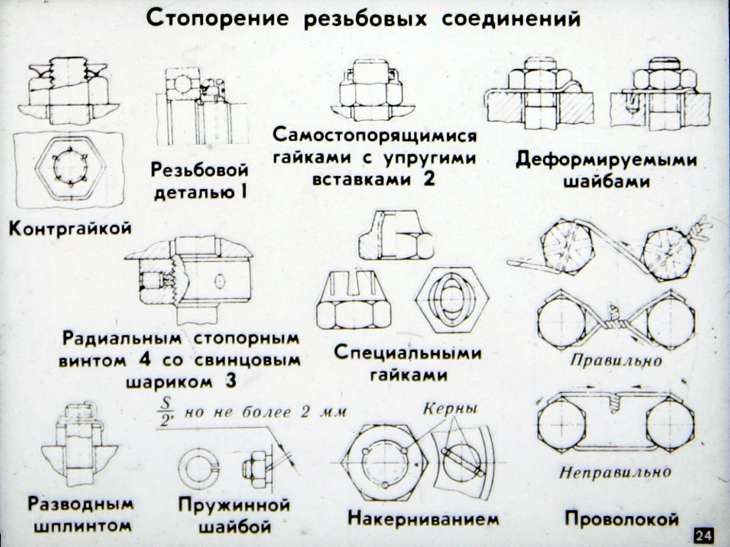
Предотвращение самоотвинчивания резьбы
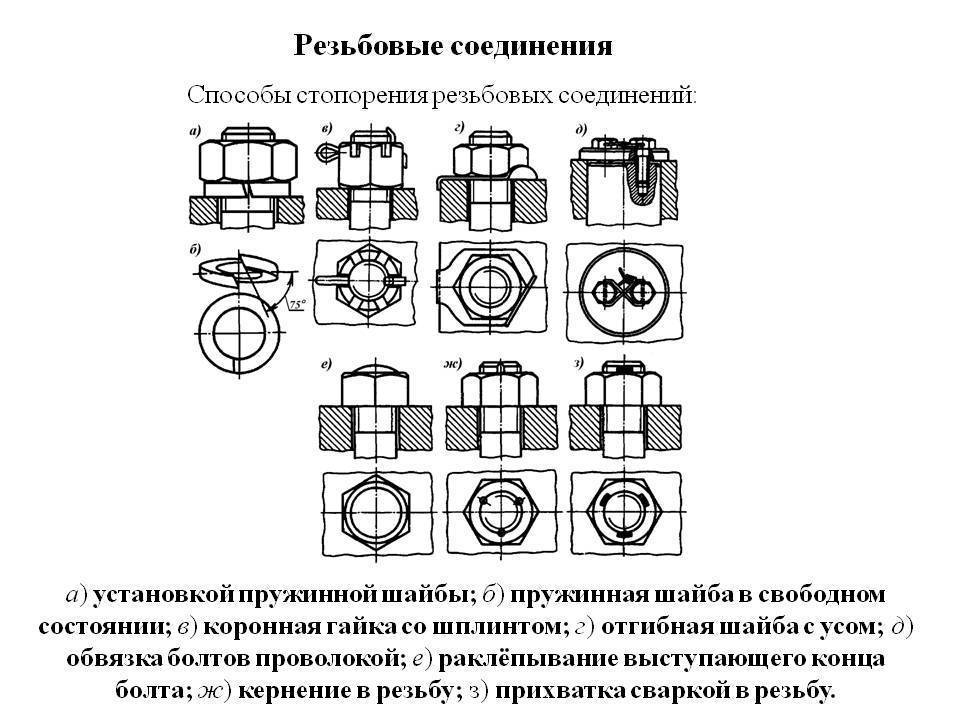
Способы стопорения резьбовых деталей
Все крепежные резьбы удовлетворяют условию самоторможения ψ < φ’, так как в резьбах этого типа угол ψ подъема резьбы значительно меньше приведенного угла трения φ’. Однако практика эксплуатации машин показывает, что при переменных нагрузках и вибрациях значение коэффициента трения (и, следовательно, угла трения) снижается, и происходит самоотвинчивание гаек и винтов вследствие микросмещений поверхностей трения. Условие самоторможения нарушается.
Однако практика эксплуатации машин показывает, что при переменных нагрузках и вибрациях значение коэффициента трения (и, следовательно, угла трения) снижается, и происходит самоотвинчивание гаек и винтов вследствие микросмещений поверхностей трения. Условие самоторможения нарушается.
Стопорение резьбовых деталей осуществляют различными способами, при которых используют дополнительное трение в резьбе или фиксирующие детали и материалы. Иногда применяют комбинацию этих способов.
Дополнительное трение в резьбе
Дополнительное трение в резьбе, создают с помощью контргаек, пружинных шайб, фрикционных вставок в винты или гайки и т. п.
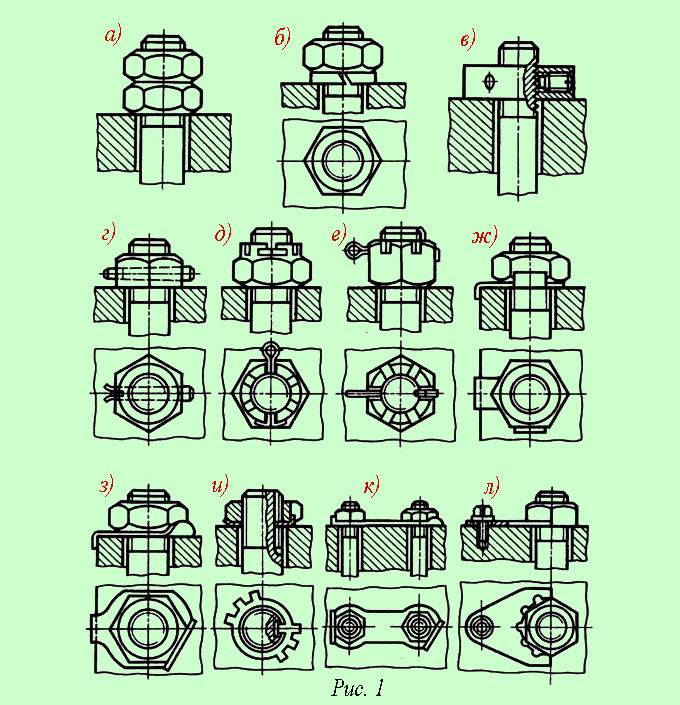
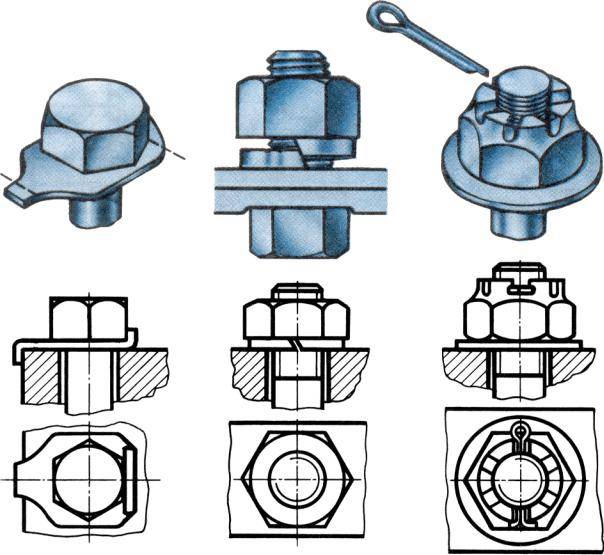
Контргайка (рис. 1, а) устанавливается на шпильку или болт после затяжки соединения основной гайкой. При этом между элементами крепежа создается натяг, способствующий увеличению силы трения в резьбе и между контактирующими плоскостями деталей. Этот способ практически не используется в машиностроении, а применяется, преимущественно, в быту, поскольку не является эффективным и существенно повышает стоимость соединения за счет дополнительной гайки. Нередко его применяют совместно с другими способами стопорения резьбовых деталей.
Пружинные шайбы (шайбы Гровера, гроверы) представляют собой один виток цилиндрической винтовой пружины с квадратным сечением и заостренными краями (рис. 1, б, изображение вверху). Вследствие большой упругости они обеспечивают сохранение сил трения в резьбе, удерживая определенный натяг в соединении. Острые края шайбы, врезаясь в торцевую плоскость гайки и детали, дополнительно препятствуют самоотвинчиванию гайки. Пружинные шайбы изготовляют разными для правой и левой резьбы.

