Особенности изгиба швеллера
Устройство станка для гибки швеллера
Швеллер симметричен лишь по условной горизонтали. Этим осложняется его изгиб, выполняемый в трех направлениях:
- по полкам;
- по стенке (полками наружу или внутрь).
Если гнуть металлический швеллер по полкам при помощи специального оборудования, риск деформации последних исключается. Во втором случае возможен их перекос из-за повышенного давления рабочего элемента оборудования.
Различают три типа изгиба П-образного швеллера:
- плавный (заготовка превращается в криволинейное изделие с одним или несколькими радиусами);
- местный (на выходе получается деталь с парой прямых концов, соединенных под одним заданным углом).
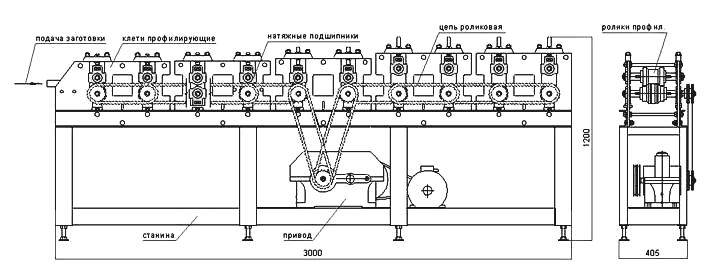
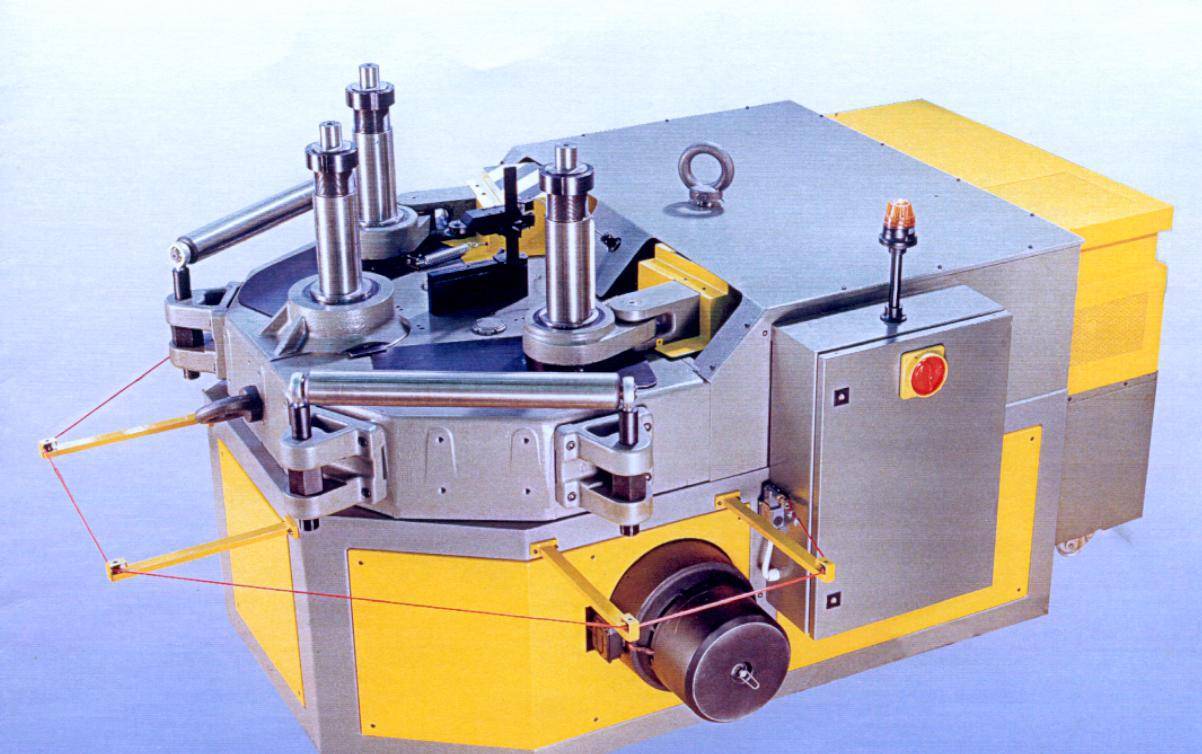
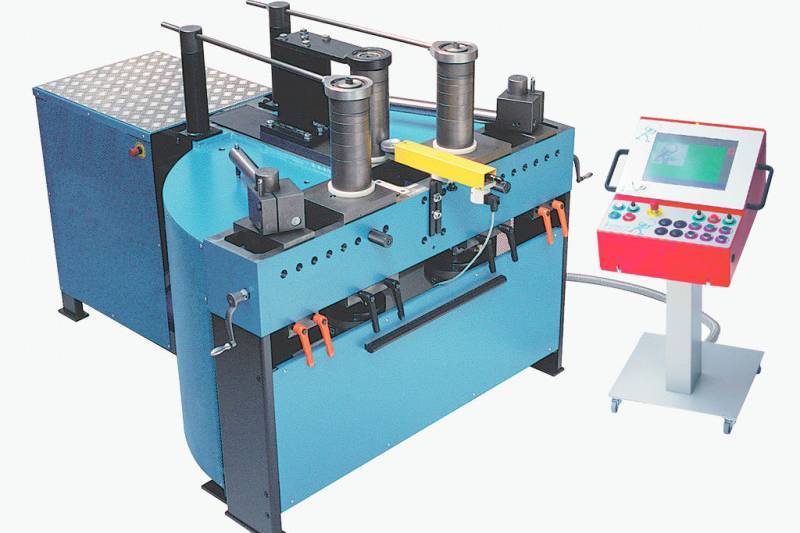
Стационарное оборудование
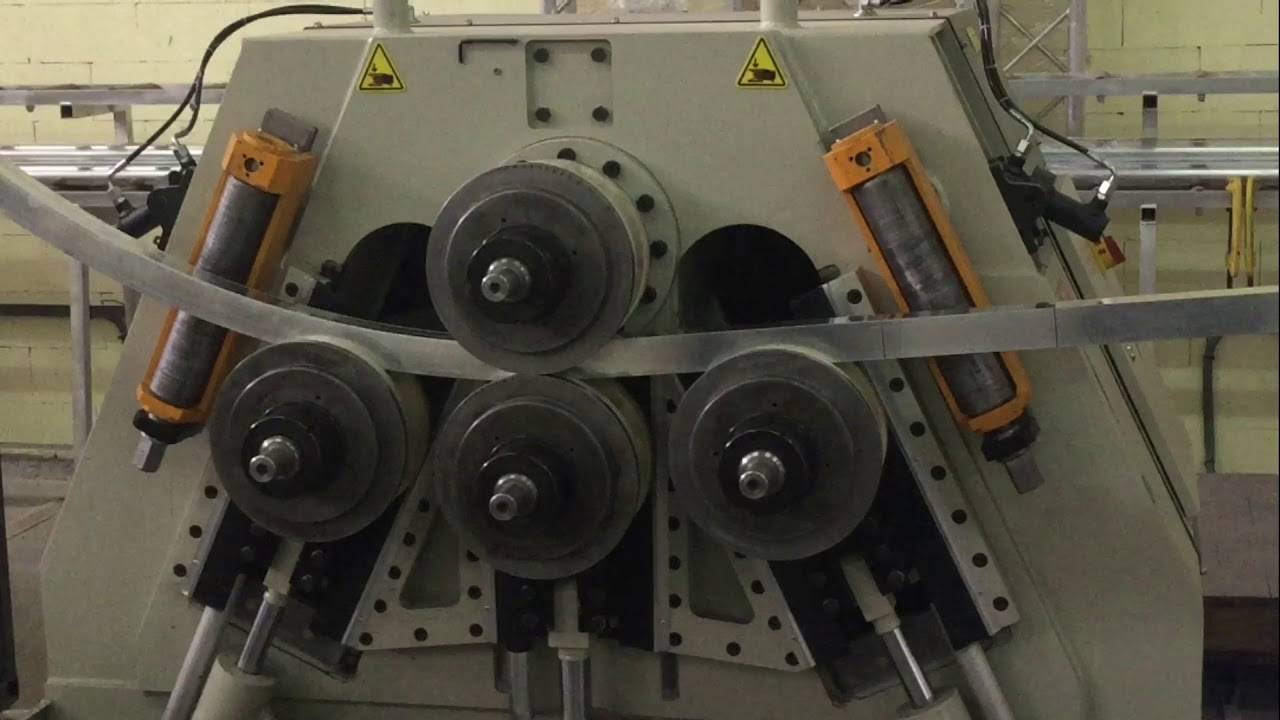
Примером габаритной машины, задача которой — гибка алюминиевого профиля по радиусу, является профилегибочный станок. Основные рабочие органы оборудования — стационарные и подвижные ролики, геометрия которых повторяет контур заготовки в поперечном сечении. По числу роликов делятся на группы:
Читать также: Теплопроводность титана и алюминия
У первых два ролика вращаются в одном направлении и находятся на одной линии, осуществляя подачу профиля на третий ролик, вращающийся противоположно. Регулируя расстояние между двумя сонаправленными элементами, мастер изменяет радиус сгиба алюминиевой заготовки. Если требуется получить очень малый радиус, выполняют несколько проходов через ролики.
Четырехроликовые станки применяются при гибке профилей сложной формы (круги, спирали и т.п.). Два ролика также неподвижны и сонаправлены, а два других осуществляют изгиб нестандартного изделия. Радиус настраивается своими руками, либо на компьютере при наличии электронного управления.
У станков может варьироваться положение роликов. Оно бывает:
Первые подходят для элементов с большим сечением (высотой до 300 мм), вторые — для небольших заготовок (прокатная продукция) или особо сложных материалов (оконные профили). Теперь — пара слов об устройствах для гибки под углом.
Трубогибы – конструкция и разновидности
