

Вид свариваемых деталей
При сварке различают следующие виды свариваемых деталей лист — Л (Р), труба — Т (Т), стрежень — (С) и их сочетания между собой лист с трубой (Л + Т), трубы с отводом (Т + О), трубы с трубой через муфту (Т + М + Т), лист со стержнем (Л+С).
Под понятием «труба» подразумеваются также детали замкнутого полого профиля, таких как: штуцер, патрубок, обечайка, корпус коллектора и пр. Под понятием «стержень » подразумеваются детали круглого и многогранного сплошного сечения, гладкие и с периодическим профилем.
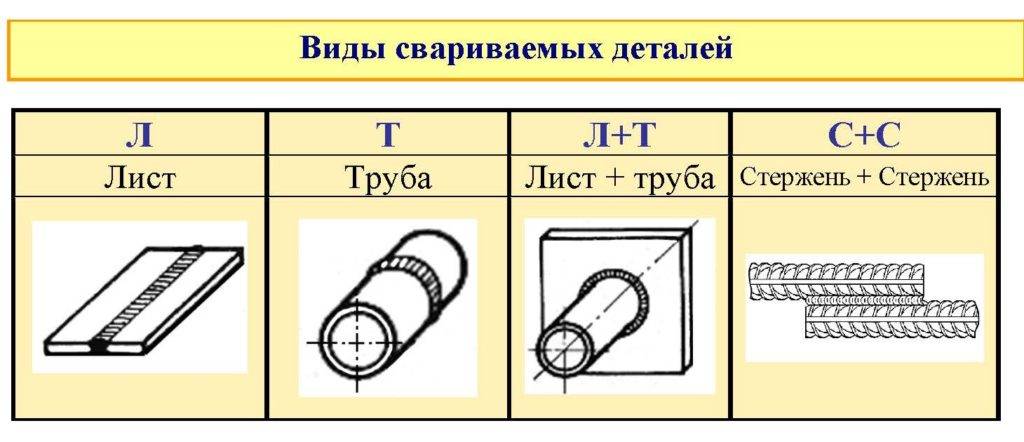 Виды свариваемых деталей Л -лист, Т — Труба, Л+Т Лист +Труба, С — Стержень
Виды свариваемых деталей Л -лист, Т — Труба, Л+Т Лист +Труба, С — Стержень
Виды соединений
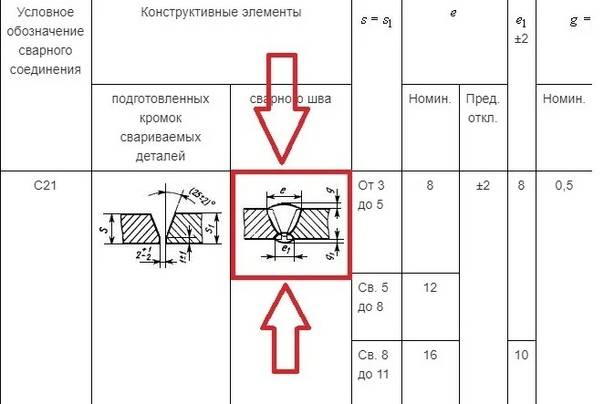
Стыковое соединение — сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями и расположенных в одной плоскости или на одной поверхности (рис. 2). Поверхности элементов могут быть несколько смещены при соединении листов разной толщины (см. рис.2, б).
 Рис. 2. Стыковые соединения
Рис. 2. Стыковые соединения
Угловое соединение — сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев (рис. 3).
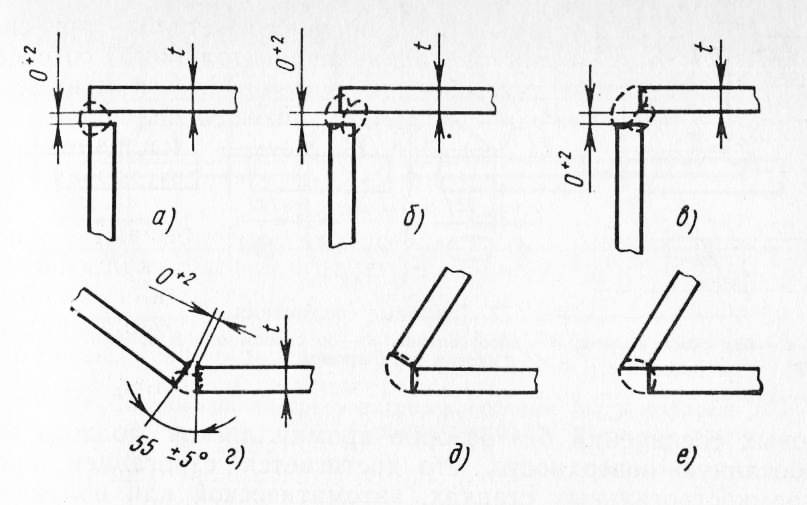 Рис. 3. Угловые соединения
Рис. 3. Угловые соединения
Тавровое соединение — сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента (рис. 4).
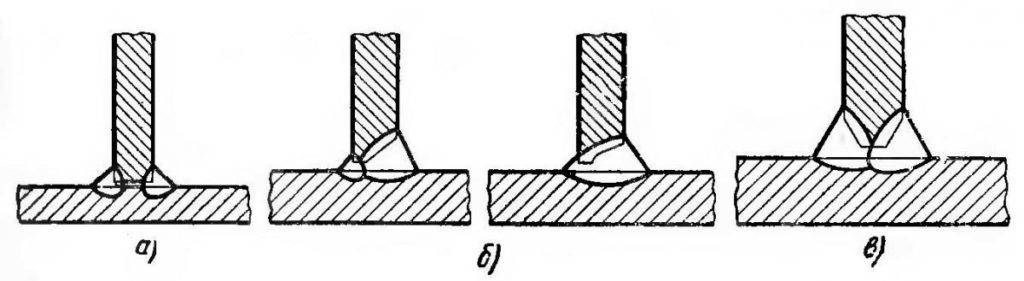 Рис. 4. Тавровое соединение
Рис. 4. Тавровое соединение
Нахлесточное соединение — сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга (рис. 5, а, б). Отсутствие опасности прожогов при сварке облегчает применение высокопроизводительных режимов сварки. Применение нахлесточных соединений облегчает сборку и сварку швов, выполняемых при монтаже конструкций (монтажных швов).
Торцовое соединение — сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу (рис. 5, е).
