1 Листогибочные инструменты – купить или сделать?
Инструмент, с помощью которого листы металла превратятся в детали нужных форм, с легкостью можно соорудить в сарае или гараже, имея минимум инструментов и совсем немного свободного времени. Зато будьте уверены – он станет «рабочей лошадкой», без которой не обойдется ни одна ваша затея, связанная с листовым материалом. Избалованные обилием инструментов, многие зададутся вполне закономерным вопросом – а зачем делать, если можно купить?
Каково будет ваше удивление, если окажется, что самодельный инструмент может быть куда удобнее и эффективнее заводского. На практике такое случается очень часто. Во-первых, большинство агрегатов рассчитаны на гибку листов до 3 м шириной – согласитесь, габариты такого агрегата заставят задуматься даже владельца большого гаража или мастерской. Во-вторых, цена готового инструмента может существенно ударить по бюджету мастера.
Механический привод, которым оснащены многие заводские листогибы, для тонких работ неудобен – в начале рабочего хода механика выдает резкий удар, который к концу слабеет, а ведь для гибки процесс должен быть обратным. К тому же, затраты на электроэнергию не оправдывают себя, если размеры детали небольшие. Гидравлический привод более удобен – он умеет подстраивать свое усилие под оказываемое сопротивление. Однако такие инструменты очень дорогие и сложные, покупать их даже для постоянной работы в небольших объемах нерационально.
Остается ручной привод. Вы сами можете регулировать усилие и распределять его в работе. Ручной инструмент совершенно прост в эксплуатации и обслуживании, и не хуже механики и гидравлики сможет согнуть заготовки из листовой стали. Традиционная киянка и оправка уходит в прошлое – каким бы мастер не был умелым, он не сможет отогнуть с помощью этих инструментов нужную часть листа, не деформировав ее, да и времени уйдет несоизмеримо больше. Делайте выводы сами.
Как изготовить самодельный листогиб
