Что еще полезно узнать о патронах на дрели — что означает маркировка всех типов
Перед тем, как менять патрон на дрели, необходимо определиться с конструкцией посадочного места. Кроме того, что устройства делятся на резьбовые и конусные соединители, так они еще и отличаются по диаметру резьбы. Если собираетесь купить новый патрон, то перед этим рекомендуется снять старый, и покупать новый по подобию. Есть и другой способ, который поможет облегчить выбор нового элемента — это маркировка.
По маркировке становится понятно, для чего предназначен патрон, а так же под какие электроинструменты он подходит. Зная маркировку, которую можно сфотографировать перед походом в магазин, можно приобрести аналогичный зажимной элемент для электродрели. Что же указывается в маркировке патронов, выясним далее.
Это интересно! Маркировка указывается на всех типах патронов для дрелей, как быстрозажимных, так и ключевых. Отличается только место нанесения этой маркировки.
Возьмем два типа маркировок, имеющие следующий вид:
- 1,5-13 mm M12х1,25
- 0,8-10 mm 3,8-24 UNF
По первому варианту все понятно, но чтобы не возникало вопросов, рассмотрим, что обозначает каждая цифра и буква в маркировке патронов дрелей.
- Интервал от 1,5 до 13 мм и 0,8 до 10 мм — это минимальные и максимальные диаметры хвостовиков рабочих насадок, которые можно закрепить в патронах. Стоит отметить, что вышеуказанные маркировки встречаются на обоих видах патронов, как ключевых, так и быстрозажимных. При покупке нового устройства на дрель или шуруповерт, первые значения маркировки нужно учитывать обязательно, иначе просверлить отверстие сверлом свыше 11 мм, как во втором случае, уже не удастся
- В первом случае вторая часть обозначения M12х1.25 — это метрический диаметр резьбы 12 мм, а также шаг, который составляет 1,25. Это означает, что на инструменте используется метрическая резьба, и можно сказать, что это патрон с советской дрели
- В третьем случае маркировка сильно отличается от первого варианта. Обозначение 3,8 — означает дюймовую резьбу на 3/8 дюйма. Обозначение 24UNF — это значение шага мелкой резьбы по унифицированной номенклатуре. Буквенное обозначение говорит о том, что на патроне используется мелкая резьба. Цифра 24 говорит о том, что это количество витков резьбы на один дюйм. Ниже приведена таблица со всеми размерами, а также их расшифровкой
В качестве краткого заключения, надо отметить, что закрутить на вал советской дрели патрон с маркировкой, как во втором случае, не получится. Он не только не подойдет по размеру, но еще и по резьбе.
Выше описана маркировка для резьбовых типов соединений на патронах. Чтобы не пришлось думать, какой способ соединения устройства используется на конкретной модели дрели, следует посмотреть на маркировку. Конусные типы соединителей отличаются от резьбовых. Рассмотрим пример обозначения конусного патрона: 1-13 mm B16 2015.
По значению «1-13 mm» понятно, что это минимальный и максимальный диаметры хвостовиков насадок, которые можно закрепить в патроне инструмента. Маркировка B16 — это и есть обозначение конусного патрона. Буква «B» — это означает, что патрон имеет конусный тип крепления, а вот цифра 16 — это диаметр нижней части посадочного отверстия. Надо отметить, что конусные устройства бывают следующих типов:
- B10
- B12
- B16
- B18
Последние цифры «2015» — это год выпуска патрона, которые не всегда указываются.
Правила сборки и разборки
 Иногда могут быть случаи, когда для нормальной работы оборудования требуется детальная очистка. Можно разобрать почти любой патрон, но обратно собрать — нет. Быстрозажимной зачастую имеет кожух, под ним находятся его составляющие. В данном случае разобрать или использовать поверхностную очистку деталей необходимо определить, если снять пластиковый кожух.
Иногда могут быть случаи, когда для нормальной работы оборудования требуется детальная очистка. Можно разобрать почти любой патрон, но обратно собрать — нет. Быстрозажимной зачастую имеет кожух, под ним находятся его составляющие. В данном случае разобрать или использовать поверхностную очистку деталей необходимо определить, если снять пластиковый кожух.
Как правило, можно разобрать с помощью грубой физической силы, закрепив его в тисках и по тыльной стороне постукивая молоточком. Этот метод применим для сборных конструкций, где все части изготовлены из толстого металла, но не из цельного металлического куска.
