

Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.
Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
Сварочный процесс начинается с зажигания электрода и возбуждения дуги
Важно в ходе работ удержать дугу. Затем осуществляется соединение.
Важным этапом является проверка качества шва. Перед этим необходимо отбить шлак.
Перед этим необходимо отбить шлак.
Электроды для труб из нержавейки:
ОК 63.20 предназначены для сварки точками, т.е. процесс производится при кратковременном поджиге и гашении электрической дуги.
Небольшой видеоролик для наглядности.
https://www.youtube.com/watch?v=3Ho-eo5IUW4
Энергия воздействия
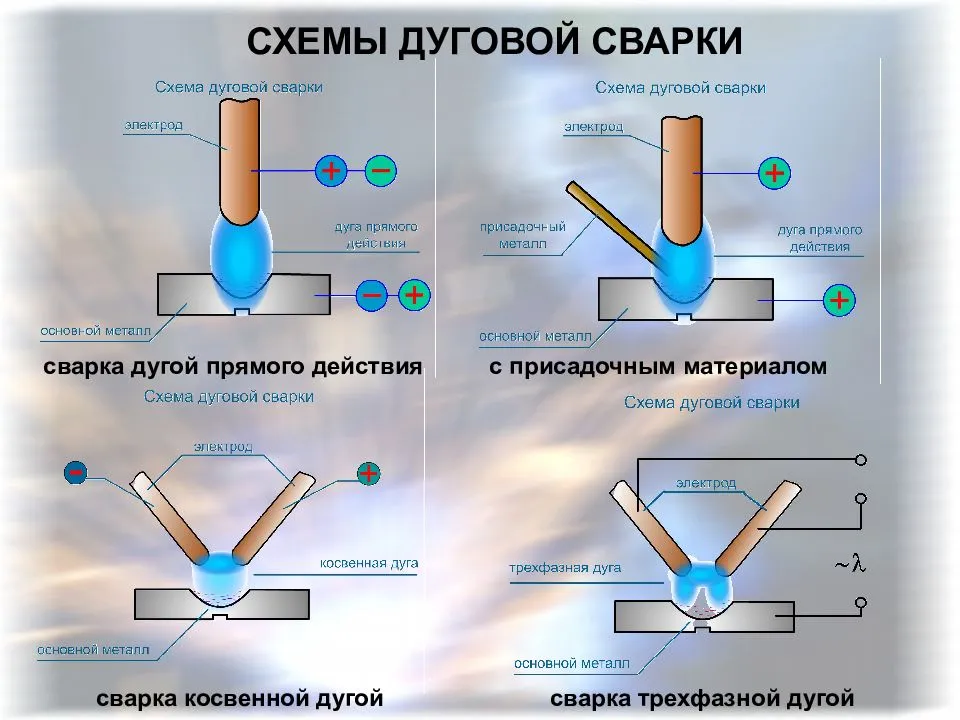
По типу энергии воздействия, благодаря которой образуется требуемое сварное соединение, все виды сварки металлов делятся на следующие категории:
- термическая обработка, предполагающая оплавление места стыка с выделением большого количества тепловой энергии;
- термомеханическая сварка, осуществляемая за счёт внешнего давления с использованием элементов нагрева электросваркой;
- и, наконец, чисто механическая (обработка под давлением).
Согласно первой методике свариваемые заготовки подлежат расплавлению, после чего они образуют так называемую «сварочную ванну».
По завершении работ (после затвердевания) на месте ванны остаётся сварной шов, металл в котором имеет литую структуру. К разновидностям термических сварочных работ по металлу следует отнести газовую, электрошлаковую, дуговую, лазерную, плазменную, термитную (химическую) и подобные им виды сварки.
При газовом способе сваривания металлов и сплавов рабочая смесь подаётся на специальную горелку от двух баллонов, содержащих горючий состав и кислород. При этом качество пламени горелки регулируется соответствующими вентилями подачи обеих составляющих. Помимо этого к месту сварки подаётся особый присадочный материал, обеспечивающий получение качественного шва.
В случае химической или термитной обработки металлов рабочая зона формируется под воздействием теплоты, выделяемой при сгорании компонентов специальной порошковой смеси (термита). Отметим также, что на практике наиболее распространены термитные составы на основе обычного алюминия.
Термомеханической обработка места стыка включает в себя диффузионную, контактную, а также газопрессовую сварочные методики. Принцип так называемой «» интуитивно понятен, хотя технологии сварочных работ по металлу могут отличаться.