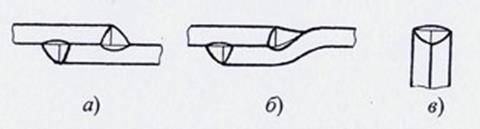 Рис. 5. Нахлесточные (а, б) и торцовое соединения (в)
Рис. 5. Нахлесточные (а, б) и торцовое соединения (в)
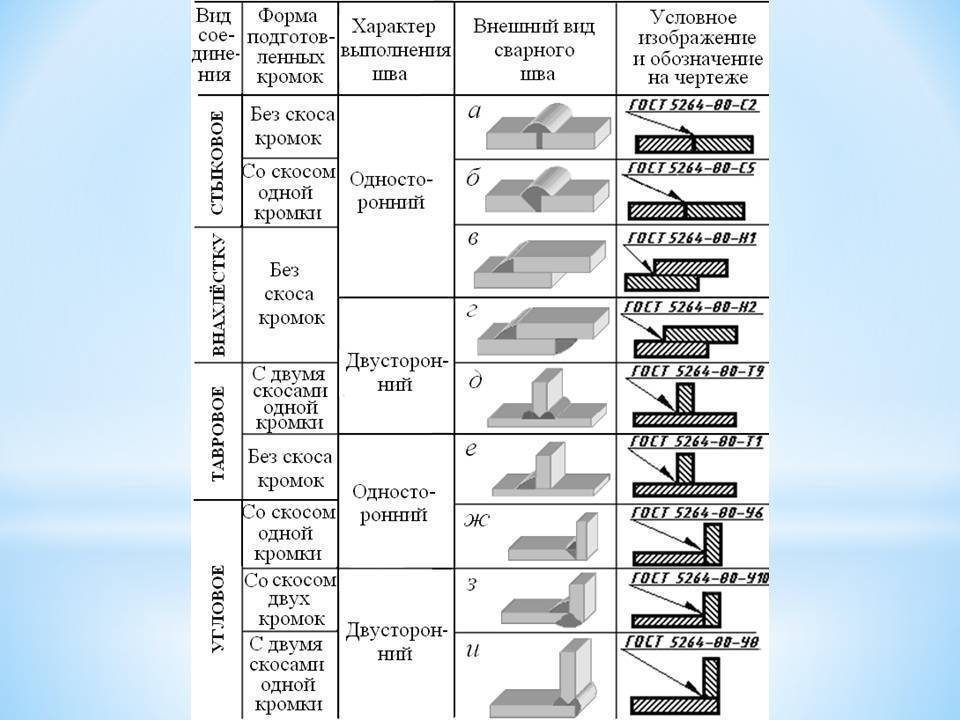
Сварные швы подразделяют по разным признакам: по типу шва, по протяженности, по способу выполнения, по пространственному положению и по форме разделки кромок.
Основные обозначения
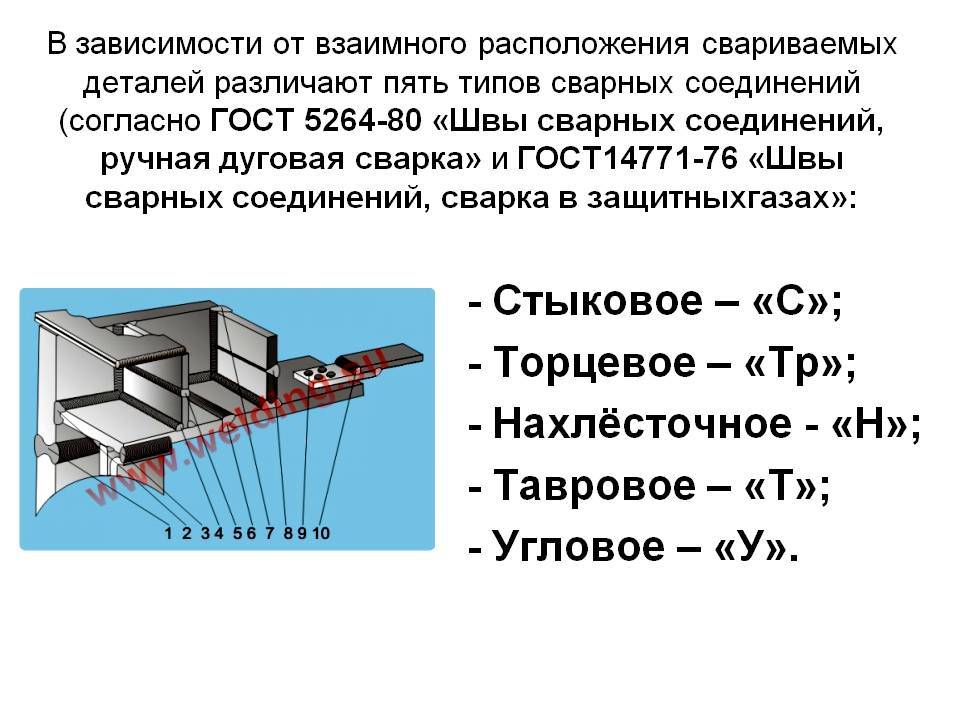
В сварных конструкциях используются материалы разной толщины, размеров и форм, кроме того, детали могут иметь различное расположение по отношению друг к другу. Обозначение сварочного шва на чертеже напрямую зависит от взаимного расположения сварных элементов конструкции. Установлено всего 5 типов соединений (согласно ГОСТ 5264 и ГОСТ 14771):
— «С» стыковочное;
— «С» торцевое;
— «У» угловое;
— «Н» нахлестное;
— «Т» тавровое.
Стыковой на чертеже представляет собой соединение элементов, которые располагаются на одной поверхности или плоскости. Процесс сварки деталей происходит по смежным торцевым сторонам.
Торцевое соединение «С» представляет собой сваривание элементов по торцевым сторонам деталей, у которых боковые поверхности находятся вместе. Данный метод используется при сварке деталей из тонкого металла, для того, чтобы исключить возможность прожога. Обозначение сварочных швов на чертежах одинаковыми буквами, например, стыковочное и торцевое, должно иметь пояснение, касающееся конкретного типа используемого сварочного шва.
Обозначение сварочных швов на чертежах большой буквой Н при сварке нахлестным методом. При сварке детали расположены на параллельных линиях таким образом, что один элемент частично перекрывает другой.
Т – это обозначение на чертежах таврового сварного шва. Торцевая часть одной детали соединяется с торцевой частью другой детали под определенным углом (может быть и 90 градусов).
Последний тип «У» — угловой, представляет собой шов, который получается в результате расположения свариваемых элементов под прямым, острым или тупым углом по отношению друг к другу. Сварочный шов на чертеже, вне зависимости от того, какой именно тип сварки использовался, может быть обозначен, как видимый или невидимый.
Особенности указания швов на чертеже
Если чертеж имеет швы, которые были выполнены по одним и тем же стандартам, то сварочные чертежи, обозначения будут иметь одни и те же, но это следует указать в технических требованиях данного чертежа.
На чертежах одинаковые швы могут быть пронумерованы, но только в том случае, если все швы идентичны друг другу и имеют одностороннее изображение, например, только с лицевой или с обратной стороны. Если шов не имеет никакого обозначения, на чертеже он должен быть отмечен как линия – выноска, не имеющая полок.
Обозначение сварочного шва на чертеже симметричного изделия должно представлять собой линии – выноски, а сами швы должны быть изображены только на какой-то одной из симметричных частей изделия. Но это возможно только в случае, если присутствует ось симметрии.