Разобрать быстрозажимной кулачковый, в котором обойма с венцом составляют монолит, с помощью одной лишь силы не получится. Из-за его конструкции может потребоваться нагревающий инструмент. К примеру, строительный фен, который способен придать металлу нагрев до 300 градусов. Перед тем как установить патрон в тиски вращающимся кольцом, нужно спрятать вовнутрь его кулачки. Нагрев вращающегося кольца нужно выполнять снаружи, охлаждая его изнутри с помощью хлопчатого материала, установленного вовнутрь, который во время нагревания детали регулярно поливается холодной водой.
После необходимой температуры нагрева можно из кольца выбить основу, которая в тисках так и останется. В процессе сборки требуется также нагревание детали.
Все выше описываемые патроны используются для зажима инструмента во время сверления разных отверстий на различных станках — токарных, сверлильных и т. д. Вышеописанные параметры непременно смогут помочь подобрать подходящие и правильные инструменты для производства и лично для себя.
Посадочное место
Оно может быть резьбовым либо конусным. На большинстве современных моделей используется резьбовое соединение. Однако иногда оно бывает и конусным — в основном на дрелях с патроном под максимальный хвостовик 16 мм.
Резьбовое соединение
Резьба может быть метрической, но в большинстве случаев на современных дрелях она идет дюймовая. Производители всегда пишут прямо на патроне, какая у него резьба, если он, конечно же, резьбовой.
Дюймовая резьба бывает следующих размеров:
- 1/4″
- 3/8″
- 5/8″
- 1/2″
Резьбовой патрон с маркировкой 1,5 — 13 мм — 1/2
При этом самыми распространенными являются 3/8 и 1/2. Эти две посадки могут использоваться на патронах с максимальным зажимаемым хвостовиком на 10 и 13 мм. Посадка 1/2 редко, но еще встречается и на патронах с зажимом до 16 мм. 1/4 — это посадка на патронах до 6,5 мм, а 5/8 — опять же до 16.
Метрическая резьба бывает только М12. Применяется для патронов с зажимом до 10, 13 и 16 мм.
Конусное посадочное место может иметь обозначение В12, В16 и В18. Цифры обозначают диаметр в миллиметрах. Применяются они на патронах с зажимом до 10, 13 и 16 мм. Причем с последним диаметром чаще всего.
Конусная посадкаКонусный патрон с маркировкой 3-13 мм В16
Это все, что я хотел сказать о размерах дрелевых патронов. Надеюсь, что помог вам со всем этим разобраться. Статью же на этом заканчиваю — до новых встреч!
Возможные проблемы при работе с патроном
Патроны для дрели представляют собой важную деталь инструмента, поэтому следует знать возможные виды поломок данной детали. К ним относятся:
- Выпадение детали. Случаи хотя и редки, но возможные для конусных видов патронов. Если изделие слетело с конуса инструмента, то следует ситуацию исправить следующим образом: нагреть изделие в масле до 110 градусов, после чего надеть на конус инструмента. Если данная процедура сложна к исполнению, то следует заменить патрон.
- Заклинили зажимные губки. При заклинивании губок, что случается достаточно часто, потребуется снять изделие, разобрать его, почистить, смазать, после чего вернуть на место. Данные действия описаны в видеоролике.
- Биение. В случае возникновения биения рекомендуется попытаться отыскать причину. Если же причину установить не представляется возможным, то устройство подлежит замене.
Интервал и необходимость замены патрона, зависит от разных причин. Сильно влияют: особенности эксплуатации, качество самого патрона, манера работы с инструментом. Если возникшую неполадку не удается обнаружить или устранить, то лучше всего приобрести новое изделие.
Это интересно: Плитка в марокканском стиле — восточные нотки в интерьере
Цанговые патроны для сверления
Крепежной особенностью в конструкции любого сверла является присутствие двух канавок. Установка насадки в патрон сопровождается его поворачиванием, при этом стопорные шарики попадают в специальные углубления хвостовика. Замена оправки на этом заканчивается. При остановке работающего станка с крепежным механизмом этого типа автоматически блокируется шпиндель.
Такое крепление зажимов обеспечивает надежную фиксацию сверла за минимальное время. Уникальное строение цанги исключает возможность появления зазоров внутри крепежного механизма, это полностью ликвидирует колебания насадки при работе.
