Система смазки станка
Масло, введенное между контактирующими и взаимно перемещающимися поверхностями станка, образует на них защитную пленку, которая уменьшает коэффициент трения. В результате этого уменьшаются износ деталей и затраты мощности привода на преодоление сил трения, повышается коэффициент полезного действия станка. Одновременно масло охлаждает поверхности деталей, контактирующие при взаимном перемещении.
Для смазки станка применяют жидкие и консистентные смазочные материалы. В качестве жидких используют, как правило, индустриальные масла марок И-20А, И-30А, в качестве консистентных солидол С, пресс-солидол — УС-1 и др.
Детали станков смазывают двумя способами — индивидуальным и ентрализованным. Индивидуальная смазка бывает периодического и непрерывного действия. Периодическая смазка производится вручную (из пресс-масленки) или одноплунжерным насосом, непрерывная — разбрызгивающими кольцами, капельными масленками, масляной ванной или насосами. Наиболее распространена централизованная смазка.
Применение
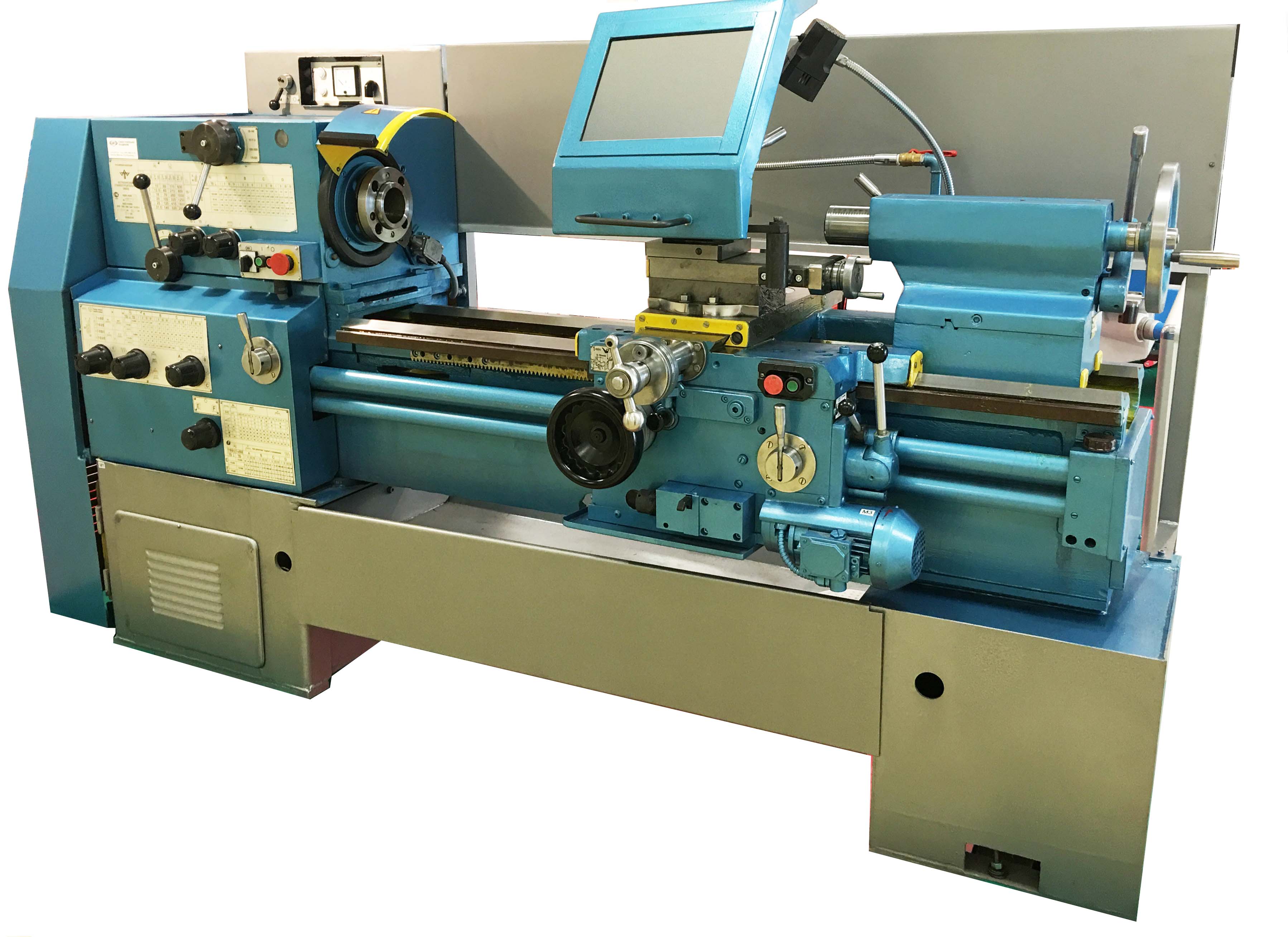
Универсальный лёгкий винторезный токарный станок — это модель настольная, которая в основном применяется на небольших предприятиях или в домашних мастерских.
Самыми распространёнными предприятиями с такими моделями оборудования являются:
- Заводы, которые выпускают контрольно-измерительное оборудование и приборы.
- Предприятия, которые занимаются производством часовых механизмов.
- Опытно-экспериментальные отделы предприятий разных промышленных отраслей.
Предприятия машиностроительной и энергетической отрасли оснащают токарно-винторезным устройством тяжёлой группы. Ещё это оборудование применяется для обработки узлов деталей и элементов специальных механизмов:
- Для комплектации прокатного тяжёлого оборудования.
- Для оснащения транспорта железнодорожного (колёсных пар и прочего).
- Механизмов турбинных.
Но наиболее распространены станки со средним весом. Именно благодаря им можно выполнять чистовые и получистовые металлообрабатывающие операции и нарезать разнообразные резьбы.
У универсального винторезного токарного станка средней степени тяжести есть много преимуществ. К ним относятся:
- Высокая мощность двигателя и жёсткость конструкции, которые позволяют выполнять разнообразные работы с заготовками из металла и другого вида материала.