Если для изготовления конструкции необходимо согнуть профильную трубу по радиусу, то с этим легко справится трубогиб, с помощью которого можно сделать изгиб до угла в 180 градусов. Это устройство способно изменить конфигурацию труб из нержавейки, металлопластика, алюминия. При этом изгиб производится по требуемым размерам и форме.
Конструкция трубогиба
Конструкция такого инструмента зависит от его разновидности. Однако обязательными элементами являются:
- гидроцилиндр – основная часть станка, выполняющая силовую функцию;
- открытая или закрытая рама;
- два трубных упора;
- нижняя и верхняя планки;
- нагнетательное устройство, рукоятка и перепускной клапан, расположенные на задней части корпуса конструкции;
- выдвижной шток, который обеспечивает гибочное усилие трубогиба;
- пружина, с помощью которой выдвижной шток возвращается назад;
- цапфа или упор конструкции, концы которой вставляются в отверстия на планках.
Сверху основной части станка может быть расположена проверка для уровня и пробка для заливки масла. На резьбовую часть инструмента наворачиваются планки установки, которые являются сварной конструкцией. Нижняя планка крепится фиксирующей гайкой, а верхняя прижимается двумя винтами и замком.
Для установки опор на поперечных пластинах устройства предусмотрены специальные отверстия. Снизу трубогиба имеются резьбовые отверстия для установочных болтов, которые регулируются по высоте.
Изгибаемая труба на такой конструкции располагается на ручье, который расположен в середине ее упора. Обеспечивающие сгибание сегменты должны быть изготовлены из стального точного литья.
На сегодняшний день все чаще для изготовления различных сооружений используются имеющие тонкую стенку профильные трубы. Поэтому конструкционный чертеж трубогиба для таких заготовок несколько отличается. Чтобы во время изгиба трубы не произошла деформация ее поперечного сечения, ролики по профилю следует выбирать такого же сечения, что и изделие.
Разновидности трубогибов
Имеющиеся в продаже профессиональные устройства для гибки труб могут иметь ручной, электрический или гидравлический привод.
самыми удобными считаются электромеханические инструменты
Конструкция с ручным приводом применяется для гибки труб небольшого диаметра.