Трёхкулачковый сверлильный патрон
Различают двух- и трёхкулачковые патроны. В двухкулачковом патроне зажим инструмента выполняет тангенциально-расположенная пара кулачков, имеющая возможность перемещаться во внутренних пазах корпуса. Резьбовым ключом можно перемещать размещённый внутри патрона винт, который и выполняет смыкание и размыкание кулачковых зажимов. При простоте конструкции, возможности фиксации свёрл с большим диаметром, а также высокой стойкости плоских клинообразных кулачков, проходящих упрочняющую термообработку, такие патроны не обеспечивают хорошего осевого центрирования, поэтому на практике применяются реже, чем трёхкулачковые.
Три кулачка размещаются в корпусе под углом, исключающим самоторможение элементов. При вращении ключа, который вставляется в соответствующее отверстие на корпусе, обойма и гайка начинают перемещаться. В результате кулачки отводятся, причём одновременно в радиальном и осевом направлениях. По оси патрона образуется пространство, где помещается хвостовик инструмента. При упоре хвостовика в подпятник ключ проворачивают в противоположном направлении, и сводят кулачки до плотного контакта с конической частью хвостовика. Одновременно производится и осевая ориентация инструмента относительно шпинделя.

Ввиду простоты конструкции и способа регулировки инструмента трёхкулачковые патроны находят преимущественное применение в небольших мастерских, а также в бытовых сверлильных станках. Недостаток трёхкулачковых патронов – заметный износ кулачков, особенно, если их термообработка выполнена на недостаточную твёрдость.










Кроме описанных конструкций используются и другие разновидности патронов. Например, с целью установки свёрл сравнительно небольшого диаметра используют цанговые патроны. В них фиксация производится при помощи прижима разрезной втулки, где находится сверло, накидной гайкой. Она перемещается по резьбе, которая имеется на корпусе такого патрона, и надёжно прижимает втулку к бурту цилиндрической части корпуса. Цанговые патроны, в отличие от кулачковых, разбираются значительно легче, что облегчает процесс их очистки и ремонта.

Для прецизионных и высокоскоростных сверлильных станков наиболее эффективны патроны, имеющие полый хвостовик. Верхняя часть такого хвостовика снабжена резьбой, а в нижней части предусмотрено отверстие, куда под давлением до 50 атмосфер подаётся СОЖ. Сверлильные патроны серии НЕХА позволяют подавать СОЖ через радиально или коаксиально расположенные отверстия в корпусе. Особенность применения такой оснастки – необходимость в её динамической балансировке, при которой учитываются как крутящие моменты от привода сверлильного станка, так и давление, создаваемое потоком СОЖ.
Детектор скрытой проводки. Рентген для стен
Монтажный пистолет. Забиваем гвозди в бетон
Применение патронов
Сверлильные элементы используются для крепления и зажима несимметричных сложных заготовок нецилиндрической и цилиндрической формы. Причем отличают самоцентрирующиеся патроны для деталей, которые имеют осесимметричную форму, и изделия с независимыми кулачками, которые используются для несимметричных.
- Цанговые — применяются в виде цилиндра для крепежа сверл малого диаметра с хвостовиком.
- Конусообразные переходные втулки — применяются для закрепления устройства с хвостовиком в форме конуса, когда номер хвостовика конуса изделия не соответствует в шпинделе агрегата номеру конуса.
- Быстросменные — используются для быстрой смены режущего механизма в процессе обработки, что повышает производительность и сокращает время работы во время изготовления отверстий.
- Самоустанавливающиеся — применяются во время изготовления предварительно сделанных отверстий, дают возможность по оси обтачивающего отверстия центрировать агрегат.
Классификация
- Быстросменный сверлильный патрон используется со сменной втулкой для свёрл с коническим хвостовиком;
- Предохранительный патрон для нарезания резьбы в глухих и сквозных отверстиях имеет более сложное строение. Состоит он из кулачков муфты, ведомых полумуфт, основной кулачковой муфты, пружины и регулировочной гайки. Используется он как держатель для меитчиков.
- Цанговый сверлильный патрон состоит из хвостовика, соединённого с цилиндрической частью. Между зажимом и хвостовиком внутри патрона находится разрезная втулка.
- Двухкулачковый сверлильный патрон зажимает сверло благодаря внутренним зацепам в верхней части патрона, фиксируемым пружиной. Чем и объясняется его особенность применения для тонких свёрл и использования при небольших нагрузках на сверло.
Только сверлильные патроны с ключом, имеющие конус Морзе имеют соответствующие требования по ГОСТ 8522-79, встретив указание на гост соответствие по размеру используемых при данном размере конуса Морзе можно определить по таблице. Быстрозажимной не имеет конуса, но в отличие от своего собрата с ключом имеет внутреннюю резьбу, диапазон которой обязательно указывается в маркировке.