Свойства нержавейки
Нержавейка имеет низкий коэффициент проводимости тепла. Поэтому во время сварных работ требуется прогрев локальной области для формирования равномерного шва. Чтобы добиться требуемых технических характеристик, нужно на сварочном аппарате устанавливать токи большой величины.
Чтобы не допустить перегрева или окалин, требуется при стыковке деталей делать увеличенный зазор, чем в случае сваривания стальных заготовок. Шов воспринимает значительные деформационные нагрузки в процессе остывания, за счёт чего основные конструктивные элементы сохраняют геометрию.
Электрод для сварки со специально подобранным составом под конкретные сплавы позволяет избегать перегрева основного стержня. То есть сопротивление металлов примерно совпадает, за счёт чего процесс перегрева отсутствует.
Особенности нержавейки
Методика работы с нержавеющей сталью не схожа с обычной. Это обусловлено тем, что нержавейка более устойчива к коррозийным процессам, именно поэтому практически все изделия, выполненные из нержавейки, находятся под давлением и с водой. Многие начинающие сварщики сталкиваются с тем, что после того, как шов застывает на нем образуются течи. Для того, чтобы понять, как заварить поврежденный участок в домашних условиях, необходимо знать физические свойства металла.
Главная характеристика нержавеющей стали — высокий коэффициент расширения, именно поэтому при нагреве дистанция между молекулами становится больше, чем у других металлов. Когда она остывает, изделие начинает стягиваться до своих исходных параметров. Посторонний материал, который входит в состав шва и имеет коэффициент расширения намного ниже, будет постоянно рваться, в итоге будут появляться микротрещины, из-за которых и будет происходить течь
Очень важно подобрать сварочные электроды для нержавеющей стали, благодаря которым будет налажен контакт между основным и присадочным металлом
Многие пользователи постоянно задаются вопросом: можно ли заварить нержавейку, ведь характерной чертой этого материала считается низкий температурный режим плавления. Мощный нагрев от электрической дуги приводит к перегреву участка соединения и все легирующие элементы, обеспечивающие защиту от ржавления, тут же выгорают и лишаются своих свойств.
Еще одна трудность, которая может возникнуть, в процессе сварки деталей из нержавеющей стали, — это реакция углерода на попадание кислорода в сварочную ванну. Если такое случится, то неизбежно начнет образовываться газ на поверхности кристаллизующегося шва и в итоге появятся крупные поры. В такой ситуации заварить нержавейку вы никак не сможете
Для того, чтобы не допустить такого негативного процесса, очень важно позаботиться о защите сварочной ванны от влияния внешней среды. Для этого применяется специальный защитный газ или обмазка электродов
Методы сварки чермета и нержавеющей стали
Для соединения деталей из разных металлов применяют ручные и полуавтоматические аппараты. Процесс ведется как с подачей защитного газа, так и без таковой.
Полуавтоматический автомат
При использовании такой технологии соединяемые элементы требуют подготовки. Перед сваркой выполняют следующие действия:
- примыкающие к будущему шву участки зачищают железной щеткой до металлического блеска;
- с кромок толстых заготовок снимают фаски;
- обезжиривают поверхности ацетоном, спиртом или бензином;
- просушивают кромки, прогревая их горелкой;
- для устранения внутреннего напряжения детали нагревают до 200 °С.
Для ведения сварки в домашних условиях достаточно полуавтоматического аппарата мощностью до 10 кВт. Такие приборы предназначены для соединения заготовок толщиной до 3 мм. При настройке агрегата выставляют напряжение в 19-25 В. Рекомендованная скорость подачи расходного материала – 300-400 м/ч. Силу тока подбирают в зависимости от толщины металла. Увеличением или уменьшением этого параметра регулируют степень провара, длину электрической дуги, форму шва.








При работе соблюдают следующие правила:
- Процесс ведут с током обратной полярности.
- Горелку устанавливают под наклоном, обеспечивающим нужную глубину проплавления и ширину сварочной ванны. Проволока должна выступать не более, чем на 12 мм.
- Расход газа должен составлять 6-12 м³/час. Для устранения лишней влаги вещество пропускают через осушитель.
- Электрод перед применением прокаливают при +200 °С.
- Для защиты прилегающих участков от брызг расплава их обрабатывают водным раствором мела.