Пружинные стопорные шайбы изобрел английский инженер Джон Гровер (1836-1892), именем которого иногда и называют эти детали в обиходе. Стопорение пружинными шайбами недостаточно надежно, и при высоких уровнях вибрации не исключает самоотвинчивание соединения.
Самоконтрящимися являются гайки с завальцованным пластмассовым стопорным кольцом. Резьба в кольце образуется при навинчивании на гайки винт.
***
Применение фиксирующих деталей
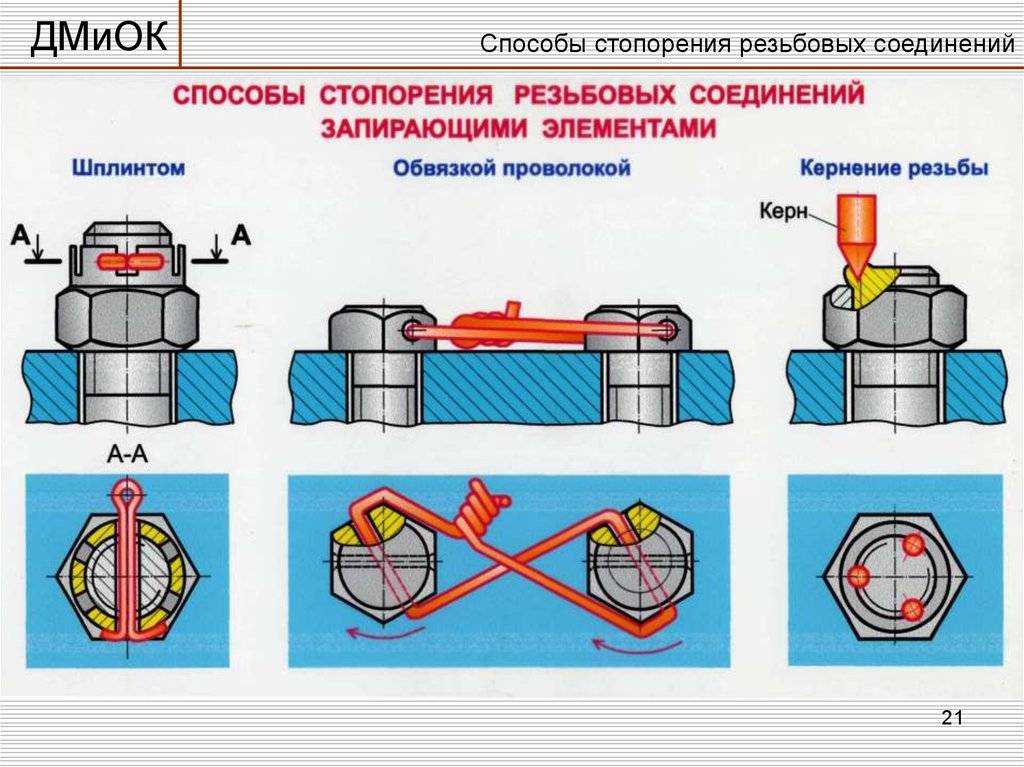
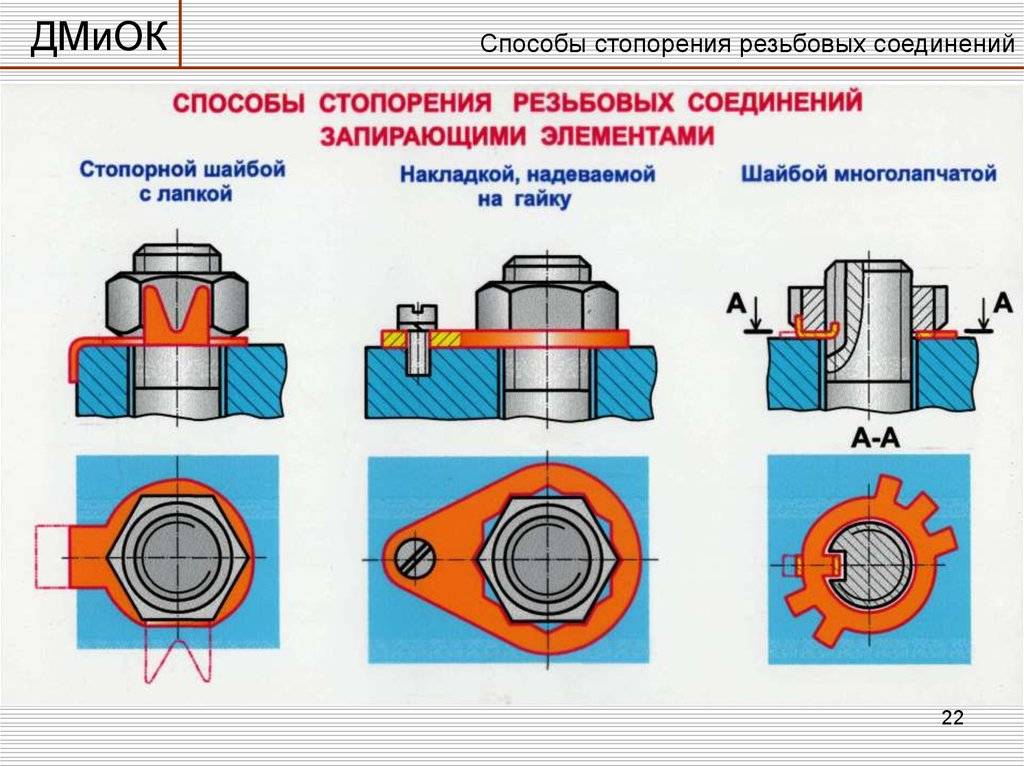
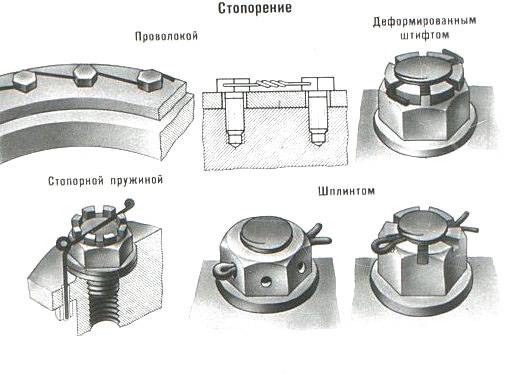
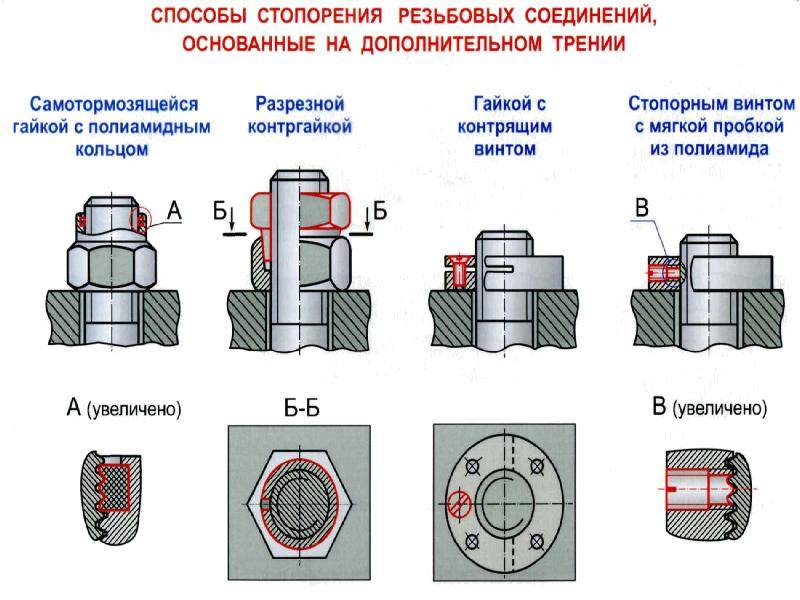
Широко распространены для предотвращения самоотвинчивания фиксирующие детали, т. е. шплинты, проволоку, стопорные шайбы с лапками, которые отгибают после завинчивания гаек или винтов. Подобные устройства обладают достаточно высокой надежностью, простотой конструкции, удобством сборки и разборки соединения.
Некоторые из этих способов приведены на рисунке 1 (в-л): стопорение специальными винтами, вворачиваемыми в гайку, штифтами, шплинтами, различными шайбами.
Приварка и деформирование резьбы
Еще один способ предотвращения самоотвинчивания резьбы – приварка или пластическое деформирование деталей расклепыванием и кернением. Подобные методы применяют в тех случаях, когда не требуется частый демонтаж соединения в процессе эксплуатации, поскольку соединительные элементы крепежа повреждаются в той или иной степени и, зачастую, требуют замены после разборки и последующей сборки.
Применение клеящих и фрикционных материалов
Для предотвращения самоотвинчивания резьбовых соединений нередко используют склеивающие материалы – пасты, лаки, краски и клеи, которые либо значительно увеличивают коэффициент трения в резьбе, либо склеивают между собой детали крепежа. Склеивающие материалы наносятся на резьбу непосредственно перед завинчиванием.
Иногда на практике используют комбинацию перечисленных выше способов стопорения крепежных деталей, что позволяет повысить надежность резьбовых соединений от самоотвинчивания.
***
Учебные дисциплины
- Инженерная графика
- МДК.01.01. «Устройство автомобилей»
- Карта раздела
- Общее устройство автомобиля
- Автомобильный двигатель
- Трансмиссия автомобиля
- Рулевое управление
- Тормозная система
- Подвеска
- Колеса
- Кузов
- Электрооборудование автомобиля
- Основы теории автомобиля
- Основы технической диагностики
- Основы гидравлики и теплотехники
- Метрология и стандартизация
- Сельскохозяйственные машины
- Основы агрономии
- Перевозка опасных грузов
- Материаловедение
- Менеджмент
- Техническая механика
- Советы дипломнику
Олимпиады и тесты
- «Инженерная графика»
- «Техническая механика»
- «Двигатель и его системы»
- «Шасси автомобиля»
- «Электрооборудование автомобиля»
Шайба стопорная клиновая INFIX