Трёхкулачковый
Маркировка чаще всего выглядит так (на изделиях российских производителей):
- ПСК 3-16 говорит о диапазоне диаметров сверл в мм;
- КМ В12; В16; В18 – что указывает на конус Морзе соединительного отверстия;
- ГОСТ 8522-79 – такое обозначение в маркировке однозначно указывает на соответствие по всем параметрам в таблице, составленной в 79 году.
Маркировка на быстрозажимной имеет только указание на размер внутренней резьбы и диапазон диаметров зажимаемых свёрл.
Трёхкулачковый патрон для сверлильного станка, с фиксацией сверла ключом, соответствует не только ГОСТ 8522-79, но его конус Морзе отвечает стандартам СЭВ 148-75. Что делает сверлильные патроны, выпущенные в России в соответствии с ГОСТ 8522-79, пригодными для сверлильного станка зарубежных производителей, работающих по международным стандартам.
Размеры по ГОСТ 8522-79 – это строгое указание по соответствию типоразмера по диапазону зажима и допустимому радиальному биению. В то же время соответствие основным параметрам не является указанием на определённую конструкцию. Выглядеть сверлильные патроны могут по-разному:
- по форме и длине рабочей части;
- наличию или отсутствию пластикового, предохраняющего корпуса;
- методу крепления основных частей патрона между собой,
- цвету сплава.
Конус Морзе изменяется в большую сторону с возрастанием номера типоразмера. Вместе с размером изменяются допуски радиального биения.
Например, конус Морзе В16 имеют сверлильные патроны 10 и 13 типоразмеров. Эти цифры соответствуют верхнему параметру зажима сверла, нижний устанавливается ГОСТ 8522-79. С конусом Морзе В18 изготавливается патрон № 16 по этой же таблице. Его минимальный зажим 3 мм, максимальный – 16 мм.
Быстрозажимной патрон необходимо подбирать в соответствии с размерами крепёжного отверстия и резьбы станка. Ключевые патроны, благодаря конусу Морзе, имеют преимущество. Конусные переходники позволяют устанавливать на станок патроны с меньшим или большим конусом Морзе, расширяя возможности станка.
Наиболее выносливый быстрозажимной патрон, но он же и самый дорогой – это прецизионный быстросменный патрон. Он идеален для станка, работающего на больших оборотах. Конусные хвостовики делают прецизионный быстрозажимной патрон универсальным.
Точение конуса на токарном станке
1. Точение конической поверхности при повороте поперечногосуппорта
при ручной подаче, как показано на рисунке 20а. Угол поворота определяют по формуле:
tg = (D – d)/2l, где D и d – диаметры конуса, мм; l – длина конуса, мм. Этим методом обрабатываются как наружные, так и внутренние конические поверхности.
2. Точение конусов широким резцом
при поперечной подаче (рисунок 20б). Этот способ применяется при обработке конических поверхностей небольшой длины. Ширина резца должна немного превышать длину обрабатываемой поверхности.
3. Точение конусов при поперечном смещении корпуса задней бабки
показано на рисунке 20в. Таким способом обрабатываются длинные детали с небольшой конусностью ( 8 о ). Величина смещения задней бабки от оси
h = L(D – d)/2l, где l – длина детали, мм.
4. Точение конусов при помощи копировальной
(конусной)линейки показано на рисунке 20г. Таким способом обрабатываются конусные детали большой длины. Для этого на кронштейне, прикреплённом к станине, располагают линейку с ползуном, которая кинематически связана с поперечным суппортом станка.
Рисунок 20 – Способы обработки конических поверхностей.
Точение конической поверхности с поворотом поперечного суппорта и ручной подачи (а)
1 – ось поворота поперечного суппорта; 2 – рукоятка ручной подачи.
Точение конусов широким резцом (б). Точение конусов при поперечном смещении корпуса задней бабки (в). Точение конусов при помощи копировальной (конусной) линейки (г)
1, 5 – болты крепления линейки; 2 – кронштейн; 3 – копировальная линейка; 4 – ползун; 6 – тяга; 7 – станина; 8 – деталь; 9 – поперечный суппорт
Кинематическая схема токарно-винторезного станка 1к62
При анализе кинематических схем металлорежущих станков различают главное рабочее движение
идвижение подачи .