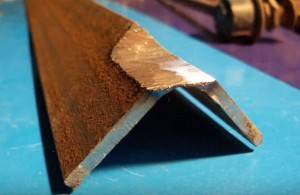
Простейшая конструкция – зажать край листа между стальным уголком и правилом (или двумя уголками) при помощи струбцины, и гнуть заготовку руками. Именно так обычно создаются простейшие элементы кровли.
ВАЖНО! Все работы с металлом необходимо выполнять в защитных рукавицах. Однако траверсный листогиб вполне реально изготовить самостоятельно
Требуется точность разметки и терпение
Требуется точность разметки и терпение
Однако траверсный листогиб вполне реально изготовить самостоятельно. Требуется точность разметки и терпение.
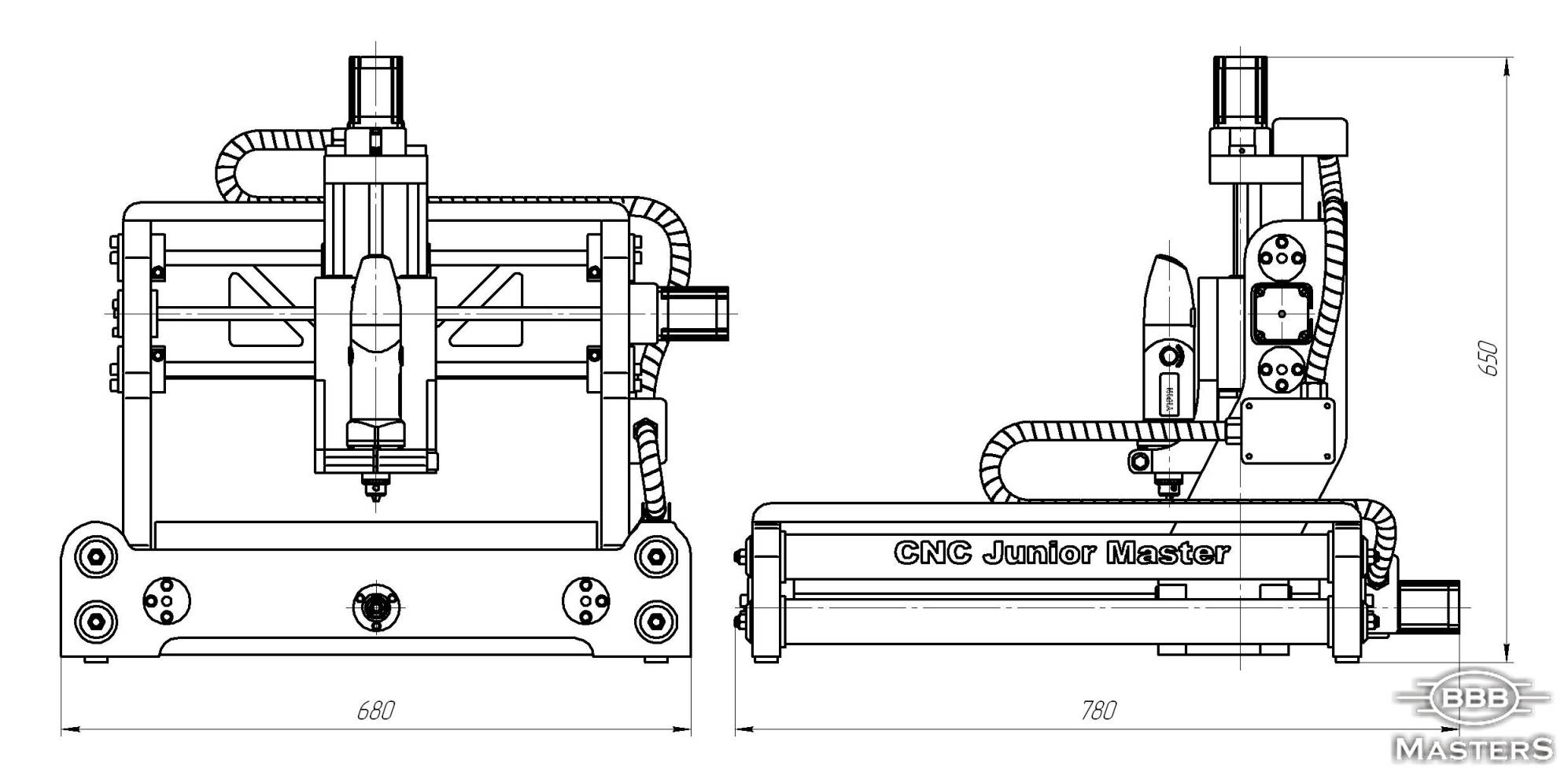
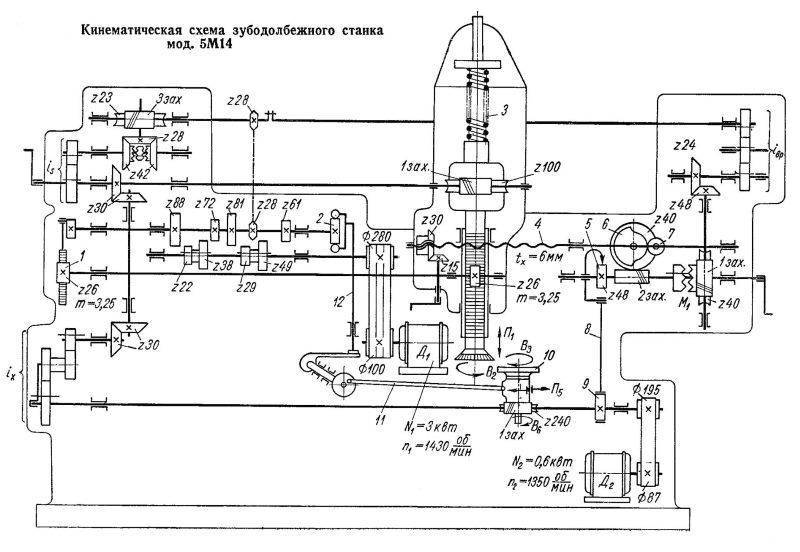
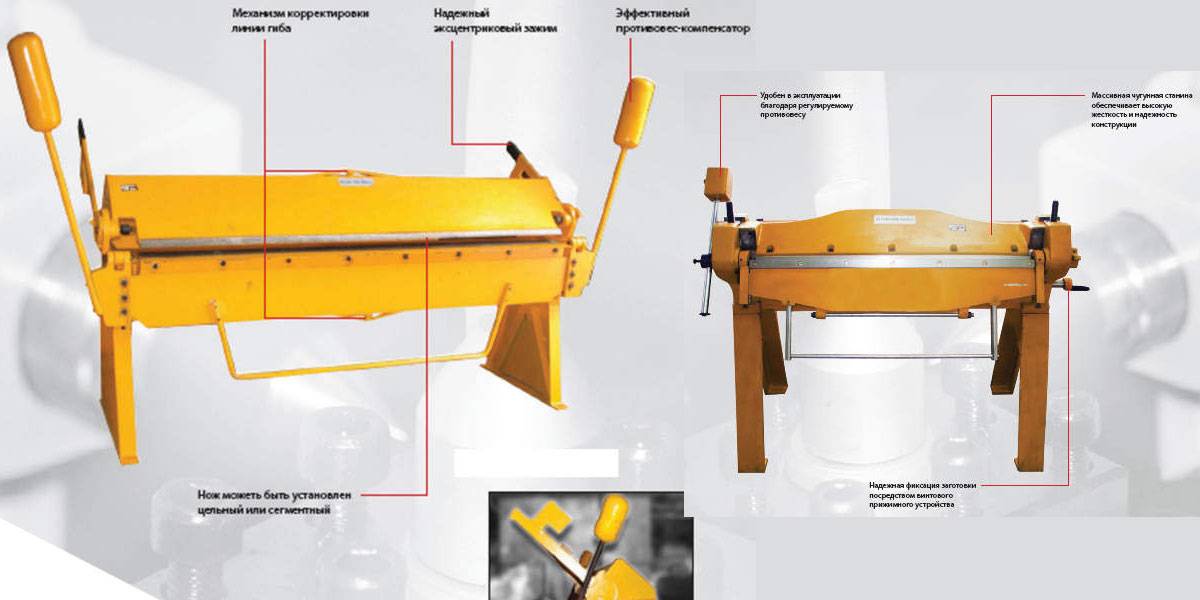
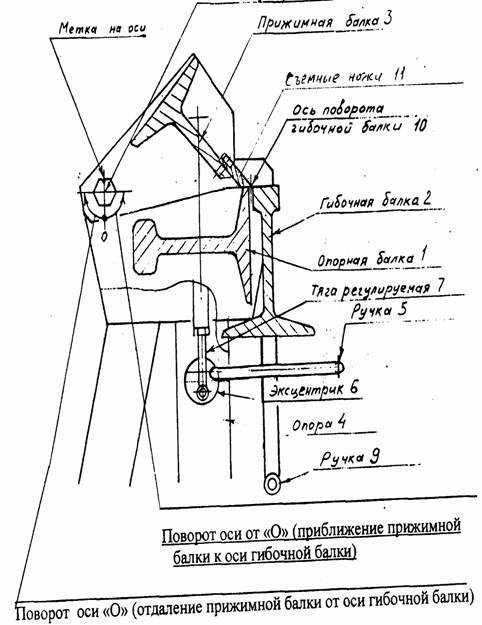
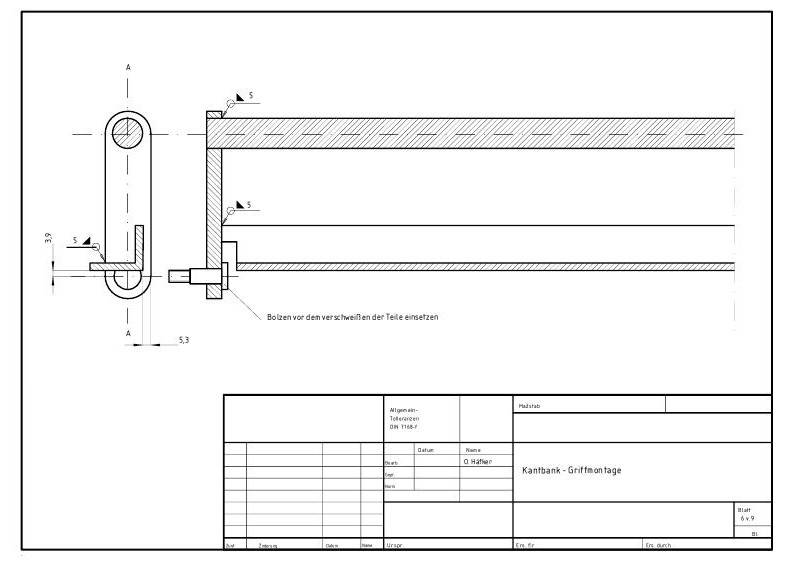
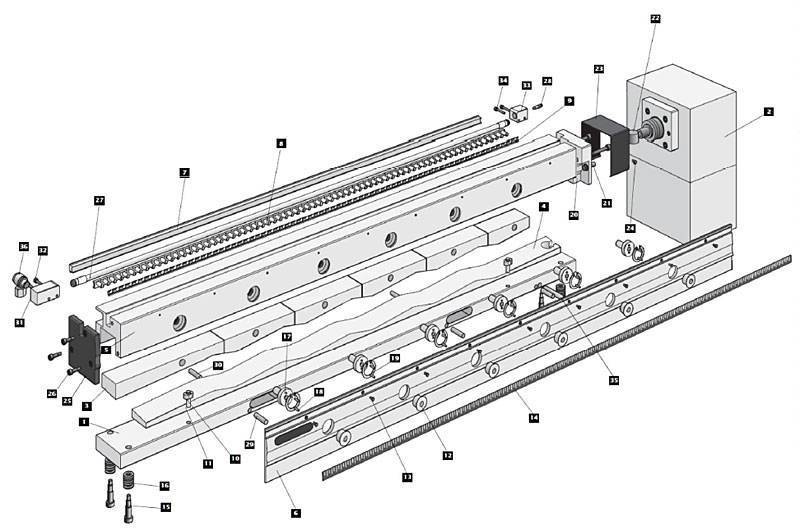
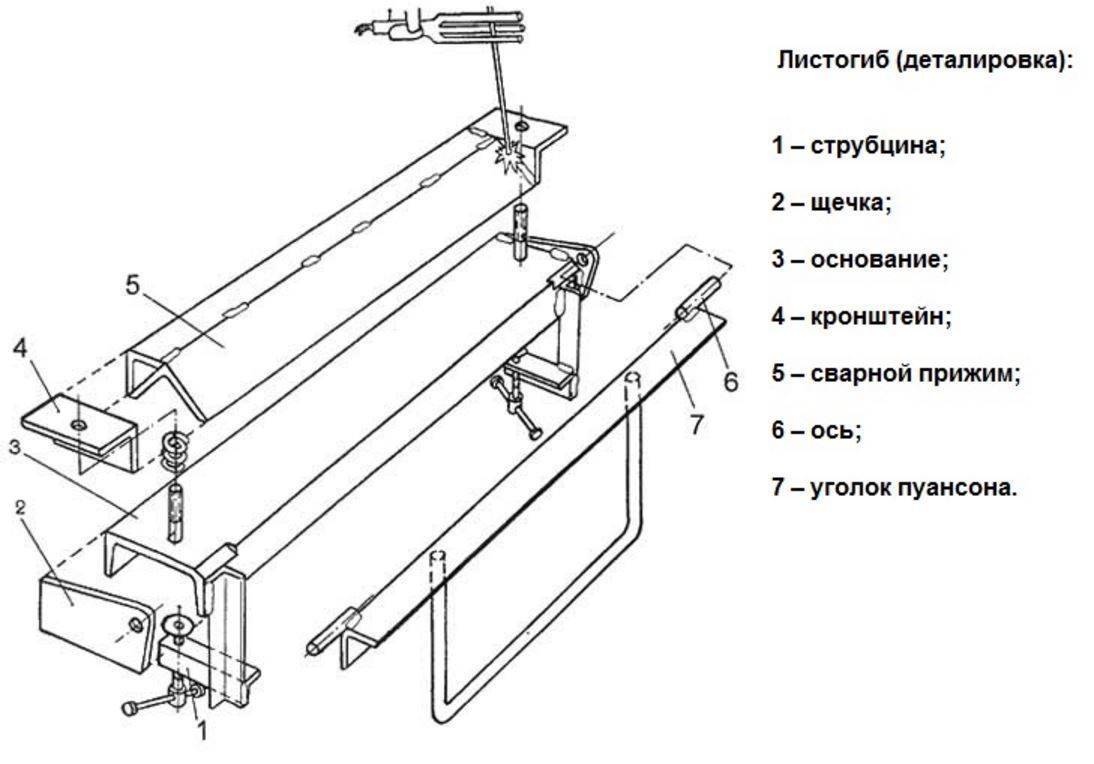
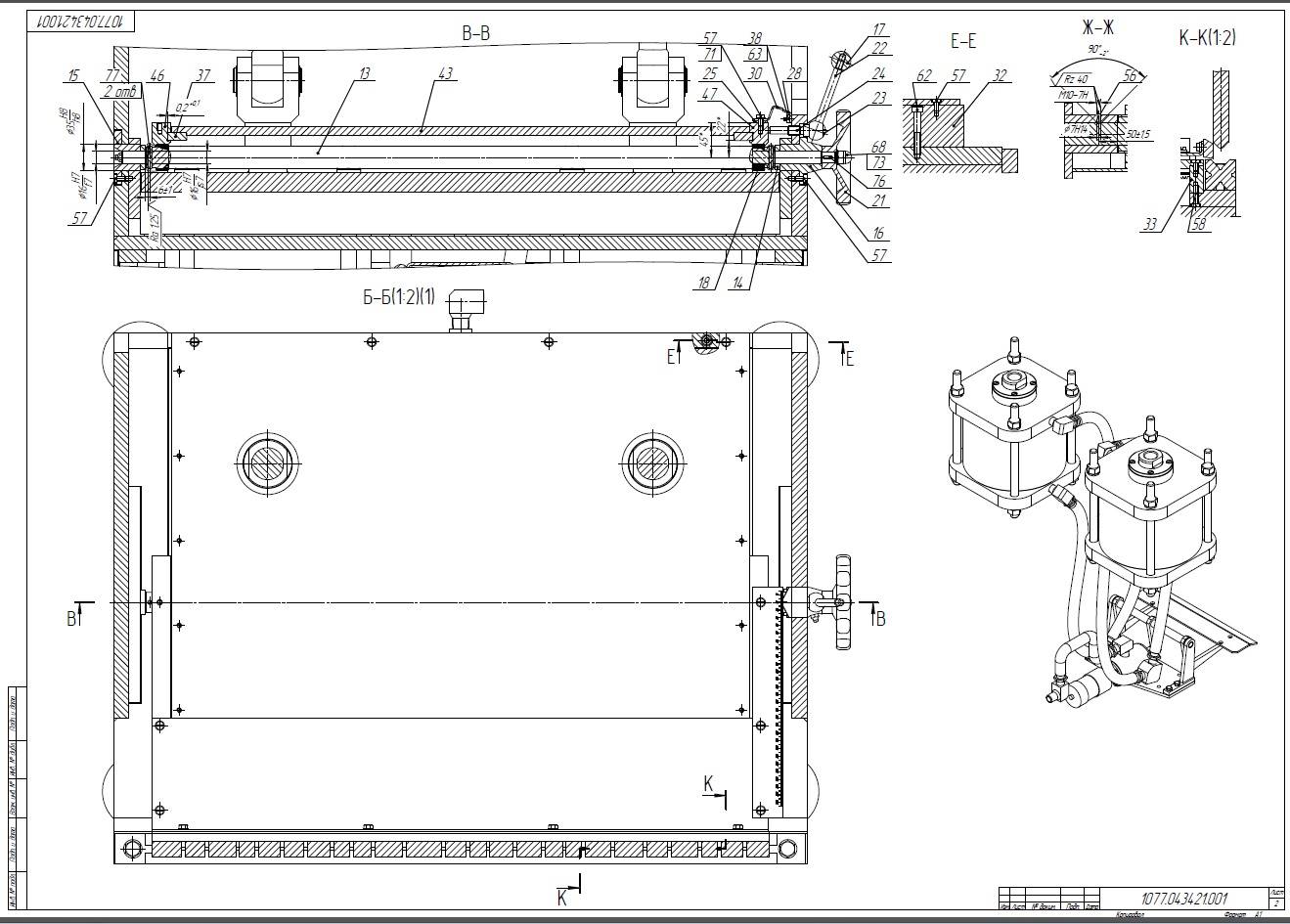
Конструкция и принцип работы видны на чертежах.
|
|
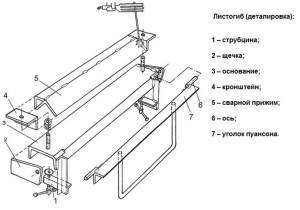