- Сварку начинают, отступая 5 мм от кромок деталей. Это препятствует появлению холодных трещин.
- Электрод ведут вдоль соединения плавно. Совершение поперечных движений недопустимо. Расплав не должен покидать пределы защитной среды.
Как варить электродом
Для соединения заготовок из нержавеющей стали и черного металла в бытовых условиях используют инверторы. Аппараты питают от сети 220 В, компактные размеры позволяют легко перемещать их. Процесс сварки ведут так:
- Очищают обрабатываемые поверхности от ржавчины, жира, пыли. Зачищают металл до блеска.
- Кромки толстых заготовок разделывают болгаркой или напильником. Это обеспечивает высокую степень проплавления, заполнение сварочной ванны.
- Тонкостенные детали сопоставляют, приваривают их в нескольких местах. Изделия толщиной более 5 мм прогревают до 150 °С. В бытовых условиях для этого используют паяльную лампу.
- Возбуждают электрическую дугу. Для этого подводят электрод к поверхности, несколько раз касаются ее. Сварку ведут с короткой дугой.
- Завершают сварку, формируя замок, исключающий появление трещин и прожогов.
- Дожидаются естественного остывания шва. Принудительные методы применять нельзя.
- Очищают соединение от шлака, используя молоток. Полируют и шлифуют шов.
Рекомендуем к прочтению Как сваривать нержавеющую сталь электродами

В газовой среде
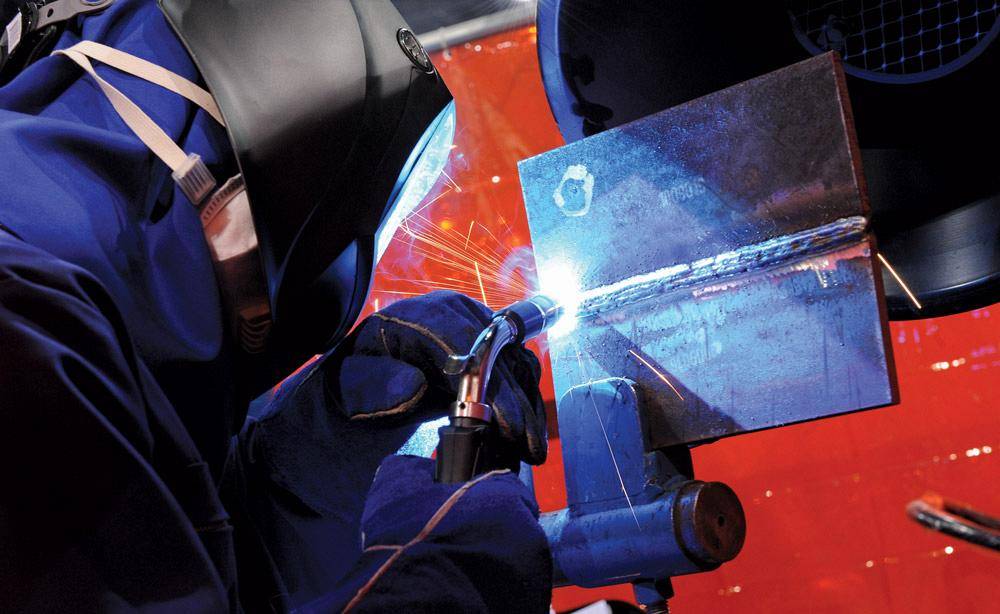
Процесс ведется с использованием неплавких электродов из вольфрама. Из-за высокой стоимости работ метод редко применяется в домашних мастерских. Однако он помогает получить наиболее качественное, в сравнении с другими технологиями, сварное соединение. Аргонный метод применяют для устранения повреждений в газо- и водопроводах. Сварка черного металла с нержавейкой ведется с постоянным током.
Газ начинают подавать за 5-10 секунд до появления электрической дуги. Попадание воздуха в сварочную ванну приводит к окислению, ухудшению антикоррозионных свойств стали. При работе недопустимы зигзагообразные движения электрода. Они способны нарушать газовое пространство.
Применяемые электроды
Разобравшись с технологией сварки, можно переходить к вопросу какими электродами и присадочной проволокой следует воспользоваться для сварки чёрного металла и нержавейки. Проволока, применяемая в процессе сваривания двух различных сталей должна содержать не менее 30% основного материала. Степень его легирования должна быть такой же или выше, как у свариваемых металлов. В случае с нержавейкой и чёрным – основным материалом является нержавеющая сталь (как имеющая наиболее высокую степень легирования). Остальную долю в присадочном материале занимает никель и марганец.