Оснащенные гидроприводом трубогибы способны изогнуть заготовку, диаметр которой может быть до трех дюймов. Поэтому предназначен такой инструмент для выполнения масштабных работ.
Кроме этого, трубогибы могут различаться по способу воздействия на изделие, с помощью которого оно будет изогнуто. К таким способам относится:
- Арбалетный метод, при котором труба опирается на два стационарных ролика и гнется между упорами под воздействием расположенного на штоке шаблона.
- Намотка – при таком способе изгиба заготовка сначала приживается к ролику конструкции. Затем в точке гиба ставится упор. Ролик начинает вращаться и наматывать трубу между собой и упором. При этом шаблон и изделие подвижны.
- Обкатка является самым простым способом изгиба трубы. На таком устройстве шаблон неподвижен. Труба просто зажимается, а прижимной ролик перемещается и гнет трубу вокруг шаблона.
- Метод прокатки или вальцовки подразумевает собой использование трех вращающихся роликов. Один из них является центральным, а два опорными. На заготовку давит центральный ролик, поэтому относительно опорных элементов он должен быть установлен в соответствии с необходимым радиусом изделия.
давление от штока передается на заготовку в верхней точке шаблона
Практически не имеет недостатков метод прокатки. Именно вальцовкой в заводских условиях изготавливаются стальные отводы. Этим же способом намного легче и эффективнее делать изгиб профильных труб.
Характеристики гибочного станка для оргстекла
Станки для гибки оргстекла имеют разнообразные модели: предназначенные для личного пользования или для промышленных масштабов.
Для личных целей применяются станки с ручным приводом. Есть ещё ножной привод, который освобождает руки и более удобен.
Промышленные станки для гибки акрила выпускают с электромеханическим или пневматическим приводом.
Принцип работы всех гибочных станков для оргстекла (термодизайнеров) одинаков у всех производителей:
- нагрев поверхности акрила;
- гибка в горячем состоянии;
- охлаждение.
Особенностью оргстекла является пластичность. В горячем виде ему можно придать любую форму. При последующем охлаждении он эту новую форму сохраняет.
Станки для гибки оргстекла отличаются только производительностью, сложностью и точностью работы.
Новая модель станка для гибки Термодизайнер позволяет:
- установить и обслужить 16 линий одновременно;
- микропроцессор обеспечивает высокую точность регулировки времени нагрева и температуры;
- аппарат питается от электрической сети напряжением 220 вольт, а потребляемая мощность не превышает 0,8 кВт.
Разнообразие комплектации оборудования
Вариантов комплектации станка для гибки оргстекла довольно много.
Стандартный вариант содержит:
- 2 основные линии прогрева;
- 2 запасные струны для гибки;
- длина струн 1000 мм;
- станки оснащены мини-столом шириной 80 мм и упором-кондуктором, которые свободно перемещаются с фиксацией винтовыми зажимами;
- цифровой таймер обратного отсчёта имеет световую и звуковую сигнализацию;
- столов можно поставить больше при необходимости, доукомплектовав станок. Таким образом, можно увеличить поверхность стола до 400 мм.

Некоторые модели имеют верхнюю раму, которая позволяет осуществлять нагрев поверхности материала для гибки с двух сторон. Такой вариант необходим для термогибки оргстекла большой толщины.









Прогрев производится в щадящем режиме. Это позволяет экономить электрическую энергию и продлевает время эксплуатации струны.
Зазор между нихромовой проволокой и поверхностью оргстекла плавно регулируется в диапазоне 9 мм с наглядным указателем.
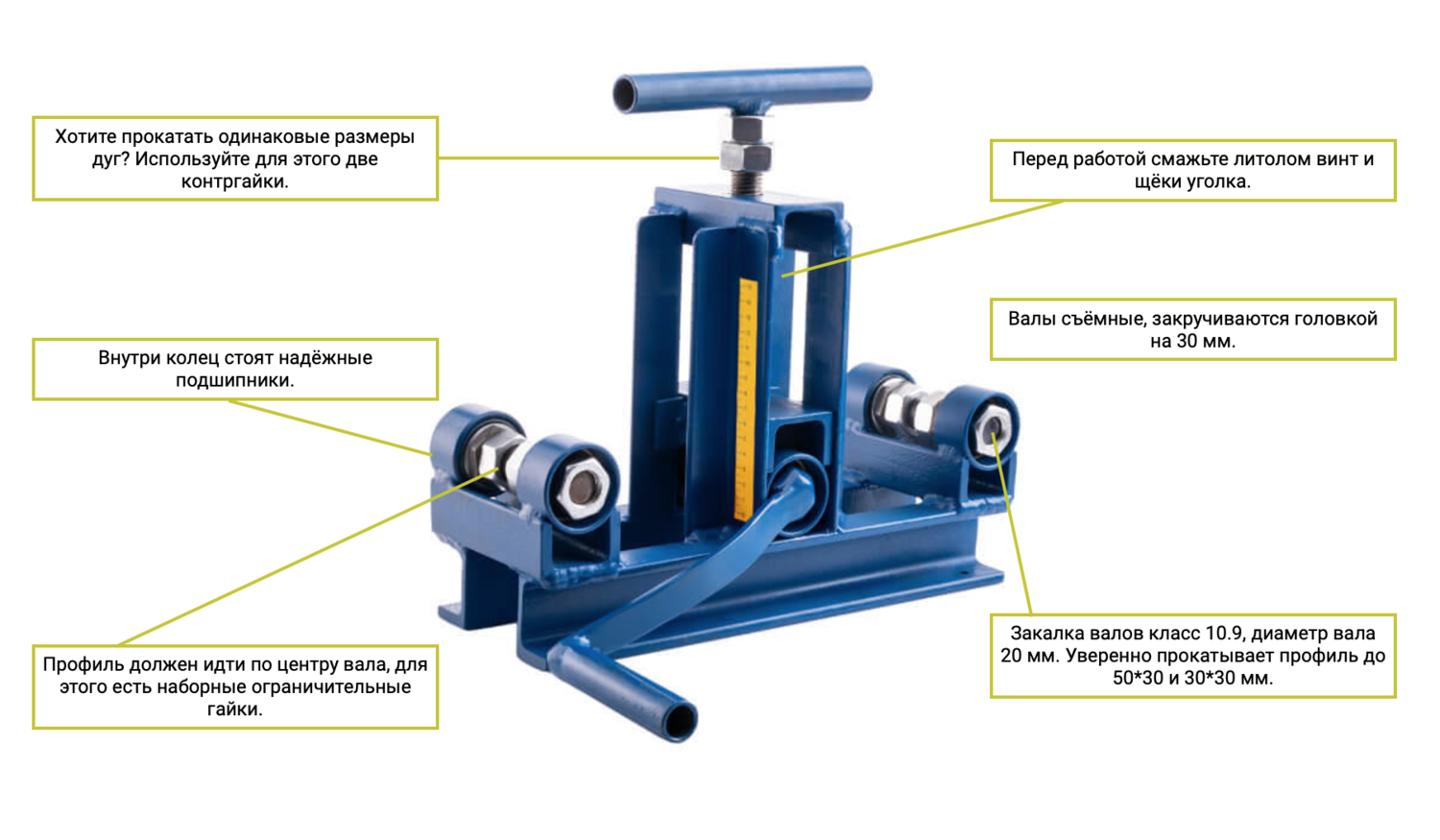
Фотоинструкция по самостоятельному изготовлению недорогого профилегиба из запчастей от старых автомобилей и велосипедов, подшипников, резьбовой шпильки и швеллера
Профилегиб нужен многим домашним мастерам. Согнуть металлические трубы для теплицы, сделать арки для навеса для автомобиля, изготовить крышу для качелей — инструменту везде найдётся применение. Вот только цена на покупной качественный профилегиб заводского изготовления «кусается». Как быть? Сделать «машинку» для гибки труб с ручным приводом из недорогих материалов по образцу от Pin008.