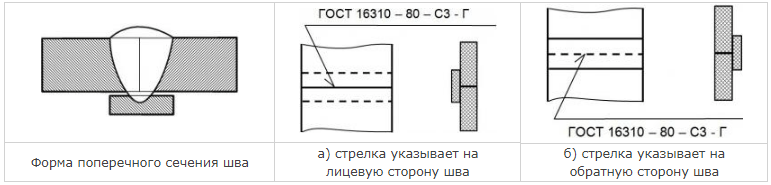
Пример №1

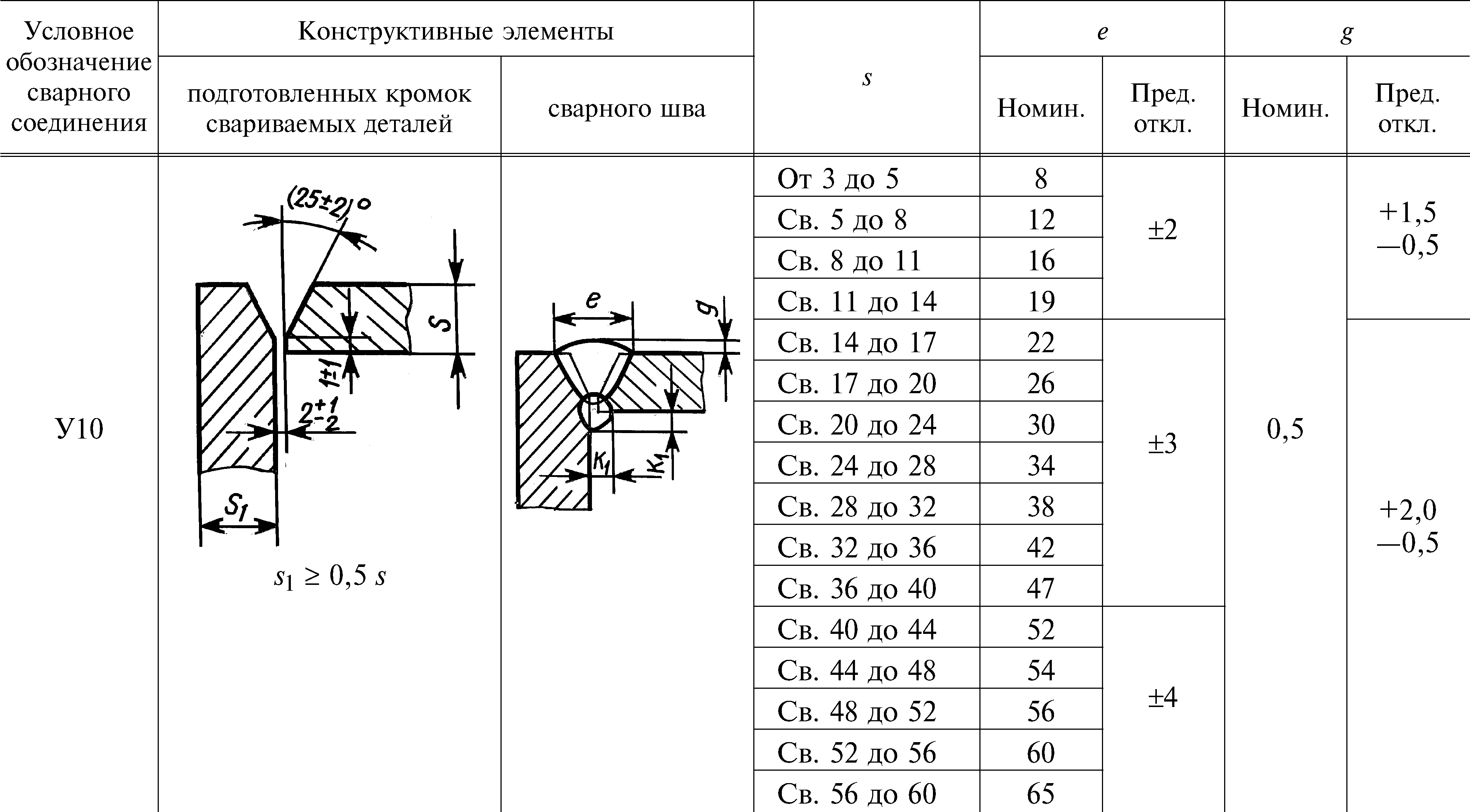
На картинке выше вы видите стыковой шов, у которого одна кромка имеет криволинейный скос. Само соединение двустороннее, сделано методом ручной дуговой сварки. С обеих сторон нет усиления. С лицевой стороны шероховатость шва равна Rz 20 мкм, а с оборотной —Rz 80 мкм.
Пример №2

Здесь вы можете видеть, что шов угловой и двусторонний, у него нет ни скосов, ни кромок. Это соединение выполнено автоматической сваркой и с использованием флюса.
Пример №3
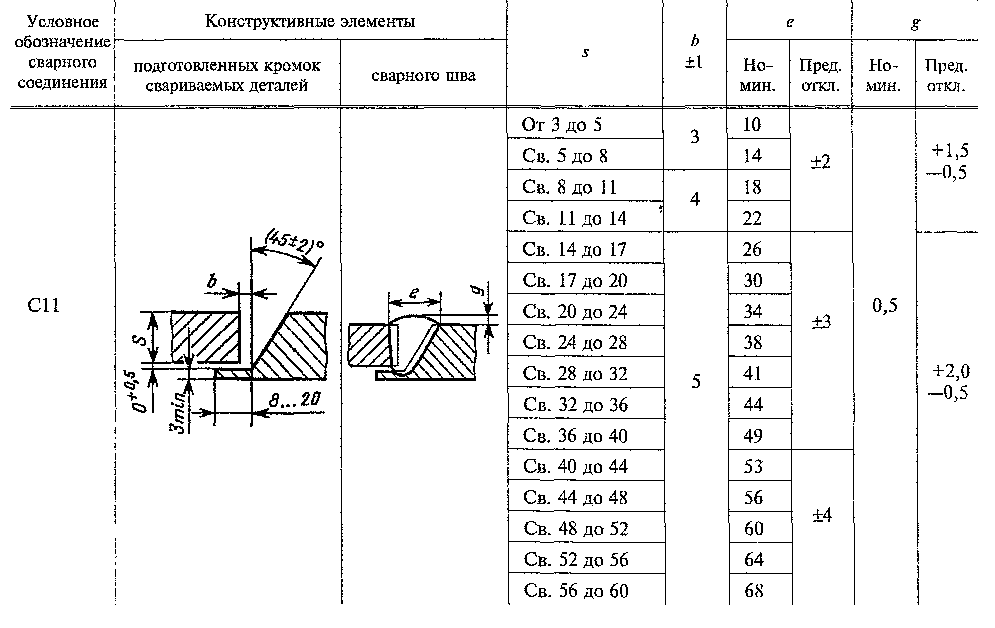
Тут у нас снова стыковой шов, но уже без скосов или кромок. Соединение одностороннее, с подкладкой. Выполнен шов с использованием нагретого газа и сварочной проволоки.



Сварные соединения и их обозначения
Взаимное расположение свариваемых деталей. Классификация соединений
Таблица 4
| Виды соединений | Изображение | |
| Стыковое соединение (С) | заготовки примыкают друг к другу торцевыми поверхностями и находятся в одной плоскости | |
| Угловое соединение (У) | при котором угол примыкания кромок свыше 30° между поверхностями соединяемых деталей | |
| Тавровое соединение (Т) | при котором детали сопрягаются под углом 90 градусов | |
| Нахлесточное соединение (Н) | при котором детали частично перекрывают одна другую и параллельны между собой | |
| Прорезное соединение | у заготовок делается фрезеруется прорезь и одна деталь заходит в другую | |
| Соединения с электрозаклепками | применяется для выполнения угловых, стыковых, нахлесточных и тавровых соединений |
Форма наружной поверхности сварочных швов
Форма сварочного шва влияет на:
- физико-механические свойства соединения;
- расход электродного металла.
Выпуклые швы практически всегда нуждаются в дополнительной обработке — снятие выпуклости механическим способом (фреза, абразивные круги).
По форме наружной поверхности различаются сварочные швы, а также дефекты сварных соединений.