Эффективное решение проблемы самопроизвольного откручивания – клиновые шайбы INFIX, которые гарантируют надёжность резьбового соединения в условиях вибрации и динамических колебаний.
Система клиновых шайб INFIX состоит из двух одинаковых шайб, каждая из которых имеет на одной стороне клиновые выступы, а на другой – радиальную зубчатую насечку. При сборке болтового соединения шайбы устанавливаются клиновыми сторонами друг к другу. Угол клина α больше угла подъёма резьбы β.
В процессе затяжки клиновые выступы становятся в упор и шайбы не могут повернуться по клиновым поверхностям в направлении затягивания. Радиальные зубцы вдавливаются в сопрягаемые поверхности, и между ними образуется жёсткая связь. При отвинчивании, в том числе и самопроизвольном, клиновые поверхности шайб создают дополнительное осевое усилие, увеличивающее необходимый для откручивания крутящий момент.
Преимущества:
- не требует предварительной подготовки и очистки деталей
- возможно многократное использование без потери качества
- легкий монтаж-демонтаж
- сертифицированная система закрепления
- предназначены для систем, работающих в условиях вибрации и динамических нагрузок
Подробнее об этих шайбах вы можете прочитать в статье на нашем сайте или посмотреть обзорный ролик на канале ЦКИ в YouTube.
Как измерять гайку
Большинство гаек имеют метрическую резьбу. Для измерения показателя диаметра резьбы потребуется чуть больше действий, чем в остальных случаях. По возможности рекомендуется проверять размер не самой гайки, а болта или винта, используемого для нее. Так можно добиться более точного результата.
Значение, которое получилось после измерения внутренней резьбы, является показателем внутреннего диаметра dвн.
Для того, чтобы точно определить диаметр метрической резьбы метиза, потребуется узнать соответствие dвн наружному диаметру используемого болта. Это производится с помощью специальной таблицы.
Точность контролируется за счет применения определенных калибров “проход-непроход”. Одна часть должна хорошо соединяться с гайкой, вторая часть наоборот, не должна.
Гайки отличаются по своему виду, и его легко определить при детальном осмотре. Чтобы узнать стандарт крепежного элемента, может потребоваться измерение высоты метиза, поскольку встречаются высокие, низкие, особо высокие и другие варианты.
Также для классификации шестигранных гаек используются габариты “под ключ”. Это объясняется тем, что метизы также различаются своими видами.
Для точного измерения шага резьбы допускается применение способа, рассматриваемого в случае с болтом. Понадобится резьбомер или придется посчитать количество витков на необходимом промежутке.
Определение размеров дюймовых гаек
Чтобы проверить размеры резьбы дюймовой гайки, необходимо рассмотреть резьбу болта или другого метиза, используемого с ней. Если подходящего нет под рукой, но есть информация о наличии дюймовой резьбы, то воспользуйтесь соответствующим резьбомером. При этом не забывайте разделять полученное значение на 25,4 мм.
Определение размеров шайбы
Для шайб используется короткое обозначение в виде D, что расшифровывается как диаметр метрической резьбы метиза, который применяется для крепежного элемента.
Чтобы точно измерять показатели, подойдет линейка или штангенциркуль. В результате получается значение, которое немного превышает показатель в обозначении. Это объясняется тем, что при монтаже требуется свободный ход, для чего выполняется небольшой зазор.
Стопорные свойства болтов
4.1. Фланцевая головка
Более широкая головка болта — фланцевая головка — обеспечивает больше трения между головкой и поверхностью детали или элемента конструкции. При этом снижается поверхностное давление на опорные поверхности и тем самым снижается просадка соединения.
4.2. Рифленая головка
Рифление на опорной поверхности фланца головки выполняет функцию стопорения. При затяжке болта ребра рифления впиваются в поверхность конструкционного элемента и обеспечивают стопорящий эффект. Повреждение поверхности детали, особенно окрашенной, может быть препятствием для применения в некоторых случаях.
Если в болтовом соединении применяется рифленый болт, то и гайка в нем тоже должна быть рифленая (рисунок 5). Это нужно для того, чтобы обеспечивать высокое трение на всех поверхностях соединения. В болтовом соединении с рифлеными болтом и рифленой гайкой шайбы не применяются.
|