- Стоимость самодельного профилегиба, необходимые детали и инструмент
- Этапы изготовления профилегиба своими руками
- Полезные советы по изготовлению самоделки
Это интересно: Листогибы — видео, классификация, виды, чертежи, марки
Как согнуть алюминиевую трубу профессионально: советы и решения
Сегодня выпуск изделий из алюминия чрезвычайно разнообразен и все они востребованы. Это говорит об эффективности и незаменимости данного вида материала в большинстве сфер применения
Остановим внимание на самом популярном типе алюминиевой продукции — трубе
Сгибать алюминиевую трубу можно разными методами, с помощью техники и без таковой
Характеристики трубных изделий из алюминия
Алюминиевая труба – легкий (треть от веса стальной), пластичный, не поддающийся коррозии, устойчивый к химическому и температурному воздействию (рабочая температура от +150оС до -270оС), с высокой электро- и теплопроводностью, экологичный и долговечный вид изделий. Они различаются:
- по форме сечения на круглые, квадратные, прямоугольные и фасонные;
- по способу производства на холоднодеформированные, прессованные и сварные;
- по длине на мерные, немерные, с кратной мерностью, бухтовой фасовки;
- по химическому составу (марка Al) на высокочистые и технической чистоты.
Сведения о деформируемых сплавов с маркировкой и характеристикой свойств представлены в таблице.
Таблица 1
| Способ упрочнения | Деформируемые сплавы | Марка | Примеси | |
| Давлением | Низкопрочные | АД 0 | 1050 А | Алюминий без примеси |
| АД 1 | 1230 | |||
| Высокопрочные | АМц | 3003 | Al+Mn примеси марганца | |
| Д 12 | 3004 | |||
| Среднепрочные и высокопластичные | АМг 2 | 5251 | Al+Mg примеси магния | |
| АМг 3 | 5754 | |||
| АМг 5 | 5056 | |||
| АМг 6 | — | |||
| Температурой | Среднепрочные и высокопластичные | АД 31 | 6063 | Al+Mg+Si примеси магния и кремния (авиаль) |
| АД 33 | 6061 | |||
| АД 35 | 6082 | |||
| Нормальнопрочные | Д 1 | 2017 | Al+Cu+Mg примеси магния и меди (дюралюминий) | |
| Д 16 | 2024 | |||
| Д 18 | 2117 | |||
| Нормальнопрочные | 1915 | 7005 | Al+Zn+Mg примеси магния и цинка | |
| 1925 | — | |||
| Высокопрочные | В 95 | — | Al+Zn+Mg+Cu примеси магния, меди и цинка | |
| Жаропрочные | АК 4-1 | — | Al+Ni+Fe+Mg+Cu примеси никеля, железа магния, меди и цинка | |
| 1201 | 2219 | Al+Mn+Cu примеси марганца и меди | ||
| Для ковки | АК 6 | — | Al+Mg+Cu+Si примеси магния, меди и кремния | |
| АК 8 | 2014 |
Важно! При увеличении степени примесей пластичность сплава уменьшается, а прочность увеличивается. В сортамент алюминиевых труб входят изделия, различные по техническим характеристикам
В сортамент алюминиевых труб входят изделия, различные по техническим характеристикам
Алюминиевые изделия благодаря пластичности податливы любым механическим воздействиям. Согнуть алюминиевую трубу довольно просто даже в домашних условиях, при этом она останется целой и невредимой. Довольно лишь соблюсти некоторые особенности этой операции.
Что такое процесс сгибания и как согнуть алюминиевую трубу
При сгибании прямой алюминиевой трубы под каким-либо углом происходит деформация структуры металла, а именно — внутренний слой профиля сжимается, а внешний растягивается. Так как алюминий имеет достаточно низкую плотность, то сгибание наименьшим образом травмирует изделие. Легированный алюминий обретает большую плотность в процессе производства, поэтому такие марки трубных изделий гнутся не так легко.
Гибкость позволяет монтировать из алюминиевых труб конструкции самых замысловатых форм, сохраняя сечение и целостность заготовок. Сам процесс сгибания происходит вручную, при помощи нехитрых приспособлений, либо с использованием специализированных механизмов, с применением разогрева заготовки или в холодном состоянии. Все зависит от размера, вида и структуры изделия, толщины стенок, сложности выгибаемых форм.