Таблица 5
| Виды швов | Иллюстрация | Условное обозначение | Характеристики |
| Нормальные(плоские) | Экономичны.Хорошо работают при нагрузках. | ||
| Вогнутые | Экономичны.Хорошо работают при динамических нагрузках. | ||
| Выпуклые | Наплыв выпуклого металла является не экономичным. |
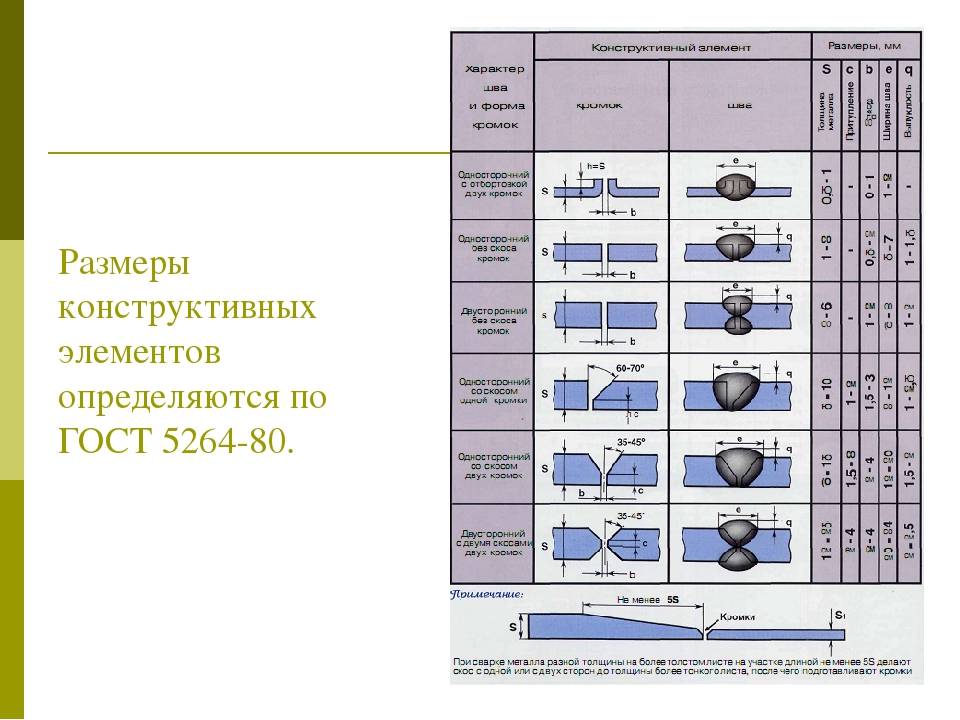
Различные виды снятия кромки
В зависимости от толщины металла кромки могут быть выполнены под разными углами и с разных сторон. Различают следующие виды:
Под прямым углом:
- для стальных листов толщиной от 4 до 8 мм;
- при односторонней сварке для металлов толщиной до 3 мм;
- при двусторонней сварке для металлов толщиной до 8 мм.
- V-образно (с односторонним скосом), если толщина металла от 4 до 26 мм.
- X-образно (с двусторонним скосом), если листы имеют толщину от 12 до 40 мм.
- Под острым углом, уменьшенным с 60° до 45°, если листы толщиной более 20 мм.
Для хорошего сваривания между кромками оставляют зазор в 4 мм.
Графические знаки типов швов для различных соединений
По способу выполнения сварного соединения различают:
- Одностороннюю сварку. Эту сварку для стыкового соединения выполняют с проплавлением кромок на подкладке, либо на весу.