Главное рабочее движение
. Привод главного движения – коробка скоростей имеет 6 валов. Вал I (рисунок 21) приводится в движение электродвигателем
(N = 10 кВт, n = 1450 об/мин) через клиноремённую передачу со шкивами диаметром 142 и 254 мм. На этом валу размещается пластинчатая фрикционная муфта М1, переключение которой реверсирует вращение шпинделя. При включении муфты влево вращение с вала I на вал II передаётся через шестерни 56 – 34 или 51 – 39, а при включении муфты вправо – через шестерни 50 – 24 и 36 – 38. В последнем случае передача движения осуществляется через блок промежуточных (паразитных) шестерён 24 – 36, которые изменяют направление движения вала II, и, следовательно, направление вращения шпинделя.
При включении муфты влево обеспечивается прямое вращение шпинделя – по часовой стрелке при взгляде с его нерабочей стороны, при включении вправо – обратное вращение. Реверсирование движения шпинделя необходимо для проведения тяжёлых отрезных работ (большие диаметры, твёрдые материалы) при обратном вращении шпинделя, а также для извлечения инструмента, закреплённого в задней бабке, при обработке отверстий. В дальнейшем будет рассматриваться только прямой рабочий ход.










С вала II на вал III вращение передаётся через шестерни 29 – 47; 21 – 55; 38 – 38. С вала III движение может непосредственно передаваться через шестерни 65 – 43 на вал VI – шпиндель, обеспечивая таким образом, 6 самых высоких частот его вращения.
С другой стороны, движение с вала III может передаваться на вал IV через шестерни 22 – 88 или 45 – 45, а с вала IV на вал V через шестерни 22 – 88 или 45 – 45 и далее 27 – 54 на шпиндель. Валы IV и V являются системой перебора. Благодаря этой системе шпиндель получает ещё 24 частоты вращения, итого – 30.
Фактически станок имеет 23 частоты вращения, так как при некоторых передачах скорости дублируются.
Уравнение кинематической цепи главного движения в общем виде выглядит так:
где nшп – частота вращения шпинделя, об/мин; nэд – частота вращения электродвигателя, об/мин; dэд – диаметр шкива на валу I, мм; — коэффициент проскальзывания клиноремённой передачи ( 0,01 0,015); i – передаточное отношение передачи с одного вала на другой.
Движение подачи
содержит:
— звено увеличения шага;
Обзор сверлильных патронов
Эффективность технологических операций по сверлению и расточке отверстий полностью зависит от правильности выбора рабочего инструмента и надежности его крепления. Особого внимания требуют патроны для станочного оборудования, подвергаемые значительным нагрузкам и подбираемые с учетом требований российских и зарубежных стандартов (ГОСТ 8522, 15935 и другие). Ошибки на этом этапе обходятся дорого, несоответствие с конусом или хвостовиком сверлильного инструмента приводят к поломкам, биению и значительному росту погрешности обработки. Данные комплектующие предлагают купить прежде всего производители станков и ручного оборудования, к проверенным временем брендам относят патроны Griff, Jet, Metabo, Proma, Профоснастка, Практика и Энкор.
Сверлильный патрон представляет собой относительно небольшую деталь, изготавливаемую из высокопрочных марок стали и предназначенную для обеспечения надежности крепежа рабочего инструмента на оси шпинделя и облегчения процесса его смены. Его размеры стандартные, подобрать нужный вариант в теории не составляет труда, но на практике посадка этого элемента должна быть максимально выверенной. По сути патрон является посредником между сверлом и конусом Морзе (или другим наконечником шпинделя), разрушительные воздействия от вращения рабочего вала в ходе передачи усилий частично сглаживаются, но требования к прочности и твердости этих комплектующих станка довольно высокие. В частности, их изготавливается из стали с показателями не ниже 51 HRC по Роквеллу, кулачки – 54, лучше всего для этих целей подходят цементированные марки.
Конструкция и основные элементы сверлильного патрона бывают разные, минимально возможный диаметр закрепляемого в нем хвостовика сверла варьируется от 0,5 до 5 мм, верхний предел составляет 20 мм (для токарных и фрезерных станков значения могут быть другими). Потребность в применении этой оснастки возникает при проведении следующих технологических операций:
- Сверления глухих и сквозных отверстий.
- Рассверливания ранее подготовленных с целью увеличения их диаметра.
- Зенкерования.
- Развертки конических и цилиндрических поверхностей.
- Накатки резьбы метчиками.
- Зенкования при снятии фасок и выемок.
- Торцевания с целью получения ровного среза, перпендикулярного оси отверстия.
