поперечной подачи. Подачу на глубину осуществляют при выходе круга за пределы детали с одной или двух сторон во время реверсирования стола (рис. 1, а). При этом способе шлифования происходит большой износ круга, что требует частых правок. Высокая точность обработки при этом не обеспечивается.
Глубинное шлифование — процесс, при котором за один ход стола при очень малой скорости продольной подачи снимается полный припуск. При этом шлифовальный круг подается сразу на всю глубину (рис. 1, б). При этом способе можно применять как попутное, так и встречное шлифование, съем стружки происходит лишь в одном направлении перемещения стола, реверс стола осуществляется при увеличенной скорости. Так как основная тяжесть съема припуска падает на абразивные зерна, расположенные около торца круга, происходит довольно значительный износ его, поэтому рекомендуется оставлять припуск 0,01—0,02 мм и снимать его с применением поперечной подачи после правки круга.
Шлифование с прерывистой поперечной подачей позволяет качественно обработать даже большие поверхности. Величина поперечной подачи зависит от высоты шлифовального круга и никогда не должна быть больше. В крайних положениях в поперечном направлении круг должен выступать за кромку детали на половину его высоты. В продольном направлении должна быть обеспечена возможность выхода круга за пределы обоих концов детали на 50—60 мм. Подача на глубину осуществляется обычно вместе с реверсированием в поперечном направлении. При этом способе шлифования особенно при обработке больших поверхностей, на последних ходах следует выбирать очень маленькую величину подачи на глубину, чтобы уменьшить неточность, создаваемую кругом вследствие его износа (рис. 1, в).
Шлифование с непрерывной поперечной подачей. Поперечная подача осуществляется непрерывно, величина ее за каждый ход стола не должна превышать половины высоты круга. По сравнению с предыдущим способом, последний обеспечивает возможность получения более высокой точности обработки.
При всех способах шлифования периферией круга дуга контакта круга с деталью значительно меньше по сравнению со шлифованием торцом круга. Следствием этого являются сравнительно небольшие усилия резания и незначительное выделение тепла, поэтому периферией круга шлифуют детали, закаленные до высокой твердости, обладающие невысокой жесткостью, с высокими требованиями к точности. Производительность обработки при шлифовании периферией круга ниже по сравнению со шлифованием торцом круга.
Критерии выбора переносных станков
Перед тем как приступить к выбору конкретной модели шлифовального станка, необходимо решить, для чего он будет использоваться. В точильно-шлифовальных станках в качестве инструмента используют шлифовальные диски из твердых материалов, поэтому на таком оборудовании можно срезать значительные слои металла и делать глубокие выборки. Ленточные и дисковые станки предназначены только для шлифовки, и на них можно получить высокое качество обработанной поверхности или сделать тонкую доводку.
Далее следует определиться, как будет эксплуатироваться будущий станок для шлифовки. В этом случае важны следующие характеристики:
- Показатели массы и габаритов. Если станок будет «кочевать» между объектами или домом и дачей, то желательно, чтобы его вес не превышал 15–20 кг, а габариты — размеров багажника легкового автомобиля.
- Мощность. Этот параметр напрямую связан с производительностью. Для мелких домашних работ достаточно 300–400 Вт, а для обработки ступеней, перил, балясин и прочих деревянных изделий на строительстве дома потребуется не менее 700–800 Вт.
- Скорость движения ленты. От этого показателя зависят как производительность, так и возможность обработки твердых материалов.
- Виды, стоимость и доступность расходных материалов. На разном оборудовании применяются различные длины шлифовальных лент и диаметры дисков. Желательно использовать самые распространенные размеры.
Общее назначение и виды станков
Станок предназначается для окончательной обработки деталей и заготовок из разных материалов путём воздействия на них поверхностью с абразивным или алмазным напылением. Станок, его составляющие механизмы и приспособления позволяют соблюдать точность размера и форму, а также обеспечивают создание идеальной поверхности детали или заготовки.
С помощью станка можно обработать плоские детали, поверхности снаружи и внутри, детали различной геометрической формы, шлифовать или полировать резьбу и зубья зубчатых колёс. По своим характеристикам шлифовальные станки делятся на:
- Круглошлифовальные.