Рисунок 5 — Болты и гайки с рифленой опорной поверхностью
Контргайка
На резьбу шпильки или болта наворачивается дополнительная гайка. Эта гайка прижимается к основной – крепежной гайке или к поверхности предмета, в котором нарезана резьба и закручен болт. Контргайка может устанавливаться с любой стороны крепежной гайки, там, где удобно. Если Вы используете болт или шпильку с неполной резьбой, и хотите установить контргайку с той стороны, где шляпка или где резьба идет не до конца стержня, то сначала наверните контргайку, потом установите и закрутите полученную конструкцию, потом затяните контргайку.
Никому не верьте. Контргайка имеет такую же резьбу, как и гайка, а не обратную. Контргайку с левой резьбой накрутить на шпильку с правой (на которую только что накрутили гайку с правой) невозможно.
Недостатки. (1) Соединение с контргайкой не очень надежное. Я встречался со случаями, когда такое соединение в очень неблагоприятной среде разворачивалось. (2) Для установки контргайки нужно свободное место на резьбе. (3) Такое соединение не применяется, если хотя бы один из элементов соединения (шпилька / болт, гайка / нарезанная резьба) выполнены из мягких материалов (легких сплавов, пластика).
С помощью гайки и контргайки можно закрутить шпильку в отверстие, не повредив резьбу. Главной проблемой является то, что не за что цепляться, чтобы прикладывать вворачивающее усилие. Накручиваем две гайки, притягиваем одну к другой. Гайки фиксируются. Одеваем ключ на полученную конструкцию и вворачиваем шпильку. Теперь раскручиваем и снимаем гайки.
(читать дальше…) :: (в начало статьи)
| 1 | 2 | 3 |
:: Поиск
К сожалению в статьях периодически встречаются ошибки, они исправляются, статьи дополняются, развиваются, готовятся новые. Подпишитесь, на новости, чтобы быть в курсе.





Если что-то непонятно, обязательно спросите!Задать вопрос. Обсуждение статьи.
Еще статьи
Соединим алюминиевый, медный провод. Кабель, проводка. Квартира, дом, … Как соединить алюминиевый и медный провод? Соединение медных и алюминиевых прово…
Почему дома холодно, куда уходит тепло, потери тепла…. Почему дома холодно? Куда уходит тепло? Как сделать, чтобы было тепло? Потери те…
Септик, слив, автономная канализация сделать своими руками, самому, са… Септик сделал сам. Делюсь. Малоизвестные, но очень важные факты. Конструкция, сх…
Печь. Схема. Рисунок. Чертеж… Послойная схема кладки печи….
Проведение кабеля в земле. Советы и рекомендации…. Советы по подземной прокладке кабеля. Как класть кабель в грунт? Проложим прово…
Как сделать стол самому, своими руками. Самодельный стол…. Сделайте стол сами. Нередко нужен стол совершенно определенного размера или форм…
Приподнятые, поднятые, высокие грядки, клумбы. Своими руками. Сделать…. Самодельная приподнятая клумба или высокая грядка на даче своими руками….
Секции встроенного шкафа-купе… Типы и особенности секций встроенного шкафа. Тонкости устройства….
Неротационный механизм отвинчивания гаек
Неротационное ослабление резьбового соединения может происходить как результат деформации самого резьбового крепежного изделия или соединения в целом. Это может происходить в результате локальной пластической деформации на опорных поверхностях болтового или винтового соединения.
Когда две опорные поверхности, например, детали и головки болта, приходят в контакт друг с другом, неровности на обеих поверхностях подвергаются значительной нагрузке. Поскольку фактическая площадь контакта может быть значительно меньше, чем видимая его площадь, то на этих неровностях возникают очень большие локальные напряжения. Величина этих напряжений даже при весьма умеренных нагрузках выше предела текучести материалов в болтовом соединении (рисунок 1).
|

Рисунок 2 — Увеличенная область контакта с неровностями контактирующих поверхностей
Это приводит к тому, что поверхность частично проседает сразу после завершения операции затяжки болтового соединения. Это явление называют «просадка» (англ. embedding). Доля стягивающего усилия, которая теряется из-за просадки зависит от:
- жесткости болта и самого соединения,
- количества поверхностей, которые участвуют в соединении,
- шероховатости поверхностей и уровня напряжений, которые действуют в соединении.
При умеренных нагрузках начальная осадка соединения обычно приводит к потере стягивающего усилия в болтовом соединении на 1 до 5 % в течение первых секунд после затяжки болтового соединения. Когда это соединение впоследствии динамически нагружается внешними нагрузками, происходит дальнейшая осадка соединения в результате давлений, которым подвергаются его поверхности.
Ослабление резьбового соединения в результате просадки является особенно проблематичным для соединений, которые состоят из нескольких тонкостенных элементов и имеют небольшую общую толщину соединения.
Стопорные свойства гаек
В промышленности применяется несколько десятков различных типов стопорных элементов — стопорных гаек. Все они имеют общий принцип — заклинить резьбу гайки на резьбе болта. Это достигается различными методами: механическими или химическими. К механическим методам относятся стопорные гайки с деформированной резьбой, нейлоновыми и стальными стопорящими вставками. Химические методы основаны на повышении трения между резьбами за счет заклинивания их путем введения специальных химических составов, например, такие известные составы как Фиксаторы от предприятия «Виброзащита».
О методике изготовления самотормозящего резьбового соединения
Известно, что существующая резьба и резьбовые соединения изготавливаются при помощи специально разработанных и стандартизированных инструментов. Часто это требует соответствующего оборудования и осуществляется по существующей методике нарезания. Но известные методики и способы изготовления стандартизированной резьбы не могут быть использованы для специальной, разработанной и внедренной в производство самотормозящей резьбы. Проблема в том, что в этом случае она нарезается конической в конце болта со специальным профилем. Причем витки имеют переменную высоту, но диаметры болта остаются постоянными.