- Двустороннюю сварку. Сварка второй стороны выполняется только после тщательной зачистки (удаление корня) механическим способом наплавки первой свариваемой стороны. Чаще всего выполняется потолочная сварка таким способом.
- Однослойную сварку.
- Многослойную сварку. Для уменьшения зоны термического влияния или при сваривании металлов большой толщины сварку выполняют подобным способом.
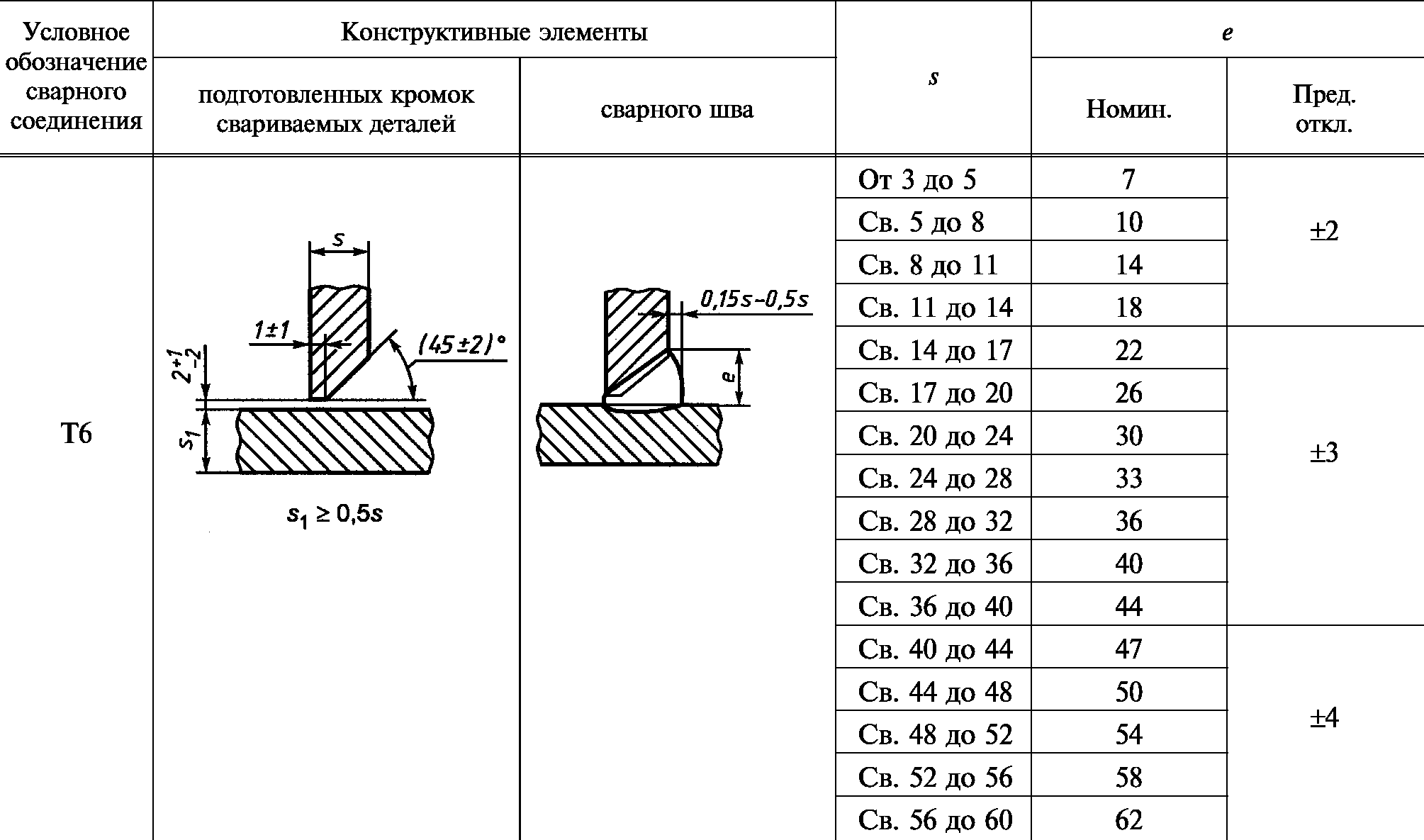
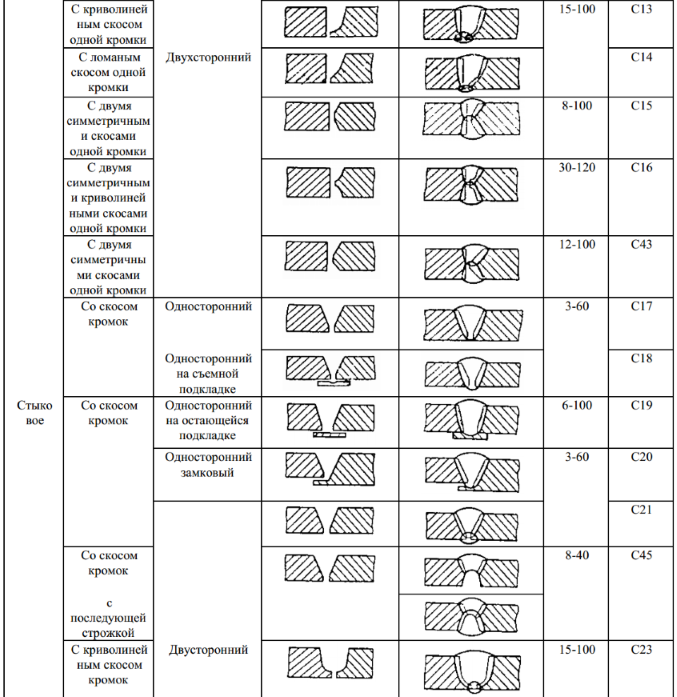
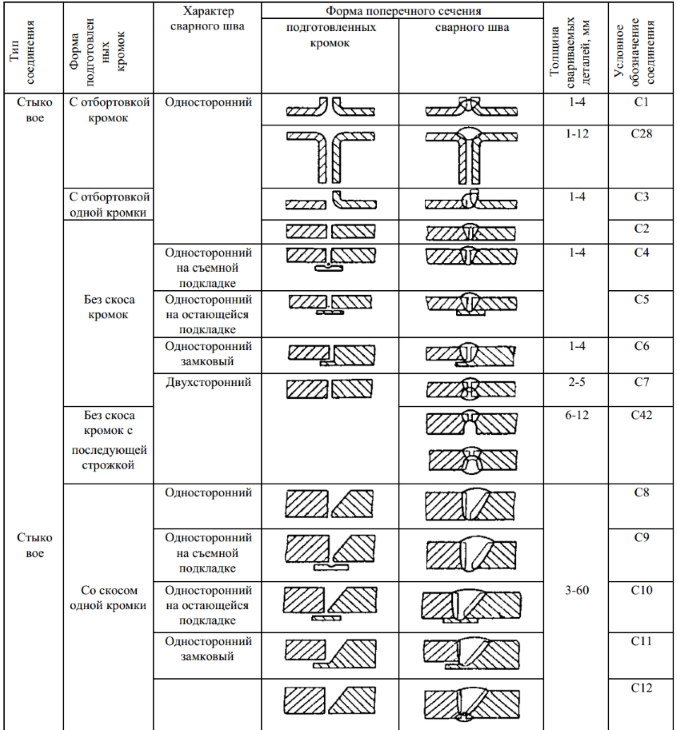
Швы стыковых соединений (форма, обозначение, пример)
Таблица 6
| Характер шва | V — образные | |||
| Без скоса | Со скосомодной кромки | Со скосом двух кромок | С двумя симметричными скосами двух кромок | |
| Односторонний | ||||
| Двусторонний | ||||
| Односторонниес прокладкой |
Таблица 7
| Характер шва | Без скоса |
| Односторонний | |
| Двусторонний | |
| Односторонний впритык | |
| Двусторонний впритык |
Таблица 8
| Характер шва | Без скоса |
| Двусторонний | |
| Двусторонний шахматные |
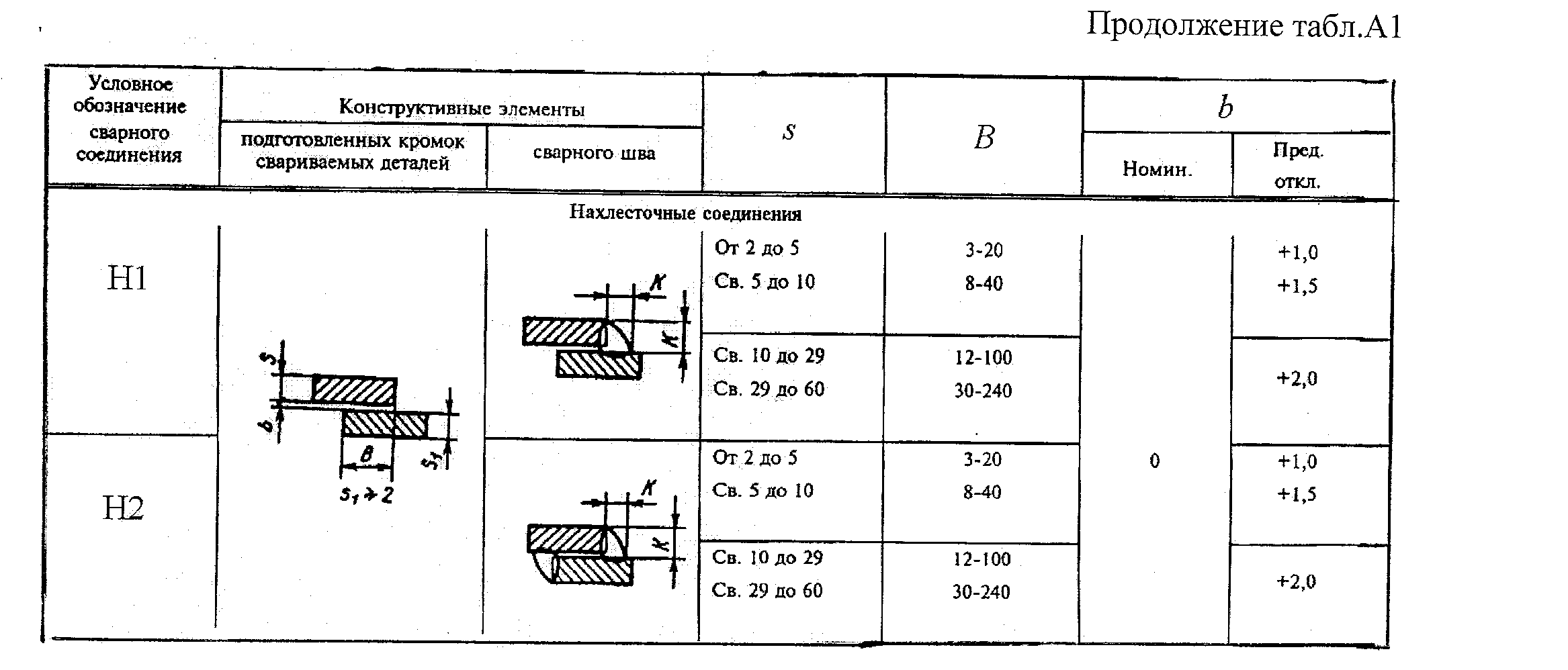
Швы соединений внахлестку (форма, обозначение, пример)
Таблица 9
| Характер шва | Без скоса |
| Двусторонний | |
| Односторонний прерывистый |
По международным стандартам (ЕСКД) сварные швы плоских листов металла и труб классифицируются по пространственному положению на:
- горизонтальные;
- вертикальные;
- потолочные;
- сваренные в нижнем положении.