Рекомендуемые сообщения
Лучшие статьи на сайте ИВД
Вы профессиональный архитектор или дизайнер?
ИВД. Ремонт и отделка
Вы профессиональный архитектор или дизайнер?
Сайт IVD.ru – ведущий интернет-проект, посвященный вопросам реконструкции и оформления интерьера жилых помещений. Основной контент сайта составляет архив журнала «Идеи Вашего Дома» – эксклюзивные авторские статьи, качественные иллюстрации, практические советы и уроки. Над проектом работает команда профессионалов в тесном сотрудничестве с известными дизайнерами, архитекторами и ведущими экспертами издательства.
На нашем сайте вы можете подобрать комплексные дизайнерские решения; просмотреть подробные обзоры рынка строительных и отделочных материалов, мебели, техники и оборудования; сравнить собственные идеи с дизайн-проектами ведущих архитекторов; напрямую пообщаться с другими читателями и редакцией на форуме.
Вы профессиональный архитектор или дизайнер?
Быстрофункционирующий патрон сверлильный самозажимной
Механизм стандартных патронов не гарантирует хорошего центрирования и прочного крепления зажимаемого режущего приспособления, что, конечно, вызывает затраты времени при частой смене инструмента во время работы.

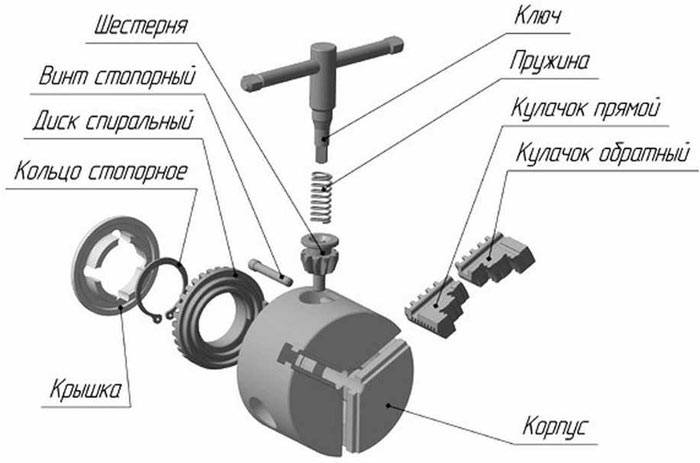
Патрон сверлильный состоит из следующих элементов: корпуса, в котором, благодаря гайке, имеются обойма, а также винтового хвостовика с левой резьбой. Между гайкой и хвостовиком расположен шарикоподшипник. В обойме на равных друг от друга промежутках профрезерованы 3 паза, в них помещены кулачки. На верхней части винта прорезаны 3 радиальных Г-образных паза, предусмотренных для подвижного радиального соединения кулачков с винтом.
При вращении хвостовика по отношению к корпусу патрона, винт развинчивается либо завинчивается и передает кулачкам осевой, а также радиальный ход, принуждая их скользить и внутри корпусного конуса, и по бортику обоймы. Данным методом осуществляется совмещенное аксиальное, а также радиальное передвижение кулачков и совершается зажим либо освобождение прибора.
При сверлении хвостовик проворачивается в корпусе сверлильного патрона по часовой и выворачивает винт, смещающий кулачки и усиливающий зажим сверла. При смене сверла нужно, поддерживая хвостовик, вращать остов против часовой, при этом винт перемещает кулачки и совершает их разжим. С использованием шариковой опоры можно быстро совершить разжим, даже когда деталь сильно затянута.
Сверлильный патрон 1-13мм (13 типоразмер) под конус Морзе-2
Сегодня обзор не совсем обычного для Mysku товара. Но я знаю, что тут есть люди которые работают руками и имеют некоторый станочный парк, думаю им будет интересно. Предвосхищая возгласы о том что можно купить старый советский патрон у дедушки на рынке и он будет ого-го! — я сделал сравнение и уверен на 110%, что произвольный патрон из СССР будет не лучше. Возможно, и найдётся сопоставимый, но придётся поискать. Патрон поставляется в двух коробочках: собственно патрон с ключом и хвостовик.
 Начнем с хвостовика. Красивый хорошо шлифованный хвостовик под конус Морзе-2 с одной стороны и конус Морзе инструментальный укороченный B16 с другой (почитать подробнее можно например тут). Есть небольшие дефекты на плоской части, но она ни на что не влияет. Поставляется в пластиковой коробочке.
