

Технологический процесс
Несмотря на то, что аргонодуговая TIG сварка требует навыка и профессиональных знаний, ее можно выполнить своими руками. Перед этим необходимо разобраться, что такое сварка ТИГ в принципе, какое необходимо оборудование, последовательность действий.
Этапы сборки сварочного аппарата:
- Соединение осциллятора с инвертором.
- Прикрепление к клемме со знаком плюс провода, отвечающего за массу.
- Прикрепление к клемме со знаком минус провода, соединенного с горелкой.
- Закрепление горелки на рукав, через который проходит газ.
- Подготовка баллона с аргоном. Накрутка редуктора.
- Закрепление на редукторе рукава, подающего газ.
- Подключение инвертора к сети 220 В. Осциллятор питается от блока 6 В.
Аргонодуговая сварка своими руками в ручном режиме имеет следующий алгоритм:
- Очистка поверхности, где будет производиться сварка.
- Подготовка горелки к работе.
- Подача аргона.
- Розжиг дуги.
- Начало сварки.
Для очистки можно использовать способы механический или химический. Заканчивать очистку надо обезжириванием. Газ следует подавать на несколько секунд раньше, чем подключать к сети источник питания. Это обеспечит появление защитного слоя.

Важно! Чтобы была создана малая сварочная дуга, электрод должен располагаться на расстоянии минимум в 2 мм от свариваемой поверхности. После разжигания дуги можно приступать к сварочному процессу
Горелкой, находящейся в левой руке, сварщик ведет дугу вдоль шва, а правой двигает проволоку навстречу перемещению горелки
Электрод и проволока должны составлять угол примерно 90°. Недопустима резкая подача проволоки, поскольку это может привести к брызгам раскаленного металла и образованию неровного шва
Горелкой, находящейся в левой руке, сварщик ведет дугу вдоль шва, а правой двигает проволоку навстречу перемещению горелки. Электрод и проволока должны составлять угол примерно 90°. Недопустима резкая подача проволоки, поскольку это может привести к брызгам раскаленного металла и образованию неровного шва
После разжигания дуги можно приступать к сварочному процессу. Горелкой, находящейся в левой руке, сварщик ведет дугу вдоль шва, а правой двигает проволоку навстречу перемещению горелки. Электрод и проволока должны составлять угол примерно 90°. Недопустима резкая подача проволоки, поскольку это может привести к брызгам раскаленного металла и образованию неровного шва.
Аргонодуговая сварка алюминия
Алюминий, благодаря своим свойствам, часто используется в машиностроении, в частности, в автомобильном, также многие предметы быта сделаны из алюминия. Он устойчив к коррозии и низким температурам, пластичен, хорошо проводит электрический ток. Алюминий хорошо подходит для создания деталей, труб, втулок, прутьев. Единственный недостаток – во время сварки на его поверхности формируется тонкая оксидная пленка. Единственный способ не допустит её появления – изолировать металл от кислорода.
 Чаще всего аргоном варят алюминий
Чаще всего аргоном варят алюминий
Также при сварке алюминия аргоном применяют переменный ток прямой полярности. Сама по себе оксидная плёнка плавится только при очень высоких температурах, выше, чем алюминий. Поэтому перед началом работы её убирают либо нанесением химических растворов, либо механическими методами.
Сварка алюминия и сплавов в среде аргона
| Тип соединения | Толщина свариваемого металла | Диаметр электрода | Диаметр присадочной проволоки | Сварочный ток | Расход газа | Число проходов |
| Ручная сварка | ||||||
| Отбортовка кромок | 1.0 | 1.0 | — | 40-50 | 4-5 | 1 |
| Встык, без разделки, одностороннее | 3.0 | 3.0-4.0 | 2.0-3.0 | 100-130 | 8-10 | 1 |
| Встык, без разделки, двухстороннее | 5.0 | 4.0-5.0 | 3.0-4.0 | 200-240 | 8-10 | 2 |
| Автоматическая сварка | ||||||
| Встык, без разделки | 3.0 | 4.0 | 2.5 | 180-200 | 14-16 | 1 |
| Встык, без разделки | 6.0 | 5.0 | 2.5 | 250-290 | 16-18 | 1 |
Подробное видео о сварке алюминия аргоном
2 Технология ТИГ сварки своими руками
Залогом правильной реализации ТИГ метода является правильно подобранный режим сварки. Выбирать режим необходимо исходя из толщины свариваемых поверхностей. Представляем вашему вниманию нормативную справочную таблицу.
| Толщина свариваемых заготовок, мм | Сварочный ток, А | Диаметр, мм | Скорость сварки, м/ч | Расход аргона, л/мин | |
| Электрода | Проволоки для присадки | ||||
| 1 | 40-60 | 1,5-2 | 1,6 | 12 | 5-6 |
| 2 | 80-100 | 2-3 | 2 | 10 | 6-9 |
| 3 | 140-160 | 4 | 2 | 8 | 10-12 |
| 4 | 180-200 | 5 | 2-2,4 | 7 | 10-12 |
| 5-6 | 200-240 | 5-6 | 2,4-3 | 6 | 14-15 |
| 8-12 | 280-320 | 8-10 | 3-4 | 5-4 | 22-23 |
Аргонодуговая сварка своими руками достаточно сложна в выполнении, чтобы реализовать технологию придерживайтесь следующих рекомендаций:
- Электрод нужно удерживать максимально близко к стыкующимся поверхностям, чтобы обеспечить наиболее короткую дугу — при росте ее длины буде увеличиваться ширина сварного шва и, как следствие, надежность и качество стыка.
- В процессе выполнения шва горелка должна перемещаться вдоль его оси, поперечные движения не допускаются. За счет такой направленности обеспечивает эстетичный шов минимальной толщины.
- Чтобы не допустить насыщение зоны шва кислородом необходимо строго следить за тем, чтобы проволока для присадки и электрод не покидали область подачи защитного газа.
- Проволока должна подаваться предельно плавно, при ее резкой подачи велик риск разбрызгивания металла.
- Присадочную проволоку нужно размещать перед горелкой, под углом к стыкующимся поверхностям, и не допускать поперечных колебаний.
- На этапе подготовки необходимо обезжирить соединяемые поверхности и очистить их от окислов и загрязнений.