- Широкий диапазон частот вращения шпинделя и подач рабочего инструмента.
Кроме того, это оборудование оснащается разнообразными приспособлениями и механизмами, которые:
- Делают более безопасным и комфортным труд обслуживающего персонала.
- Позволяют с большей точностью проводить обработку изделия.
- Значительно расширяют функциональность.
Такие элементы дополнительного оснащения позволяют на токарно-винторезном оборудовании автоматизировать многие процессы обработки элементов.
Стоит сказать отдельно и о токарно-винторезном оборудовании с числовым программным управлением. В советское время оно одновременно выпускалось несколькими предприятиями. Как правило, подобным оборудованием оснащались предприятия, занимающиеся выпуском большой номенклатуры продукции мелкосерийной.
Устройство оборудования такого типа и возможность быстрой переналадки делает его незаменимым в тех случаях, когда необходимо за минимальное количество времени перейти на выпуск элементов другой модификации.
Как правило, токарное оборудование применяется для обработки внешних поверхностей, имеющих цилиндрическую форму. В таких ситуациях в качестве инструмента используется резец проходной. Обычно припуск по длине обрабатываемого элемента составляет 7−12 миллиметров. Такой припуск в размере необходим для того чтобы обрабатываемую заготовку можно было отрезать на нужную длину и провести обработку её торцов.
Для того чтобы подрезать торец обрабатываемого элемента могут применяться резцы нескольких видов:
- Подрезные.
- Прямые проходные.
- Упорные.
Для подрезки и обтачивания небольшого отступа на детали используется упорный тип резцов.
А ещё при помощи универсального токарного оборудования можно на деталях прорезать канавки разной глубины. Для этого используется специальный канавочный инструмент, а процедура проводится на малых скоростях вращения шпинделя.
По аналогичному принципу выполняется и обрезка готового изделия. Процесс отрезки заканчивают тогда, когда в месте отреза диаметр перемычки доходит до величины 2−2,5 миллиметра. В этот период останавливается процесс отрезания, а готовое изделие просто отламывается от заготовки.
https://youtube.com/watch?v=_3UYUMTqYzc
https://youtube.com/watch?v=c6pGuFBsGT8
https://youtube.com/watch?v=boACc5NgH-I
https://youtube.com/watch?v=RufZyxcXrvI
Это интересно: Устройство токарного станка по металлу — основные узлы и назначение, фото, видео
На что опираться при выборе станка
Для начала стоит определиться с бюджетом, ведь от этого будет зависеть класс модели (профессиональный или бытовой). Следует сразу отмести модели, выходящие за ценовой порог, использующиеся на заводах, где происходит сложная обработка металлов
Обратите внимание на необходимый функционал и комплектацию, пускай модель будет чуть дороже, но полностью удовлетворяет вашим потребностям
Тип станка в зависимости от выполняемых работ
Как уже было отмечено, от типа выполняемых функций зависит стоимость покупки, в то же время это влияет также на тип модели. Токарно-револьверные станки используются для работ сразу с несколькими поверхностями для обработки несколькими инструментами. Специальные револьверные головки установлены на корпусе станка и имеют более одного отверстия для используемых инструментов. Станки карусельного типа позволяют обрабатывать заготовки небольшой длины, но значительные по массе и диаметру. Зачастую мастера берут за основу станки этого типа и после модифицируют их при помощи дополнительных приспособлений, получая универсальные модели. Станки со множеством шпинделей облегчают выполнение технологически сложнейших операций, обычно при производстве серий. Жесткость конструкции, большой вес и мощность привода редко позволяют встретить их в бытовом использовании, чаще на заводах. Наиболее распространенные сейчас станки – токарно-винторезные, их используют даже на уроках технологии в школе. Конструкция таких моделей типовая, проста в эксплуатации и довольно безопасна.
Габариты и вес
Данный критерий зависит от места установки станка. Тяжелые модели (более 100 кг) устанавливаются на полу, устойчивы и обладают высокой точностью обработки. Их используют стационарно. Оборудование весом поменьше (от 30 до 80 кг) мобильно, подлежит установке как на столе, так и на верстаке. Точность выполнения работы на них ниже, тем не менее процесс проще.
Тип двигателя
Комплектация представлена электродвигателями, максимальная мощность которых 5 кВт (при напряжении 380 В). Чтобы достичь таких параметров, необходима специальная силовая электросеть, что определяет ограниченность сферы применения таких станков. Модели с запасом мощности ниже (до 1,5 кВт) используются при напряжении в 220 В, более доступны в цене. Применяются чаще и в более широком спектре.
Возможность регулировать частоту вращения шпинделя
Для удобства выполнения разноплановых операций предполагается наличие нескольких режимов работы станка и возможность установить необходимые параметры. Многие производители, исходя из этой потребности, дополнили свои станки функцией регулировки скорости вращения шпинделя на плавной скорости. Максимальный показатель обычно достигает 3000 об/мин при высокой мощности, станки с мотором на 220 В не дают возможности обработать металл на 300-500 об/мин.
Размер заготовок
Перед покупкой станка стоит задуматься о предполагаемом размере заготовок для обработки с учетом их максимального диаметра. Тяжелые профессиональные модели способны обработать полуфабрикаты до 35 см в диаметре, работая над станиной, и до 20 см над суппортом. Модели с меньшим весом и мощностью предполагают работу с меньшим количеством сантиметров.
Управление
Процесс работы на токарном станке предполагает предварительное обучение обращению с ним. Модели низкого ценового сегмента оснащены механическим управлением, метрической системой определения подачи. Более дорогие станки оборудованы современной цифровой индикацией скорости вращения шпинделя. Подача в них в режиме автомат, что значительно упрощает процесс работы.
В рейтинге представлены 11 моделей токарных станков, наиболее популярных среди покупателей РФ по состоянию на 2021 год. Основными критериями для выбора являются достоинства (мощность мотора, количество оборотов шпинделя в минуту, цена, качество сборки, необходимое напряжение, габариты и др.). При составлении списка учитывались мнения профессионалов, работающих на заводах по обработке металлов, а также отзывы домашних мастеров.