Рассмотрим сборку пошагово.
Для изготовления траверсного листогиба нам понадобятся:
4 метра стального уголка, сторона – 50 мм; Шаровая опора для автомобиля, с кронштейном для крепления; Тяга стабилизатора от него же, диаметром 10 мм; Болгарка, дрель, электросварка.
Уголок нарезаем болгаркой на куски по 1 метру.

Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм. Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.

Из стойки стабилизатора – делаем ось, на которую петли будут опираться.
ВАЖНО! От качества подгонки этих элементов зависит будущий люфт поворотного механизма

Тщательно измеряем и размечаем на уголке выборку для крепления оси.

Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы. Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.
Популярное: Пассатижи и плоскогубцы – отличие и сходство инструмента

Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка. Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.

В результате должна получиться конструкция, с идеальной соосностью в торцах.

Приставляем уголки друг к другу.

Делаем разметку выборки на втором уголке строго напротив осей первого уголка.

Углы относительно друг друга должны быть расположены следующим образом:

Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки. Привариваем петли на второй уголок с обеих сторон.

Уголки должны свободно вращаться друг относительно друга на петлях. При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.







Прижимной уголок будет располагаться следующим образом:

Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке.
Нижняя сторона прижимного уголка стачивается под углом 45 градусов.
ВАЖНО! Кромка должна остаться идеально ровной, именно по ней будет проходить линия сгиба. В случае неровностей возможны заломы и складки на заготовке

Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.

В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.

Болты нужны для прижима заготовки к траверсе при изгибе. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.

Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.
Популярное: Самодельный трубогиб, как изготовить в домашних условиях

Рукояти привариваем с нижней части поворотного уголка (траверсы).

Далее изготавливаем станину для листогиба. Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности. В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.

Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.

Конструкция позволяет работать с листами железа толщиной до 2 мм и шириной 92 см. Углы загиба можно выбирать любой величины, гнуть заготовку можно как в одном направлении, так и ступенчато. При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает.
Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.

Производители
Широкое распространение в разных странах получили бендеры, поставляемые австрийским концерном Wuko Maschinenbau GmbH. Модификация Wuko Bender позволяет производить прямо на месте детали кровли, водосточных труб и различных воздуховодов. Этот ручной листогиб может дотягиваться до самых труднодоступных участков. Есть и специальный режим криволинейного изгиба с разными радиусами. На традиционном листогибочном станке, используемом промышленностью, это сделать нельзя.
Wuko Mini Bender — устройство с единственной парой роликов. Вариант 2020 обеспечивает изгиб от 0,5 до 2 см
Если нужны борта большей высоты, стоит обратить внимание на другие модификации в той же линейке. Сейчас их 2: 2030 и 2050. Но ассортимент на этом не заканчивается
Но ассортимент на этом не заканчивается.