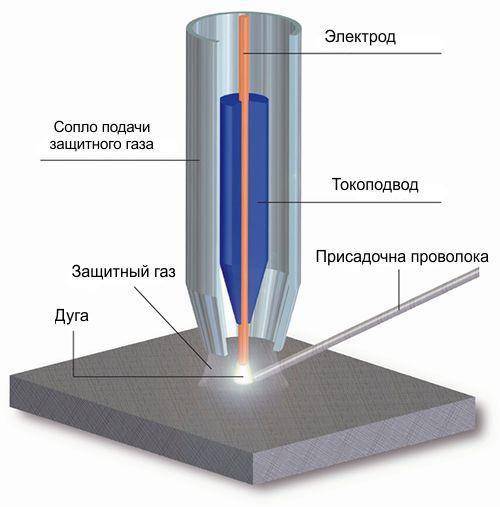
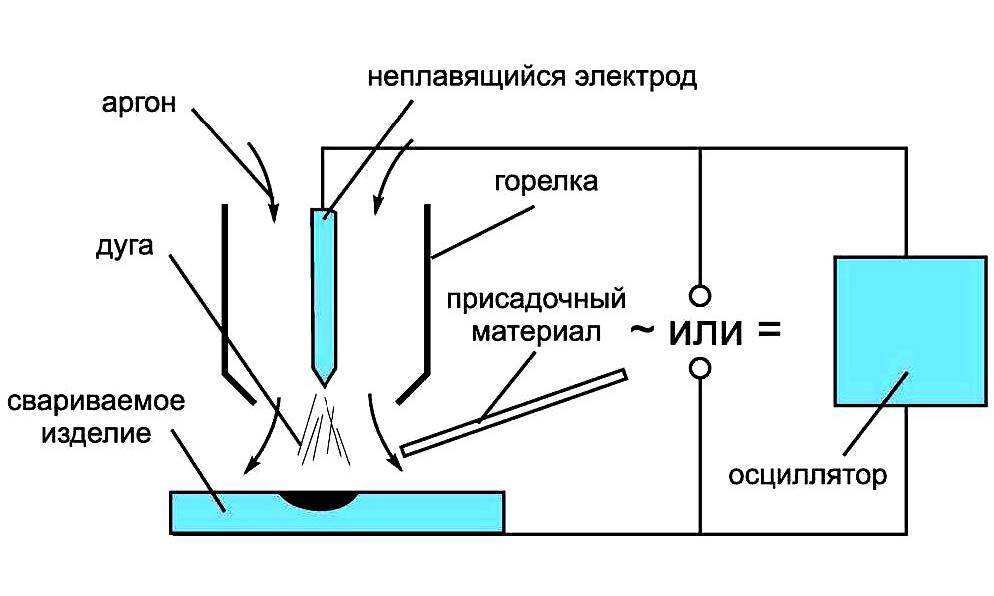
Схема ТИГ сварки
Если работы своими руками выполнены правильно, сварочная ванна будет удлинена в сторону движения горелки. Образование ванны круглой либо овальной формы говорит о том, что кромки соединяемых деталей недостаточно проплавлены.
По окончанию стыковки заваривание кратера осуществляется с планомерным понижением мощности подающегося тока, обрыв дуги не допускается. После отключения тока прерывать подачу газа можно спустя 7-10 секунд, а начинается подача аргона за 20 секунд до начала работы.
Режимы сварки листового черного металла аргоном
Даже если вы не имеете никакого опыта, не переживайте, соблюдая все требования можно получить хорошее соединение. Для того, чтобы в конечном итоге шов был как можно более прочным и надежным, надо верно подобрать режим, который будет максимально подходить заданной толщине заготовки и другим показателям.
| Толщина заготовки, мм | Сила тока, А | Скорость прохождения сварки, см/мин | Присадочный материал | Расход аргона при сварке стали, л/мин | |
| Диаметр, мм | Скорость подачи, см/мин | ||||
| 0,9 | 95 | 26 | 1,6 | 42,5 | 8 |
| 1,3 | 118 | 26 | |||
| 1,5 | 130 | 26 | |||
| 1,5 | 200 | 30 | |||
| 2,3 | 160 | 20 |
Прежде чем приступить непосредственно к сварочным работам подготовить металл. Для этого надо хорошо зачистить окончания, которые будут подвергаться соединению. Также если на поверхности присутствует масляная пленка, то ее нужно убрать.Технология сварки металла аргоном

На следующем этапе поверхность покрывается флюсом и задаются нужные параметры сварочного аппарата. После выполнения этого порядка действий можно переходить к сварочным работам. Источник энергии и присадочный материал подводятся к участку соединения и зажигается дуга. Когда возникнет сварочная ванна, дуга должна непрерывно вестись до самого конца, осуществляя медленную подачу проволоки.
После выполнения процесса не забудьте проверить полученный результат. Изначально осмотрите соединение на наличие внешних дефектов. Для того, чтобы провести более детальный осмотр внутреннего состояния изделия можно прибегнуть к рентгено- и магнитографическому анализу. Помимо этого часто используется и контроль качества ультразвуком, благодаря которому можно убедиться в отсутствии скрытых микротрещин.




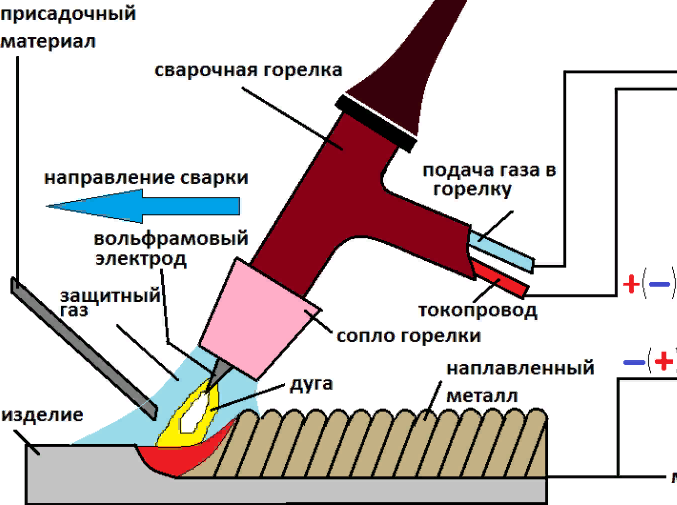
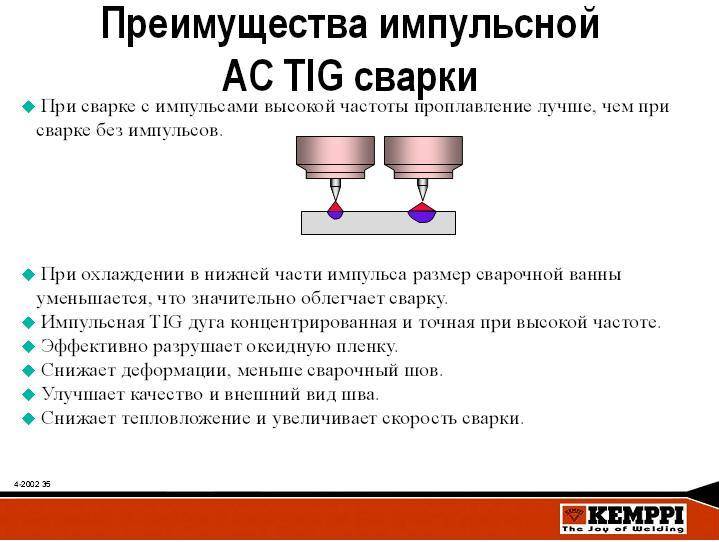
Влияние полярности тока на процесс сварки тиг
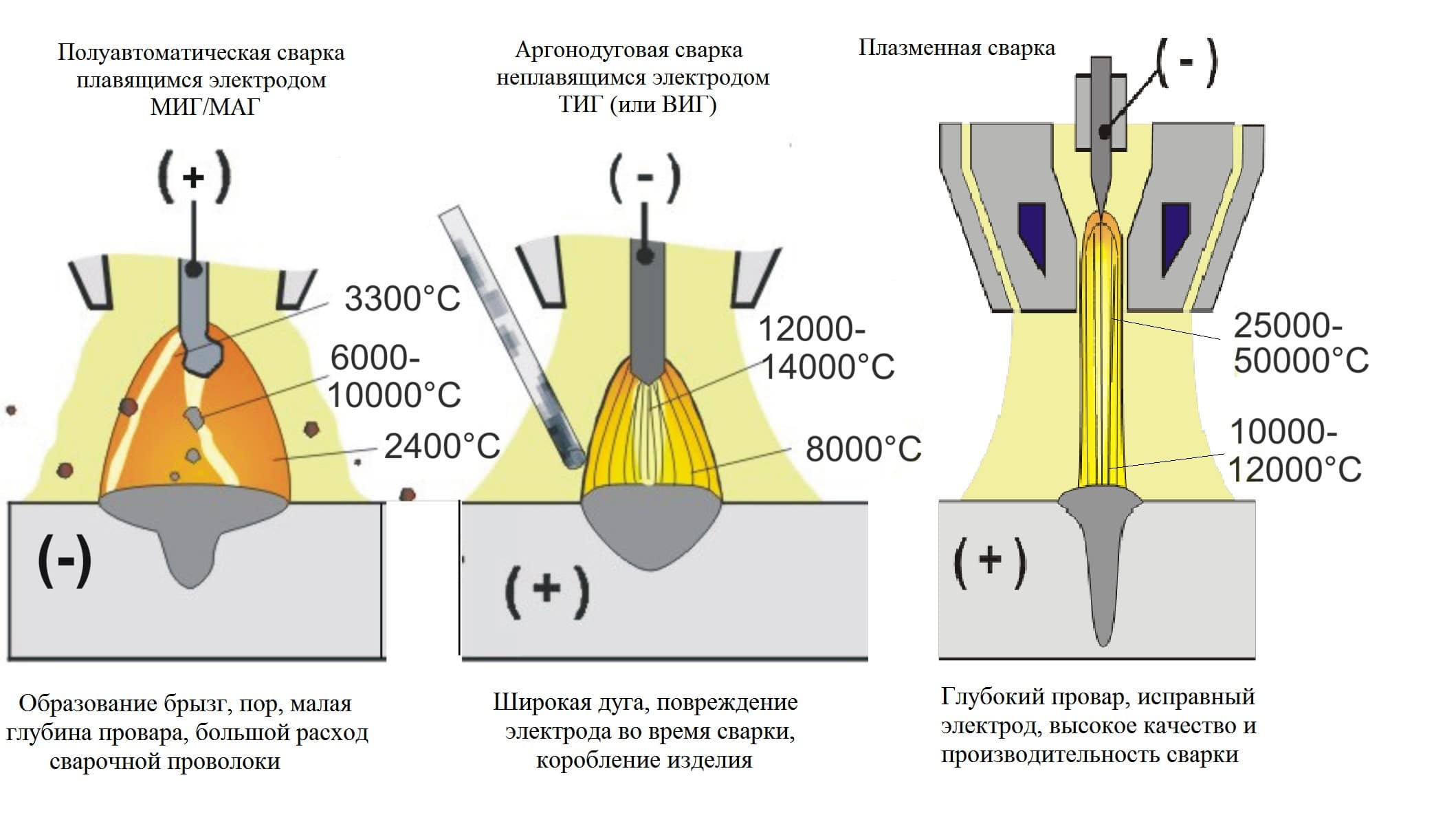
Полярность тока сварки существенным образом сказывается на характере протекания процесса дуговой сварки в инертном газе вольфрамовым электродом. В отличии от сварки плавящимся электродом (к которой относится сварка ММА и МИГ/МАГ) при сварке неплавящимся электродом в защитной среде инертного газа различия в характере процесса сварки на обратной и прямой полярности носят противоположный характер.
Так при использовании обратной полярности процесс сварки ТИГ характеризуется следующими особенностями:
– сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности неплавящийся электрод должен быть большего диаметра при одном и том же токе; в противном случае он будет перегреваться и быстро разрушится);
– зона расплавления основного металла широкая, но неглубокая;
– наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (так называемое катодное распыление), что улучшает сплавление кромок и формирование шва.
В то время как при сварке на прямой полярности наблюдается:
– повышенный ввод тепла в изделие и сниженный в электрод;