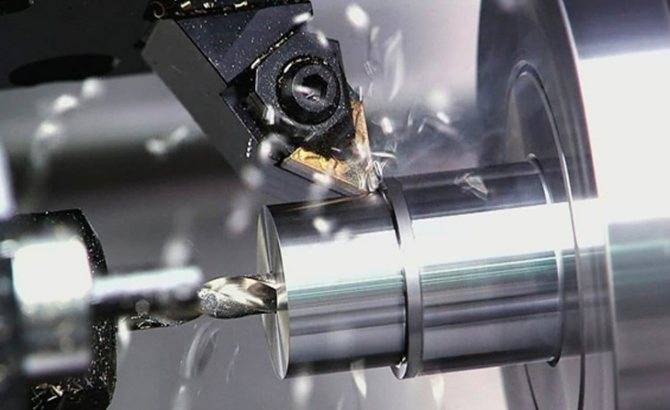
В чем состоит принцип точения?
Токарная обработка — наиболее распространенный способ механообработки, предполагающий снятие с обрабатываемого изделия припуска. Это необходимо для создания детали, обладающей конкретной формой, габаритами, качеством поверхности. Для выполнения подобных операций используется специальное оборудование — станки, относящиеся к токарной группе. Эти агрегаты зачастую применяются в процессе работы с телами вращения типа шестерен, шкивов, валов, колец, гаек и прочего. Спектр операций, производимых на таких агрегатах, весьма разнообразен:
- точение;
- проточка;
- отрезание;
- сверление, растачивание, зенкерование, развертывание;
- резьбонарезание и многое другое.
Все перечисленные разновидности механообработки представлены на рисунке 1.
Рисунок 1. Основные виды токарных работ: а — обработка наружных цилиндрических поверхностей; б — обработка наружных конических поверхностей; в — обработка торцов и уступов; г — вытачивание канавок, отрезка заготовки; д — обработка внутренних цилиндрических и конических поверхностей; е — сверление, зенкерование и развертывание отверстий; ж — нарезание наружной резьбы; з — нарезание внутренней резьбы; и — обработка фасонных поверхностей; к — накатывание рифлений.
В ходе мехобработки не обойтись без металлорежущего инструмента. При выполнении различных операций на токарном станке потребуются резцы, сверла, зенкера, развертки, метчики, плашки.
Процедура резания напоминает расклинивание, даже рабочая часть резца подобна клину, что можно наблюдать на рисунке 2.
Рисунок 2. Схематичное обозначение работы клина (а) и резца (6): 1 — стружка; 2 — резец; 3 — заготовка; 4 — припуск; Р — сила, действующая на резец и клин в ходе работ; β — угол заострения
Под воздействием усилия Р лезвие инструмента врезается в болванку. При этом передняя поверхность резца отделяет слой металла от болванки, превращая его в стружку и преодолевая силы сцепления частиц. Срезаемая поверхностная часть изделия называется припуском.








В целом, все технологии механообработки металлов, так или иначе предполагающие удаление припуска и преобразование его в стружку, объединяются под общим названием «резание металла». Чтобы рабочий процесс протекал эффективно, он должен выполняться оперативно и не должен прерываться. Что касается формы детали, то она зависит от двух основных показателей — от движения заготовки и инструмента, а также от его конструктивных характеристик.
Обеспечить процедуру резания можно, если в оборудовании выполняются основные действия:
- главное движение — вращение обрабатываемой детали;
- движение подачи — прямолинейное перемещение резца.
Подача осуществляется вдоль и поперек по отношению к болванке. Более того, она производится под углом к оси вращения изделия, который может быть фиксированным либо изменяться. Главным движением называется вращательное из-за его высокой скорости.
На рисунке 3 изображены основные разновидности стружки:
- элементарная или стружка скалывания — характерна для материалов, отличающихся высокой твердостью и небольшой вязкостью. Их резание ведется на небольших скоростях. В результате образуется стружка, чьи элементы не связаны друг с другом или их связь довольно слабая;
- ступенчатая — свойственна металлам средней твердости (например, алюминий и сплавы на его основе), механообработка которых выполняется на средних скоростях. Она имеет форму ленты, одна сторона которой гладкая, а другая — зазубренная;
- сливная — образуется, если обрабатывать такие материалы, как медь, свинец, олово, мягкую сталь, пластмассу на высоких скоростях. Главная ее особенность — внешний вид. Она зачастую выглядит как спираль или лента;
- надлома — формируется в процессе механической обработки резанием металлов с неудовлетворительной пластичностью типа бронзы или чугуна. Она состоит из отдельных элементов.
Рисунок 3. Виды стружки: а — элементарная, б — ступенчатая, в — сливная спиральная, г — сливная ленточная, д — надлома
Для выполнения различных токарных операций используется соответствующее оборудование — токарные станки. Эти агрегаты отличаются друг от друга своим предназначением и техническими характеристиками, автоматизацией и прочими критериями. Основные типы станков изображены на рисунке 4. Это винторезные, револьверные, лоботокарные, карусельные машины, которые могут быть полностью или частично автоматическими. К тому же, в последнее время их часто оснащают системой программного управления.
Рисунок 4. Токарные станки: а — токарно-винторезный, б — токарно-револьверный, в — лоботокарный, г — токарно-карусельный
Режущий инструмент для токарных работ
На эффективность токарных работ по металлу, выполняемых при помощи станков, влияют различные параметры, включая глубину и скорость резания, величину продольной подачи. Для выполнения высококачественной обработки деталей требуется создание следующих условий:
- для заготовки, зафиксированной в патроне или планшайбе, имеет значение достаточно высокая скорость вращения;
- для инструмента важна устойчивость и возможность оказывать сильное воздействие на заготовку;
- во время одного прохода инструмента должен срезаться как можно больший слой металла;
- все узлы станка должны обладать достаточной устойчивостью и поддерживаться в рабочем состоянии.