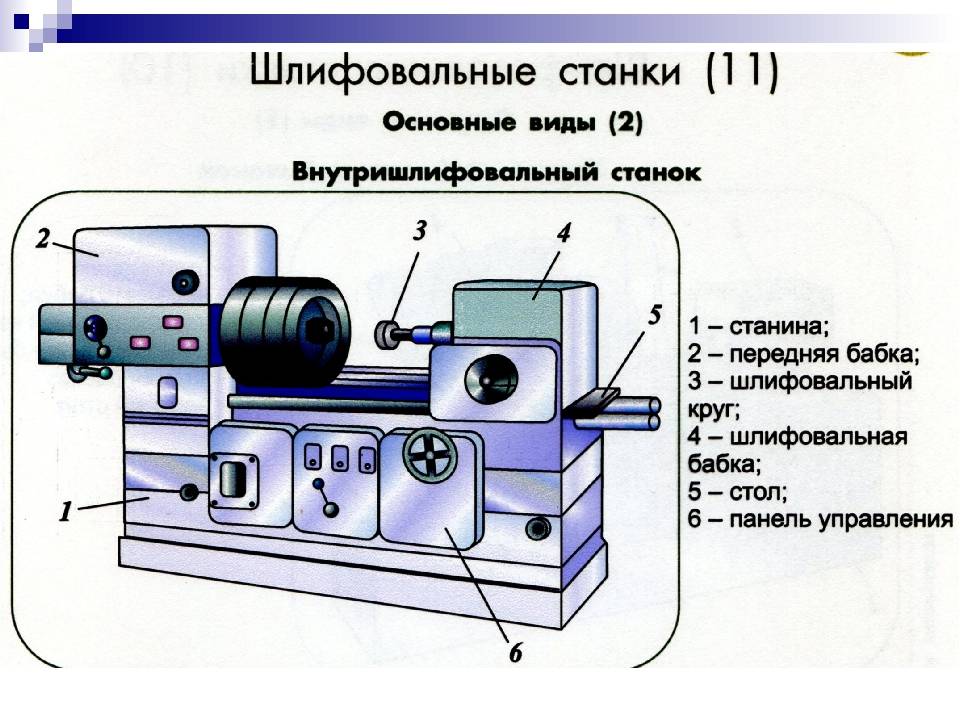
- Внутришлифовальные.
- Бесцентрово-шлифовальные.
- Плоскошлифовальные.
- Специальные станки (для шлифовки резьб, зубчатых колес).
Процесс шлифования
Шлифованием называется процесс снятия верхнего слоя с поверхности обрабатываемой детали с помощью применения абразивов или алмазной крошки. Они собраны в общую массу на рабочей поверхности и скреплены связующим составом. Они образуют в итоге шлифовальный круг или ленту.
Во время работы абразивной поверхности придаётся круговое движение при помощи электрического двигателя. При соприкосновении поверхности заготовки с абразивом и происходит процесс обработки. Есть расхожее мнение, что шлифование абразивами — это обработка трением. Однако, это неверно.
Каждая абразивная частица имеет острые грани, при касании с материалом (металл, пластик, дерево, камень) работает, как режущий инструмент и снимает стружку, как скажем фреза или сверло. Если учитывать немалую скорость вращения шлифовальных кругов, а также возникновение стружки, как продукта шлифования, необходимо учитывать и возможность травмирования этой самой стружкой.
Устройство барабанных станков
Шлифовальные станки барабанного типа являются частью плоскошлифовального оборудования. Они предназначены для финишной отделки материалов из дерева. Для этих работ используются абразивы различной зернистости. Техпроцесс резания производится на больших скоростях и с выделением большого количества пыли от абразива и срезаемой части заготовки.
В работе используются мощные вентиляционные системы, что позволяет работать на подобном барабанном оборудовании с комфортом. Если брать особенности конструкции, оборудование представляет собой:
- механизмы портального или консольного типа; консольный механизм позволяет изготавливать детали с их разворотом, что увеличивает ширину обработки;
- портальная конструкция увеличивает её жёсткость, позволяя работать с максимальными режимными показателями без снижения точности;
с одинарным (Jet модели 10-20 Plus) или сдвоенным (Jet модели DDS-237) барабанами;
бесступенчатая регулировка глубины;
нижней станиной в стационарных и мобильных моделях (Jet серии 10-20 Plus); приводным столом подачи заготовки;
с регулируемой и стационарной скоростью подачи;
вентиляционными патрубками для подключения отсасывающих циклонов на каждый узел; рабочим двигателем от 1,3 кВт (Jet серии 10-20 Plus) — 11 кВт (Jet серии DDS-237);
Процесс шлифовки деревянных заготовок заключается в исполнении следующих технологических приемов:
- подбор шлифовальной ленты по зернистости, учитывая требуемую чистоту обработки; для максимального съёма или обдирки – 36 ед;
- для стандартного съема – 80 ед;
- финишная или окончательная обработка – до 220 ед;
намотка наждачной ленты на режущий вал;
возможна намотка ленты различной зернистости на агрегат со спаренными режущими барабанами;
установка габаритов заготовки (0,8 — 75 мм у 10-20 Plus) и величины съёма; выбор скорости подачи стола с деталью (0 — 3 м/мин), как у серии 10-20;
Применение шкурки различной зернистости, на спаренных валах, позволяет улучшить качество обработки за один проход. Особенно при работе с деревом своими руками.