Сечение винтовой нарезки имеет три характерные части, то есть треугольник у вершины и две трапеции в ее середине и основе. Показатели прочности и момент трения в резьбе выгодно отличаются от подобных параметров стандартной резьбы. В мире также разработано специальное прочное резьбовое соединение труб, которое уже получило положительные отзывы. Основным результатом изобретения является удачное решение поставленной задачи изменением профиля.
Самотормозящий фиксатор резьбовых соединений подобного прототипа состоит из стержня и гайки с нарезками. Нарезной конец болта имеет также коническую поверхность, на которой сделана резьба так, что ее диаметры по всей длине нарезки также постоянны. Вершины профиля одной составляющей нарезного соединения выполнены в форме сегментов с одинаковым радиусом дуг. Закругления впадин второго элемента соединения выполнены тем же самым радиусом, что и вершины витков болта. Центры дуг сегментов стержня находятся на линии, которая является параллельной образующей конуса наружной поверхности стержня. Выполнение вершин профиля гайки или стержня болта в соответствии с приведенными параметрами с указанной геометрией впадин стержня или гайки позволяет получить прочный фиксатор резьбовых соединений, обеспечить надежное стопорение гайки без применения дополнительных стопорных деталей, повышать конструктивные и эксплуатационные характеристики соединения и уменьшать его металлоемкость.
Методы стопорения соединений
Для обеспечения прочности резьбового соединения может использоваться различный крепеж, выбор которого зависит от требований к соединению. Для придания дополнительной прочности соединениям, в особенности тем, которые испытывают динамическую нагрузку, применяются методы стопорения крепежа.
Различают два основных методы стопорения:
1. Позитивное (жесткое) стопорение.
Позитивное стопорение заключается в том, что стопоримая деталь соединяется со стопорящей деталью жесткой связью — стопором; отвертывание стопоримой детали невозможно без среза, разрушения или деформации стопора. К этому способу относится стопорение шплинтами, отгибными шайбами, пластинками, вязальной проволокой и т. д.
2. Фрикционное стопорение.
Фрикционное стопорение заключается в создании повышенного трения между стопоримой и стопорящей деталями.К нему относится стопорение контргайками, упругими подкладными шайбами, самоконтрящимися гайками и т. д.
Фрикционное стопорение менее надежно, чем позитивное; всегда существует опасность уменьшения силы трения и, как следствие, ослабление соединения. По этой причине во всех ответственных соединениях и в соединениях, расположенных внутри машины, применяют только позитивное стопорение (главным образом шплинтами). Менее ответственные соединения, ослабление которых не может вызвать аварии машины, а также наружные (доступные для наблюдения) соединения допускается стопорить фрикционным способом. Однако в этом случае необходим периодический контроль с подтяжкой ослабевших соединений.
Упругое стопорение является разновидностью фрикционного стопорения, и заключается в том, что в соединение вводят упругий элемент, постоянно поддерживающий натяжение в системе.
Существуют и смешанные способы стопорения, в которых сочетаются принципы позитивного и фрикционного стопорения. Таков, например, случай храповых шайб. Здесь стопорение осуществляется отчасти повышенным трением в резьбе в результате упругой деформации шайбы при затяжке и отчасти созданием жесткой связи между гайками и корпусом в результате врезания зубьев шайбы в торец гайки и опорную поверхность корпуса.
Гайку можно стопорить на болт и на корпус (стягиваемую деталь). Различают следующие способы:
1. Гайка удерживается за резьбу болта.
При этом способе между нитками резьбы гайки и болта теми или иными приемами создают повышенное трение, увеличивающее сцепление между гайкой и болтом. К данному способу относят, например, стопорение за счет натяга в соединении, контргайками, упругими подкладными шайбами, самоконтрящимися упругими гайками и т. д.
2. Гайка удерживается за тело болта.
При этом способе применяют стопор той или иной формы, который одновременно входит в отверстия или выемки в теле болта и гайки. К данному способу относят стопорение шплинтами, шайбами с отгибными лапками и т. д. Этот способ стопорения позитивный.
3. Гайка удерживается за корпус.
При этом способе создают жесткую или упругую связь между гайкой и стягиваемой деталью (корпусом) или установленными на ней элементами. К данному способу относят, например, стопорение гаек лепестковыми шайбами с отгибом лепестков на гайку и на корпус, стопорение привертными шайбами с вырезами под гайку, вязку гаек проволокой и т. д. При этом способе обязательна одновременная фиксация болта от проворота относительно корпуса; иначе возможно самопроизвольное вывертывание болта из гайки. Для болтов и шпилек применимы все возможные способы стопорения: фрикционного, позитивного с фиксацией гайки на тело болта или шпильки, позитивного с фиксацией гайки на корпус.
Штифтовые соединения.
В таблице приведены размеры цилиндрических штифтов с внутренней резьбой, на боковой поверхности которых имеется лыска, обеспечивающая при забивании штифта выход воздуха из отверстия. Резьбовое отверстие, имеющееся на одном конце штифта, предназначено для демонтажа.

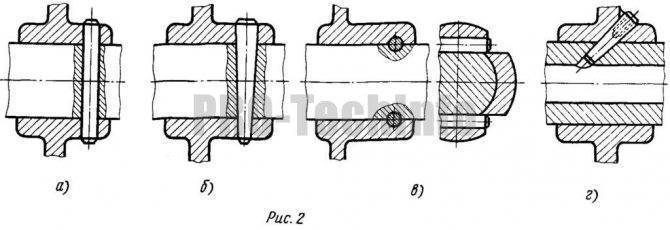
На рис. 1 и 2 приведены примеры использования штифтов при соединении деталей с плоскими (рис. 1) и цилиндрическими поверхностями контакта (рис. 2).
На рис. 1, а показана установка штифта по ГОСТ 3128-74, на рис. 1, б — конического штифта по ГОСТ 9464-79 в случае, когда подвод обрабатывающего инструмента в направлении, перпендикулярном плоскости стыка, затруднен. На рис. 1, в показан вариант установки штифтов в плоскость разъема, применяемый в случаях, когда ширина фланцев либо их форма не позволяет установить штифт перпендикулярно плоскости стыка. Число штифтов применяют обычно равным четырем по одному на каждой стороне.
При передаче незначительных окружных и осевых сил применяют соединения, показанные на рис. 2
Такие соединения более технологичны по сравнению со шпоночными и шлицевыми и исключают люфты, что особенно важно при реверсивном движении. В связи с этим такие соединения широко используются в приборных устройствах
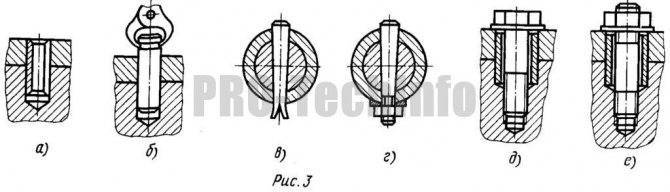
На рис. 3 приведены примеры использования специальных штифтов. Полый разрезной штифт (рис. 3, а) обеспечивает удовлетворительное центрирование деталей и относительную простоту монтажа без использования специального инструмента за счет высокой его податливости в радиальном направлении. Кольцевая канавка на штифте предусмотрена для захвата его инструментом при демонтаже соединения (рис. 3, б). Преимуществом соединения с помощью разводного штифта (рис. 3, в) является простота его конструкции и монтажа. Однако возможно снижение натяга штифта в процессе эксплуатации. Последнее исключено в соединении, где плотная посадка штифта обеспечивается затяжкой гайки (рис. 3, г ).






При действии значительных нагрузок в плоскости стыка применяются соединения штифтами, в которых сдвигающая нагрузка передается как втулкой-штифтом, так и силами трения на стыке, обусловленными затяжкой резьбового соединения (рис. 3, д, е).
Соседние страницы
- Заклепочные соединения
- Сварные соединения
- Соединения с натягом
- Резьбовые соединения
- Шпоночные соединения
- Шлицевые и бесшпоночные соединения
Слесарь механосборочных работ
§ 2. Стопорение резьбовых соединений
Резьбовые соединения не должны нарушаться (самоотвинчиваться) при движениях, толчках и ударах, которым подвергаются детали машин во время работы. Поэтому резьбовые соединения, как бы они ни были крепко затянуты, должны быть еще и надежно застопорены.
Стопорение контргайкой (рис. 16,а) препятствует самоотвинчиванию силой трения, которая возникает в резьбе и на торцовых поверхностях двух гаек. Этот способ стопорения утяжеляет соединения и недостаточно надежен при значительных вибрациях.