На скорость резки влияют характеристики материала, из которого выполнена заготовка, тип и качество используемого резца. При выборе частоты вращения шпинделя станка, который включает токарный патрон или планшайбу, необходимо ориентироваться на нужную скорость резки.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Различные типы резцов позволяют проводить разного рода черновые или чистовые токарные работы, а выбор инструментов зависит от характера обработки. За счет изменения геометрических параметров режущей части инструмента регулируется величина снимаемого слоя металла. При обработке детали правые резцы двигаются от задней бабки к передней, а левые, соответственно, продвигаются в обратном направлении.
В зависимости от формы и расположения лезвий резцы могут быть:
- прямыми;
- отогнутыми;
- инструментами с оттянутой рабочей частью, которая по ширине меньше, чем ширина их крепежной части.
Существует классификация резцов в зависимости от целей их применения. Они бывают:
- подрезными (предназначены для обработки поверхностей, которые располагаются перпендикулярно к оси вращения);
- проходными (с их помощью обтачивают плоские торцовые поверхности);
- канавочными (предназначенными для формирования канавок);
- фасонными (позволяющими изготавливать детали, имеющие определенный профиль);
- расточными (для расточки отверстий в заготовке);
- резьбовыми (для нарезания резьбы любых видов);
- отрезными (позволяют отрезать детали требуемой длины).
На качество, точность и производительность токарных работ по металлу при помощи токарного станка влияет не только правильный выбор инструмента, но и его геометрические параметры. В связи с этим при обучении токарному делу много внимания уделяют вопросам геометрии режущих инструментов.
Обработка поверхностей разного типа выполняется резцами определенной категории в соответствии с установленными правилами:
- С помощью обычных прямых и отогнутых резцов обрабатывают наружные поверхности деталей.
- Чтобы обработать торцевую или цилиндрическую поверхность, потребуется упорный проходной инструмент.
- Протачивание канавок и обрезка заготовок выполняется при помощи отрезного резца.
- Просверленные ранее отверстия обрабатываются расточными резцами.
Отдельная категория токарного инструмента представлена резцами, которые предназначены для обработки фасонных поверхностей с длиной образующей линии не более 40 мм.
https://youtube.com/watch?v=NviPEF6oClE
Подробнее об электрической схеме
Основа работы – трёхфазная сеть переменного тока, она источник питания для всего электрооборудования. Заземляющий провод присутствует в обязательном порядке. Электрическая аппаратура представлена несколькими узлами, всегда идущими в комплекте со станками:
- Кнопочная станция у передней бабки, отвечает за пуск или отключение привода.
- Трансформатор вместе с лампочками местного освещения.
- Насос.
- Выключатели пакетного типа.
- Двигатель с электронасосом работают от теплового реле.
Отдельно предусматривается так называемый магнитный пускатель, который предотвращает самопроизвольное включение мотора.

2 Принципы классификации агрегатов токарно-винторезной группы
Описываемое оборудование подразделяется на несколько видов по трем технических характеристикам:
- весу станка;
- максимальной длине изделия, которое можно обрабатывать на конкретном агрегате;
- максимальному диаметру детали, с которой может справиться станок.
Наибольшая длина заготовки, подвергаемой обработке, зависит от интервала между центрами токарной установки. Ряд максимальных сечений обработки для рассматриваемого нами оборудования начинается диаметром в 100 миллиметров и заканчивается диаметром в 4 000 миллиметров
Важно знать, что разные станки при одинаковом показателе допустимого сечения заготовки нередко характеризуются разными величинами длины обрабатываемого изделия
По весу все токарно-винторезное оборудование подразделяют на четыре класса:
- до 400 тонн – тяжелые станки (наибольший диаметр детали для обработки в них равняется 1600–4000 мм);
- до 15 тонн – крупные (диаметр варьируется от 600 до 1250 мм);
- до 4 тонн – средние (от 250 до 500 мм);
- до 0,5 тонны – легкие (от 100 до 200 мм).

Под легкими станками обычно понимают настольные их модификации, используемые домашними умельцами в частных целях и небольшими предприятиями:
- опытными и экспериментальными участками заводов;
- часовыми фирмами;
- приборостроительными компаниями.
Тяжелые и крупные агрегаты обычно применяются в энергетическом и тяжелом машиностроении. Также используются они для специальной обработки различных механизмов:
- роторов турбин;
- колесных пар железнодорожных вагонов;
- элементов прокатных станов на металлургических заводах.
Большая же часть токарных операций выполняется на установках, относимых к средней группе. На них приходится порядка 80 процентов всех работ по металлобработке. Они позволяют осуществлять получистовые и чистовые операции, нарезать разнообразные по своему характеру резьбы.

Конструкция таких станков отличается большим диапазоном подач рабочего инструмента и частот вращения шпинделя, достаточной жесткостью. Они оснащаются приемлемыми по мощности электродвигателями, что дает возможность производить на весьма экономичных режимах обработку металлических и других изделий с использованием инструментов, изготовленных из сверхтвердых сплавов и твердых материалов.
Кроме того, агрегаты средней массы снабжаются множеством специальных приспособлений с целью расширения их технологического потенциала. Подобные “навороты” увеличивают качество обработки заготовок на токарных агрегатах и облегчают труд токарей. За счет данных приспособлений станки становятся в разы более автоматизированными и удобными в эксплуатации.
Токарные установки с программным управлением (с ЧПУ) в СССР изготавливались достаточно-таки активно. Выпуском таких станков занимался ленинградский завод (модель ЛА155), куйбышевский (16Б16) и другие. Агрегаты с ЧПУ обычно используются крупными предприятиями при многооперационной обработке большой номенклатуры продукции, которую выпускают мелкими партиями (не более пары сотен штук). Высокая повторяемость металлобработки и небольшое время переналадки делают станки с программным управлением незаменимыми в описанной ситуации.
Устройство токарного станка
Первые токарные аппараты появились в конце XVIII века. Эти устройства позволяли достаточно быстро и качественно обрабатывать металл. В 1794 году появился первый аппарат, схема устройства которого сохранилась в неизменном виде до сегодня.