Если важна повышенная производительность, нужно обратить внимание на линейку Wuko Duo Bender. В таких системах есть 2 пары роликовых элементов. Разница по величине изгиба вполне ощутима — в разных моделях она может составлять от 20 до 35 см
Стоит отметить и конструкцию Wuko Duo Bender 3350 Plus, которая комплектуется вспомогательной снимающейся ручкой и опорной планкой. Такие устройства оптимальны, когда надо работать на прямом участке
Разница по величине изгиба вполне ощутима — в разных моделях она может составлять от 20 до 35 см. Стоит отметить и конструкцию Wuko Duo Bender 3350 Plus, которая комплектуется вспомогательной снимающейся ручкой и опорной планкой. Такие устройства оптимальны, когда надо работать на прямом участке.
Говоря про российские сгибающие системы, полезно упомянуть модель ЛБА-215. Ее характерная особенность — гибочная балка с повышенной жесткостью. Устройство отлично подходит для производства элементов вентиляции и прочих «фасонных» изделий из металла. Возможна обработка не только стали, но и меди, и алюминия. Набор поставки включает отрезную машинку и фальцеосадочный блок, помогающий догибать заготовки до 180 градусов.


Еще одна привлекательная модель — MRB UNO 100 METALMASTER. Параметры этого листогиба таковы:
работа со сталью толщиной 0,06 см;
работа с медью толщиной 0,08 см;
работа с алюминием толщиной 0,08 см;
работа с цинком и титаном толщиной 0,08 см;
высота гиба 10 см;
общая масса устройства 1,3 кг.

Листогибочное оборудование из США
Наиболее известны модели от компаний Ван Марк и Тапко. Листогибы Ван Марк поставляются на мировой рынок с 1964 года. Фирменной особенностью оборудования является надёжная конструкция узлов прижима листа, что обеспечивает листогибам Ван Марк высокие параметры качества. При конструировании узлов прижима компания Ван Марк использует технологии компьютерного проектирования. Значительный удельный вес в деталях проходных листогибов Ван Марк занимают изделия, полученные методом литья под давлением и центробежного литья. Это снижает себестоимость продукции, но делает листогибы Ван Марк уязвимыми при резких нагрузках на станину. Поэтому продукцию от Ван Марк нельзя эксплуатировать при условиях, не соответствующих техническим параметрам, заявленным в инструкции пользователя.