В зависимости от этого расположение целесообразно использовать различные виды снятия кромок. При условиях тщательной подготовки, а именно зачистки, правильной подгонки кромок (притупление кромок — предотвращает прожог и протекание металла, параллельность кромок — гарантирует равномерный шов) можно добиться следующих достоинств сварного шва:
- Экономичность. Минимальный расход металла для наплавления.
- Эффективность скорости сваривания. Подобные кромки дают наименьший промежуток времени для сваривания за один подход.
- Прочность. Можно добиться прочности сварного соединения, не уступающего прочности основного металла.
Поэтому в технической документации обязательно должны быть указаны: тип шва и вид снимаемой кромки, который даст лучший результат при сваривании шва.
Радиографический контроль сварных швов — один из самых эффективных и распространенных методов проверки соединений.
Хотите очень качественно украсить свой дом? Сделать это можно при помощи мебели из металла. Подробнее об этом читайте здесь.
Вам нужно качественно очистить металл? Эффективный метод описан по https://elsvarkin.ru/obrabotka-metalla/peskostrujnaya-ochistka-metalla-i-oborudovannie-priminyaemoe-dlya-dannyx-rabot/ ссылке.
Области применения сварных соединений
Сварка широко применяется и в строительстве, и в машиностроении. Ее применяют в корпусах судов, обшивке вагонов, трубопроводах и мостах, антеннах и радиотелескопах, кузовах
автомобилей, рамах и корпусах, коленчатых валах и других конструкциях, изделиях и элементах. Пи этом свариваться могут детали размерами от нескольких микрон до десятков метров.
Область применения сварки зависит от ее разновидности:
- автоматическая сварка применяется для крупных партий и масштабного производства, она необходима в конструкциях с длинными швами;
- полуавтоматическая сварка используется для конструкций, в которых короткие и прерывистые швы;
- ручная сварка применяется для неответственных участков, поскольку результат зависит от квалификации сварщика.
Неизменным преимуществом сварки является возможность проведения работ во всех положениях шва в пространстве, а также возможность ведений наблюдении за горением дуги и формированием шва. Сварка легко механизируется и автоматизируется, что позволяет увеличить производительность.
Для обеспечения технологичности выполнения шва необходимо, чтобы конструкция обеспечивала удобный подвод электродов к месту сваривания, а также было устранено совмещение швов, количество сварного материала должно быть минимальным.
При нарушении технологии сварки появляются кратеры, поры, несплавления, наплывы, свищи, подрезы, прожоги, трещины и непровары. Каждый из этих дефектов сказывается на качестве соединения.
Примеры обозначения швов
Скорость чтения чертежей существенно возрастает после обучения на образцах приводимых сварных соединений.
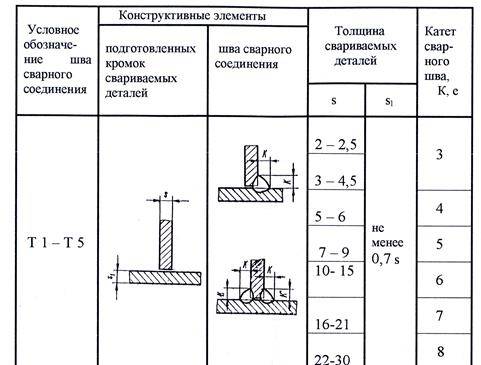
Шов таврового соединения
Иллюстрация описания таврового соединения, имеющего 2 стороны шва. Скос кромок отсутствует. Используется аппарат для ручной дуговой сварки с применением неоплавляемого электрода с присадками в атмосфере газа (РИНп согласно стандарту 14806-80). Создается прерывистое соединение с шахматным размещением свариваемых участков (Т3 по требованию государственного стандарта 14806-80). Длина сварки – 50 мм, величина катета – 6 мм (Δ6 ), шаг – 100 мм (Z). На чертеже символами Тш и Тпр обозначены длина свариваемого участка и величина шага.
Сварной шов внахлест
На фрагменте чертежа показано правильное обозначение сварки по ГОСТ. Соединение выполнено внахлест с отсутствующими скосами кромок. Односторонний стык (Н1) варится соответственно требованиям ГОСТ 14806-80 с использованием полуавтомата. Соединение деталей производится дуговой сваркой с плавящейся проволокой в атмосфере углекислого газа (ПИП по ГОСТ). Размер катета полученного стыка не должен превышать 5 мм (Δ5). Контур сварного стыка образует замкнутую фигуру (круг).
Рекомендуем к прочтению Сварка вертикальных и горизонтальных швов
На современном производстве большая часть сварочных чертежей, полностью отвечающих требованиям ЕСКД, создается в специализированных программах «КОМПАС», AutoCad, SolidWorks, многократно сокращающих время разработки.
Сравниваем, оцениваем
Из вышеперечисленных вариантов самыми надежным и экономичным считается стыковой способ сварки. По действующим нагрузкам они практически равны целым элементам, которые не подвергались сварке, иными словами – основному материалу. Естественно, такая прочность достигается только при адекватном качестве работ.

Сварка стыковых швов. Тавровые соединения (включая угловые) тоже довольно популярны. Особенно часто их используют при сварке массивных конструкций.
Самые простые для исполнения – соединения внахлест. В них не требуется обработка кромок, общая подготовка тоже намного проще. Очень популярны в сварке листов небольшой толщины (допускается толщина до 60 мм). Простота не означает экономичности: перерасход наплавленного и основного металлов – обычная для таких вариантов ситуация.
Дополнительные данные стыковых соединений
К дополнительной информации относят следующие особенности соединительных швов:
- круговой стык. В такой разновидности кружок является обозначающим символом;
- монтажный стык. Здесь флажок выступает в качестве обозначения.
Если в изображении сварочного соединения дополнительно нужно указать:
- в соответствии ISO 4063 код сварочной технологии;
- в соответствии ISO 10042 и ISO 5817 выдвигаемый к стыку уровень качества;
- в соответствии ISO 6947 положение сварки;
- в соответствии ISO 544, 2560, 3581 используемый сварочный материал
то размещать такую информацию необходимо за вилкой, добавленной к сплошной линии-выноске.
Положение электрода во время сварочного процесса
Наклон электрода зависит от видов сварных соединений и швов. Угол наклона влияет на скорость разогрева металла. При дуговой сварке для того, чтобы зажглась дуга, электрод следует держать перпендикулярно. Затем необходимо осуществлять небольшой наклон. Сварочный шов получится более качественным, если сварку проводить короткой дугой.



Применять сварку способом “углом вперед” имеет смысл, когда процесс осуществляется в труднодоступных местах. Однако, способ не лишен недостатков. Процессу сварки будет мешать жидкий шлак, находящийся все время впереди. Сварная дуга может или совсем погаснуть, или начать “блуждать”. Качество шва может быть значительно снижено, если появятся пропущенные участки.
Способ “углом назад” находит применение в угловом варианте и при соединении стыков. При сварке под прямым углом электрод держат перпендикулярно поверхности. Это позволяет контролировать жидкий шлак и следить за тем, чтобы он перемещался вслед за сварочной ванной. На качество шва это будет оказывать благоприятное воздействие. Если шлак окажется перед электродом, то это можно исправить, перейдя на некоторое время на способ “назад углом”.
При соединении труб
Ввиду высокой ответственности работ, осуществляемых при строительстве трубопроводов, выполнению сварных соединений на них посвящен отдельный ГОСТ 16037 – 80.