Электроды для сварки
В принципе, хорошее сварное соединение для не сильно ответственных конструкций, можно получить и без применения специальных расходных материалов. Чаще всего применяются для соединения нержавеющей и обычной стали нержавеющий электрод или нержавеющая присадочная проволока. Такие электроды содержат повышенное количество легирующих компонентов, позволяющих компенсировать их выгорание в процессе нагрева.
Если необходимо сварить какую-либо ответственную конструкцию, следует обратить внимание на специальные переходные электроды для варки разнородных или трудно свариваемых сталей. При их использовании наплавляется специальный промежуточный (или буферный) слой, который и позволяет соединить детали
Наиболее часто используются электроды ОЗЛ-312 (в случае, когда химический состав сталей вообще неизвестен) и НИИ-48Г.
Технология работ
Подготовительный этап включает в себя процедуры по очистке поверхности механическим способом или вручную до получения чистого металла. После удаления посторонних частиц заготовки необходимо обезжирить.
Независимо от выбора технологии, сталь с нержавейкой удобнее всего сваривать в горизонтальном положении – в этом случае расплавленный металл будет равномерно растекаться по плоскости.
Черный металл плавится медленнее, чем нержавейка, поэтому в процессе работ необходимо следить за равномерным прогревом поверхности. Взаимное перемешивание расплавленных металлов – залог качественного шва.
Как проконтролировать качество соединения?
После полной кристаллизации шва, для проверки надежности соединения, необходимо выполнить проверку его эксплуатационных характеристик. Существует несколько надежных способов:
- Керосином. С помощью нефтепродуктов проверяют герметичность соединения. Его наносят непосредственно на шов. При неоднородной структуре соединения следы керосина появятся с обратной стороны шва.
- Ацетон. Цель та же – проверка герметичности. Для визуального контроля над жидкостью рекомендуем добавить в нее какой-нибудь яркий краситель.
- Гидравлический метод. Применяется на промышленных предприятиях для проверки сосудов и емкостей, работающих под давлением. Наиболее надежный способ проверки качества шва.
Помимо вышеперечисленных метод не стоит забывать про визуальный осмотр. Опытный сварщик может определить наличие или отсутствие дефектов с одного взгляда.
Как проконтролировать качество соединения
Проверку полученного шва проводят после полного его остывания. В первую очередь производят визуальный осмотр поверхности на наличие трещин или прожига деталей. Если требуется герметичность соединения, то проверку продолжают с применением керосина или аммиака. С помощью керосина проверяются микротрещины, которые могли возникнуть в процессе сваривания. Для этого с одной стороны проверяемого шва наносят меловой раствор, а с другой стороны — керосин, подкрашенный красителем. Если меловой раствор изменил цвет – герметичность шва отсутствует. В том месте, где произошло окрашивание и отсутствует герметичность. Эффект окрашивания основан на капиллярном проникновении керосина по микротрещинам. Именно керосин также выбран неслучайно, эта жидкость имеет очень большую текучесть. Проверка аммиаком не отличается от проверки с помощью керосина, только в этом случае меловой раствор заменяют специальными индикаторами, меняющими цвет.

Качество соединения шва
Ответственные замкнутые конструкции можно также проверить и на герметичность, и на прочность одновременно. Для этого используется искусственно создаваемое гидравлическое давление.
Проверка качества шва позволит быть уверенным, что удалось качественно сварить детали.
Как приварить нержавейку к черному металлу: способы и порядок действий
Существуют три способа, чем приварить нержавейку к черному металлу:
- Единичными электродами с никелевым покрытием в системе мма.
- Электродами из вольфрама. В этом случае необходима регулярная подточка наконечника стержня.
- В аргоновой среде, где газ выполняет защитную функцию. Применение газа делает соединение более надежным, помогает избежать окисления, и, как следствие, хрупкости шва. Однако данный метод подразумевает использование специализированного сварочного аппарата, способного выполнять операции в подобном режиме.
Вне зависимости от типа проводящихся сварочных работ для получения наилучшего результата стержень располагается строго перпендикулярно относительно поверхности и все движения производятся максимально плавно.