Начнем с хвостовика. Красивый хорошо шлифованный хвостовик под конус Морзе-2 с одной стороны и конус Морзе инструментальный укороченный B16 с другой (почитать подробнее можно например тут). Есть небольшие дефекты на плоской части, но она ни на что не влияет. Поставляется в пластиковой коробочке.
Теперь собственно патрон. Патрон в картонной коробке с качественной полиграфией. Патрон и ключ в разных пакетах. Присутствует инструкция на английской и китайском.
На патроне есть надписи BRIED B16 0.5-13mm. На фото всё бликует, не получилось толком сфотографировать.

Максимально сведенные и разведенные губки

Надо сказать, что в описании на сайте цифры более правильные — от 1 до 13мм. то есть 0.5мм сверло входит в патрон с лёгким натягом, сверлить им не получится. 0.7мм — уже вроде как затягивается, но реально уверенно пожалуй только от 1мм. Впрочем, 0.7 я сверлить не пробовал. Максимальный диаметр — 13.5мм.
Так выглядит патрон в сборе с хвостовиком:

А так в сравнении с аналогом «родом из СССР»

Как видим, аналог заметно меньше в диаметре при тех же заявленных размерах свёрел. Но! Эти патроны НЕСРАВНИМЫ по точности.
Сравнивать будем на вот таком сверлильно-фрезерном станке Гомельского производства

В патроны зажат вал от бензонасоса. Калёный, полированный, ровный, диаметром 6мм. При проверках положение узлов станка не изменялось, за исключением перемещения стола для замены патрона.
старый патрон:









новый патрон:
Как видим, биение не более полутора соток, что я считаю просто феноменальным результатом. По сути можно использовать вместо цангового патрона для фрезерования чего-то не особо твердого и малыми диаметрами фрез.
Подведем итоги: патрон отличного качества как по исполнению, так и по точности. единственным относительным минусом можно считать достаточно крупные размеры, но это я уже докапываюсь, по правде говоря. То есть даже по ГОСту патрон 1-13мм имеет наружный диаметр 52мм
Несомненно, если у вас есть доступ к складам со списанным или списываемым оборудованием, и в этом «фикспрайсе» «всё за бутылку» широкий выбор нового инструмента из ЗИПов и НЗ — то надо брать на месте. Вдруг будет не хуже? Если же предприятия развалились уже давно и халявы не будет — настоятельно рекомендую к покупке. действительно очень качественный патрон. И это я не п.18 отрабатываю, это совершенно искренне.
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Классификация крепежных элементов
Любой мастер сверления располагает многофункциональным станком, он укомплектован множеством патронов, уникальными сверлами, запасными наиболее уязвимыми деталями от этого оборудования. Конструкция изделия подразделяется по типу зажима на следующие виды:
- крепежные элементы с ключевым механизмом замыкания;
- патроны, где фиксация обеспечивается зажимной гайкой.
Дополнительно оснащенные зажимным кольцом для этой гайки, этот элемент иногда отсутствовать.
Согласно нормативных стандартов и других документов, обеспечивающих жесткие требования в процессе изготовления патронов, допускается самостоятельная доработка и модернизация фиксирующего элемента, это дополнительно увеличивает точность фиксации сверла.
Патроны для закрепления сверлильных насадок подразделяются на такие типы:
- быстросменные элементы;
- трехкулачковые;
- самозажимные;
- цанговые.
Детали быстросменного типа укомплектованы сменной втулкой, под нее подходят конические сверла. Трехкулачковые элементы зажимают сверлильную насадку внутренними зацепами с дополнительной фиксирующей пружинкой. Этот тип применяется если сверло тонкое, а нагрузка на насадку не превышает минимальных значений. Крепление сверла самозажимного типа не требует дополнительных операций по обеспечению фиксации.
Патрон на сверлильный станок 2м112, конус морзе B18
Виды сверлильных патронов
На сегодняшний день существует несколько классификаций, которые делят существующие сверлильные патроны на группы: в первой основным признаком деления выступает способ смены насадок, во второй – способ крепежа патрона на станке, в третьей – класс точности. Конечно, иностранные компании-производители предлагают свои собственные способы деления данных деталей, однако перечисленные являются универсальными и позволяют подобрать необходимый под конкретные задачи патрон без каких-либо проблем.