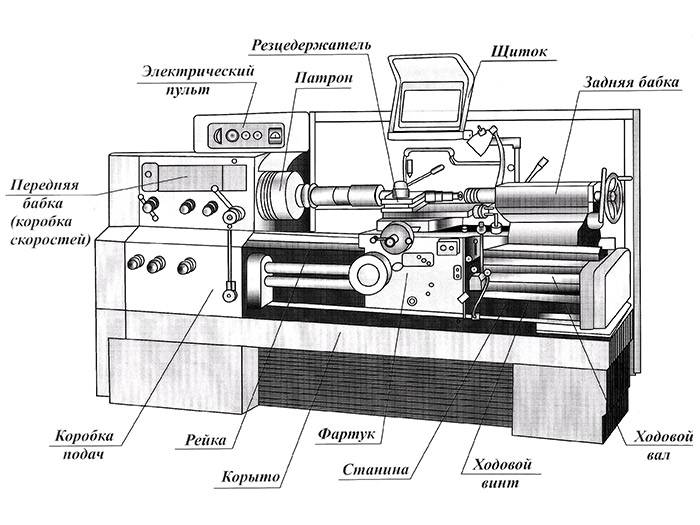
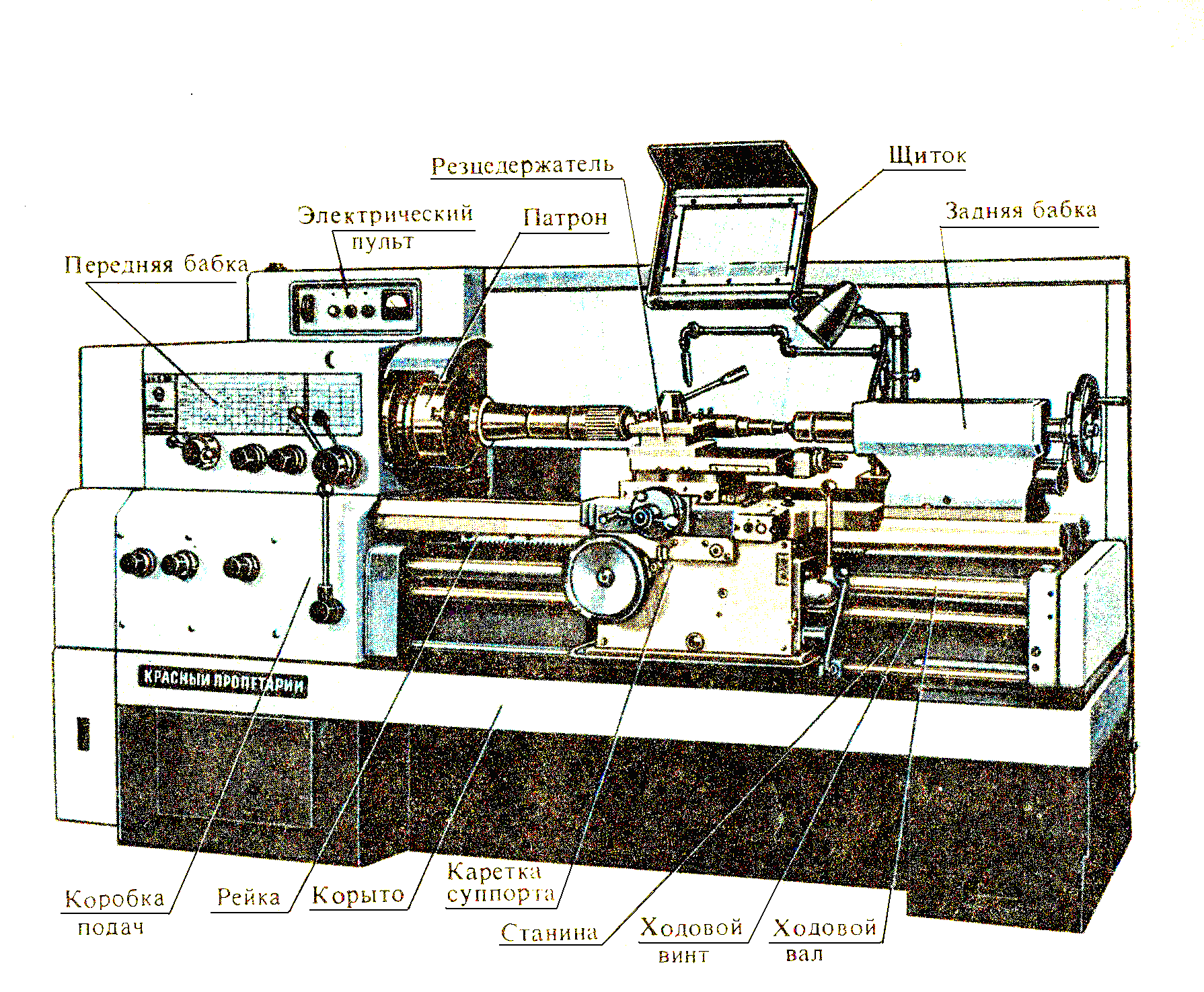
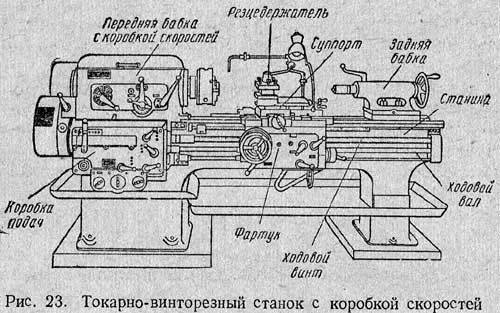 Схема расположения элементов токарного станка
Схема расположения элементов токарного станка
Перед рассмотрением конструктивных особенностей токарных станков необходимо отметить, что технология их функционирования постоянно меняется, поэтому токарно-революционный аппарат с ЧПУ всего 20 лет назад считался эталоном станка по обработке металлов. Тем не менее, устройство токарного станка по металлу остается неизменным.