Перед сваркой нержавейки с черным металлом необходимо сделать следующее:
- Приготовить расходные материалы, произведенные на основе из никеля;
- Электроды должны быть прокалены. Самая подходящая температура должна быть в диапазоне от 200 до 205 градусов в течение 60 минут;
- Постоянный ток должен быть подключен;
- Поверхность нержавеющей стали и черного металла должна быть очищена от пыли, пятен, грязи, ржавчины.
Как варить электродом
Для соединения заготовок из нержавеющей стали и черного металла в бытовых условиях используют инверторы. Аппараты питают от сети 220 В, компактные размеры позволяют легко перемещать их. Процесс сварки ведут так:










- Очищают обрабатываемые поверхности от ржавчины, жира, пыли. Зачищают металл до блеска.
- Кромки толстых заготовок разделывают болгаркой или напильником. Это обеспечивает высокую степень проплавления, заполнение сварочной ванны.
- Тонкостенные детали сопоставляют, приваривают их в нескольких местах. Изделия толщиной более 5 мм прогревают до 150 °С. В бытовых условиях для этого используют паяльную лампу.
- Возбуждают электрическую дугу. Для этого подводят электрод к поверхности, несколько раз касаются ее. Сварку ведут с короткой дугой.
- Завершают сварку, формируя замок, исключающий появление трещин и прожогов.
- Дожидаются естественного остывания шва. Принудительные методы применять нельзя.
- Очищают соединение от шлака, используя молоток. Полируют и шлифуют шов.
Рекомендуем к прочтению Как варить нержавейку полуавтоматом
Полуавтоматический автомат
При использовании такой технологии соединяемые элементы требуют подготовки. Перед сваркой выполняют следующие действия:
- примыкающие к будущему шву участки зачищают железной щеткой до металлического блеска;
- с кромок толстых заготовок снимают фаски;
- обезжиривают поверхности ацетоном, спиртом или бензином;
- просушивают кромки, прогревая их горелкой;
- для устранения внутреннего напряжения детали нагревают до 200 °С.
Для ведения сварки в домашних условиях достаточно полуавтоматического аппарата мощностью до 10 кВт. Такие приборы предназначены для соединения заготовок толщиной до 3 мм. При настройке агрегата выставляют напряжение в 19-25 В. Рекомендованная скорость подачи расходного материала – 300-400 м/ч. Силу тока подбирают в зависимости от толщины металла. Увеличением или уменьшением этого параметра регулируют степень провара, длину электрической дуги, форму шва.
При работе соблюдают следующие правила:
- Процесс ведут с током обратной полярности.
- Горелку устанавливают под наклоном, обеспечивающим нужную глубину проплавления и ширину сварочной ванны. Проволока должна выступать не более, чем на 12 мм.
- Расход газа должен составлять 6-12 м³/час. Для устранения лишней влаги вещество пропускают через осушитель.
- Электрод перед применением прокаливают при +200 °С.
- Для защиты прилегающих участков от брызг расплава их обрабатывают водным раствором мела.
- Сварку начинают, отступая 5 мм от кромок деталей. Это препятствует появлению холодных трещин.
- Электрод ведут вдоль соединения плавно. Совершение поперечных движений недопустимо. Расплав не должен покидать пределы защитной среды.
В газовой среде
Процесс ведется с использованием неплавких электродов из вольфрама. Из-за высокой стоимости работ метод редко применяется в домашних мастерских. Однако он помогает получить наиболее качественное, в сравнении с другими технологиями, сварное соединение. Аргонный метод применяют для устранения повреждений в газо- и водопроводах. Сварка черного металла с нержавейкой ведется с постоянным током.
Газ начинают подавать за 5-10 секунд до появления электрической дуги. Попадание воздуха в сварочную ванну приводит к окислению, ухудшению антикоррозионных свойств стали. При работе недопустимы зигзагообразные движения электрода. Они способны нарушать газовое пространство.
Инструмент
Для проведения работ необходимо подготовить сварочный аппарат, дополнительные инструменты, расходники, проволоку определенного химического состава. Список требуемых приспособлений, материалов:
- Инверторный сварочный аппарат.
- Присадочная проволока из нержавеющей стали.
- Электроды (количество зависит от размеров шва, количества свариваемых деталей).
Отдельно необходимо поговорить о выборе электродов. Существует несколько основных типов расходных металлических стержней с особым покрытием:
- ОЗЛ-25Б — применяется для соединения жаропрочных сталей.
- НИАТ-5 — используется при сварке аустенитних материалов.
- ЦТ-28 — применяется для сваривания сплавов на основе никеля.