– зона расплавления основного металла узкая, но глубокая.
Как и в случае сварки ММА и МИГ/МАГ, различия свойств дуги при прямой и обратной полярности при сварке ТИГ связаны с несимметричностью выделения энергии на катоде и аноде. Эта несимметричность, в свою очередь, определяется разностью в значениях падения напряжения в анодной и катодной областях дуги. В условиях сварки неплавящимся электродом катодное падение напряжения значительно ниже анодного падения напряжения, поэтому тепла на катоде выделяется меньше, чем на аноде.
Ниже приведен примерный объем выделения тепла на различных участках дуги применительно к сварке ТИГ при токе сварки 100 А и при использовании прямой полярности (как произведение падения напряжения в соответствующей области дуги на ток сварки):
– в катодной области: 4 В х 100 А = 0,4 кВт на длине ≈ 0,0001 мм
– в столбе дуги: 5 В х 100 А = 0,5 кВт на длине ≈ 5 мм
– в анодной области: 10 В х 100 А = 1,0 кВт на длине ≈ 0,001 мм.
В связи с тем, что при сварке на прямой полярности наблюдается повышенный ввод тепла в изделие и сниженный в электрод, при сварке на постоянном токе используют прямую полярность. При этом, благодаря тому, что тепло выделяется, в основном, в анодной области, плавятся только те участки основного металла, на которые направляется дуга, т.е. где оказывается размещенным анод.
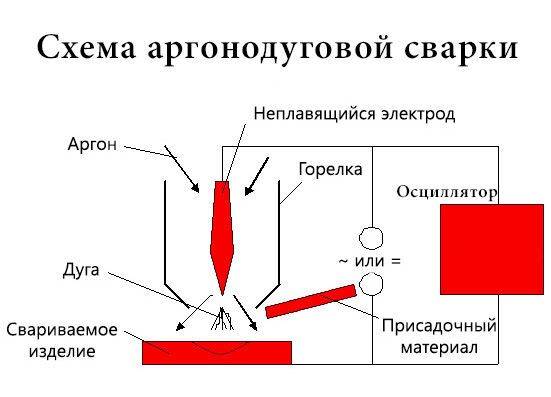
Делаем аргоновую сварку в домашних условиях
Хотя технология аргонодуговой сварки относится к числу сложных и характеризуется множеством технических нюансов, многие домашние умельцы умудряются выполнить работы с использованием подручных средств. Для этого обязательно нужно иметь инверторную сварку, хотя в некоторых случаях допускается ее замена ретроспективной трансформаторной установкой. Естественно, необходимо иметь баллон с инертным газом, маска и редуктор.
Помимо этого, для реализации идеи самодельного аргонового аппарата понадобятся инструменты:
- электродрель, болгарка и обычный сварочный аппарат;
- гаечные ключи, отвертка, ножовка по металлу, плоскогубцы;
- тестер, амперметр, микрометр, вольтметр.
Источник тока можно сделать из сварочного трансформатора, и выпрямителя, которые в данном случае нужно будет совместить с осциллятором. Первичную обмотку необходимо выполнить из медного провода толщиной до 0,8 мм. Для вторичной обмотки потребуется медь куда большего диаметра – не тоньше 3,5 мм.
Газовая горелка по значимости будет следующей. Для корпуса желательно использовать латунь, а само сопло можно выточить из меди. Для герметизации стыка между этими двумя компонентами подходит термостойкая резина. Тем более, что прокладку из гибкого материала сделать несложно.
Аргон будет подаваться к горелке по медной трубке, которая заводится в отверстие в корпусе, а стыковочный шов запаивается. Эта же магистраль станет отличным проводником тока, который необходим для розжига и поддержания дуги. Вольфрамовый электрод должен иметь острый конец, который шлифуется под углом примерно 45 градусов. Ориентировочная длина стержня будет составлять 25-30 см.
Важно понять, что в домашних условиях сделать оборудование для аргонодуговой сварки – это достаточно сложная задача. И далеко не всегда «овчинка будет стоить выделки»
Если оборудование будет использоваться редко, то затраты на его изготовление могут никогда не окупиться. Очень часто намного практичней воспользоваться услугами специалиста со своим оборудованием или же приобрести уже готовый аппарат бюджетного ценового сегмента.