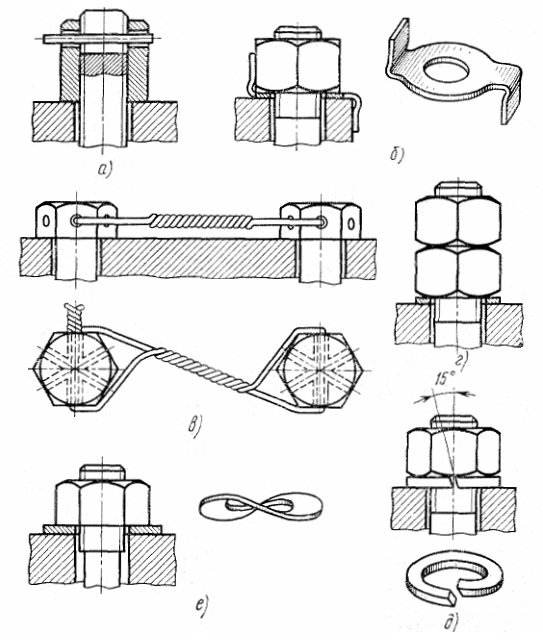
Рис. 16. Стопорение гаек: а — контргайкой, б — винтом, ввинченным в гайку, в — разводным шплинтом, вставленным в отверстие болта, г — разводным шплинтом, вставленным в сквозное отверстие в гранях гайки, д — шплинтом в пазу корончатой гайки, е — проволокой, ж — пружинной шайбой, з — деформируемой шайбой, и — фигурной плоской пружиной
Стопорение винтом, ввинченным в гайку,— способ, позволяющий стопорить гайку в любом положении. Недостаток этого способа состоит в том, что резьба болта сминается стопорным винтом. Чтобы избежать этого, под конец стопорного винта ставят сухарь из красной меди (рис. 16,б).
Стопорение разводным шплинтом — один из распространенных и наиболее надежных способов. Разводные шплинты изготовляют с кольцевой головкой из стальной проволоки полукруглого сечения. Концы шплинтов разводятся.
Стопорение разводными шплинтами выполняют тремя способами :
- первый — шплинт вставляют в отверстие болта (рис. 16, в). В этом случае он не стопорит гайку, а препятствует ее само-отвинчиванию дальше определенного предела;
- второй — после затяжки гайки через одно имеющееся в ней отверстие просверливают болт и вставляют шплинт (рис. 16, г);
- третий — отверстие в болте под шплинт просверливают до или после монтажа, затем в это отверстие и в пазы корончатой гайки вставляют шплинт (рис. 16, д).
Стопорение проволокой применяют для парных болтов и целых групп (рис. 16, ё). При таком стопорении необходимо следить за тем, чтобы натяжение проволоки способствовало затяжке винтов.
Стопорение пружинной шайбой основано на том, что обеспечивает напряженное состояние резьбового соединения (рис. 16, ж).
Стопорение деформируемыми шайбами (рис. 16, з). Деформируемая шайба простейшей формы имеет два выступа. Один из них, прилегая к краю кромки базы, препятствует проворачиванию шайбы, второй отогнутый по грани гайки — фиксирует ее по отношению к базе. Аналогичную конструкцию можно применить для винта с граненой головкой.
Стопорение фигурной плоской стопорной пластинкой (рис. 16,и) позволяет стопорить гайку в 12 различных положениях. Оно удобно в тех случаях, когда болт стоит далеко от края детали.
Винты диаметром до 8 мм можно стопорить постановкой их на краску.
Стопорение проволокой
На основании утверждённого стандарта допускается стопорение проволокой. Такой принцип называется обвязкой. Он имеет два способа фиксации:
- стопорение между собой гайки и болта;
- фиксация гайки или болта к корпусу детали.
Для реализации этого метода в головках болтов или закреплённых гайках просверливают сквозные отверстия, через которые пропускают стальную проволоку. Их сверлят перпендикулярно поверхности фиксируемой детали. Проволокой обматывают (обвязывают) каждую деталь, зажимая их в требуемом положении. ГОСТ допускает стопорение одного конструктивного элемента или нескольких, создавая единую систему обвязки. Применение одновременной контровки группы гаек или болтов позволяет повысить надёжность всей конструкции. Повышения надёжности добиваются сверлением трёх отверстий. Крупногабаритные гайки обвязываются через шесть отверстий. Получатся бесступенчатая угловая фиксация.

В противном случае происходит самопроизвольное раскручивание, что вызывает ослабление скрепляемой конструкции.
Виды стопорения резьбовых соединений
Рис. 6.10 Конструктивное изображение болтового соединения
Рис. 6.11 Упрощенные изображения болтового соединения
На рис. 6.12 приведены упрощенные и конструктивные упрощенные изображения шпилечного соединения. В этом примере показано резьбовое соединение с пружинной шайбой.

а б
Рис.6.12 Соединение шпилькой: а – упрощенное изображение;
б – конструктивное изображение
На рис. 6.13 приведено упрощенное и конструктивное изображения винта с прямым шлицем.
| l = d (для стали) 1,25d (для чугуна) 2d (для легкого сплава) |
| 45 o) |
| 120 o |
| 0,8d |
| d |
| 0,2d |
| 1,5d |

Рис.6.13 Соединение винтом
На сборочных чертежах изображение резьбового соединения, построенное по размерам, взятым из стандартов, применяют только в ответственных случаях.
На рис. 6.14 показаны относительные размеры, необходимые для построения разного вида головок винтов, и формулы в зависимости от номинального диаметра резьбы для построения конусов винтов для металла.
При сборке приходится, как правило, учитывать особенности конструкции машины, с тем чтобы соединение было достаточно прочным и надежным.
Зачастую при сборке принимаются меры к стопорению резьбовых соединений. Вызвано это тем, что от толчков и сотрясений, которые неизбежны при работе любой машины, резьбовые соединения могут ослабнуть. При этом происходит самоотвинчивание гаек, вывинчивание шпилек и винтов.
Для стопорения резьбовых соединений предложено много различных способов. Рассмотрим некоторые из них, наиболее часто встречающиеся на практике (рисунок 6.15).
Стопорение контргайкой – наиболее простой и распространенный способ. Стопорение в данном случае осуществляется за счет трения, возникающего в резьбе и на торцевых поверхностях гаек. К сожалению, контргайка утяжеляет соединение, кроме того, в современных быстроходных машинах могут возникнуть такие вибрации, что этот способ станет недостаточно надежным.
Стопорение пружинной шайбой – наиболее распространенный способ. Он основан на том, что пружинная шайба создает дополнительное напряжение в резьбовом соединении и, кроме того, острые закаленные кромки шайбы, врезаясь в опорную поверхность гайки, предотвращают тем самым ее самоотвинчивание.
Стопорение винтом, ввинченным в гайку – простой способ, позволяющий стопорить гайку в любом положении. Для того чтобы не отвинчивался сам стопорный винт, шаг его резьбы должен быть по возможности мал, а резьба выполнена точно и обеспечивала плотность соединения.Недостаток этого способа заключается в том, что резьба болта сминается стопорным винтом. В последнее время под стопорный винт стали подкладывать деталь – сухарь из красной меди.
Стопорение штифтом коническим разводным – также простой и надежный способ. Затянув гайку, просверливают ее вместе с болтом в сборке (со стороны одной из граней гайки). В отверстие вставляют конический штифт, после чего разводят его конец.
Стопорение разводным шплинтом – один из наиболее надежных и распространенных способов.Шплинт изготавливается из стальной проволоки полукруглого сечения и имеет головку в виде кольца.Отверстие в болте под шплинт просверливается до или после монтажа. Разводной шплинт заводится в это отверстие и в пазы корончатой или прорезной гайки, тем самым стопоря ее.
Стопорение деформируемыми шайбами – простой и надежный способ. Существует много конструкций деформируемых шайб, некоторые из них приведены на чертеже (рис. 6.15 ж, з, и, к, л).
Шайба одним усом отгибается по краю детали, а другим – по грани гайки.
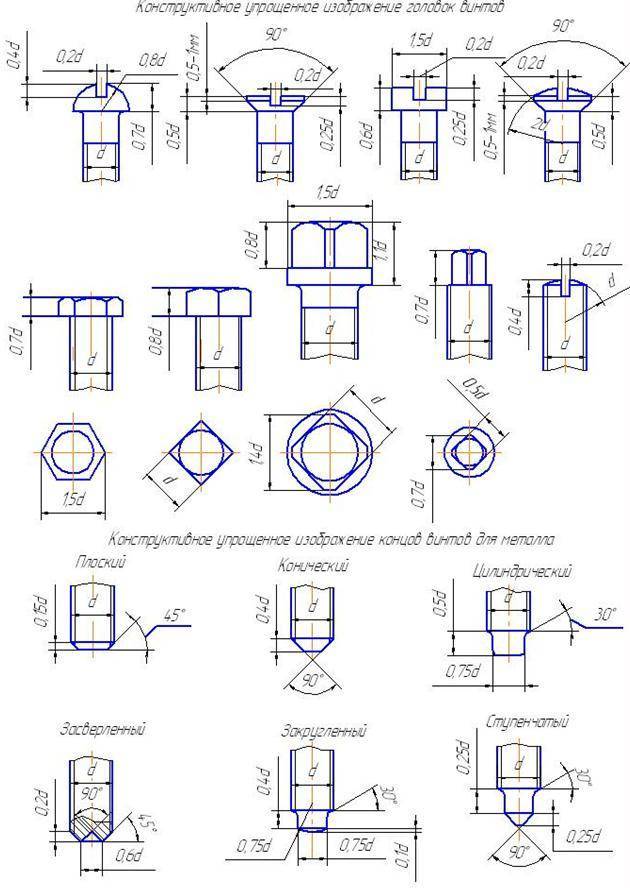
Рис.6.14 Различные виды головок и концов винтов
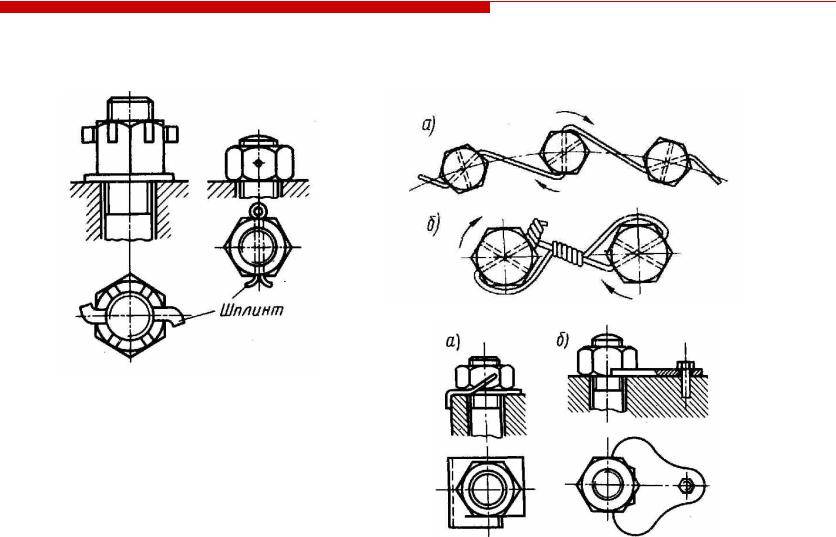