Классификация патронов по способу смены насадок
Согласно первой классификации выделяются следующие группы:
- Ключевые патроны, которые имеют в своей задней части хвостовик и позволяют устанавливать на себя сменные насадки через использование специальных ключей. Подобные патроны устанавливаются на современных ручных дрелях;
- Цанговые патроны требуют закрепления свёрл с помощью переходных цанг, которые представляют собой вытянутые стальные переходники двух диаметров. Используется такой тип патронов для обеспечения крепежа инструмента малого диаметра (до 40 мм), снабжённого хвостовиком. Обычно поставляются в комплекте с конусом Морзе и переходными цангами;
- Быстрозажимные патроны отличаются тем, что позволяют оператору сменить насадку на инструменте без использования каких-либо ключей (отсюда и название). Данная группа дополнительно подразделяется на две других.
- Крепёж быстросменных патронов осуществляется через их фиксацию с помощью конического хвостовика. Вдобавок подобные детали всегда снабжены особой сменной втулкой для насадных свёрл;
- Прецизионные патроны отличаются от описанных выше тем, что созданы для работы на соответствующих сверлильных станках, обеспечивают сокращения радиального биения до значения в 0.6 мм (а современные модели могут похвастать ещё меньшим значением – в 0.04 мм).

Классификация патронов способ крепежа патрона
По способу крепежа патрона на станке деление очень простое:
- Установка может осуществляться при помощи хвостовика и конуса Морзе, которые буквально надеваются друг на друга, осуществляя сцепку. В некоторых случаях в них могут быть проделаны соответствующие друг другу резьбовые отверстия для обеспечения хорошего качества крепежа;
- Также крепёж может быть основан на резьбовом сцеплении со станком.
Операторы некоторых предприятий могут самостоятельно изменить заводскую деталь следующим образом: на внешней части конуса Морзе нарезается резьба, которая должна соответствовать по размерам хвостовику, плюс, дополнительно накладывается гайка, дабы было возможно убрать зажимающий инструмент при помощи обычного сменного ключа. Подобные операции в обязательном порядке согласовываются с вышестоящим руководством.
Классификация патронов по классу точности
По классу точности представленные на рынке сверлильные патроны разделяются на две группы: существуют изделия I класса и II. Перед выпуском в продажу осуществляется оценка класса при помощи замера радиального биения, оказываемого на контрольной оправке, что находится в закреплённом состоянии в зажимных элементах патрона. Патроны второго класса допускают чуть большее отклонение, нежели изделия первого (например, для оправки с диаметром в 2-4 мм и длиной в 40-50 мм значения радиального биения для первого и второго класса соответственно составляют 0.05 мм и 0.1 мм).
Кстати, тесты над контрольной оправкой проводятся трижды, а за результат принимают среднее арифметическое получившихся значений отклонения (это необходимо для разносторонней проверки работы детали). В случае, если результаты являются пограничными, проводится ещё один комплекс тестов, при оставшихся «плавающих» значениях детали присваивается худший класс.
Полностью ознакомиться с допускными значениями классов можно в нормативном документе ГОСТ 15935-88.
Следует отметить, что ранее абсолютно все патроны, использовавшие на сверлильных станках, были зажимными, однако сейчас в промышленности всё большую популярность обретают самозажимные патроны, которые подтягиваются за счёт вращения шпинделя. Зажимные патроны постепенно отходят на второй план и используются активно только в быту в обычных ручных дрелях. Кстати, использование самозажимных патронов в непромышленных масштабах специалистами не рекомендуется.
Общие сведения
Применение сверлильных станков обуславливает необходимость создания в заготовках различного размера отверстий желаемой величины. Эта филигранная работа производится методом сверления. Строение сверлильного станка простое, но даже настроенное оборудование не может функционировать без патрона для сверлильного станка. Его задача заключается в надежном закреплении самого сверла и равномерной передаче на него усилия двигателя.
Изделия применяются не только на неподвижном сверлильном оборудовании, особенно больших размеров, их мастера встречают в обычных дрелях, даже миниатюрный шуруповерт оснащается этим крепежным элементом. Согласно стандартам, перед работой подбор изделия выполняется путем сравнивания его свойств со следующими пунктами:
- подобрать правильную жесткость изделия, это обеспечит надежность закрепления сверла;
- проверить, насколько соответствует типоразмер радиальному биению;
- толщина используемого сверла во многом обуславливает выбор патрона;
- сверло и использующийся патрон должны подходить под материал заготовки.
Если пренебречь жесткостью материала, нагрузка в процессе работы на сверло возрастет, это приведет к его поломке, перегреву и нарушению целостности патрона. В худшем случае это приведет к неполадке самого устройства.
Устройство сверильного станка