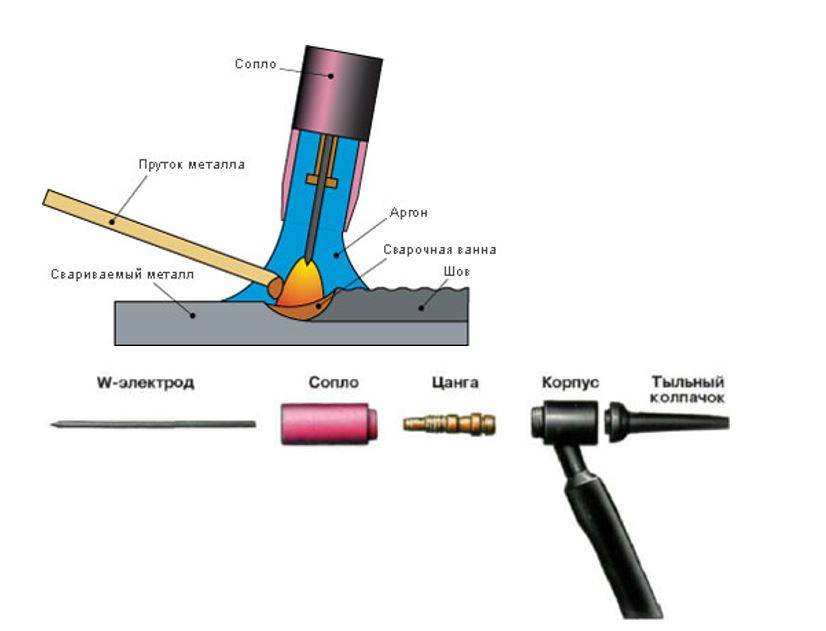
Расходные материалы
Прутки
При сварке аргонодуговой вольфрамовым электродом используют специальные присадочные прутки, для заполнения сварного соединения металлом. Так, как технология позволяет работать с большей частью стали цветных металлов, эти присадочные прутки имеют различный состав и разделяются на присадки из:
металлом. Так, как технология позволяет работать с большей частью стали цветных металлов, эти присадочные прутки имеют различный состав и разделяются на присадки из:
- нержавейки, используется для нержавеющей стали и создания швов, с высокой сопротивляемостью коррозии;
- алюминия и алюминиевых сплавов, надежный шов выдерживающий высокие температуры, не теряя герметичности шва;
- меди и медных сплавов, такой шов имеет высокие показатели электропроводимости, гибкости. Прутки из меди используются для
- сваривания ряда цветных металлов;
- никеля, для сваривания чугунных изделий и создания швов стойких к окислению.
Проволока
Материал, предназначенный для использования в установках с автоматической подачей сварочного материала. Как и прутки разделяется на группы по составу, применимому к различным видам стали, имеет различную толщину.
Газ
Основной расходный материал это – газ, а точнее газовая смесь. Ввиду высокой стоимости чистый аргон применяется довольно редко, зачастую сварщики пользуются смесью аргона и углекислого газа или гелия. Газ, как и толщина проволоки, и ее состав подбирается исходя из вида металла и его толщины.