Основные элементы токарного станка по металлу:
Станина — базовый элемент, который является основанием для режущих деталей станка. Качество обработки металлической заготовки напрямую зависит от прочности станины и материала, из которого она изготовлена. Станины из титана или нержавеющей стали считаются самыми надежными
Вторымпо важности параметром станины является ее вес, она должна обладать достаточной массой, чтобы предотвращать вибрацию, искривления траектории и смещения обрабатываемой детали;
Передняя шпиндельная бабка обеспечивает фиксацию обрабатываемой металлической детали. В современных станках шпиндельная бабка отвечает не только за фиксацию, в ней еще и располагается коробка передач токарного станка.Передняя бабка изготавливается из высокопрочных и долговечных материалов;









Задняя бабка в зависимости от модели устройства отвечает за удержание обрабатываемой детали в неподвижном состоянии; либо за подачу дополнительного оборудования;
Суппорт – важнейшая часть токарного станка
Эта деталь отвечает за фиксацию режущего элемента. Современные суппорты бывают двух видов: ручные и автоматические. Несложно догадаться, что возможности станка зависят от типа суппорта, поэтому ручные модели часто не обладают большим набором функций. Тем не менее, даже самый простой суппорт способен обеспечить подачу режущей части станка в нескольких плоскостях, что позволяет проводить сложные операции обработки металла;
https://youtube.com/watch?v=o6jnsOUivS0
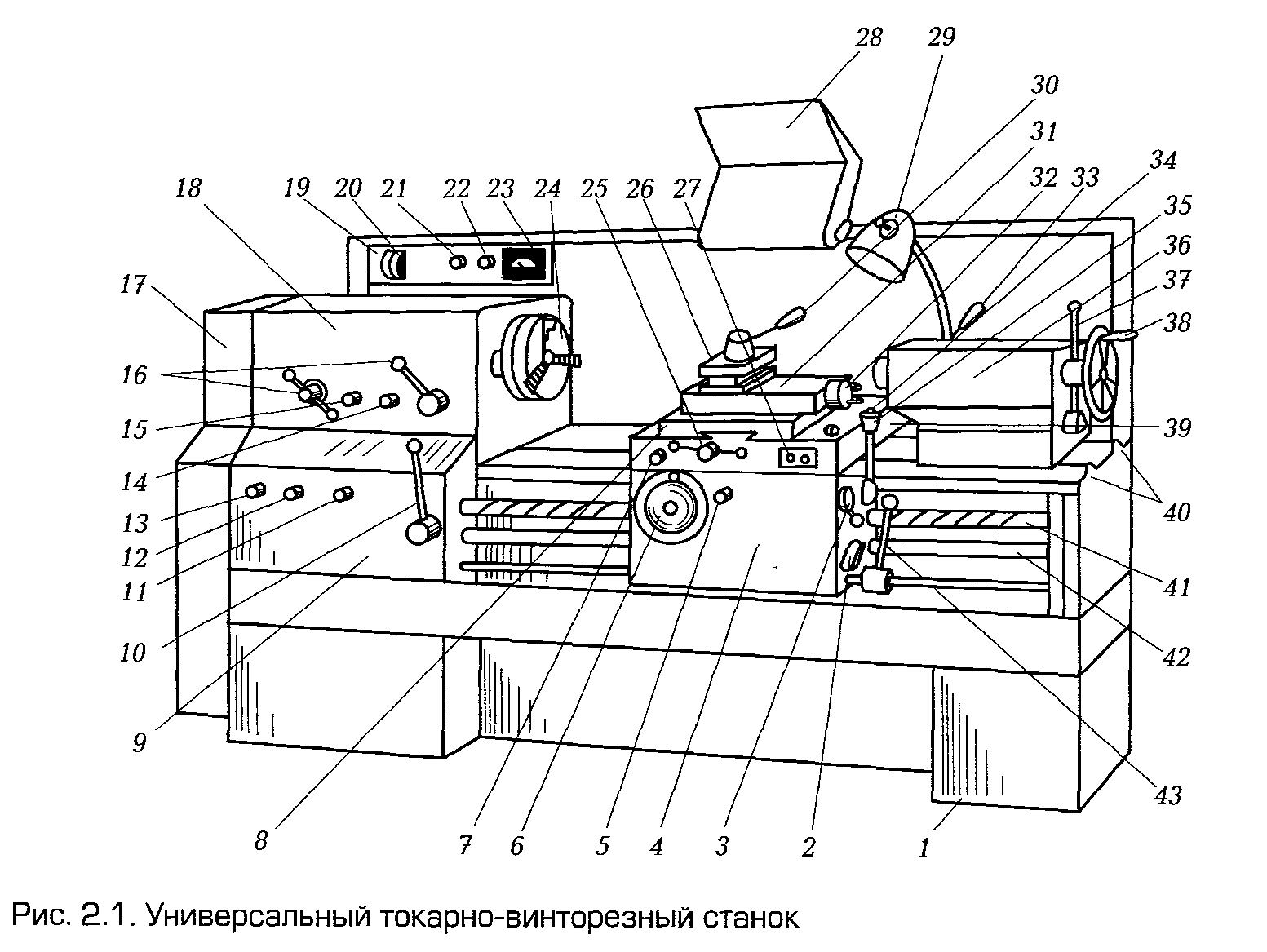
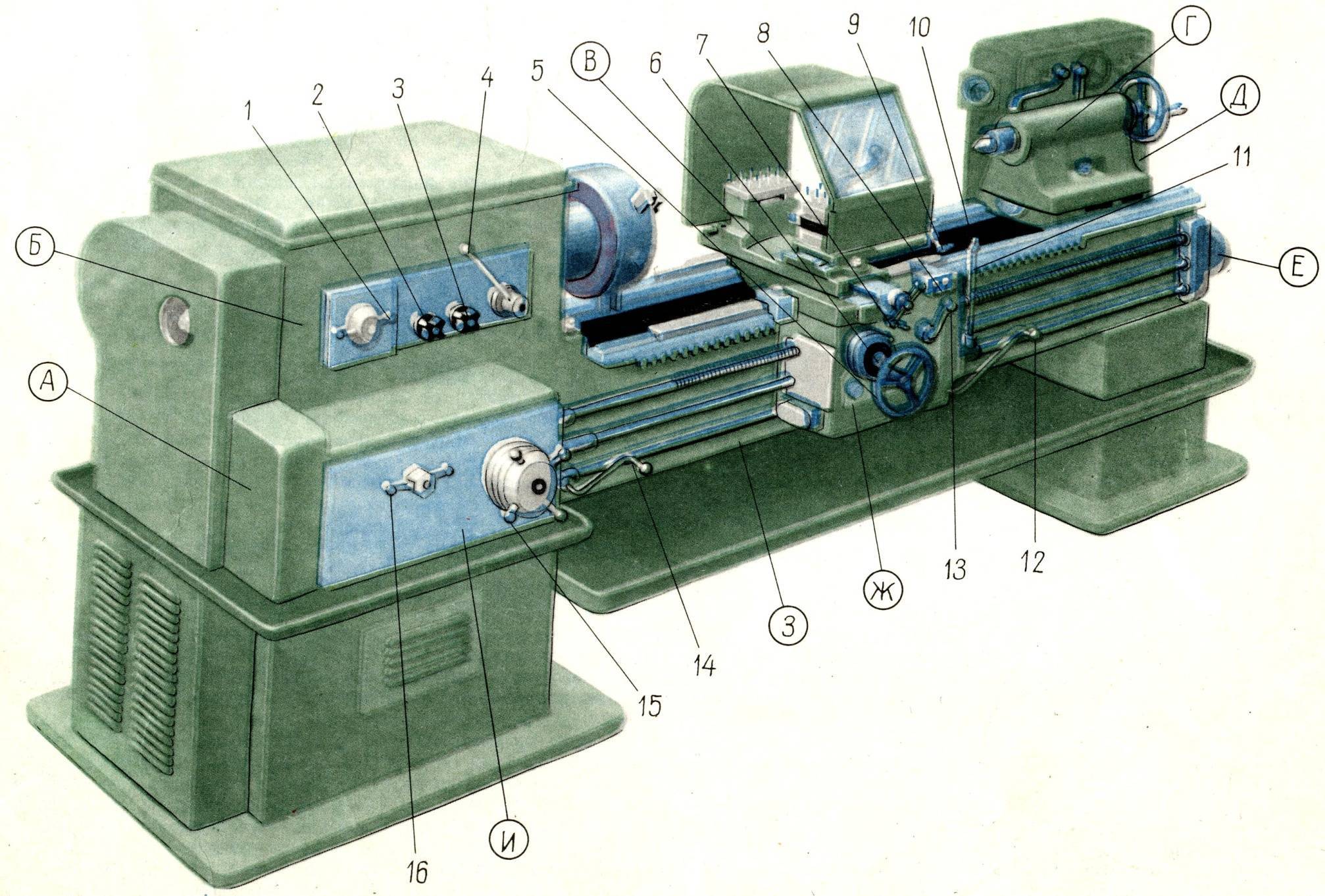
Устройство универсального токарно винторезного станка
Основные конструктивные особенности
Универсальный токарно-винторезный станок состоит из основных конструктивных узлов, которые являются типовыми элементами. К ним относятся:
- суппорт;
- станина;
- упорная и шпиндельная бабки;
- электрическое оборудование;
- ходовой вал;
- гитары шестерен;
- коробка, которая обеспечивает выбор и смену подач;
- ходовой винт – именно эта деталь отличает токарно-винторезный от стандартного токарного станка.

В зависимости от некоторых особенностей может различаться точность станка. Поэтому универсальное оборудование может быть как класса точности Н, так и повышенного – П.
Передние и задние бабки
У передней или шпиндельной бабки есть основная роль – фиксировать заготовку в обработке и передавать вращение заготовке от электрического двигателя.