Станки от Ван Марк выгодно отличаются современным дизайном, надёжностью и долговечностью работы подшипниковых узлов, а также компактностью, что удобно при транспортировке оборудования. Листогибы от Ван Марк – приемлемое решение в условиях мелкосерийного производства продукции с малоизменяемыми в процессе деформирования прочностными параметрами. Компания Тапко в своё время сделала акцент на лёгкость своей продукции. Разнообразие технических решений от Тапко позволяет её механизмам успешно конкурировать с подобной продукцией иных фирм при гибке высокопластичных металлов.
Китайские и польские проходные листогибочные станки от Decker и Stalex
Машиностроительная продукция из КНР всегда выделяется своей бюджетностью, что делает её доступной для приобретения даже малыми фирмами. Наиболее популярной линейкой листогибов отличаются торговые марки Decker и Stalex. Под обозначением Stalex выпускается линейка листогибов с поворотной балкой и ножным приводом. Торговая марка Decker производит роликовые листогибы. Отличительными особенностями продукции Decker и Stalex является:
- универсальность возможных технологий, включая гибку пространственных сложных контуров;
- отсутствие ограничений в позиционировании заготовок на установках Decker и Stalex;
- доступная регулировка параметров процесса гибки на листогибах Decker и Stalex;
Кроме того, роликовый листогиб Decker характеризуется применением высококачественного отрезного инструмента, благодаря чему стойкость ножей и роликов является весьма значительной. Оборудование от Decker и Stalex успешно конкурирует с продукцией фирм из Польши, России и США : китайские производители весьма тщательно следят за мировыми технологическими новинками, и практически сразу же используют их в своих новых моделях.
Некоторые сложности представляет собой текущее обслуживание техники от Decker и Stalex. Эти торговые марки не имеют своего представительства в России, а потому заказ инструмента, совместимого с посадочными местами листогибов от Decker и Stalex приходится размещать на неспециализированных производствах. Стоит отметить также относительно небольшой гарантийный срок эксплуатации техники от Decker и Stalex.
Чертежи создания листогибочных станков
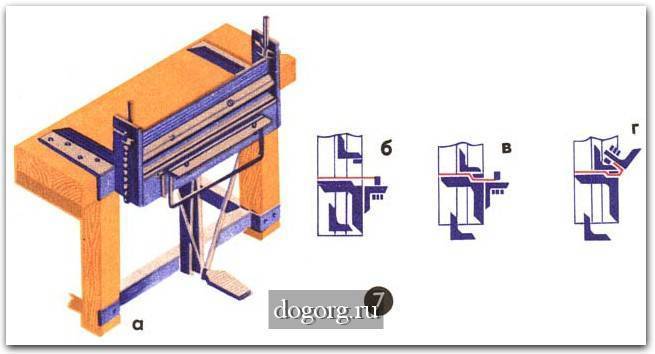
Инструмент с поворотной рамой для гибки заготовок
Подобное устройство, сделанное своими руками, домашние мастера используют чаще всего для загиба листовых изделий. Тем более что оно отличается от остальных листогибов большой универсальностью. Рабочий стол в нём создают из металла либо дерева. Размеры такого листогибочного станка — не меньше 2х1 м. Если понадобится согнуть большие заготовки, то можно с задней стороны устройства установить плоскость, размещённую на уровне со столом, или откидную раму. Делается это для крепления металла, чтобы он не выскальзывал при изменении положения.
Спереди рабочего стола следует прикрутить основание. Для этого понадобится швеллер с шириной верхней грани не больше 7 см. К его концам монтируют направляющие шпильки с пружинами. На них потом фиксируется прижим, передняя грань у которого должна быть скошена под углом в 45 градусов.
Для создания поворотной части используется уголок, размером 5х5 см, с установленной рукояткой. Монтируют его на петлях таким способом, чтобы верхняя грань материала в откинутом состоянии располагалась на одном уровне с основанием.
Простота конструкции такого листогиба и доступность материалов для его сборки позволяет хорошо сэкономить. Во многих случаях металл для рабочего стола и каркаса даже не нужно приобретать, ведь в каждой мастерской есть обрезки труб, уголков и швеллера. Из этих остатков получится отличный самодельный станок для гибки металлических листов.
Чертёж устройства из тавров
Чтобы сделать такой листогиб, понадобятся следующие материалы:
Ровная поверхность, лучше металлическая; Уголки не менее 3 штук с шириной полки около 45 мм и толщиной примерно 3 мм.
Самодельный листогибочный станок делается из тавра. Понадобится три куска такого изделия по 2,5 метра, небольшая металлическая пластина толщиной в 5 мм для укосин, два болта размером 20 мм, а ещё пружина. Сначала нужно сложить два тавра, а потом с двух концов у них сделать отверстия под петли. При этом края ямок скашивают под углом 45 градусов. Оставшееся изделие обрезают аналогичным способом, только выемку делают глубже, чтобы использовать в качестве прижимной планки.
Затем можно переходить к привариванию петель. Делать это надо обязательно с внешней и внутренней стороны. Потом к одному тавру фиксируют укосины. После этого монтируется прижимная планка, а сверху к ней приваривают пластины из металла с выемкой по центру. Диаметр такой ямки должен быть немного шире, нежели болта. Отверстие следует выровнять так, чтобы оно располагалось с установленной гайкой на одной плоскости, и приварить.
Следующий шаг — отрезание пружины, она должна поднимать прижимную планку на целых 7 мм. Болт необходимо пропустить в отверстие этого изделия, установить пружину и завинтить гайку. Когда будет вмонтирована такая же упругая деталь с другой стороны при откручивании планка будет сама подыматься.
Чтобы сделать приспособление для закручивания, необходимо к шляпке винта прикрепить отрезки арматуры. После этого останется только приварить ручку к подвижному тавру и можно приступать к работе. Такой станок будет довольно мощным, на нём получится гнуть даже толстые и длинные листы.
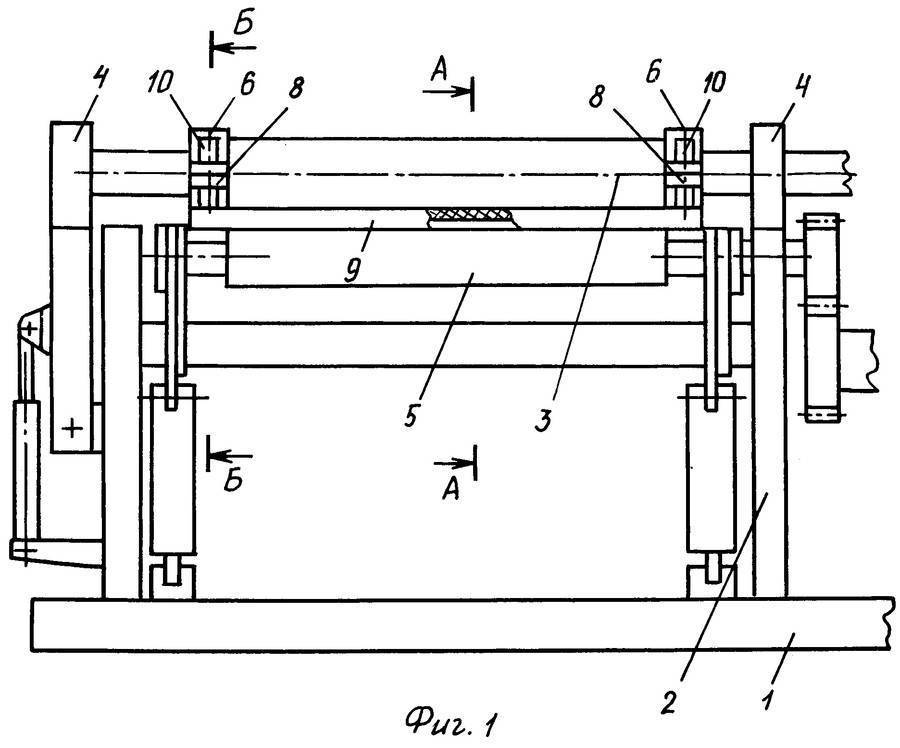
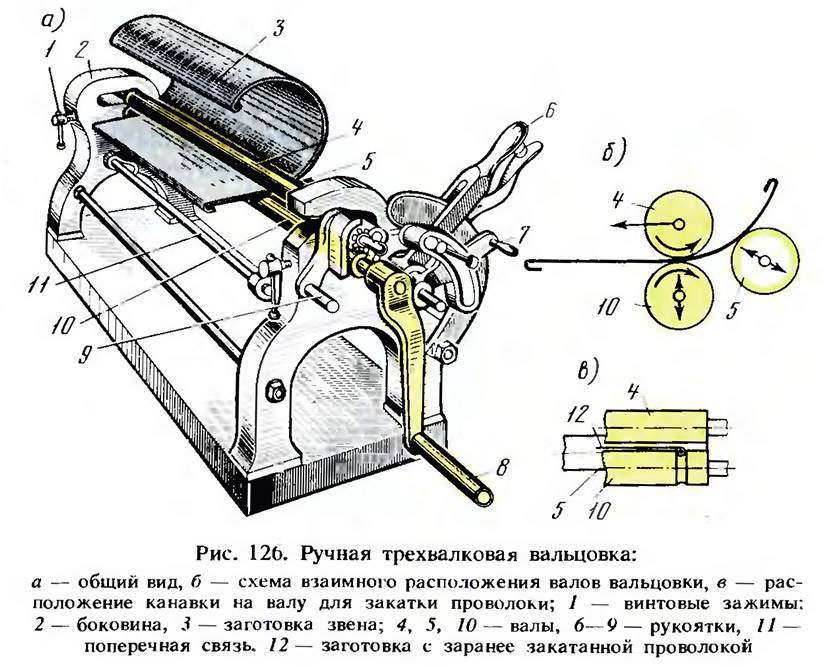
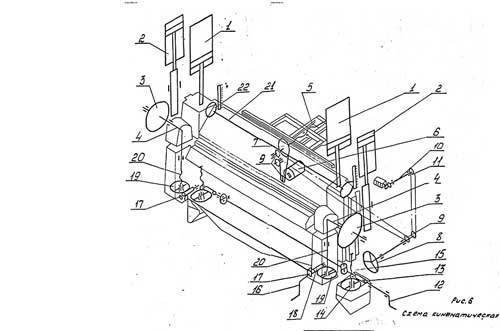
Валковый листогибочный станок своими руками
При создании и установке дымоходов, вентиляционных каналов и водосточных систем не обойтись без криволинейной гибки металлического листа. Прекрасно справляются с подобной задачей валковые листогибы.
Соорудить оборудование своими руками с тремя вальцами довольно легко. Ко всему прочему, его можно оснастить электромотором или ручным приводом. Основные детали валкового листогибочного станка следующие:
Опоры вертикальные из швеллера на подшипниках и с выемками под оси. Продольные валы. Их необходимо 3 штуки, подойдут трубы разного диаметра, имеющие заваренные торцы. Подобные изделия лучше использовать толстые, чтобы не допустить деформации. Рама. Узел прижима верхнего валка. Цепной либо зубчатый привод. Он необходим для обеспечения вращения валков с одинаковой скоростью и в одном направлении. Струбцины. Они перемещают опорные валки по горизонтали.
Одна вертикальная стойка в станке должна вращаться вокруг оси на 90–120 градусов. Так необходимо делать, чтобы заменить в последующем вальцы на цилиндры другой величины. Во время изготовления устройства вальцового типа стоит понимать, что его возможности будут ограничены силой человека. На таком самодельном оборудовании гнуть разрешается листовой металл шириной до 60 см и толщиной не больше 1,5 мм. Диаметр жёлоба можно регулировать путём перемещения валков.