Особенности, специфика использования
Основной особенностью ручных шлифмашинок по дереву является зависимость от вида абразива. Получить поверхность высокого качества, используя крупнозернистую шкурку, невозможно. Сам по себе инструмент лишь создает нужные условия для движения наждачки, но работу выполняет именно она. Это свойство позволяет получать высокое качество обработки, последовательно применяя материал разной зернистости — от крупной до самой мелкой. В результате получается гладкая поверхность, которую, при желании, можно довести до идеала.
Мнение эксперта
Куликов Владимир Сергеевич
Работа с инструментом требует некоторого навыка, внимания и аккуратности. Серьезной опасности она не представляет, но большое количество шлифовальной пыли требует организации эффективного удаления. Кроме того, нужна вентиляция (как минимум, проветривание) помещения, где ведутся работы. Сам мастер должен использовать респиратор и защитные очки.
У шлифовальных машинок по дереву есть свои особенности, а так же плюсы и минусы
Вибрационные шлифмашины
Вибрационная шлифмашина – компактный универсальный инструмент, применяемый для грубой и тонкой шлифовки разных деревянных поверхностей, в том числе и паркета. В процессе работы прямоугольная подошва машины вибрирует, с высокой скоростью совершая возвратно-поступательные движения небольшой амплитуды. С повышением амплитуды хода увеличивается и скорость шлифовки, однако уменьшается качество обработки.
На подошве вибрационной шлифмашины фиксируется наждачная бумага или абразивная сетка разной степени зернистости. Бумага может закрепляться на липучках или с помощью боковых зажимов. Металлические зажимы используются в большинстве конструкций, так как позволяют надежно зафиксировать на подошве шлифовальную бумагу (сетку) любого производителя.
Подошва – рабочий элемент вибрационных шлифмашин – может иметь разный размер. Самые ходовые машинки с традиционными размерами подошвы («стандарт») – примерно 100х200 мм. Но для узких, труднодоступных мест больше подходят агрегаты класса «мини» с размерами около 10х10 мм.
Платформы большинства шлифмашинок – прямоугольные или квадратные. К отдельному классу относят аппараты с треугольной подошвой. Они предназначены для обработки углов, элементов лестниц, поверхностей сложной формы. Треугольные платформы некоторых моделей бывают поворотными и съемными (для возможности установки другой площадки).
Основа подошвы бюджетных моделей чаще всего стальная или пластмассовая, а у более дорогих аналогов – изготовлена из алюминиевых или магниевых сплавов. В любом случае, качественная подошва характеризуется небольшой амплитудой вибрации при работе на холостом ходу (без нагрузки). К рабочей поверхности подошвы крепится мягкая накладка из резины или мелкопористого полимера. Полимер более плотный, чем резина, поэтому лучше «удерживает» плоскость.
Большинство моделей шлифмашин данного типа имеет двигатель с мощностью 150–300 Вт. Они легки, маневренны, но в то же время отлично справляются со своей функцией шлифовки. Существуют и более мощные машины, например, Makita 9046 (600Вт). Они отличаются более крупными размерами и весом, поэтому управляться с ними сложнее. Однако у таких машин есть существенное достоинство: они способны без перерыва (и перегрева!) работать на низких скоростях и получать более качественный результат обработки.
Амплитуда хода подошвы у вибрационных машин всегда небольшая, находится в пределах 1-6 мм. 5-6 мм – это самая большая амплитуда, позволяющая быстро отшлифовать поверхность. Но обработка при этом будет достаточно грубой. Чем меньше амплитуда, тем более качественной будет шлифовка.
Еще одна важная характеристика – скорость хода. На большой скорости машинка способна быстро снять толстый слой древесины. Это соответствует грубой шлифовке. Финишная тонкая шлифовка возможна при использовании машины с небольшой скоростью хода. Многие известные производители выпускают модели с регулируемой скоростью, что дает возможность настроить инструмент под разные цели обработки и под разные материалы.