- Э50Ф — используется для соединения теплоустойчивых металлов.
Нельзя забывать про настройку сварочного материала. Принципы выбора режимов:
- При толщине детали в 1 мм, применяют постоянный ток силой до 60 А (электрод 2 мм по диаметру).
- При толщине заготовки 2 мм, выставляют переменный ток силой до 80 А (электрод 3 мм по диаметру).
- При толщине детали 4 мм, применяют постоянный ток силой до 130 А (электрод 4 мм).
Если сила тока будет слишком большой, материалы повредятся.

Инвертор с маской и электродами
Особенности сварки ММА
Работать с нержавеющей сталью могут как трансформаторные, так и инверторные аппараты. Особенно такая сварка распространена на бытовом уровне и в небольших цехах, где налажено мелкосерийное производство не слишком ответственных изделий из нержавеющих сталей. Как уже упоминалось, сварочный аппарат для сварки нержавеющей стали может быть любой конструкции, даже любительский. В ММА-сварке важен правильный выбор электродов.
Электроды
Для работы с нержавеющей сталью подходят два вида электродов — основные ( типа СЭЗ ЗИО-8 d4,0) и рутиловые (Lincoln Electric Omnia 46 D3,0). Первые — это покрытые электроды с внешним слоем из карбоната магния или кальция. Они предназначены для постоянного тока обратной полярности. Это значит, что к электроду подключается «+» аппарата, а к свариваемой детали «—». Диаметр электрода выбирается по толщине свариваемой стали и ее марке.
Рутиловые электроды защищенные двуокисью титана (TiO2). Работать с ними можно как при постоянном токе с такой же полярностью, как и в первом случае, так и с переменным током. Они отлично держат дугу и практически не создают брызг металла, что характерно для основных электродов.
Таблица 1. Выбор электродов для нержавейки при сварке ММА
Почему так важен подбор электродов? Хром, находящийся в составе стали, очень активно взаимодействует с кислородом атмосферы и образует пленку толщиной в несколько атомов, которая, тем не менее, препятствует соединению расплава из разных частей соединяемых деталей. Покрытие электрода, сгорая, создает защитную атмосферу, которая не допускает в сварочную ванну кислород и азот. Но для нержавейки следует подбирать специальный состав защитной атмосферы, поэтому не все виды электродов подходят.
На что в первую очередь стоит обратить внимание
Большинство аппаратов TIG варят металлы на постоянном токе DC. Если вам нужно варить алюминий – необходимо приобрести аппарат сваривающий металлы на переменном токе AC. Аппарат на постоянном токе DC никогда не будет варить алюминий! Только на переменном токе AC можно сваривать алюминий. TIG сваркой можно сваривать: сталь, алюминий, медь, титан и два разнородных металла. Этот процесс идеально подходит для сварки труднодоступных швов, швов формы S, углов
Сварка аппаратом TIG позволит выполнить очень тонкие и качественные швы, особенно там, где важно чтобы шов был не заметен. Так как вы сами контролируете весь процесс сварки с помощью сварочной горелки , вы сможете делать косметические швы, автомобильные, сваривать тонкие металлы
Газ
В 99% случаев вам понадобиться Аргон. Очень редко используют Гелий, например американская ассоциация сварщиков рекомендует использовать Гелий для сварки меди, но Гелий очень дорогой и по этому все используют Аргон. Газ нужен для того, чтобы в сварочную ванну не попадал воздух, который разрушит соединение. Аргон – инертный газ, он безвреден для дыхания и не взрывоопасен. Присадочный пруток. Как правило он продается в тубах. Когда вы поднесете горелку к металлу и по вольфрамовому электроду пойдет ток на изделия которые вы будете сваривать – вам необходимо будет подсовывать присадочный пруток. Ток будет расплавлять металл и присадочный пруток, который в свою очередь будет образовывать сварочный шов. По мере продвижения горелки шов будет остывать и сваривать прочно изделия. Редуктор. Вам понадобиться специальный редуктор для Аргона, который присоединяется к баллону с газом. Вольфрамовый электрод – перед тем как вы выбрать вольфрамовый электрод нужно понимать какой металл вы будете сваривать, в принципе есть универсальный вариант WC 20 (серый). Если вы будете сваривать алюминий, то кончик электрода нужно заточить в форме шарика, а если вы будете сваривать стальные изделия – нужно заточить в форме острого наконечника. Заточить электрод можно на любом шлифовальном станке.