Внутри корпусной части бабки расположен шпиндель. На корпусе станка снаружи монтируется рукоятка регулировки скорости. Задняя бабка или упорная необходима для фиксации заготовки.

Суппорт
Суппорт предназначен для того, чтобы перемещать резцедержатель с резцом в продольном, поперечном направлении по отношению к оси станка. Нижняя часть суппорта именуется салазками или кареткой.
Спустя определенное время работы станка суппорт будет нуждаться в регулировке, поскольку, в противном случае снизится скорость обработки. Регулировка от зазоров заключается в подтягивании клиновой планки. 
По сравнению с другими деталями суппорт имеет большие размеры. Выбор резцедержателя определяется классом станка. Для крупногабаритного оборудования обязательно закреплять резцы дополнительно четырьмя винтами.
Коробка скоростей
Это основная часть привода шпинделя. Она осуществляет передачу энергии двигателя остальным частям станка. Еще одна функция – изменение частоты вращения шпинделя и скорости работы всего станка.

Коробка встраивается в корпус бабки шпинделя или в отдельном корпусном блоке. Изменение скорости может происходить бесступенчатым или ступенчатым способом. В стандартную коробку передач входят следующие составляющие:
- система зубчатых передач;
- клиноременная передача;
- реверсивный электродвигатель;
- электромагнитная муфта с системой торможения;
- рукоять для переключения скоростей.
Работает коробка скоростей за счет шестерен.
Шпиндель
Это основная часть станка, которая сделана в виде вала с конусным отверстием для закрепления заготовок. Чтобы деталь имела высокую прочность и долговечность, ее изготавливают из высокопрочной стали.
В классическом варианте шпиндель сделан на высокоточных подшипниках качения. На опоре детали установлено специальное кольцо, которое обеспечивает точность работы станка.

На торце конструкции расположено коническое отверстие. Полость шпинделю необходима, чтобы установить пруток, помогающий при необходимости выбивать центр из посадочного места.
Непосредственно прочность и долговечность шпинделя зависит от имеющихся там подшипников.
Станина
Это основная часть станка, которая выполнена с помощью чугунного литья. К ней прикреплены все наиболее важные детали и элементы данной конструкции.
Сама станина состоит из двух стальных балок. Балки, в свою очередь, соединены между собой ребрами жесткости. У каждой из балок – соединение к двум направляющим.