Есть 4 основных вида гибки алюминиевой трубы (одна плоскость): отвод, скоба, утка, калач. Заготовка с двумя сгибами в 135 град. – это утка, с тремя сгибами – это скоба (угол в центре 90 град., по краям 135 град.), с изгибом в полуокружность – калач, со сгибом в 45-135 град. – это отвод. При гибке нужно руководствоваться такими правилами:
- если алюминиевая труба имеет сварной шов, то сгибать ее нужно так, чтобы шов не проходил ни по вогнутой, ни по выпуклой линии сгиба (перпендикулярно сгибаемой поверхности);
- если диаметр изделия составляет 15-20 мм, то радиус сгиба должен быть не меньше величины внешнего диаметра, умноженного на 2;
- если диаметр заготовки свыше 25 мм, то радиус сгиба должен быть не меньше величины внешнего диаметра, умноженного на 3.
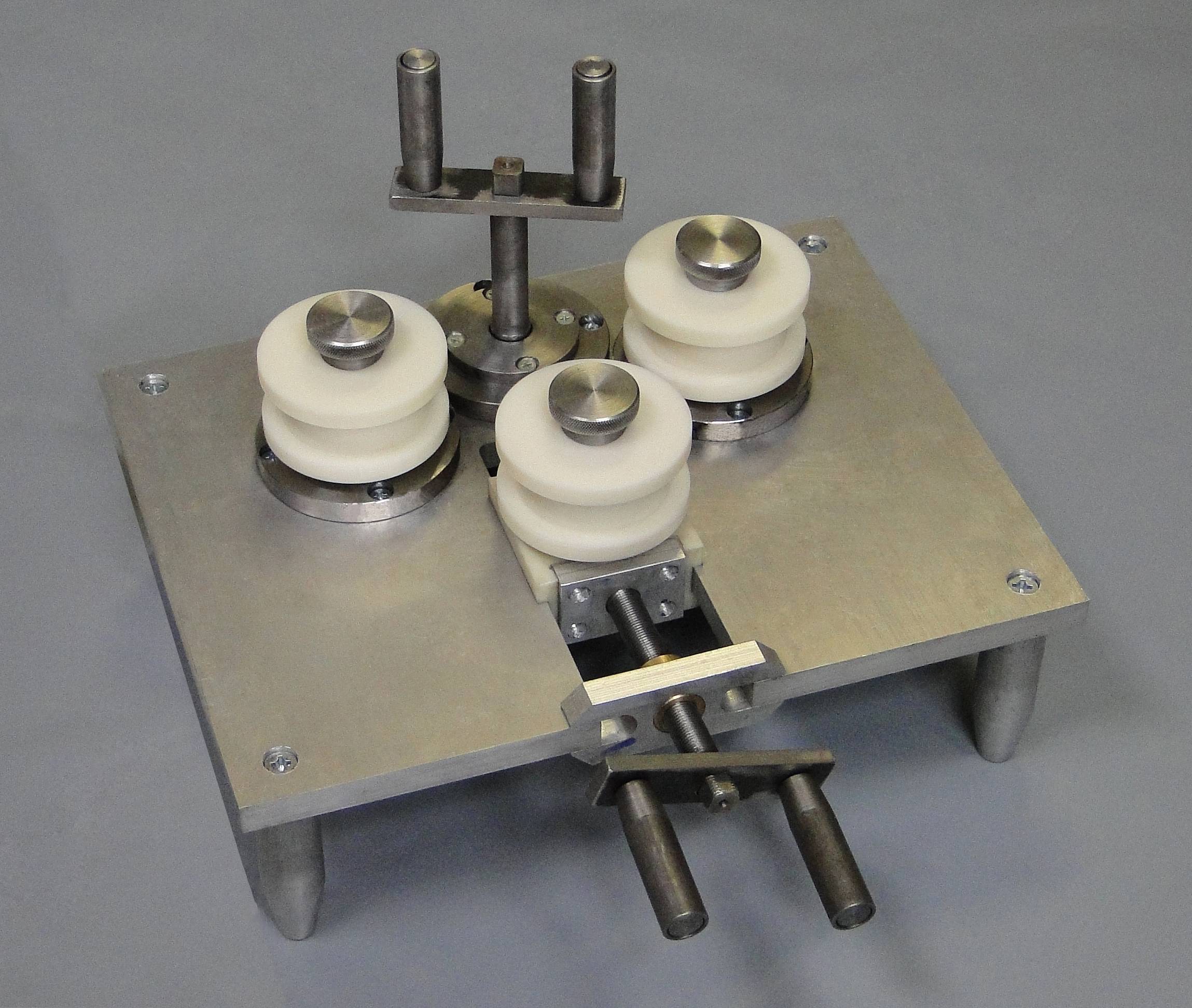
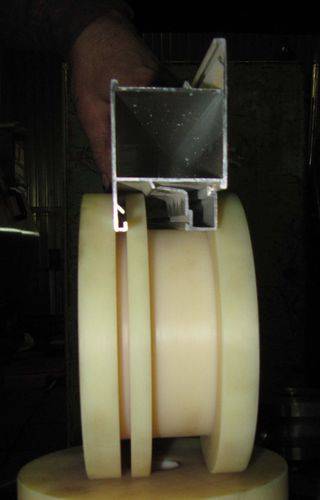
Сменные ролики
Непосредственное воздействие на алюминиевый профиль в процессе гибки осуществляют ролики, которые изготавливают из стали или из высокопрочных полимеров (полиамид 6, полиэтилен, полиацеталь, капролон) – см. рис. 4.