Электромеханические
Полноприводные электромеханические листогибочные станки предназначены для изготовления элементов коммуникационных систем вентиляции и воздуховодов в виде прямоугольных или квадратных в сечении коробов, доборных кровельных и фасадных элементов, а также откосов и фигурных отливов с овалами и полуовалами из стального проката и гибких цветных металлов. В отличие от ручных ЛГС электромеханические станки гнут листовую сталь толщиной более 1 мм не за счёт физической силы оператора, а с помощью электродвигателя.
Листогибочное оборудование, оснащённое электромеханикой, может обладать различными характеристиками. Существуют полупромышленные установки и профессиональные мощные станки с числовым программным управлением (ЧПУ). Электромеханические станки занимают большой сектор рынка гибочного оборудования. Это самый производительный вид ЛГС среди всех остальных разновидностей устройств, уступая по своим характеристикам только гибочным прессам.
Данный тип станков в основном находит применение в серийном производстве на промышленных предприятиях, как стационарные установки, позволяющие обрабатывать в широком диапазоне размеров и форм листовой металлопрокат, соблюдая ритмичность и цикличность производства готовых изделий.
Все разновидности электромеханических листогибов конструктивно похожи тем, что все они имеют массивную опорную станину, электрический приводной подъёмно-поворотный механизм, электроприводную прижимную консоль.
Обратите внимание. Между тем, производители станков изготавливают модели с существенно выраженными отличиями в конструкции и технологии обработки заготовок. Выбирая такое оборудование, следует обращать внимание на его характеристики.
Выбирая такое оборудование, следует обращать внимание на его характеристики.
Основные преимущества данного класса ЛГС
К основным достоинствам электромеханических станков следует отнести следующее:
доступная стоимость для широкого круга потребителей;
быстрая окупаемость оборудования;
высокая надёжность;
эргономичность органов управления станка;
мотор-редуктор обеспечивает высокую производительность ЛГС;
наличие ЧПУ позволяет оператору задавать выполнение сразу несколько операций, количество которых зависит от характеристик данной модели;
способность обрабатывать листовой металл большой толщины и ширины;
наличие у некоторых моделей набора сегментных ножей, позволяющих изготавливать изделия коробчатых форм.
Особенности электромеханических ЛГС
Листогибы с электроприводом способны максимально делать загибы от 120 до 160 градусов. Роликовые ножи обеспечивает эффективную резку металлопроката с помощью электрической тяги. Это относится и к фальц закаточной машинке. Из-за большой толщины стали (от 1 мм и более) физическое воздействие со стороны оператора невозможно. В качестве расходного материала используется электроэнергия, если не считать смазку узлов станка.
Принцип работы
Гибочный процесс довольно несложен и состоит из нескольких операций:
лист металла помещают между опорной и прижимной балками;
часть листа, которая должна быть загнута, выдвигают вперёд;
прижимную балку опускают на металл;
поворотную траверсу поднимают вверх на нужный угол;
балку возвращают в первоначальное положение;
изделие извлекают из станка или продолжают делать на ней загибы на других участках листа металла.
Виды и конструктивные схемы оборудования для листовой гибки
Соответственно приведенным выше технологических схем гибки, производимое для указанных целей оборудование классифицируется по следующим показателям:
- по виду привода. Для гибки в конкретных производственных условиях может быть применён ручной листогибочный станок, или оборудование с механизированным приводом рабочего инструмента. Чаще других используются: листогиб механический (привод которого производится от кривошипно-шатунного механизма), листогиб с гидравлическим приводом, электромеханический и электромагнитный листогиб, магнитный листогиб. При наличии сети сжатого воздуха весьма эффективен листогибочный станок с пневматическим приводом;
- по кинематике перемещения механизма главного привода. Например, листогиб механический изготавливается с возвратно-поступательным перемещением рабочей балки. Ручной станок для гибки чаще всего выполняется как листогиб с поворотной балкой. Агрегат непрерывного действия представляет собой роликовый листогиб, в составе которого предусмотрен отрезной нож для отделения окончательно спрофилированных изделий друг от друга. Роликовый листогиб относится к гибочному оборудованию ротационного типа;
- по степени механизации процесса гибки различают листогибочный электромеханический станок с ЧПУ, который программируется индивидуально под конкретную операцию деформирования, и электромеханический листогибочный станок универсального назначения, в котором настройка листогиба производится путём установки нового комплекта сегментированного инструмента. Электромеханические агрегаты непрерывного действия (например, листогиб для профнастила), а также с программным управлением рентабельны при значительных программах выпуска гнутых изделий, в то время как прочее электромеханическое оборудование целесообразнее применять в мелкосерийном производстве;
- по точности производимых операций. Наибольшей точностью обладает листогибочный станок с гидравлическим приводом прижима рабочей балки. Длительность контактирования заготовки с инструментом снижает производительность процесса, зато обеспечивает лучшее качество гибки, когда при длительном прижиме ликвидируется инерционный эффект от пружинения. Ручной или электромеханический листогиб с поворотной балкой также гарантирует высокую точность готового изделия, поскольку поворотную балку можно удерживать в конечном положении ровно столько времени, сколько необходимо для полного снятия эффекта пружинения. Электромеханический Сегментальный листогиб с кривошипно-шатунным рабочим механизмом отличается кратковременностью силового воздействия инструмента на заготовку. Поэтому электромеханический пресс может быть эффективно использован лишь при гибке высокопластичных металлов (алюминия, низкоуглеродистых сталей);
- по способу фиксации заготовки во время проведения операции гибки и последующей отрезки ножом. Современный электромеханический сегментный листогиб, например, оснащается системой трёхкоординатного прижима, которая может оперативно переналаживаться под заготовку с иными значениями длины, толщины, угла гиба. Электромагнитный листогиб производит фиксацию заготовки при помощи встроенного электромагнита (что, впрочем, не может быть использовано при гибке изделий из нержавеющих сталей). Электромагнитный листогиб ненадёжен в условиях нестабильно подачи электроэнергии в помещения, где установлено оборудование такого типа. Магнитный листогиб (как правило, ручного исполнения) использует магнитную силу, требуемую для регулировки упоров, для гибки заготовки при фиксировании по координатам.