Действие этого ГОСТа распространяется на элементы стальных трубопроводов, неразъемное сварное соединение которых производится с применением различных технологий. Могут быть задействованы ручные, полуавтоматически и полностью автоматизированные электродуговые процессы, а также применяться газовая сварка.
В последней материал трубы плавится от тепла, получаемого при сгорании смеси газов
Для безопасной работы с газами важно соблюдать соответствующие инструкции
Документация для свариваемых конструкций
Особой разновидностью моделей сборок являются сварные конструкции, процесс создания которых состоит из «разделки», «сварки», «обработки» и «моделирования». Для любого из состояний конкретные виды можно создать на чертеже:
- виды состояния сборки позволяют увидеть, как выглядит модель без сварочных соединений или заданной к ним разделки;
- виды подготовки представляют модель с уже заданной разделкой соединительных швов;
- виды сварки показывают будущую модель со сварными стыками;
- виды обработки определяют модель с подготовкой соединений, с уже готовыми стыками и обработкой после сварочных работ.
При оформлении чертежей только состояние сборки может применяться. Когда же конструкция переходит в какое-либо из других состояний, то должно осуществляться соответствующее сообщение об этом.
Создание чертежей с применением САПР
Практически все чертежи, по которым в дальнейшем с помощью сварочных технологий изготавливаются разнообразные металлоконструкции, выполняются с использованием специального программного обеспечения (САПР). Автоматизация процесса создания технических схем позволяет разработчикам существенно сэкономить время на составление проектной документации.
Благодаря САПР конструкторы быстро и с максимальной точностью наносят все сварочные швы на чертежах, обозначение их также выполняется соответственными программными комплексами, которые способны не только моделировать самые сложные металлоизделия, но практически мгновенно проводить самые сложные расчеты сварочных соединений за счет подбора готовых инженерных решений в специализированных встроенных библиотеках.
В настоящее время конструкторам предложено большое количество разных продуктов, из числа которых наиболее эффективными и востребованными являются следующие программные комплексы:
- Kompas;
- AutoCAD;
- SolidWorks.
Например, за считанные секунды Компас находит любые необходимые сварочные чертежи, и их расшифровка сразу же высвечивается на мониторе без необходимости тратить время на поиск дополнительных источников.
Бесспорно, профессиональный конструктор должен уметь вручную выполнять технические схемы и тем более знать, как на чертеже обозначается сварка. Но при этом производительность работ будет намного выше, если в процессе оформления документации использовать специализированные программы.
С помощью программных комплексов разрабатывать можно не только агрегаты и узлы сварных конструкций, но также осуществлять расчеты максимально допустимых нагрузок в процессе их эксплуатации. В свою очередь это позволяет специалистам еще на стадии разработки проектов применять правильные решения в отношении конструктивных особенностей металлоизделий, исключая при этом образование неточностей из-за неточного подбора сварных технологий и в частности типов соединительных стыков.
Все современные автоматизированные программы, предлагаемые инженерам-конструкторам, разработаны с максимальным соответствием установленных техническими регламентами и нормативно-правовыми документами требований.
Умение использовать обозначение швов сварных соединений на чертежах и в частности создавать схемы в автоматизированном режиме с помощью САПР позволяет корректно и безошибочно составить документацию и обеспечить условия успешного изготовления изделий из металла посредством проведения сварочных работ.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
 Классификация сварных швов.
Классификация сварных швов.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
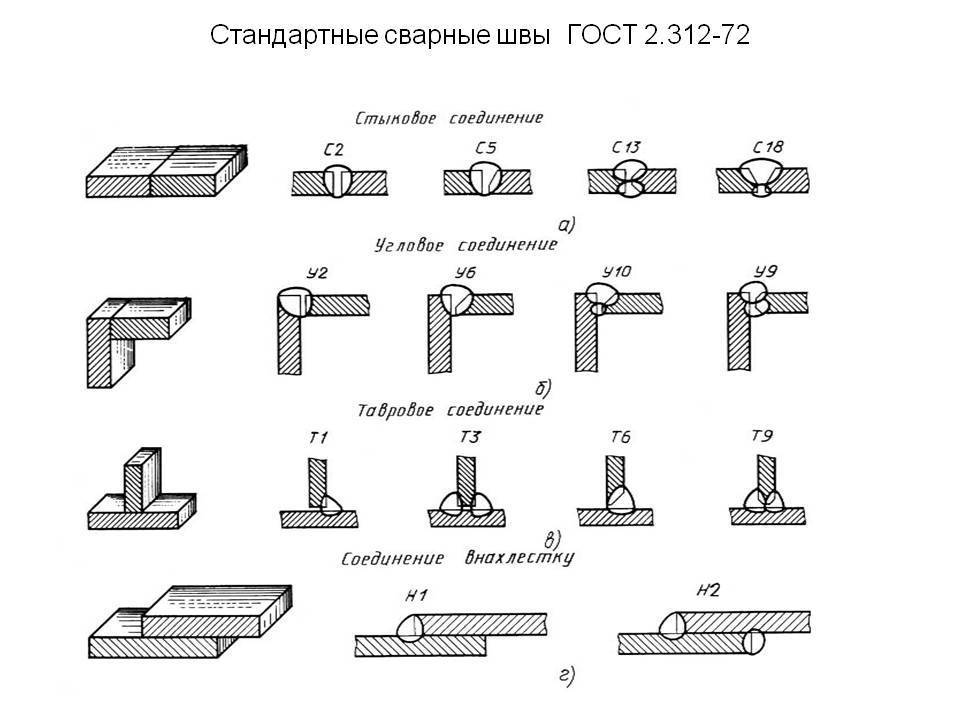
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
Термический класс сварки
При помощи тепловой энергии, поверхности заготовок, деталей плавят локально. Тепло получают при помощи различных методов, ниже они рассмотрены подробно.
Дуговая сварка
Этот вид наиболее популярен. Для сварочной дуги применятся постоянный, переменный или пульсирующий ток. Дуга производится за счет мощного разряда. Электрод соприкасается с металлом, производится короткое замыкание, при этом инструмент отводится не более чем на 5 мм, за счет такого непрерывного воздействия и происходит нагрев металла. Устойчивость дугового заряда происходит за счет ускорения электродов в электромагнитном поле, затем возникает ионизация газового соединения между анода с катодом.
Газовая сварка
Газовая сварка – это вид сварки плавлением с дополнительным применением газов – кислорода, ацетилена. Тепло, выделяемое в процессе горения газов плавит поверхности вместе с присадочным материалом, тем самым формируя сварочную ванну. Подача газа регулируется с помощью редуктора на баллоне.
Электродуговая сварка
Принцип работы электрической дуговой сварки основан на расплавлении металлов под воздействием электрической дуги. Электрическая дуга образуется за счет увеличения напряжения между двумя электродами, в результате которого происходит электрический пробой. Основа технологического метода электродуговой сварки состоит в коротком замыкании, а если быть точнее, то в насыщении межатомного пространства электрически заряженными частицами. В момент соприкосновения между электродом и изделием протекает ток, возникающая электрическая дуга, температура которой достигает 7000°С, расплавляет металл и образует сварочную ванну.
Ручная дуговая сварка
Аппараты для ручной дуговой сварки широко распространены в быту из-за относительной недороговизмы аппаратов. Так же для этого метода не требуется газ или флюс, так как их функции выполняет электрод. Принцип дуговой сварки сохранен: плавление поверхностей происходит за счет касание электрода к металлическому изделию, которое образует короткое замыкание и происходит зажигание дуги.