Шланги, фитинги
Если все работы производятся стационарно, то комплекта шлангов и соединений должно хватить на длительный промежуток, но учитывая специфику работ, эти элементы довольно часто изнашиваются и требуют замены. При выездных работах шланги – один из первых расходников. Они рвутся, прожигаются, очень часто нужно добавить длины и так далее.
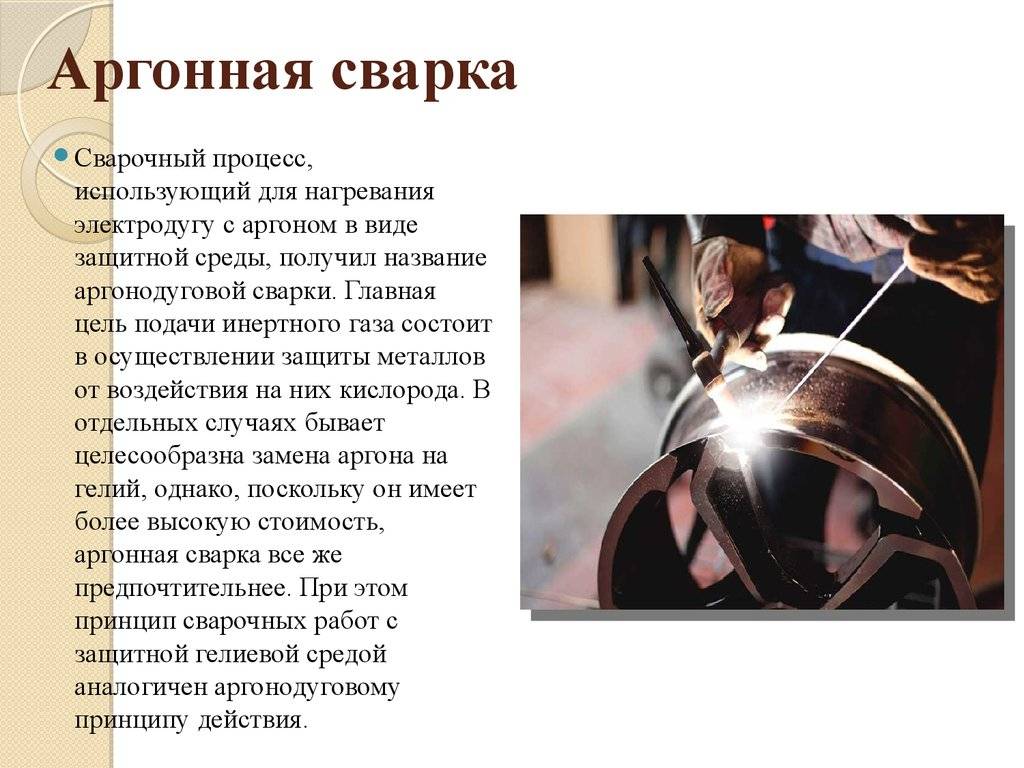
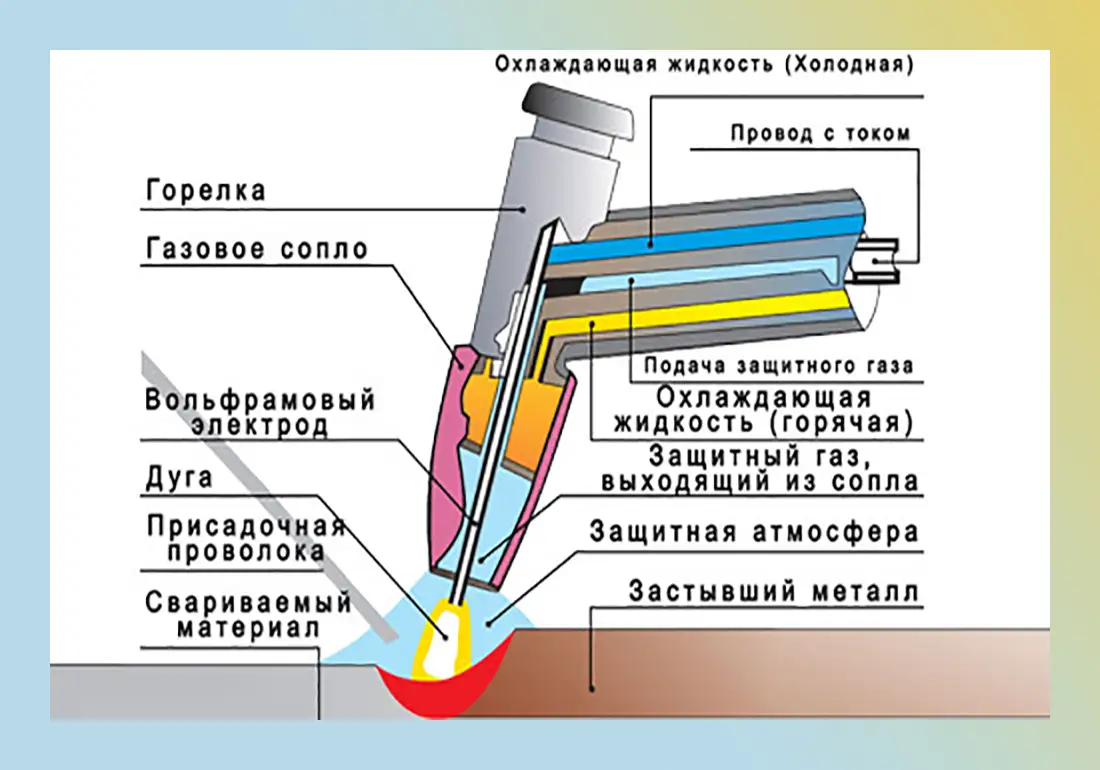
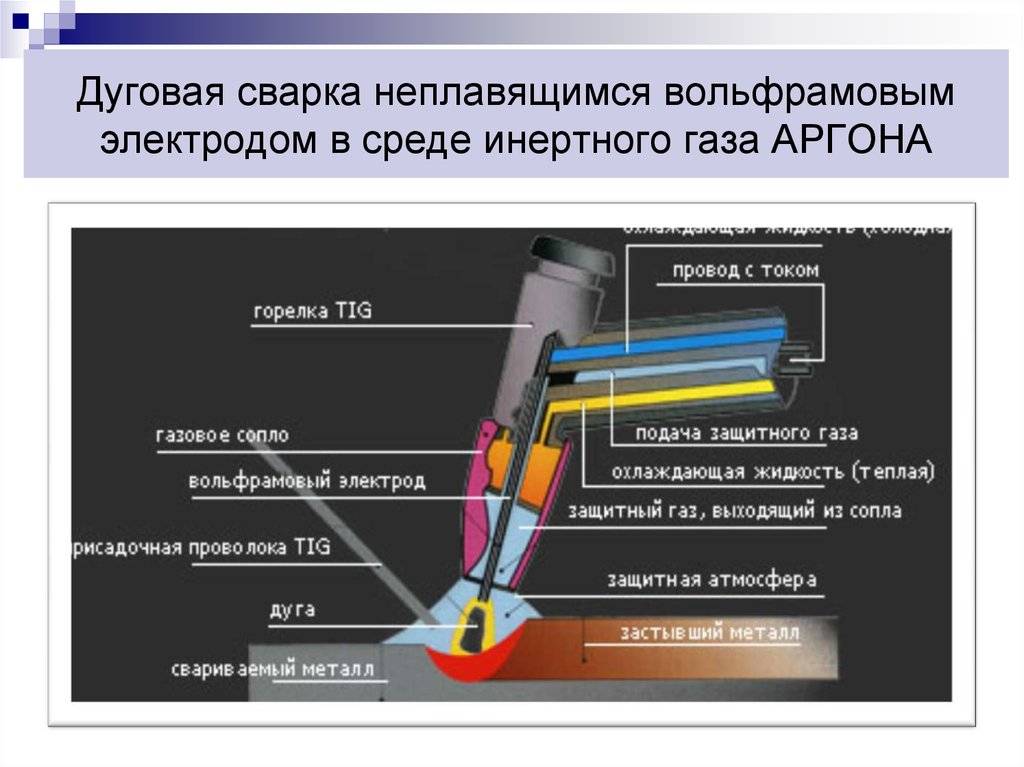
Определение и обозначение сварки в среде аргона.
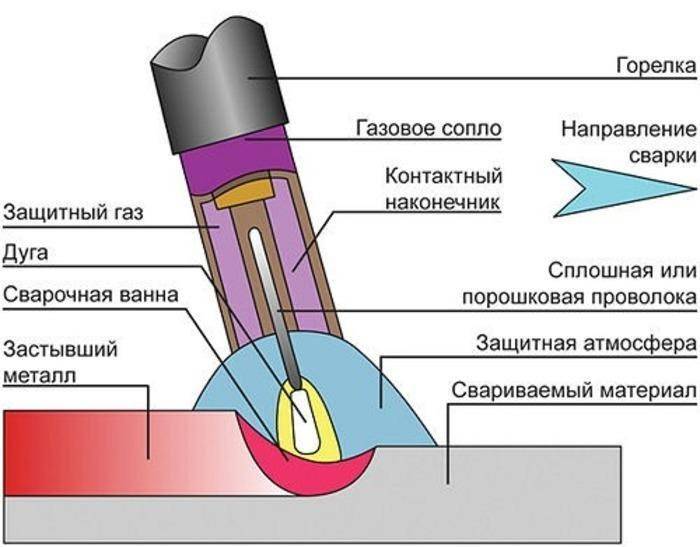
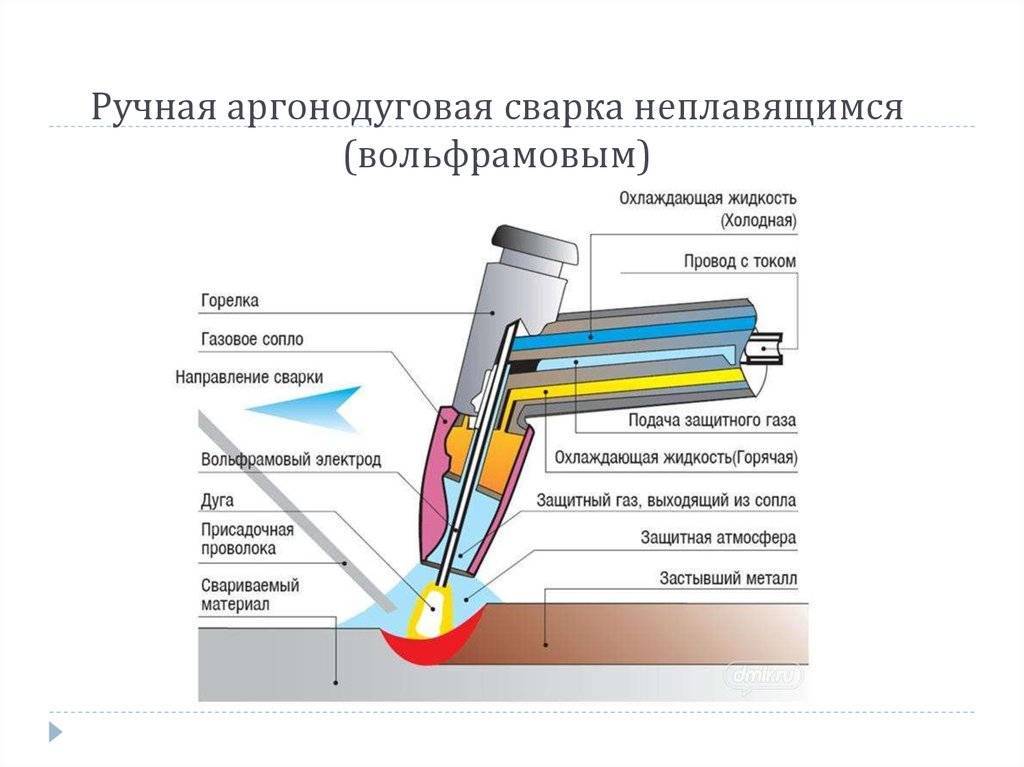
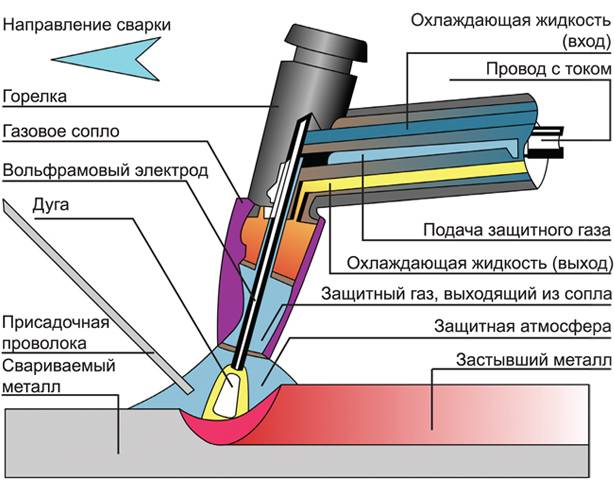
Аргонодуговая сварка – способ получения неразъёмного соединения металлов электрической дугой, при котором в качестве защитного газа используется аргон. Сварочная дуга образуется между неплавящимся вольфрамовым электродом и свариваемым изделием, а получение сварного шва происходит в процессе оплавления кромок свариваемого металла. При недостатке собственного основного металла для получения сварного соединения, в сварочною ванну подается дополнительный материал – сварочная проволока. Данный способ сварки, следуя международному обозначению, также принято называть TIG или WIG сваркой.