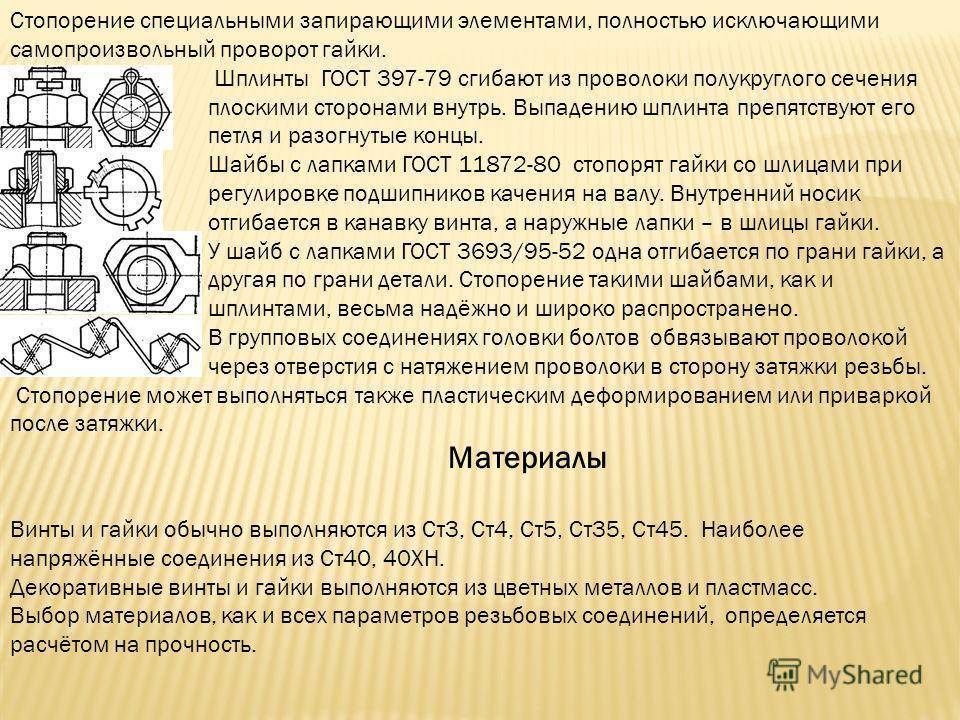

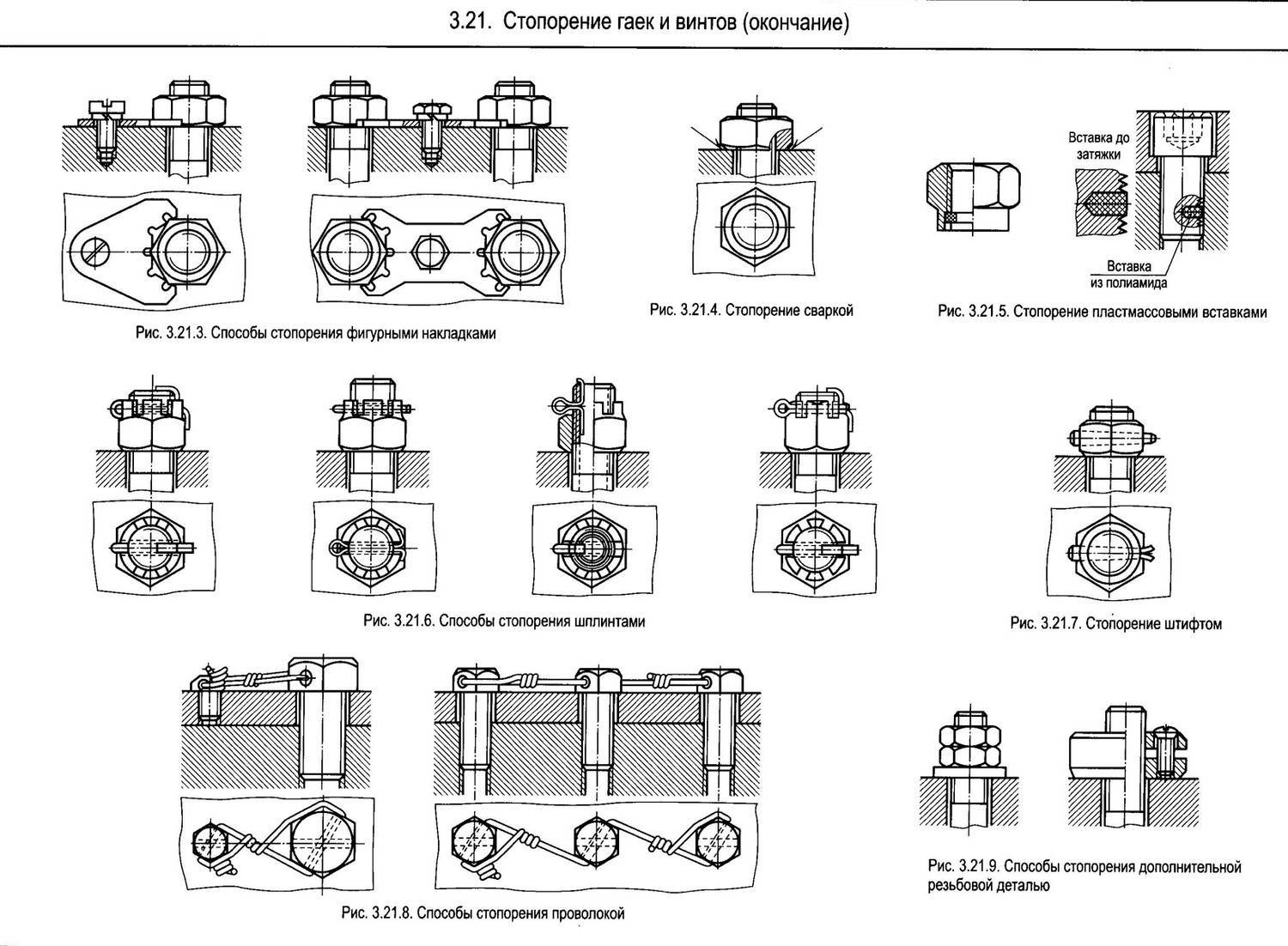
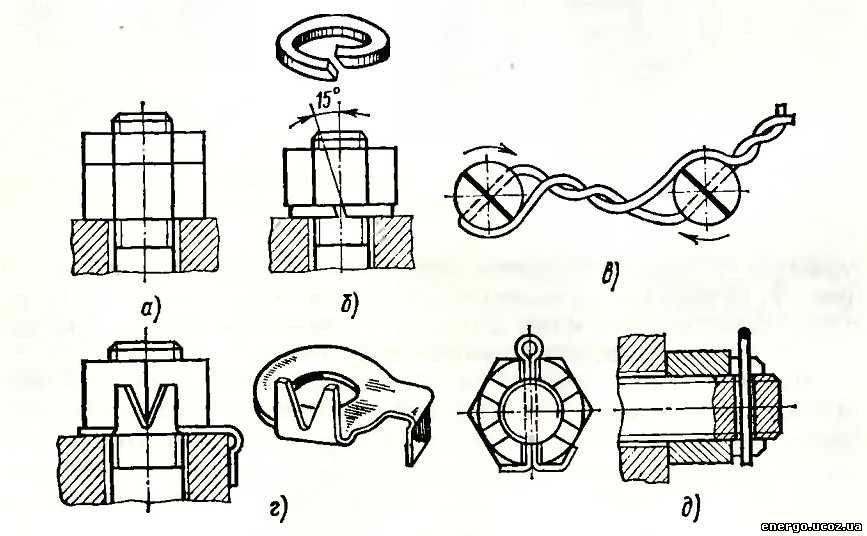

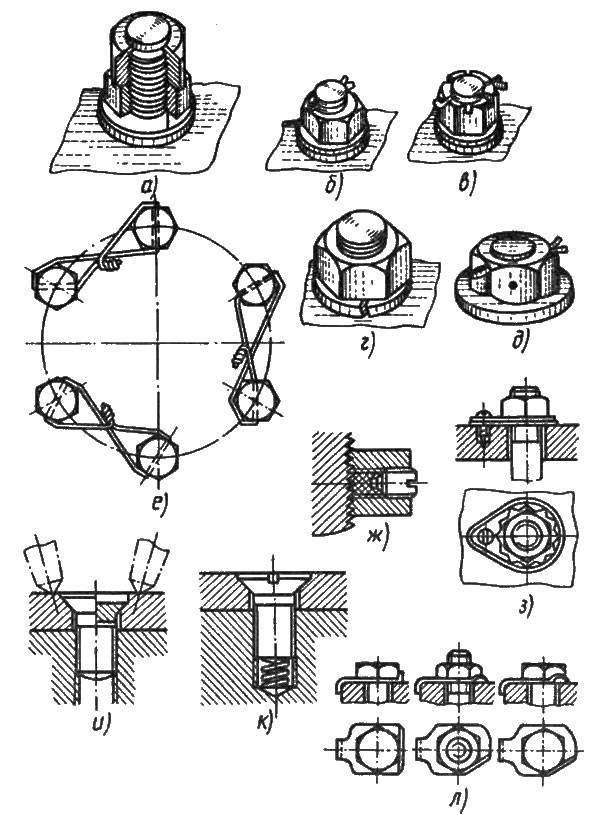

Рис. 6.15 Виды стопорений резьбовых соединений
Стопорение резьбового соединения
Болты, винты, шпильки, гайки и шайбы производятся для общего или специального применения. Весь ассортимент деталей общего и частично специального назначения являются стандартизованными.
Болты общего назначения по точности их изготовления подразделяют на болты с классом точности А (повышенной точности), классом точности В (нормальной точности) и классом точности С (грубой точности). Стандартные болты общего назначения изготавливают: с шестигранными головками; с шестигранными головками и отверстиями в них (для стопорения проволокой
); с полукруглыми и потайными головками, под которыми выполнен квадратный подголовок или ус. Болты общего назначения производят: с нормальным стержнем; со стержнем с отверстием (длястопорения болтов шплинтами); с утолщенным стержнем для установки в развернутые отверстия без зазора. Концы болтов выполняют: плоскими, с конической фаской; сферическими (вогнутыми или выпуклыми). Кспециальным болтам отнесены: болты к станочным пазам; откидные; фундаментные и конические для отверстий, обработанных разверткой.
Винты
общего назначения подразделяются на:крепежные (например, винты ГОСТ 1491, ГОСТ 17473) иустановочные (винты ГОСТ 1482, ГОСТ 1485). Винты крепежные предназначены для соединения частей конструкций, а винты установочные – для предотвращения смещения деталей друг относительно друга.