Ручной листогиб для толстых листов своими руками
Для изготовления деталей из тонколистового металла сгодиться и самый простой вариант из дерева и минимума металлических элементов. Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Материалы
Материал для ручного листогиба:
- Для основания подойдет швеллер №6,5 или №8;
- Для прижима берем швеллер №5;
- Для пуансона нужен уголок №5 с максимально толстыми стенками;
- Для ручки-рычага подойдет арматура диаметром в 15 мм;
- Прут в 10 мм, листовой металл для «щечек».
Хотя конструкция по своему принципу не отличается от первого варианта, тут не обойтись без сварочного аппарата.
Последовательность работ
Приступаем к выполнению работ:
- Пуансон нужно сделать примерно на 5 мм короче, нежели основа;
- Отверстия для болтов в прижиме высверливаются четко по оси, на расстоянии 30 см от краев;
- Из арматуры выгибается ручка-рычаг в виде скобы. Ручку нужно приварить к уголкам с двух концов;
- На концах заготовок для пуансона и основания нужно выполнить фаску параметрами 7*45° . Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону;
- Привариваем прут к пуансону таким образом, чтобы его ось совпала с ребром уголка;
- Завершительный этап – это приваривание «щечек» из листовой стали. Но для начала нужно вычислить их точное расположение. Для этого производиться проверочная сборка – пуансон и основание зажимают в тиски так, чтобы рабочая часть пуансона (из уголка) и стенка основания (из швеллера) находились в одной плоскости, но с зазором в 1 мм при помощи, например, картонного листа;
- Щечки накидываются на оси пуансона и точечно прихватываются сварочным аппаратом. Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально;
- В основании просверлите отверстия около 8,5 мм при помощи заготовки с отверстиями как направляющей и нанесите резьбу М10. В эти отверстия будут завинчены зажимные болты, на которые надеваются гайки и сразу же привариваются к основанию;
- Теперь болты вывинчиваются и вставляются в более широкие (10,5мм) отверстия прижима. На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.
Окончательная обработка деталей
неровность этого элемента всего 0,2 мм
Для домашнего пользования это еще сгодится, но если вы решили профессионально выполнять какие-либо работы, то это недопустимо. Выход один – отдать прижим на фрезеровку, но делать это нужно после окончательной сборки. Когда все нюансы, которые могли проявиться, уже проявились, тогда фрезеровка действительно поможет все выровнять все до приличного результата.
Как видите, в условиях гаража можно выполнить замечательные ручные листогибочные станки. Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами. Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.
Листогиб сегментный ручной
На нем осуществляют контурное гнутье штучных изделий из листовой стали, эта процедура становится возможной благодаря использованию набора стандартных сегментов. Для эффективной работы в нем ставится прижимной механизм. На нем есть место для установки сегментов и поворотного гибочного устройства. С помощью ручного рычага делают поворот балки на заданный размер угла, если мощность станка большая, то предусмотрен ножной привод для передачи усилия.
Производство ручных листогибов предусматривает крепление всех конструктивных узлов на станине по типу рамы, собранной из металлического проката. Чтобы перемещение было прямолинейным и не сдвигалось в сторону, крепят направляющие приспособления. В качестве фиксаторов применяют механические или магнитные устройства. Равномерное движение заготовки и механических деталей происходит благодаря пружинам для компенсации вибрации.