Рис. 4
Ролики из стали имеют больший срок службы, но и применяют их в основном для гибки неокрашенного профиля. Ролики из полимеров, применяемые для гибки алюминиевых профилей и профилей ПВХ, имеют соответственно меньший вес, высокую устойчивость к коррозии и обладают большими антифрикционными свойствами
Самое важное, при их использовании не повреждается лицевая поверхность изделий, то есть можно гнуть окрашенные профили. Ролики из полимеров легче обрабатываются, следовательно, имеют более низкую стоимость, чем ролики из стали
Общий вид алюминиевых профилей оконных серий и применяемые для их гибки ролики изображены на рис. 5-6. На рис. 5 показан однокамерный профиль оконной серии S50 без терморазрыва. На рис. 6 показан комбинированный профиль оконной серии S70 с терморазрывом. В обоих случаях помимо самого профиля рамы или створки необходимо гнуть еще и профиль штапика.
Рис.5 Рис.6 Рис.7 Рис.8
Для фасадной серии один и тот же профиль может быть изогнут в двух плоскостях, для чего изготавливаются разные ролики.
На рис. 7 показан профиль ригеля фасадной серии F50. На рис. 8 показан профиль стойки фасадной серии F50.
Рекомендации по разработке боковых сторон
Профиля относительно простого сечения, например, квадратного или круглого (трубы) не требуют усложнения боковых плоскостей. В таком случае наружность выполняется плоской и ровной, а если гнут сложные сечения, то выбирают следующие решения:
- Круглая или овальная форма прутка диктует формирование на боковой плоскости ролика канавки или своеобразного желоба с сечением соответствующего вида.
- Для изгибания профиля прямоугольного или квадратного сечения без выступающих полок боковую наружность дисков делают правильной прямоугольной формы с бортиками. При этом толщина диска выбирается с учетом того, что наружные размеры проката точно входят во внутреннее пространство между бортами, которые прочно удерживают изделие.
- Если нужно гнуть уголок так, что у полученной арки внутренняя сторона профиля будет снаружи (гнутье по наружной стороне), то поверхность рабочего диска выполняется плоской, но ставится борт для удерживания. Опорный диск делается с плоской наружностью, а диски сдвигаются один от другого на расстояние толщины полочки уголка.
- В случае гнутья уголка по внутренней стороне, рабочий ролик изготавливается плоским, а борта предусмотрены на дисках стационарных валов.
- При изгибании швеллера ситуация почти аналогична варианту с уголком. Гнутье по наружной стороне требует выполнения борта на плоскости рабочего ролика, при этом стационарные диски делают плоскими. Обратное гнутье требует удерживающих бортов на опорных дисках, а рабочий выполняют с плоской наружностью.
- Для работы с двутавровой балкой поперечное боковое сечение рабочего и стационарных дисков делают по размеру таким, что соответствует внутреннему размеру между полками профиля. Торцы дисков должны плотно помещаться внутри двутаврового профиля и предупреждать его деформацию.
- Чтобы сделать арку из двутавровой балки, в которой снизу и вверху будут полки (гнутье поперек полок), требуется выполнить сложную конфигурацию на боковых плоскостях ролика, при этом на опорном и движущемся ролике выполняют по два борта.
Профилегибочный агрегат, универсальный для всех видов профилей, сделать не удастся. Вариантом для мастерской, которая предлагает гибочные услуги, станет изготовление отдельных комплектов из трех дисков, крепящихся к валам болтовым соединением и заменяющихся другими при необходимости.
Originally posted 2018-03-28 15:20:26.
Устройство трубогибочного станка и инструкция по его сборке
В процессе производства разного рода металлоконструкций применяют специальный станок для гибки профильной трубы, представляющий собой компактное и легко транспортируемое оборудование с разными видами приводов.
Агрегат имеет незначительный вес и без трудностей справляется с задачей сгибания металла холодным прокатом. А для достижения оптимальной кривизны вместе с трубогибом применяют специальные насадки для обработки разного рода металлоизделий.
Чтобы научится управлять таким агрегатом, важно изучить особенности его конструкции и основные принципы функционирования. Гибочный станок
Гибочный станок
- несущая рама из металлического профиля высокой прочности;
- три вала вращения, располагающиеся на отдельных осях и отвечающие за процесс сгибания профильной трубы на актуальный угол изгиба;
- механизм вращения рабочих валов;
- цепь для соединения элементов приводного механизма.
Станок ручной для гибки арматуры.
Все заводские и самодельные станки для гибки делятся на четыре вида, в зависимости от системы расположения и функционирования валиков:
- Агрегаты с верхним подвижным валиком ‒ самый простой вариант в плане механической составляющей.
В конструкции такого профилегиба только верхний валик может перемещаться, а ролик может быть гидравлическим или верхним ручным. Такое строение обеспечивает мастеру возможность выполнить точный расчет возможного радиуса для изгибания металлических деталей с минимальной погрешностью на присадку металла или незначительным градиентом при деформации профиля. - Оборудование с левым роликом способно выполнить те же функции, что и станки с верхним подвижным валиком.
Но, вдобавок к этому, оно отлично подходит для завивки спиралей, что первый тип профилегибов выполнить не может. Можно подобрать модель, оборудованную ЧПУ для контроля градиента изгибания. - Агрегаты с нижними роликами подходят для сгибания крупных профилей, благодаря равномерному распределению усилий гибки на два нижних вала и полностью гидравлическому механизму привода.
Каждый ролик при этом имеет собственный контроллер месторасположения. - Профилегибы со всеми подвижными роликами отличаются наиболее сложным механизмом, что позволяет им аккумулировать достоинства всех типов такого оборудования.
На заметку! Такое оборудование отличается по размерам, маркировке, стоимости и весу. Но для бытового использования подойдет и самодельный профилегиб, изготовление которого обойдется мастеру в небольшие деньги.






Чертеж
Первоначальным заданием при изготовлении гибочного станка для профильной трубы своими силами является создание чертежа гибочного станка. Его составляют самостоятельно или находят в готовом виде в интернете.
На многочисленных форумах мастеров и умельцев, работающих с металлоконструкциями, можно найти видеоролики с подробным описанием устройства трубогибочного станка и инструкциями по его сборке.
Сборка
После подготовки чертежа для самодельного трубогиба, можно приступить к сборке несущей рамы. Если оборудование планируется использовать для профильной трубы своими руками, то от использования сварки при сборке рамы стоит отказаться.