Небольшой обзор, позволяющий понять, на что обратить внимание при выборе вибрационных шлифмашин:
Барабанный шлифовальный станок по дереву своими руками
бому домашнему мастеру приятно, выполняя любимую работу, ощущать наличие всего необходимого инструмента. Брендовые экземпляры, собранные в коллекцию своими руками, его богатство и его гордость. Он её бережёт, тщательно подбирает и мечтает о пополнении в виде подарка или самодельного станка.
Барабанный шлифовальный станок Jet DDS-225Jet DDS-225 — 2 шлифовальных барабана для грубой и тонкой шлифовки за один проход
Резьба по дереву или приусадебное строительство, бондарное творчество или изготовление самодельных музыкальных инструментов – для всего нужен качественный инструмент. В том числе и для его отделки. Барабанный шлифовальный станок – венец всему комплекту инструментального хозяйства.
Калибровально шлифовальный барабанный станок Performax 22-44Барабанный шлифовальный станок ZSM 405
Как сделать шлифовальный станок своими руками: инструкция с пошаговым фото
Стоимость шлифовального станка заводского изготовления довольно высокая. Если электроинструмент не по карману, можно попробовать изготовить его самостоятельно. На таком станке можно будет не только шлифовать деревянные заготовки, но и затачивать инструмент. Собрать шлифовальный станок своими руками можно трех видов: ленточный, дисковый и барабанный.
Вариант изготовления ленточного станка
Для сборки шлифовального станка ленточного типа понадобится электромотор, прочная станина и катки, на которых будет вращаться лента. Обязательно под рукой иметь чертеж или подробную схему с указанием всех узлов и размеров. Пример схемы станка с деревянной станиной предлагаем посмотреть на фото.
На следующем фото представлена готовая конструкция станка. В этом варианте расположение трех рабочих валов выполнено так, что движущаяся лента образует вертикальную шлифовальную плоскость. В качестве привода использована ременная передача.
В конструкции станка можно использовать четыре катка. Один из них является ведущим и насажен непосредственно на вал электродвигателя. На фото показан пример такой конструкции. Установка четырех катков позволяет получить две шлифовальные плоскости: горизонтальную и вертикальную.
Деревянная станина сглаживает вибрацию работающего электродвигателя, однако, древесина недолговечная. Оптимально заготовку размером 50х18 см вырезать из стали толщиной 2 см.
Один край станины делают идеально ровный, чтобы к нему закрепить площадку для электромотора. Для следующей детали понадобится сталь толщиной 1 см.
Площадку вырезают размером 18х16 см, после чего закрепляют к станине болтовым соединением.
Большая мощность электромотора для такого станка не нужна. Подойдет двигатель от старой стиральной машинки. Если требуется большая производительность шлифовальной машины, тогда желательно найти электромотор с частотой вращения вала 1500 об/мин мощностью от 2,5 до 3 кВт.










Качественной шлифовки можно добиться при движении наждачной ленты со скоростью 20 м/с. Чтобы достичь таких параметров, используют рабочие барабаны диаметром 20 см.
Ведущий барабан можно насадить на вал двигателя. Если такой вариант не подходит, изготавливают отдельный узел. Ведущий вал с подшипниками закрепляют на станине. С оного конца насаживают шкив ременной передачи, а с другого конца устанавливают ведущий барабан. Тогда на вал электродвигателя тоже насаживают шкив и надевают клиновидный ремень. Ведомые катки вращаются произвольно на подшипниках.
Шкивы ременной передачи придется вытачивать на токарном станке, а катки можно сделать из квадратных кусков ДСП размером 20х20 см. Плиты складывают друг на друга, пока не получится суммарная толщина 24 см.
По центру квадратных плит сверлят отверстие, вставляют шпильку с резьбой и плотно стягивают пластины с обеих сторон гайками. Квадратную заготовку протачивают так, чтобы получился барабан диаметром 20 см.
Во время проточки катка предусматривают в его центральной части утолщение. По отношению к краям барабана перепад должен составить 3 мм. За счет утолщения лента не будет съезжать с катков. Поверхность деревянного барабана обтягивают резиной. Подойдет старая велосипедная камера. Резина предотвратит проскальзывание ленты на катках.
Для изготовления шлифовальной ленты подойдет наждачная бумага на тканевой основе. Можно вырезать цельную полосу необходимой длины, края которой склеивают встык.
Если длинной полосы наждачной бумаги нет, отрезают полосу прочной ткани и сшивают ее в кольцо. Наждачную бумагу нарезают прямоугольниками, после чего наклеивают на полоску ткани.
При изготовлении шлифовальной ленты важно подобрать качественный клей, чтобы наждачная бумага не отслоилась