Используемые сварочные материалы
Для TIG сварки требуются следующие материалы:
- защитные газы;
- электрические проводники (электроды);
- присадочные прутки и проволоки.
Сварочные материалы обеспечивают стабильное горение электрической дуги и получение сварных беспористых швов с высокой устойчивостью к механическим воздействиям.
Защитные газы
Защитные газы для TIG сварки оказывают влияние на перенос металлов, форму и физические характеристики шва. Они позволяют увеличить скорость и эффективность сварки. Чаще всего в качестве защитного газа используется аргон. Он имеет невысокую теплопроводность и низкий потенциал ионизации. При сварке деталей в аргоновой среде шов получается глубоким и узким.
Также в качестве защитного газа для ТИГ сварки может использоваться гелий. Он легко проводит тепло и обладает высоким потенциалом ионизации. При сваривании изделий в гелиевой среде увеличивается ширина шва. Данный инертный газ обеспечивает стабильное смачивание свариваемых заготовок по краям.

Электроды
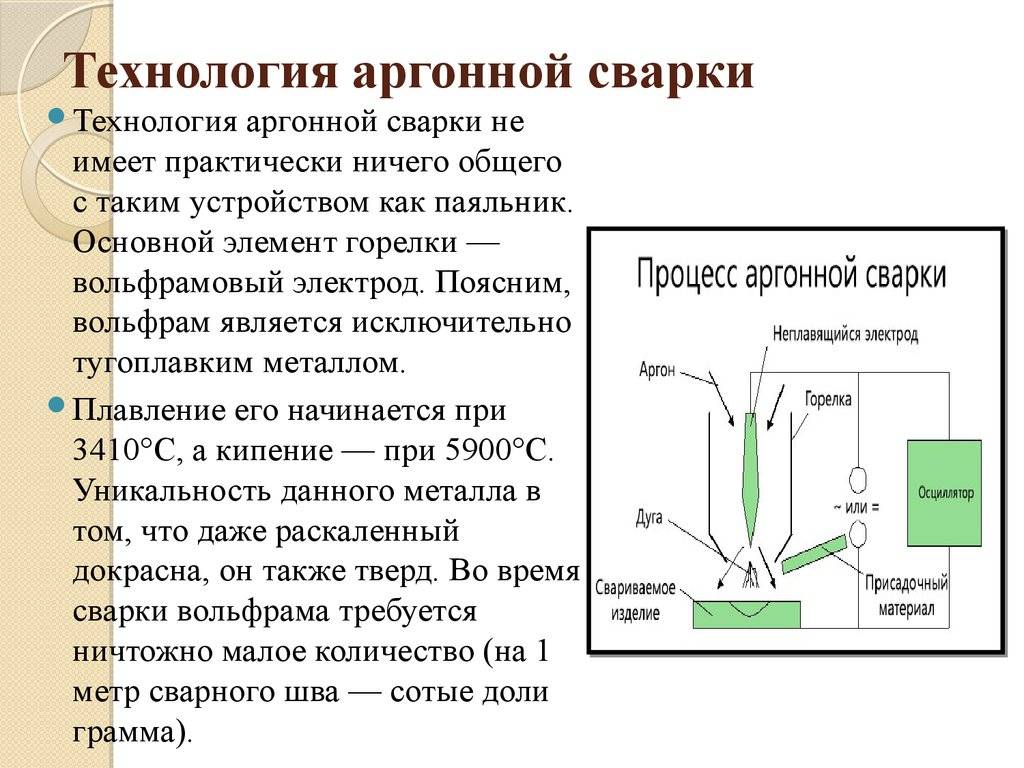
Электроды для аргонодуговой сварки состоят из прочного вольфрама, являющегося одним из самых тугоплавких химических элементов. Они улучшают качество шва слабо нагреваются при горении электрической дуги. В следующей таблице представлен расход вольфрамовых электродов при аргонодуговой сварке деталей из различных материалов: Расход электродов






| Свариваемый материал | Толщина поверхности, мм | Диаметр электрических проводников, мм | Расход на 100 м шва, г | |
| При ручном сваривании | При автоматическом сваривании | |||
| Нержавеющие стали с высокой теплостойкостью | 1 | 1,5 | 8,3 | 3,9 |
| 2 | 2 | 23,4 | 10,9 | |
| 3 | 3 | 83,3 | 39 | |
| 4 | 4 | 132,2 | 125 | |
| 5 | 5 | 165 | 156 | |
| Сплавы магния и алюминия | 2 | 2 | 23,4 | 10,9 |
| 4 | 3 | 83,3 | 39 | |
| 5 | 4 | 132,2 | 156 | |
| 7 | 5 | 165 | 156 |
Вольфрамовые электроды для аргонной сварки не требуют применения присадок и различных проволок. Для улучшения технических характеристик электрических проводников необходимо проводить их предварительную заточку. Эта процедура обеспечит стабильное горение дуги во время сваривания заготовок.
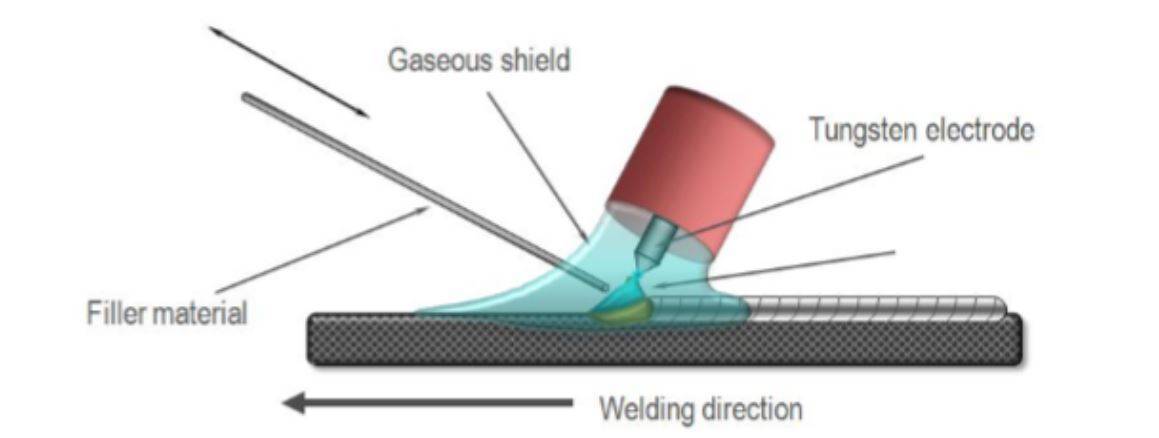
Технология выполнения и параметры
Существует много видео сваривания металлов в различных режимах TIG. Для начала необходимо очистить кромки от ржавчины, масла или краски. Выбирается величина сварочного тока, толщина электрода и давление в подаче аргона.