Переменным или постоянным током
Сваривание переменным и постоянным током обладает своими особенными характеристиками.
Основные преимущества постоянного напряжения: экономия сварочных материалов за счет низкого уровня разбрызгивания; комфорт и легкость проводимых работ; качественный шов; высокая производительность сварки; отсутствие непроверенных участков. Недостатком является высокая стоимость оборудования, способного выдавать постоянный ток. Подробнее здесь.
Главные достоинства переменного тока: легкость и доступная цена оснащения, работающего на переменке; удобство проведения сварочных работ; гарантия качественного соединения. Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут.

Коррозионностойкие стали можно сваривать различными способами. Однако, чаще всего, для сварки нержавейки используются два метода соединения:
- Ручное сваривание покрытыми электродами.
- Сварка вольфрамовым электродом в среде защитных газов.
В зависимости от метода сварки используется различный вид напряжения, а соответственно применяются электроды, подходящие для переменного или постоянного тока.
Электроды постоянного тока по нержавейке
Приступая к работе мастер должен решить какими электродами можно варить нержавейку. Сварочные материалы с обмазкой без особых проблем обеспечивают оптимальное качество соединения. Ручное сваривание осуществляется, как правило, постоянным напряжением обратной полярности. Поэтому используются нержавеющие электроды следующих марок:









Электроды ОЗЛ-8 предназначены для сварки конструкций, которые будут эксплуатироваться в условиях высоких температур – до 1000°С. При это достоинства данной марки во многом схожи с ЦЛ-11.
НЖ-13 успешно используются для сваривания деталей из пищевой стали. Расходники данной марки отлично сваривают сплавы, где присутствуют хром, никель и молибден. Главная отличительная особенность таких электродов – образование тонкого слоя шлаковой корки, которая отделяется самопроизвольно.

Электроды НИИ-48Г.
Ниже приведен перечень ещё нескольких востребованных электродов по нержавеющим сталям:
ЗИО-8 предназначены для жаростойких коррозионностойких сталей.
Электроды НИИ-48Г используются для работы с ответственными конструкциями.
ОЗЛ-17У подойдут для нержавейки, работающей в средах, где присутствуют серная или фосфорная кислоты.
В соответствующем разделе представлены остальные марки электродов для сварки нержавейки.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие.
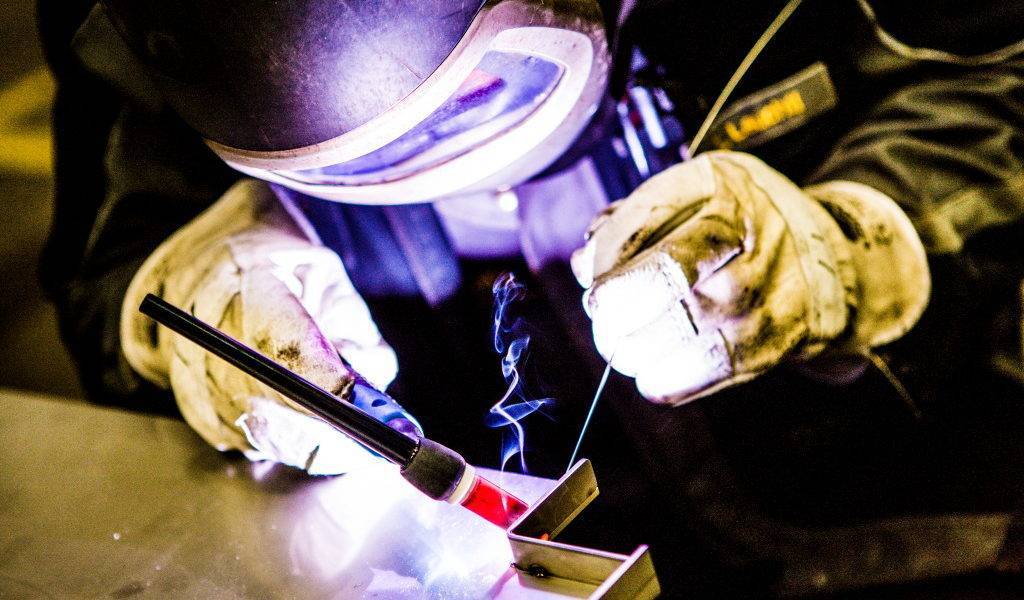
Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.
Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.