Направляющие с обоих сторон относятся к призматической группе. Направляющая плоской формы расположена внутри с левой стороны.
Нарезание резьбы
Нарезать резьбу при помощи токарно-винторезного станка можно несколькими способами. Для этого используется плашка, метчик, резец и другие виды инструмента.
С их помощью есть возможность нарезать внутреннюю и внешнюю резьбу
При использовании резца важно соблюдать полностью технологию. Она включает:
- правильную заточку резца;
- аккуратную настройку режимов работы станка;
- при помощи шаблона правильная установка резца по центру детали;
- замер полученных размеров калибрами или шаблонами.
В такой работе недопустим брак в виде заострений, рваных нитей, задир и дробления.
Электрический блок управления
В стандартный блок управления токарно-винторезным станком входит сразу несколько рукояток и кнопок:
- рукоятка для настройки количества оборотов;
- система управления для установки параметров резцовой поверхности;
- рукоятки для управления суппортом.
Станок с ЧСПУ обладает более сложным устройством, но при этом может работать без участия оператора на промежуточных этапах.
Фартук
В фартуке токарно-винторезного станка расположены механизмы, которые преобразуют вращательное движение ходового винта и ходового вала в поступательное движение суппорта.
Описание и назначение станка марки Jet GHB-1340A

Приобрести данную модель оборудования вы сможете за 504 000 руб. Устройство представляет собой мощный производственный агрегат, с помощью которого можно осуществлять нарезку или подрезку резьбы, а также проточку. В зависимости от того, какой резец будет использоваться, у оператора появится возможность обрабатывать малоуглеродистую сталь, твердые сплавы металлов и закалённые заготовки.
Данный станок токарный винторезный обладает цифровым дисплеем, с помощью которого можно визуально контролировать рабочие процессы. Зона обработки подсвечивается, это снижает нагрузку на глаза и уменьшает их усталость, даже если работать приходится в течение длительного времени.
Основные узлы, из которых состоит токарный станок по металлу
Любой токарный станок по металлу включает в себя основные конструктивные узлы и элементы.
Станина
Основной и самый крупный элемент, на котором крепятся все остальные детали. Это неподвижная деталь, представляющая собой две параллельные стенки, неподвижно соединенные между собой поперечинами. Станина имеет ножки-тумбы, в которых хранится инструмент.
Верхние рейки служат направляющими, по которым двигаются суппорт токарного станка и задняя бабка. Они могут быть плоского и призматического вида. Направляющие выполнены строго параллельно друг другу.
Передняя бабка
Эта деталь по-другому может называться шпиндельная бабка. Внутри нее находятся следующие детали:
- шпиндель;
- подшипники (два);
- шкив;
- коробка скоростей.
Передняя бабка поддерживает заготовку и придает ей вращение.
Шпиндель
Шпиндель является основной деталью передней бабки. Он представляет собой металлический вал конусообразной формы. В нем фиксируются различные инструменты, оправки и другие приспособления.






Шпиндель, шейка и подшипники должны быть гладкими, чисто отшлифованными, без люфтов, потому что это влияет на качество расточки деталей. Шпиндель имеет резьбу, а в некоторых станках еще и специальную канавку для того, чтобы патрон самопроизвольно не открутился.
Механизм поперечной и продольной подачи
Суппорт может двигаться вдоль и поперек, благодаря механизму подачи. Направление задает трензель, находящийся в корпусе передней бабки. Снаружи станка есть рукоятки, которыми можно изменять направление и амплитуду движения суппорта.
Важно!
Если станок с автоматической подачей, то в нем есть ходовые винт и валик. Они используются для выполнения работ высокой сложности.
Суппорт
Суппорт – это характерный элемент любого токарного станка, с помощью которого осуществляется перемещение режущего инструмента в продольном, поперечном и наклонном направлении. Продольное движение по салазкам станины производит каретка, поперечное совершает верхняя часть суппорта. Резцедержатели (одно или многоместные) устанавливаются в верхнюю часть суппорта.
Фартук
За корпусом фартука находятся механизмы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Управление фартуком вынесено на корпус станка, что упрощает регулировку хода суппорта.
Задняя бабка
В заднюю бабку закрепляется деталь на шпинделе, поэтому этот элемент подвижный. Деталь состоит из двух частей: нижней – плиты и верхней – держателя шпинделя. Задняя бабка токарного станка движется по станине и может быть зафиксирована в любом месте благодаря рычажной рукоятке. Конус задней бабки называется пиноль. В нем крепится инструмент или приспособление. Также задняя бабка служит второй опорой при обработке длинных деталей.
Каретка
Каретка предназначена для продольного движения суппорта по салазкам станины. От ее исправности зависит свободное движение этого элемента.
Вал
Вал вращения шпинделя имеет две ручки включения. При среднем положении ручек он выключен. Положение вверх – вал вращается против часовой стрелки (рабочее движение), положение вниз – вал вращается по часовой стрелке (обратное движение).
Обозначения для станков
Каждому типу станков токарной группы соответствует буквенно-цифровой код, который создаётся по определённым правилам:
Первая цифра соответствует типу металлорежущего станка. Для токарного это всегда будет «1».
Вторая цифра соответствует виду станка по металлу. Например, 5 соответствует карусельному, а 6 — лобовому станку.
На третьем месте находится буква, которая соответствует степени модернизации оборудования.
Следующие две цифры указывают на высоту центров станка. Они выражают её в сантиметрах.
Далее могут быть приведены дополнительные буквенно-цифрвые комбинации. Они более точно указывают разновидность станка и его характеристики. Такие обозначения применяются для тех станков, которые производятся серийно. Такой код определяет место станка в классификации.
Если речь идёт о специализированном оборудовании, то применяются обозначения другого типа в них первые две буквы указывают на производителя. Далее две или три цифры предназначены для основного эксплуатационного параметра. Затем указывается версия. В конце обозначения указываются параметры, предназначенные для более точного определения разновидности и дополнительных параметров оборудования.