Электрод затачивается так, чтобы риски оставались параллельно оси стержня. Чем они будут меньше, тем качественнее будет шов. После наждачного круга рекомендуется полировка кончика электрода. Когда предстоит сварка тонких металлов, выбираются соответствующие электроды и производится острая заточка их кончика. При работе с толстыми свариваемыми частыми, угол заточки можно увеличивать.
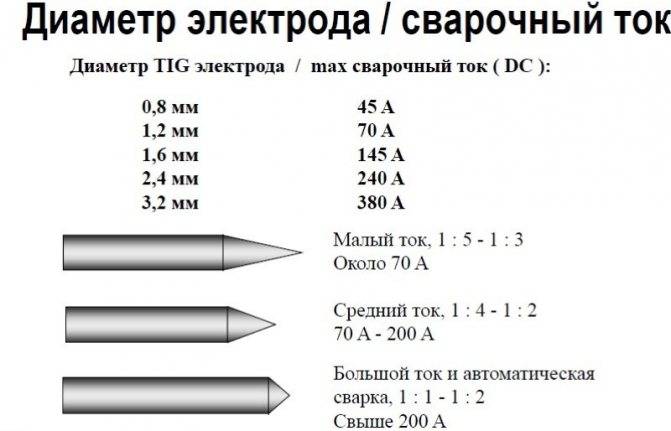
Сила тока напрямую влияет на степень проплавки и ширину шва. Вот несколько рекомендаций для основных ситуаций:
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 1 | 45-55 | 1,5 |
| 2 | 80-90 | 2 |
| 3 | 120-150 | 3,2 |
| 4 | 170-190 | 5 |
Среди видов розжига дуги выделяется три способа:
- проведение иглой по металлу;
- точечное касание, называемое Lift TIG;
- бесконтактный розжиг.
<pПервый способ довольно проблематичный, поскольку ведет к частому прилипанию электрода и его быстрому притуплению. Вид розжига дуги лифт относится к аппаратам средней ценовой категории. Последний способ наиболее комфортный, но им оснащаются только дорогие устройства.
Ведение дуги производится по-разному, в зависимости от требуемого результата. Для получения тонкого и ровного шва необходимо соблюдать зазор между иглой и поверхностью в 3 мм. Увеличение этого расстояния приведет к расширению сварочной ванны, и уменьшению степени проплавки. Шов выполняется справа налево, без колебательных движений. Эта технология применяется для соединения тонких частей.
Когда работа ведется с толстыми пластинами, то выполняется разделка кромок под 45°. Корневой шов ведется ровно. Заполняющий и накладной швы выполняются поперечно-колебательными движениями с дополнительной присадкой проволоки. Вылет иглы при стыковых соединениях должен быть 5 мм. Для угловых выставляется индивидуально, исходя из диаметра сопла и доступности к зоне сварки. Соответственно необходимо увеличить подачу аргона, чтобы защитить сварочную ванну.
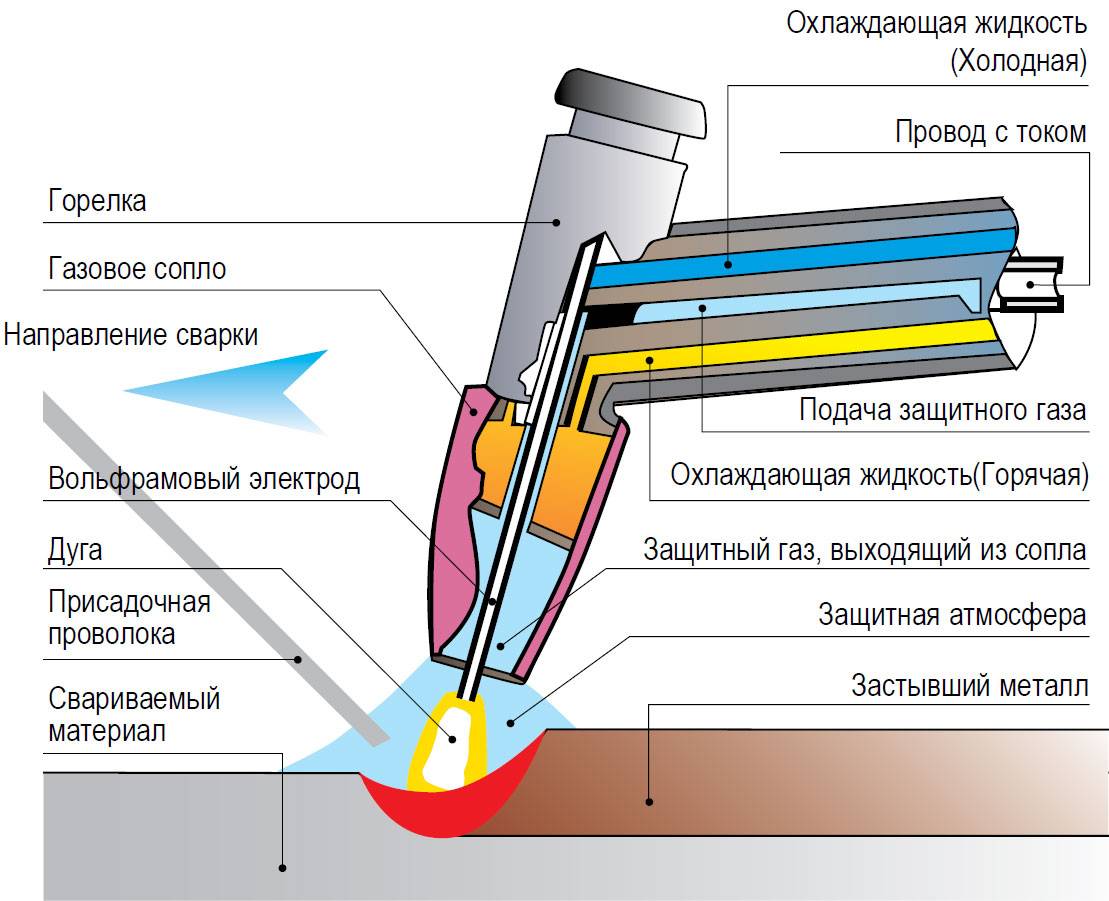
Состав оборудования и область применения сварки TIG
Каждый вид сварки имеет своё предназначение, преимущества и недостатки, а также набор необходимого оборудования и расходных материалов для качественного поведения работ с наилучшим результатом. В перечень оборудования для сварки TIG входят следующие компоненты:
- инвертор ММА+TIG с переходником для газовой смеси и евроразъёмом, с регулировкой выходных параметров, с входным питанием АС 220/380 В и током от 10 А до 180 А;
- еврорукав, используемый для подачи инертного газа, управляющих сигналов и сварочного тока;
- шланги подачи газа от баллонов;
- баллоны, снабжённые редукторами и манометрами;
- горелка с кнопкой управления и цанговым зажимом вольфрамового электрода;
- сварочная или присадочная проволока, по составу близкая к рабочему материалу;
- инертный газ или его смесь с СО2 для создания защитной среды в сварочной ванночке;
- тугоплавкие вольфрамовые электроды.
Сварка tig применяется в промышленности, строительстве и бытовых нуждах. Большие возможности метода позволяют использовать его при сварке не только различных металлов, но и их сочетаний, а также сплавов. Постоянным и переменным импульсным током можно сплавлять следующие материалы:
- конструкционные и углеродистые стали;
- различные сплавы алюминия;
- сталь нержавеющую, в том числе для санитарно-гигиенических и пищевых нужд;
- сплавы титана;
- медь, латунь и бронзу, а также их сочетания;
- оцинкованный металл и никелированные поверхности.
Очень важно подбирать сварочную и присадочную проволоку наиболее близкой по составу к свариваемому материалу, сплавам и разнородным сочетаниям. Для обеспечения хорошего качества сварки нужно следить за чистотой вольфрамового электрода и регулярно его затачивать, поскольку от него в большей степени зависит толщина и чистота шва, выполненного методом ТИГ. Для обеспечения хорошего качества сварки нужно следить за чистотой вольфрамового электрода и регулярно его затачивать, поскольку от него в большей степени зависит толщина и чистота шва, выполненного методом ТИГ
Для обеспечения хорошего качества сварки нужно следить за чистотой вольфрамового электрода и регулярно его затачивать, поскольку от него в большей степени зависит толщина и чистота шва, выполненного методом ТИГ.
Виды инверторов
Инверторные сварочные аппараты для сварки аргоном могут быть трех основных видов по принципу работы.
- Ручные. Наиболее распространенный вид. Весь сварочный процесс осуществляется вручную работником, который контролирует дугу и подачу присадочных материалов. Чаще всего для этого вида сварки используют горелку с подачей газа и неплавящийся вольфрамовый электрод.
- Полуавтоматы. Сваривание происходит за счет расплавления деталей и проволоки, которая подается механизмом в аппарате. Однако и здесь обязателен контроль сварщика над всем процессом.
- Автоматы. Сварка также обеспечивается подачей проволоки, но все технологические манипуляции контролируются самим оборудованием.
В домашних мастерских наиболее распространены первые два вида, которые, в свою очередь, имеют разновидности в зависимости от дополнительных функций.
- Ручные ММА аппараты. Это инверторы для электродуговой сварки, которые можно использовать для сварки разных металлов. Для работы с ними нужно использовать специальную горелку с вольфрамом и подачей газа.
- Ручные TIG аппараты. Это именно инвертор с функцией аргонодуговой сварки. С помощью такого оборудования можно осуществлять сварку разных типов материалов: стали, нержавейки и цветных металлов и их сплавов.
- Полуавтоматы MIG/MAG. Это инверторный аргонный сварочный аппарат, который осуществляет сваривание за счет плавления проволоки. Такая сварка чаще всего используется для соединения тонкостенных деталей, при этом можно подключать оборудование подачи аргона, что позволит варить цветные металлы и нержавейку.
- Универсальные инверторы. Аппараты, которые включают в себя все функции ручной и полуавтоматической сварки, в том числе и в аргоновой среде.
TIG аппараты
Это наиболее распространенный инвертор сварочный с аргоном. В расшифровке и переводе аббревиатура обозначает возможность использования неплавящегося вольфрамового электрода с оборудованием по подаче защитного инертного газа. 
Для сварки различных металлов такой прибор может переключаться с переменного тока на постоянный.
Чаще всего инверторы с такой функцией используют, чтобы варить алюминий и нержавейку. Но также можно сваривать детали и стали как углеродистой, так и низколегированной. При этом швы получаются качественней даже, чем при обычной электродуговой сварке.
Преимущество такого аппарата в том, что он позволяет работать в любом положении (горизонтальные, вертикальные и даже потолочные швы), а само соединение выходит ровным и без брызг металла и шлака.
Полуавтоматы MIG/MAG
Такие приборы обеспечивают соединение металлов за счет плавящейся проволоки, подающейся в полуавтоматическом режиме (нажатием клавиши на держателе).
Что значит маркировка MIG/MAG? Разница — используется ли защитный газ или нет. Если подключается подача аргона, этот процесс называют MIG пайкой, без защиты (активный режим) — MAG. 
Полуавтоматический инверторный аппарат не требует использования дополнительной присадки в виде прутка. Проволока, которая используется для сваривания, уже имеет в своем составе все необходимые добавки.
При использовании полуавтомата с подачей аргона возрастает качество сварного шва за счет защитной среды и отсутствия разбрызгивания расплава из ванны.
Очень удобен такой аппарат при сварке тонкостенных деталей, а в совокупности с газовым оборудованием можно сваривать нержавеющую сталь и различные цветные металлы.


ММА аппараты
Инверторы ручной дуговой сварки также часто используют для соединения различных видов металла. Для того, чтобы использовать такой прибор при сваривании, например, алюминия, потребуется дополнительно оборудование в виде горелки с вольфрамовым электродом и подачей аргона. Также инвертор должен переключатся на постоянный ток.
Если вы планируете работать с различными видами металлов (сталей, нержавейки или цветных), то можно приобрести многофункциональный прибор со всеми вышеперечисленными возможностями. Но такие инверторы стоят дороже и насколько целесообразным будет его приобретение зависит от личных предпочтений.
Прибор
Для работы в аргоновой среде применяют разные приборы для сварки.
Выбор может пасть на ручной метод управления, тогда специалист сам придерживает горелку и поставляет провод из металла в область сварки или улучшенный портативный прием, когда металлический провод подается в устройство.
На массовом изготовлении используют приборы-роботы, которые самостоятельно контролируют процесс. Их напрямую программируют на исполнение задач по сварке аргоном.
Приступим к работе. Объясним применение сварочного аппарата при работе в аргоновой среде, чтобы результат вас удовлетворил и служил много лет.
Сварочный источник питания
Для подачи электричества в процессе TIG сварки используются следующие виды источников питания:
- Блок питания для MMA сварки. Он имеет внешнюю вольтамперную характеристику, позволяющую осуществлять розжиг электрической дуги.
- Блок питания AC/DC. Он оснащен функциональными кнопками, позволяющими регулировать форму шва. С помощью этого устройства можно производить сварку как при переменном, так и при постоянном токе.
- Установки PROTIG и MECHTIG. Они созданы на базе инверторного источника питания DC. Управление процессом сварки осуществляется при помощи компьютерного устройства.

Выбирать блок питания необходимо в соответствии со схемами сварочного инвертора. В противном случае приборы не смогут подключиться к единой электросети
Важно, чтобы сварочные инверторы для TIG сварки были оборудованы влагоотделителями. Они не позволяют влаге проникнуть аргоновую среду. При попадании жидкости на свариваемую поверхность на шве появиться множество трещин
При попадании жидкости на свариваемую поверхность на шве появиться множество трещин.
Заключение
Сварка ручная аргонодуговая становится все более доступной и дешевой. Сегодня, за стоимость дорогих инверторов для работы с электродами, можно купить стартовый набор ТИГ сварка или МИГ. Но учтите, что купленная ручная аргонодуговая сварка это только часть расходов, ведь для работ необходимо постоянно докупать недешевые прутки и газ, поэтому для нечастого использования покупка может потерять свой смысл. Ценность сварки аргоном и технологии заключается в том, что благодаря опыту сварщика и качеству, предлагаемому при сварке аргоном, можно получить соединение исключительной прочности и красивое внешне.