Резьбовые шпильки различают нормальной и повышенной точности. Шпильки изготавливают с одинаковыми номинальными размерами резьбы и гладкой части стержня или с номинальным размером резьбы, превышающим диаметр гладкой части.
Гайки общего назначения изготавливают с классами точности А, В и С. На боковых гранях стандартных шестигранных гаек могут быть выполнены отверстия для стопорения проволокой или стопорения штифтами
определенной формы.Специальные гайки могут быть изготовлены как с глухими (например, колпачковые гайки), так и сквозными отверстиями.Стопорение гаек корончатых и прорезных производится установкой разводных шплинтов с соответствующими размерами условных диаметров.
Стопорение резьбовых соединений
выполняют с целью предотвращения самопроизвольного откручивания деталей, происходящего под воздействием внешних сил. Различают такиевиды стопорения крепежных изделий в готовых конструктивных исполнениях машин и механизмов, которые достигаются путем
− установки контргаек или пружинных шайб, значительно повышающих действие сил трения в резьбовых соединениях;
− применением стопорных шайб с лапкой, обеспечивающих жесткость соединения;
− приварки участка болта, винта, гайки или шпильки;
− бокового или торцевого кернения резьбовой части детали.
Стопорение резьбовых соединений может быть также выполнено путем расклепывания резьбовой части стержня болта, шпильки или винта, а также нанесением лака или краски на резьбу под гайку.
Товары каталога:
| Анкерный болт с гайкой |
| Болт с фланцем DIN 6921 класс прочности 8.8 |
| Винт ГОСТ 1491-80, DIN 84 (цилиндрическая головка плоский шлиц) |
| Винт ГОСТ 17473, DIN 7985 (полукруг шлиц / полуцилиндрическая головка крест) |
| Гайка А4 ГОСТ 5915, ГОСТ 5927, DIN934 |
| Твитнуть |
comments powered by Disqus