Конструкция трубогиба.
Такой метод соединения деталей не обеспечит станку максимальный уровень надежности. Лучше отдать предпочтение болтам, что позволит придать агрегату прочности и мобильности: при необходимости конструкцию можно будет разобрать.
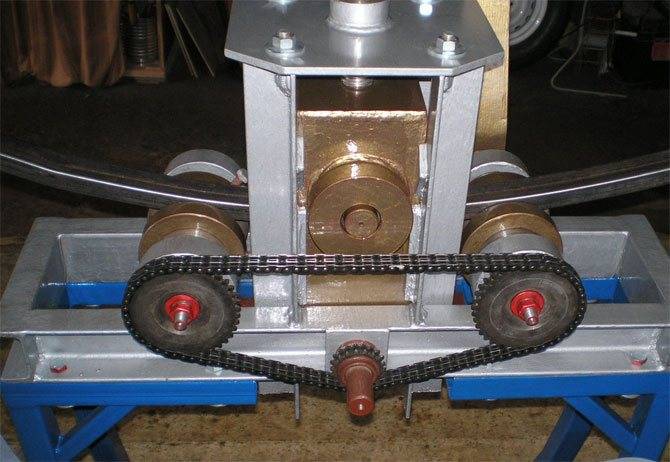
Далее на трубогибочный агрегат монтируют рабочие валы: два немного выше столешницы рабочего стола, третий – над ними. Для фиксации подшипников применяются полумесяцы из 4-х миллиметрового металла.
После установки рабочих валов на раму, собирают механизм их вращения из трех звездочек и цепи: две из них монтируют на оба нижних вала, а третью ‒ ниже.
Важно! Обязательно стоит предусмотреть возможность смены положения нижней звездочки, что позволит без трудностей выполнять натяжку цепи на профилегибочном агрегате. Для легкого управления оборудованием, на одной из звездочек зафиксируйте прочную ручку
Обязательно протестируйте станок для сгиба профиля после сборки, дабы исключить риск брака.
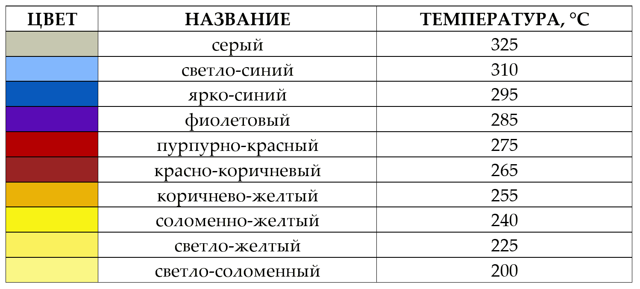
Как изгибать детали из дюралюминия и силумина?
При попытке согнуть алюминий марки Д16Т (дюралюминий) и силумин листы могут трескаться. Чтобы сохранить целостность металлического листа, нужно провести предварительную термообработку. Для этого заготовка из дюралюминия разогревается до появления красного оттенка. Помещение должно быть тёмным, чтобы увидеть изменение цвета и не перегреть сплав. После нагревания нужно дать металлу остыть при комнатной температуре. Далее можно сгибать лист без боязни повредить его.
Гибка алюминия считается простым технологическим процессом, который требует знания некоторых особенностей. Если знать разновидности этого металла и использовать правильное оборудование можно избежать нарушения целостности металлических заготовок.
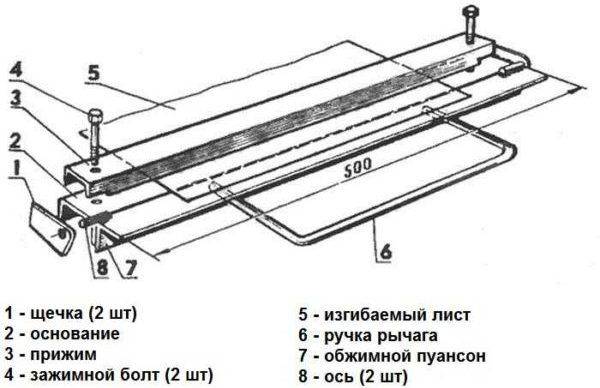
Конструктивные особенности гибочного станка
Оборудование для сгибания металлических листовых заготовок отличает довольно замысловатая конструкция. Станок составляется из частей:
- специального стола для задней поддержки. На него ставится металлический лист. Обрабатываемая деталь будет перемещаться по нему в нужную сторону. На поддерживающих опорах находится специальный сгибатель и острый резак;
- роликового ножика для резки. Этот нож, как правило, очень хорошо заточен и отличается прочностью, чтобы мог легко выдерживать нагрузку и без труда рассекал твёрдый металлический лист;
- упоров, расположенных впереди — применяются для регулирования ширины делаемого разреза;
- фиксаторов параметров высоты. Они регулируют обрабатываемые детали по высоте.
Параметры длины и уровень размера максимальной толщины изделия, которое будет обрабатываться, отличаются у станков разного вида.
Фотолента поста – Станок для гибки профиля своими руками
Привет ЯПовцам! Рубрика “Наши руки не для скуки” снова в эфире. С металлом работаю уже несколько лет, но все это время мне очень не хватало одной возможности – изгототавливать железные конструкции с изогнутыми элементами. Ценники на профилегибы, мягко говоря, удручали. С одной стороны, конечно, можно и купить его, но с другой стороны он не так часто нужен, чтобы отдавать за него такие бабки.
Заказал я 6 подшипников у наших широкоформатных друзей со срединной земли и через пару недель они уже были у меня. В субботу съездил на стройрынок, докупил двутавровую балку, крепежи, полосу. Короче, все, что необходимо.
Суббота, утро. Возвращаюсь со стройрынка, кушаю, разгружаюсь и смотрю. Вот из этой груды металла нам предстоит сделать хорошую вещь: 23 фото
Маленьким болгарином тут делать нечего, берем большого и начинаем пилить. Вот первые детали:
Балка распилена на необходимые части, прикладываем, присматриваемся:
Наши подшипники должны вставать таким образом, чтобы можно было всунуть вращающийся вал с одной стороны. Убираем ребро. Вот так они будут стоять:
Вот обе ответные части со снятыми ребрами. Пилить трудно, металл толстый. Пилил уже мелким болгарином, ибо большим просто неудобно.
Острые края нам ни к чему. Рука скользнет – поранимся. Поэтому ставим шлифовальный круг на мелкого болгарина и вышливовываем все острое (потом финально обрабатываем мелким наждаком. Гладко, “как попка младенца”.
Обточили обе, кладем рядом, любуемся, курим.
Покурили, продолжаем. В наших платформах должна быть предусмотрена регулировка роликов для того, чтобы можно было сгибать профиль от большого радиуса к малому. Сверлим отверстия с шагом в 4 см (расстояние между крепежными отверстиями подшипников – 8 см). Аккуратно накерняем, сверлим, раззенковываем.
Откладываем платформы в сторону, начинаем сварочные работы. Отрезаем полосу 10-ку и делаем из нее подошвы. Привариваем. Не пятый разряд, но для нашей прочности хватит (пора купить новые электроды, эти уже козыряют, а сушить негде). Электроды мои любимые – ОК-46.
Ставим один из кусков двутавра на основание, привариваем его, к нему привариваем одну из наших платформ, она будет неподвижной. К ней привариваем гаражную петлю и к петле – вторую платформу. Получается эдакая “бабочка” весом килограмм в 8. Примеряем домкрат (вон он, красный справа).
Делаем площадку под домкрат. Вырезаем петлю, привариваем к площадке.
Площадку не стал прикручивать болтами, приварил к домкрату точками. Он мне для других нужд не потребуется, если сломается – два раза чиркнуть болгаркой и платформа отделяется.
Переворачиваем конструкцию и делаем ответные петли для домкрата внизу под платформой и на основании (где мы уже вынули внутреннюю часть двутавра, будет видно дальше)
Вот нижнее крепление домкрата – прямо к опорной подошве
По бокам привариваем полосу (вот она, между платформами). В ней – два отверстия. Это посадочное место для третьего вала, регулируемое.
Вот эта полоса опорная:
Две полосы готовы, сверху рассверлено ступенчатым сверлом чуть больше диаметра вала (отверстие 23мм, вал – 20мм).
Все прикрепили, надо собрать и посмотреть, работает ли бета-версия. Вставляем валы из стержня 20мм, на центральном скручиваем две гайки плотно, чтобы можно было крутить его ключом. Хм, работает. Был прямой профиль квадратного сечения, стал кривой.
Сегодня уже проработал 8 часов, больше уже не могу – все болит. Оттаскиваю конструкцию на стол, ради интереса гну профиль дальше. В принципе, выгнуть в кольцо не проблема, работа не для торопливых.









Просыпаемся утром в воскресенье, кофе-сигаретка. Тащим конструкцию на покраску на солнечное место. Все сварочные швы уже обшлифованы и сама конструкция отшкурена от ржавчины. Красить будем снизу, конечно.
Девайс брутальный, будем использовать краситель “Наяда”, радикальный черный цвет. Контрабантный товар с Малой Арнаутской улицы Остап Ибрагим Сулейман Берта-Мария Бендер Бей. Покрашено.
Ждем высыхания (сохнет быстро, контрабандный товар жеж) и собираем.
Получилось вот так. Конечно, нужно доделать “руль”, чтобы удобно крутить все это, это все будет чуть позже, когда поменяю валы. Кроме того, гнуть профиль с этими валами из резьбового стержня надо аккуратно – стержень прогибается, обязательно заменю его на каленые валы 20мм, тогда все будет отлично. Но в принципе и с этими резьбовыми валами можно работать, только не стоит гнуть профили толще 2мм. 20*40*2мм гнет хорошо.
Навык “изготовление станка” получен, у моего персонажа появилась новая способность “Изготовление металлоконструкций из изогнутого профиля”.
У меня все, спасибо! Ваш ЯП-рукожоп, AlexZombie
Фотолента поста – Станок для гибки профиля своими руками станок для гибки профиля своими руками
Принцип использования трубогиба
Согнуть профильную трубу (особенно это касается изделий крупного диаметра) своими руками далеко не всегда представляется возможным. Для этих целей существуют специальные устройства – трубогибы. Стандартный трубогиб оборудован ведущим колесом, которое, перемещаясь вдоль одной из граней, аккуратно сгибает отрезок трубы в необходимом направлении.
Трубогибы бывают двух видов:
- Ручные. Колесо устройства приводится в действие вручную, посредством специальной рукоятки. Хорошо подходят для труб с небольшой площадью сечения.
- Электрические. Использование таких устройств оправдано в тех случаях, когда объем работ достаточно велик, а сами трубы обладают при этом солидными габаритами. Аппарат включается в стандартную сеть электропитания, а перемещение колеса осуществляется посредством электропривода. Позволяет получать более ровные изделия при ощутимой экономии времени.
Если работы носят однократный характер, покупка собственного трубогиба может оказаться нерентабельной. В таком случае стоит подумать о взятии устройства в аренду, либо рассмотреть один из альтернативных способов сгибания.
Особенности гибки алюминия
Гибка алюминия проводится двумя способами:
- Свободное сгибание — часто используемая технология сгибания алюминиевых деталей. При использовании этой технологии между металлическим листом и пуансоном присутствует воздушный зазор.
- Калибровочное сгибание — представляет собой метод изменения формы металлической детали, при котором между заготовкой и пуансоном нет воздушного зазора.
Прежде чем начинать работать с алюминием нужно выбрать технологию. Жестянщики рекомендуют свободный метод сгибания. Он имеет сильные и слабые стороны. Преимущества:
- приложение малых усилий при изменении формы заготовки;
- возможность сгибать металлические детали большой толщины;
- малая стоимость станков для проведения работ;
- возможность изгибать заготовки под разными углами.
Недостатки:
- При сгибании металлических заготовок малой толщины возникают сложности с выставлением точного угла.
- Невозможность работать с изделиями сложной формы.