Сварка неплавящимся электродом (TIG)
Данная технология схода с газовой сваркой, суть ее заключается в следующем: электрическая дуга зажигается в атмосфере инертного газа между электродом и материалом, таким образом расплавляя металл и присадочный материал. Электрод изготавливают из тугоплавких металлов – вольфрама, циркония, гафния. Данная технология требует высокой квалификации от специалиста.
Сварка в защитных газах
Данный вид сварки может выполняться как плавящимся электродом, так и неплавящимся. Для неплавящихся электродов нужна присадка, а плавящийся электрод сам участвует в процессе создания шва. Инертные газы применяются для обеспечения устойчивости работы дуги. Выбор газа определяет состав свариваемого изделия. Газ подается либо центрально, либо сбоку при повышенных мощностях.



Сварка под флюсом
Применения флюса необходимо для поддержания ровного горения дуги и при формировании сварного шва влияет на его химический состав. Разные составы флюса имеют разные стабилизирующие свойства. Варьируя содержание углерода, серы, марганца и других можно регулировать прочность и устойчивость к холоду.
Гипербарическая сварка
Гипербарическая сварка – это сварка в условиях повышенного давления, например, в воде, либо специально созданной сухой среде. При подводной сварке используется водонепроницаемый электрод который расплавляется и попадает на металл с помощью газового пузыря. Подводная сварка – это один из самых сложных видов работ, которая помимо всего прочего обладает повышенной опасностью поражения электрическим током.
Определение сварного соединения
Сваркой металлов называют их соединение посредством расплавления кромок изделия и последующей их кристаллизацией в процессе охлаждения. Процесс сварки протекает в сопровождении сложных физических и химических процессов. Эти многочисленные факторы и обязан учитывать сварщик во время выполнения работы. При этом все эти физико-химические процессы сопряжены между собой по времени и пространству.
Во время сварки возникает несколько специфических зон, которые и характеризуют сварное соединение:
- место сплавления (сварочная ванна), где на границе основного металла и шва находятся расплавленные зерна металла и электрода;
- сварной шов, который образуется после охлаждения и кристаллизации сварочной ванны;
- зона термического воздействия определяется участком металла, который не расплавился, но изменил свой состав и структуру в результате нагрева;
- основной металл, который подвержен сварке, но не меняющий при этом своих свойств.
Виды сварочных швов
Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».
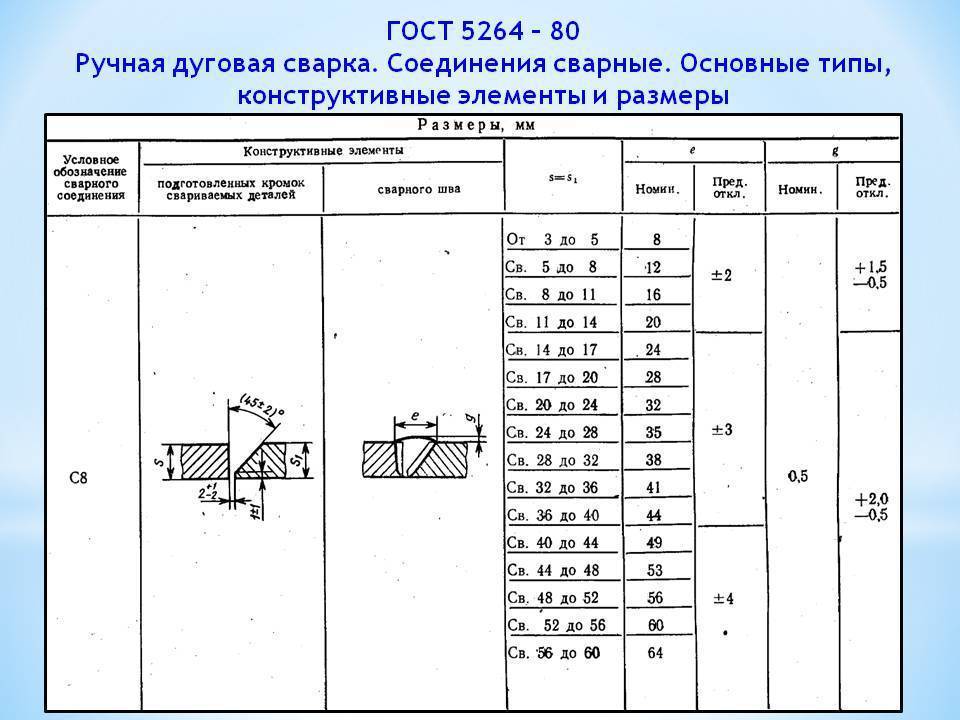
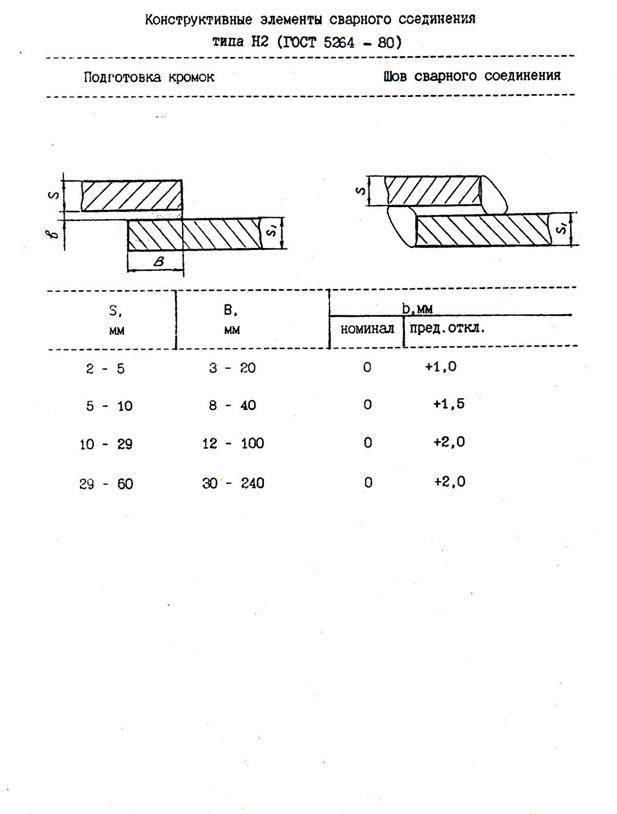
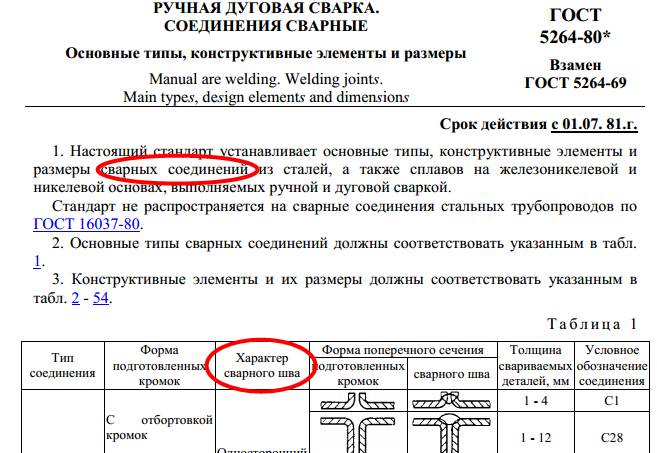
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.
- ГОСТ 14771-76 “Швы сварных соединений, сварка в защитных газах”.
Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже:
Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:
Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.
А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
В квадрате №1 находится кружок – одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:





