

Марочник стали и сплавов
НАВИГАЦИЯ: Материалы -> Сталь конструкционная легированная ИЛИ Материалы -> Сталь конструкционная-все марки Марка : 40ХН2МА ( другое обозначение 40ХНМА 40ХН2МА-Ш ) Заменитель: 40ХГТ, 40ХГР, 30Х3МФ, 45ХН2МФА Классификация : Сталь конструкционная легированная Дополнение: Сталь хромоникельмолибденовая. Применение: Коленчатые валы, клапаны, шатуны, крышки шатунов, ответственные болты, шестерни, кулачковые муфты, диски и другие тяжелонагруженные детали. Валки для холодной прокатки металлов. Из стали 40ХН2МА-Ш изготавливают трубы холоднодеформированные для хвостовых валов вертолетов Зарубежные аналоги: Известны
40ХН2МА: купить Ауремо ООО www.auremo.org Поставщик: Санкт-Петербург +7 (812) 680-16-77 , Днепр +380 (56) 790-91-90, info auremo.org
Виды поставки материала 40ХН2МА
| B03 — Обработка металлов давлением. Поковки | ГОСТ 8479-70; |
| В22 — Сортовой и фасонный прокат | ГОСТ 1133-71; ГОСТ 2590-2006; ГОСТ 2591-2006; ГОСТ 2879-2006; |
| В23 — Листы и полосы | ГОСТ 103-2006; |
| В32 — Сортовой и фасонный прокат | ГОСТ 8560-78; ГОСТ 8559-75; ГОСТ 7417-75; ГОСТ 4543-71; ГОСТ 14955-77; ГОСТ 1051-73; ГОСТ 10702-78; |
| В71 — Проволока стальная низкоуглеродистая | ГОСТ 1526-81; |
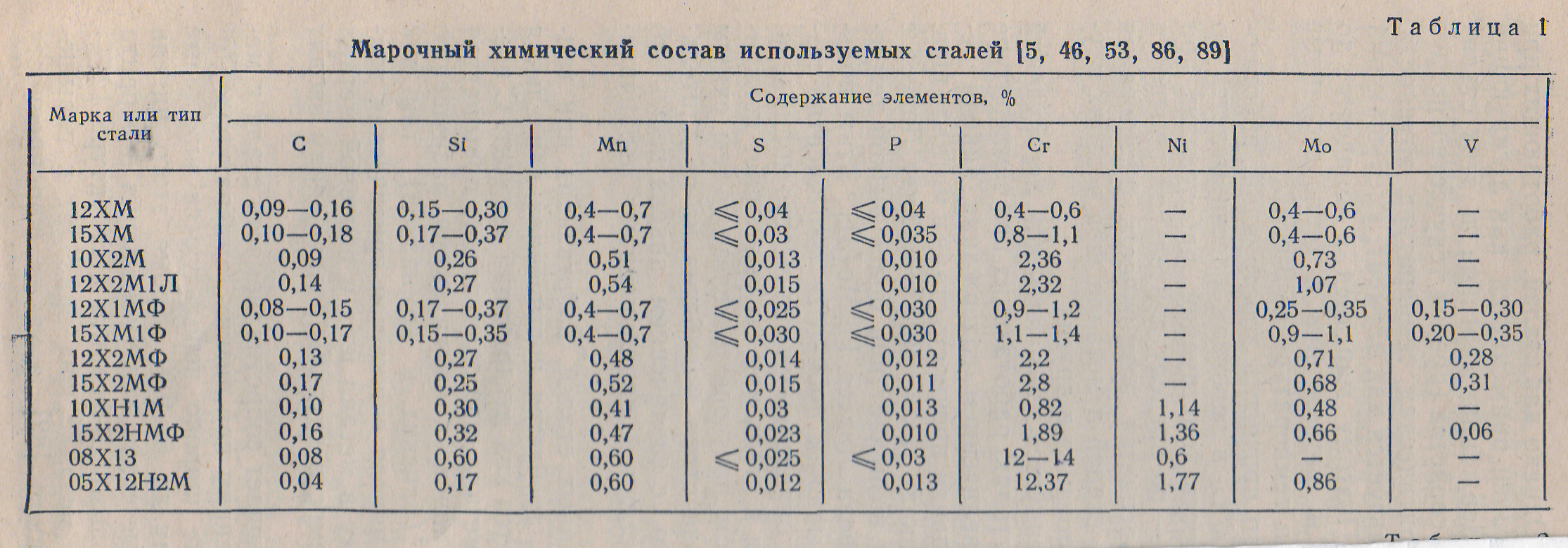
Химический состав в % материала 40ХН2МА
| Примечание: По ТУ 14-3-588-76 состав 40ХН2МА-Ш содержит C до 0.38%; Mn=0.3-0.6%; Cr=1.25-1.65%; Ni=1.35-1.75%; Mo=0.2-0.3% |
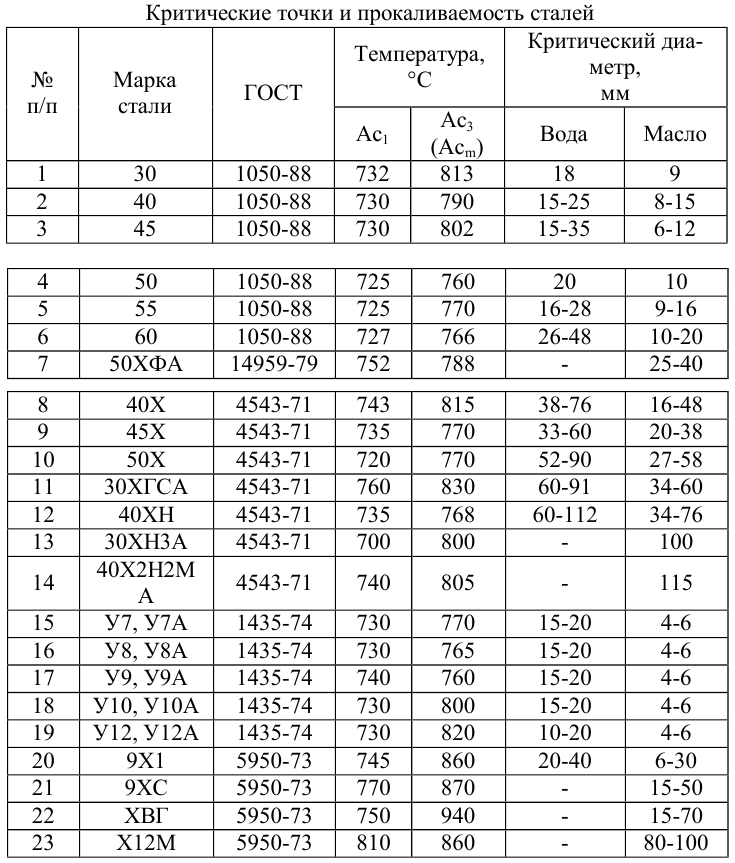
Температура критических точек материала 40ХН2МА.
Ac1 = 730 , Ac3(Acm) = 820 , Ar3(Arcm) = 550 , Ar1 = 380 , Mn = 320
Технологические свойства материала 40ХН2МА .
| Свариваемость: | трудносвариваемая. |
| Флокеночувствительность: | чувствительна. |
| Склонность к отпускной хрупкости: | не склонна. |
Механические свойства при Т=20oС материала 40ХН2МА .
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| — | мм | — | МПа | МПа | % | % | кДж / м2 | — |
| Пруток, ГОСТ 4543-71 | Ø 25 | 1080 | 930 | 12 | 50 | 780 | Закалка и отпуск |
| Твердость 40ХН2МА после отжига , ГОСТ 4543-71 | HB 10 -1 = 269 МПа |
Физические свойства материала 40ХН2МА .
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 2.15 | 39 | 7850 | 331 | ||
| 100 | 2.11 | 11.6 | 38 | 490 | ||
| 200 | 2.01 | 12.1 | 37 | 506 | ||
| 300 | 1.9 | 12.7 | 37 | 522 | ||
| 400 | 1.77 | 13.2 | 35 | 536 | ||
| 500 | 1.73 | 13.6 | 33 | 565 | ||
| 600 | 13.9 | 31 | ||||
| 700 | 29 | |||||
| 800 | 27 | |||||
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
Зарубежные аналоги материала 40ХН2МА
Внимание! Указаны как точные, так и ближайшие аналоги
| США | Германия | Япония | Франция | Англия | Евросоюз | Италия | Испания | Болгария | Венгрия | Польша | Румыния | Чехия | ||||||||||||||||||||||||||||||||||||
| — | DIN,WNr | JIS | AFNOR | BS | EN | UNI | UNE | BDS | MSZ | PN | STAS | CSN | ||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
| Механические свойства : | |
| sв | — Предел кратковременной прочности , |
| sT | — Предел пропорциональности (предел текучести для остаточной деформации), |
| d5 | — Относительное удлинение при разрыве , |
| y | — Относительное сужение , |
| KCU | — Ударная вязкость , [ кДж / м2] |
| HB | — Твердость по Бринеллю , |
| Физические свойства : | |
| T | — Температура, при которой получены данные свойства , |
| E | — Модуль упругости первого рода , |
| a | — Коэффициент температурного (линейного) расширения (диапазон 20o — T ) , [1/Град] |
| l | — Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | — Плотность материала , [кг/м3] |
| C | — Удельная теплоемкость материала (диапазон 20o — T ), [Дж/(кг·град)] |
| R | — Удельное электросопротивление, |
| Свариваемость : | |
| без ограничений | — сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | — сварка возможна при подогреве до 100-120 град. и последующей термообработке |
| трудносвариваемая | — для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки — отжиг |
40ХН2МА — Сталь конструкционная легированная40ХН2МА — химический состав, механические, физические и технологические свойства, плотность, твердость, применение
При использовании информации сайта гиперссылка на «Марочник стали и сплавов (www.splav-kharkov.com)» обязательна на каждой странице. Юридическую поддержку ресурсу оказывает юр. фирма » Интернет и Право «
| Марочник стали и сплавов. К о н т а к т н а я и н ф о р м а ц и я 2003 — 2019 Контент сайта защищен Авторским свидетельством № 7533 от 8.05.2003 г. При использовании информации сайта гиперссылка на «Марочник стали и сплавов » (splav-kharkov.com) обязательна Администрация сайта не несет ответственность за достоверность данных |
Раньше данный сайт располагался по адресу: splav.kharkov.com
Специфика маркировки
В маркировке любой стали присутствуют цифры и буквы. Буквы в маркировке выступают в качестве обозначения металла, входящего в состав сплава. Чаще всего используют такие компоненты, как:
- Никель – (Н).
- Вольфрам – (В)
- Алюминий – (Ю).
- Хром – (Х).
- Ванадий – (Ф).
- Молибден – (М).
- Титан – (Т).
Любая маркировка начинается с числа, указывающего на процентное содержание углерода в данном сплаве. В соответствии с этим фактором принять различать: низкоуглеродистые (менее 0,25% углерода), среднеуглеродистые (от 0,25% до 0,65% углерода) и высокоуглеродистые стали (более 0,65 % углерода). Большинство легированных сталей являются среднелегированными, например, марка 50ХФА (углерода 0,5%).
Рядом с буквой часто стоит цифра, указывающая на численность данного металла в этом сплаве. Если она отсутствует, то металла в нем не более 1,3%. Во многих марках конструкционных сталей на конце стоит буква «А». Ее наличие говорит о том, что данная сталь является высококачественной, что означает минимальное количество вредных примесей в ее составе (как например, в стали марки 40ХН2МА).
Большой популярностью пользуются такие марки легированной стали, как 40ХН2МА, 40ХН, 45ХН2МФА, 50ХФА. Рассмотрим их специфику в индивидуальном порядке.
Материал 40ХН2МА Челябинск
Без стали не обходится ни одно производство, будь то тяжелое машиностроение или изготовление бытовых электроприборов. Существует множество марок этого продукта, а также большое количество форм отпуска. Наша компания реализует материал 40ХН2МА большими партиями и с минимальной наценкой. Для уточнения свойств и характеристик конкретной марки можно обратиться к менеджерам компании.








Как и вся продукция, материал 40ХН2МА закупается у ведущих производителей. Поэтому мы готовы со всей ответственностью давать гарантию на качество. Минимальное количество посредников определяет и низкую стоимость. Вкупе с быстрой доставкой, это дает возможность нашим бизнес-партнеры вести стабильное и взаимовыгодное сотрудничество.
Помимо отпуска, в форме той или иной детали (заготовки), наша компания реализует обработку металлов. Все мероприятия проходят четкий контроль на соответствие ГОСТа и правилам. Специалисты нашего предприятия осуществляют такие работы как оцинкование, создание деталей по чертежам заказчика, производство отливок, изготовление различных профилей и многое другое.
Имея в арсенале новейшее оборудование и огромный, опыт мы можем предложить проверку изделия по ряду параметров, таким как прочностные характеристики, химический состав, чистота сплава и так далее.
Каждому покупателю предложен огромный ассортимент продукции различного формата, а также актуальных услуг и работ. Чтобы быстрее разобраться и выбрать товар соответствующий потребностям, нужно связаться с менеджером компании и получить развернутую информацию по всем интересующим вопросам.
Типы сред при азотировании
Процесс азотирования стали в реальности проводят не по одной, а по нескольким технологиям, отсюда разнообразие видов азотирования. Это связано с тем, что для одних типов металлов более эффективно усваивается азот в одной среде, для других – в другой. Но это не главное. Среда позволяет получить определенное качество поверхности либо изменить скоростной режим выполнения операции по азотированию стали. Наиболее распространенные технологии, которые используются на предприятиях:
- диффузия азота в среде газовой на основе пропана с аммиаком;
- диффузия азота при использовании разряда тлеющего;
- диффузия азотная в среде жидкого характера.
Аммиачно-пропановая среда
Азотирование в газе из смеси пропана с аммиаком сейчас наиболее применимый способ укрепления поверхности стали. Соотношение компонентов смеси берется равнозначным, температуру по шкале Цельсия догоняют до 570 градусов выше нуля, обработку проводят на протяжении трех часов.
Полученный поверхностный слой можно охарактеризовать как высокопрочную твердую поверхность с отличной износостойкостью, и это несмотря на маленькую толщину нитридов. В численных единицах твердость изделия возрастает до показателей 1100–600 HV.
Тлеющий разряд
Другими словами, тлеющий разряд – это среда разряженного состояния при ионно-плазменном азотировании. Очень распространенный метод насыщения азотом поверхности стальных изделий. Особенностью этого метода является то, что, кроме помещения заготовки в печь муфельную, где происходит нагнетание температуры, к этой заготовке подключают электрический контакт с отрицательным потенциалом (то есть получается отрицательный электрод), положительным же электродом выступает сама печь муфельная. Ионное азотирование создает ионный поток между печью и изделием, который приобретает вид плазмы, и состоит она из элементов NH₃ или N₂. Таким образом, в поверхностный слой начинают диффундировать азотные молекулы, эффективно насыщая его.
Плазменное азотирование проходит в два этапа:
- Очищение поверхности заготовки путем распыления катода.
- Непосредственное насыщение стали азотом.
Основное преимущество метода в том, что при ионном плазменном насыщении процесс можно ускорить в несколько раз.
Жидкая среда
Кроме перечисленных двух сред для проведения операций азотирования, существует еще одна среда, подходящая для такого метода. Это жидкая среда, где применяется расплав солей цианистых, компоненты которых под действием принципа диффузии проникают в рабочий поверхностный слой металла. Условия для протекания процесса определяются высокой температурой до уровня 570 градусов по Цельсию и длительностью проведения обработки, которая может продолжаться до 3 часов (самое меньшее – 30 минут насыщения).
Какие стали азотируются
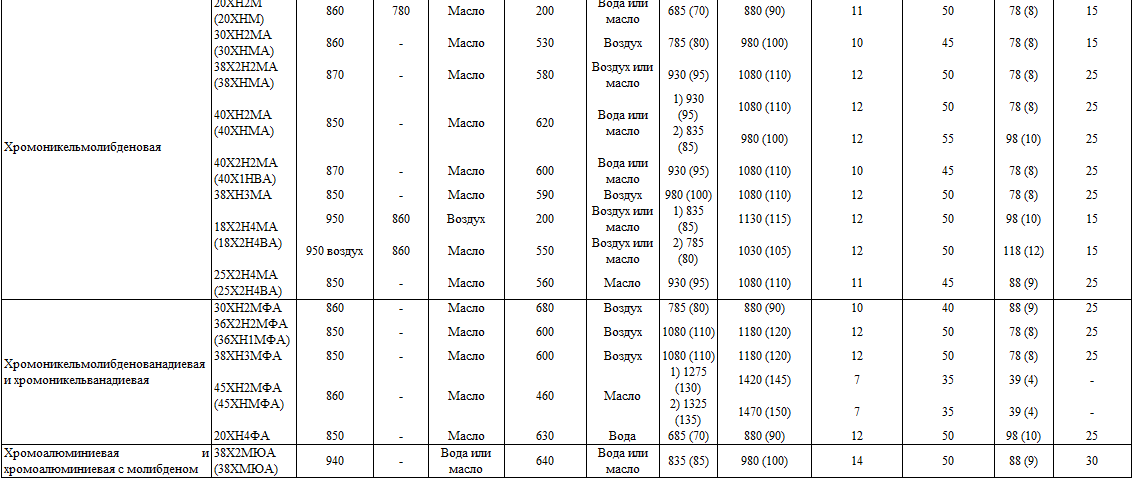
Для азотирования применяются как углеродистые стали, так и легированные, в которых доля углерода 0,3-0,5%. Наилучший результат можно получить при использовании стали с легирующими металлами, которые образуют наиболее термостойкие и твердые нитриды. Так, наиболее результативен процесс азотирования для легированных сталей, которые имеют в своем составе алюминий, молибден, хром и подобные металлы. Стали с таким составом называют нитраллоями. Молибден, в частности, предупреждает отпускную хрупкость, вызванную медленным остыванием стали после процесса насыщения азотом. Характеристики стали после азотирования:
- Твердость углеродистой стали — HV 200-250 ;
- Легированной — HV 600-800;
- Нитраллоев до HV 1200 и даже выше.
Одновременно с тем, как твердость посредством легирующих составных становится выше, толщина азотированного слоя – ниже. Наиболее тонкий слой образуют стали с элементами хрома, вольфрама, никеля, молибдена.
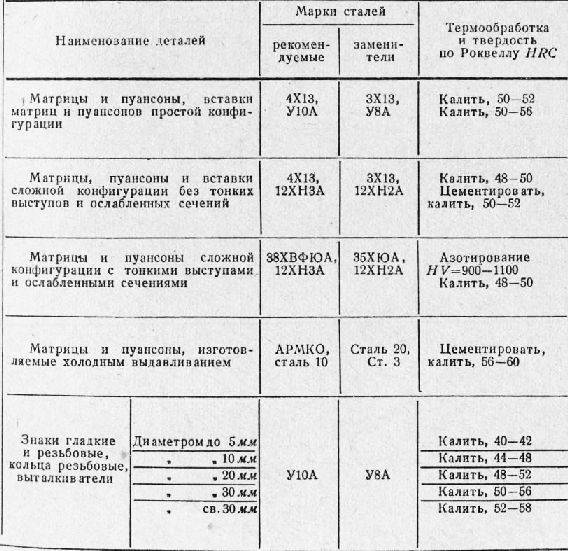
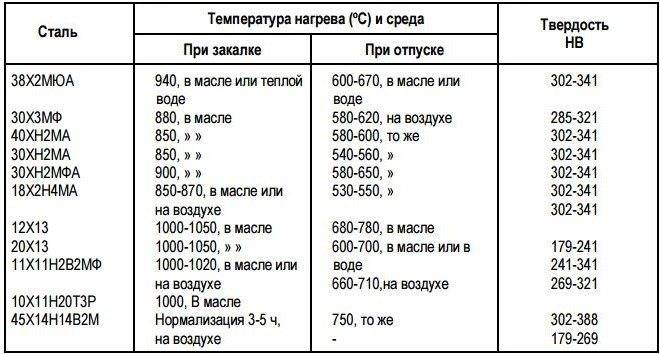
Рекомендованные марки стали
Применение той или иной марки стали зависит от последующей эксплуатации металлического элемента. Рекомендованные марки для азотирования в зависимости от назначения изделий:
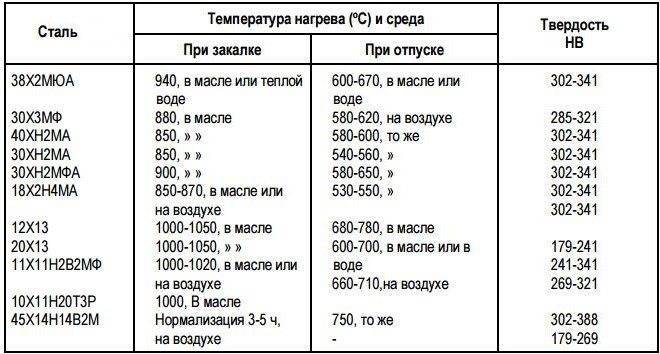
- При необходимости получения деталей с высокой поверхностной твердостью – марка стали 38Х2МЮА. Стоит отметить, что в ней содержится алюминий, который приводит к низкой деформационной стойкости изделия. Тогда как применение марок, не содержащих алюминия, значительно снижает твердость поверхности и ее износостойкость, хотя дает возможность создания более сложных конструкций;
- Для станкостроения применяют улучшаемые легированный стали марки 40Х, 40ХФА ;
- Для деталей, подвергающихся циклическим нагрузками на изгиб – марка стали 30Х3М, 38ХГМ, 38ХНМФА, 38ХН3МА;
- Для топливных агрегатов, детали которых должны быть изготовлены с высокой точностью – марка стали 30Х3МФ1 . Для получения более высокой твердости азотонасыщенного слоя, эту марку стали легируют кремнием.
Обработка и закалка
После сварочных работ готовая деталь охлаждается за счет понижения температуры при отключении печи, при этом находясь под чутким контролем. В результате таких манипуляций полученный на изделии шов при рентгеновском облучении покажет отсутствие дефектов. Наличие поверхностных трещин проверяется зачисткой и шлифовкой швов с последующим нанесением слоя кислоты.
Изготовленные с применением подобной технологии изделия успешно проходят макроисследования при котором выявляются плотность строения наплавленного металла в зоне сварочного шва и ближайших к нему зон. Микроструктура в этих местах изменяется от ферритно-перлитной до сербитообразной перлитной. Также образцы деталей из стали 40ХН проходят испытание на твердость, смысл которой в том, чтобы подтвердить неизменность структуры стали в зоне шва после сварки.
Закалка изделий из данного материала происходит в процессе погружения в масло, однако детали крупных габаритов иногда закаливают в воде после чего, как можно скорее, перемещаются в масло или подвергаются воздействию низкий отпуска. Не редкостью является и процесс закаливания высокочастотными токами, после нагрева которыми производится отпуск. В конечном итоге, такие манипуляции повышают твердость поверхности изделия.
Источник статьи: http://stankiexpert.ru/spravochnik/materialovedenie/stal-40hn.html
Технологическая схема азотирования
Чтобы выполнить традиционное газовое азотирование, инновационное плазменное азотирование или ионное азотирование, обрабатываемую деталь подвергают ряду технологических операций.
Подготовительная термообработка
Такая обработка заключается в закалке изделия и его высоком отпуске. Закалка в рамках выполнения такой процедуры осуществляется при температуре около 940°, при этом охлаждение обрабатываемого изделия производят в масле или воде. Последующий после выполнения закалки отпуск, проходящий при температуре 600–700°, позволяет наделить обрабатываемый металл твердостью, при которой его можно легко резать.





Режимы термообработки перед азотированием Механическая обработка Эта операция заканчивается его шлифовкой, позволяющей довести геометрические параметры детали до требуемых значений.
Защита участков изделия, которые не требуют азотирования
Осуществляется такая защита путем нанесения тонкого слоя (не более 0,015 мм) олова или жидкого стекла. Для этого используется технология электролиза. Пленка из данных материалов, формирующаяся на поверхности изделия, не позволяет азоту проникать в его внутреннюю структуру.
Выполнение самого азотирования
Подготовленное изделие подвергают обработке в газовой среде.

Рекомендуемые режимы азотирования стали Финишная обработка Этот этап необходим для того, чтобы довести геометрические и механические характеристики изделия до требуемых значений.
Степень изменения геометрических параметров детали при выполнении азотирования, как уже говорилось выше, очень незначительна, и зависит она от таких факторов, как толщина слоя поверхности, который подвергается насыщению азотом; температурный режим процедуры. Гарантировать практически полное отсутствие деформации обрабатываемого изделия позволяет более усовершенствованная технология – ионное азотирование. При выполнении ионно-плазменного азотирования стальные изделия подвергаются меньшему термическому воздействию, благодаря чему их деформация и сводится к минимуму.
В отличие от инновационного ионно-плазменного азотирования, традиционное может выполняться при температурах, доходящих до 700°. Для этого может применяться сменный муфель или муфель, встроенный в нагревательную печь. Использование сменного муфеля, в который обрабатываемые детали загружаются заранее, перед его установкой в печь, позволяет значительно ускорить процесс азотирования, но не всегда является экономически оправданным вариантом (особенно в тех случаях, когда обработке подвергаются крупногабаритные изделия).

Пуансон массой более 230 кг, подвергнутый азотированной обработке
Влияние термической обработки на качество
Сталь в исходном состоянии представляет собой довольно пластичную массу и поддается обработке путём деформирования. Ее можно ковать, штамповать, вальцевать.
Для изменения механических свойств и достижения необходимых качеств применяется термическая обработка металла. Суть термической или тепловой обработки заключается в применении совокупности операций по нагреву, выдержке и охлаждению твердых металлических сплавов. В результате такой обработки сплав изменяет свою внутреннюю структуру и приобретает определенные, необходимые производителю и потребителю, свойства.
Критические точки
Критические точки — это температуры, при которых изменяется структура стали и ее фазовое состояние. Вычислены в 1868 году русским металлургом и изобретателем Дмитрием Константиновичем Черновым, поэтому иногда их называют точками Чернова.
Обозначают такие точки буквой А. Нижняя точка А1 соответствует температуре, при которой аустенит превращается в перлит при охлаждении или перлит в аустенит при нагреве. Точка А3 — верхняя критическая точка, соответствующая температуре, при которой начинается выделение феррита при охлаждении или заканчивается его растворение при нагреве.
Если критическая точка определяется при нагреве, то к букве «А» добавляется индекс «с», а при охлаждении — индекс «r».
Для данной стали определена следующая температура критических точек:
Алгоритм термообработки стали и сплавов:
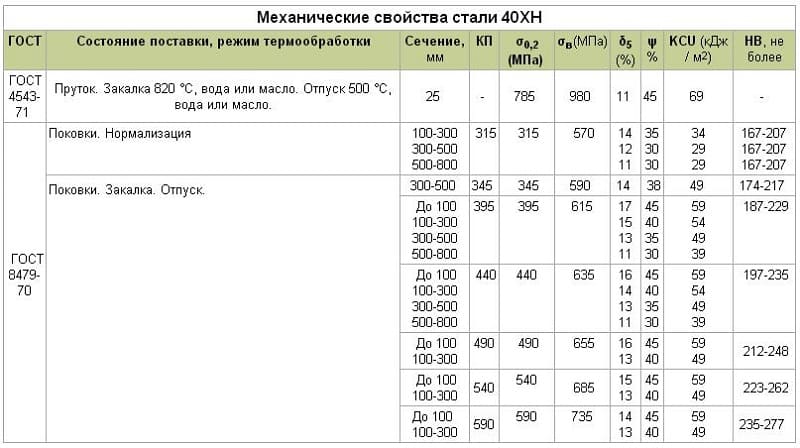
Термообработка для стали 40х. Характеристика температурного режима в соответствии с требованиями ГОСТ 4543–71:
- закалка стали 40х в масляной среде при температуре 860*С;
- отпуск в воде или масле при температуре 500*С.
В результате такой термической обработки данная сталь приобретает повышенную твердость (число твердости НВ не более 217), высокий предел прочности при разрыве (980 Н/м2) и ударную вязкость 59 Дж/см2.
Предел текучести
Говоря о механических свойствах, нужно обязательно упомянуть о такой важной характеристике, как предел текучести. Если приложенная нагрузка слишком велика, то конструкция или ее детали начинают деформироваться и в металле возникают не упругие (полностью исчезающие, обратимые), а пластические (необратимые остаточные) деформации
Говоря другими словами, металл «течет».
Предел текучести — это граница между упругими и упругопластическими деформациями. Значение предела текучести зависит от множества факторов: режима термической обработки, наличия примесей и легирующих элементов в стали, микроструктуры и типа кристаллической решетки, температуры.









В металловедении различают понятия физического и условного предела текучести.
Физический предел текучести — это такое значение напряжения, при котором деформация испытываемого образца увеличивается без увеличения приложенной нагрузки. В справочниках эта величина обозначается σт и для марки 40х ее значение не менее 785 Н/мм2 или 80 КГС/мм2.
Следует отметить, что пластические (необратимые) деформации появляются в металле не мгновенно, а нарастают постепенно, с увеличением приложенной нагрузки. Поэтому, с точки зрения технологии, уместнее применение термина «условный (технический) предел текучести».
Условным (или техническим) пределом текучести называется напряжение, при котором опытный образец получает пластическое (необратимое) удлинение своей расчетной длины на 0.2%. В таблицах эта величина обозначается как σ 0,2 и для стали 40х составляет:
- при температуре от 101 до 200*С — 490 МПа;
- при температуре от 201 до 300*С — 440 МПа;
- при температуре от 301 до 500*С — 345 МПа.
Марка стали 40ХФА — Стали и сплавы
Общие сведения
| Вид поставки |
| Сортовой прокат, в том числе фасонный: ГОСТ 4543-71, ГОСТ 259071, ГОСТ 2591-71, ГОСТ 2879-69. Калиброванный пруток ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 1051-73. Шлифованный пруток и серебрянка ГОСТ 14955-77. Полоса ГОСТ 103-76. Поковки и кованые заготовки ГОСТ 1133-71, ГОСТ 8479-70. |
| Назначение |
| В улучшенном состоянии — шлицевые валы, штоки, установочные винты, траверсы, валы экскаваторов и др. детали, работающие при температуре до 400°С; после закалки и низкого отпуска — червячные валы и другие детали повышенной износостойкости. |
Химический состав
| Химический элемент | % |
| Ванадий (V) | 0.10-0.18 |
| Кремний (Si) | 0.17-0.37 |
| Медь (Cu), не более | 0.30 |
| Марганец (Mn) | 0.50-0.80 |
| Никель (Ni), не более | 0.30 |
| Фосфор (P), не более | 0.025 |
| Хром (Cr) | 0.8-1.1 |
| Сера (S), не более | 0.025 |
Механические свойства
| Термообработка, состояние поставки | Сечение, мм | s 0,2 , МПа | s B , МПа | d 5 , % | y , % | KCU, Дж/м 2 | HB | HRC э |
| Пруток. Закалка 880 °С, масло. Отпуск 650 °С, вода или масло | ||||||||
| 25 | 730 | 880 | 10 | 50 | 88 | |||
| Поковки. Закалка. Отпуск. | ||||||||
| КП 395 | 100-300 | 395 | 615 | 15 | 40 | 54 | 187-229 | |
| КП 395 | 300-500 | 395 | 615 | 13 | 35 | 49 | 187-229 | |
| КП 490 | 100-300 | 490 | 655 | 13 | 40 | 54 | 212-248 | |
| КП 540 | <100 | 540 | 685 | 15 | 45 | 59 | 223-262 | |
| КП 540 | 100-300 | 540 | 685 | 13 | 40 | 49 | 223-263 | |
| Пруток. Закалка 860-880 °С, масло. Отпуск 200-230 °С, масло. | ||||||||
| <40 | 1270 | 1570 | 35 | 39 | 49-53 |
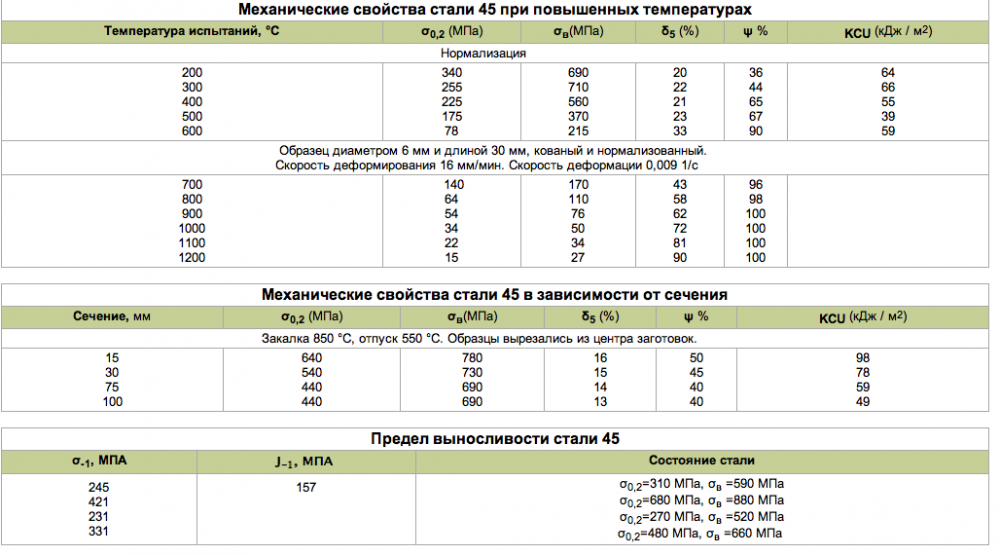
Механические свойства при повышенных температурах
| t испытания, °C | s 0,2 , МПа | s B , МПа | d 5 , % | y , % |
| Закалка 850 °С, масло. Отпуск 640 °С | ||||
| 20 | 840 | 920 | 26 | 63 |
| 200 | 800 | 900 | 22 | 46 |
| 300 | 740 | 840 | 18 | 35 |
| 400 | 710 | 850 | 28 | 50 |
| 500 | 400 | 490 | 30 | 65 |
| 600 | 370 | 51 | 80 |
Механические свойства в зависимости от температуры отпуска
| t отпуска, °С | s 0,2 , МПа | s B , МПа | d 5 , % | y , % | KCU, Дж/м 2 | HRC э |
| Закалка 850 °С, масло. Охлаждение после отпуска с 500 °С в воде. | ||||||
| 200 | 1490 | 1860 | 14 | 43 | 49 | 51 |
| 300 | 1450 | 1650 | 15 | 30 | 30 | 49 |
| 400 | 1270 | 1360 | 14 | 39 | 39 | 46 |
| 500 | 1100 | 1160 | 15 | 61 | 61 | 42 |
| 600 | 880 | 960 | 19 | 98 | 98 | 34 |
Механические свойства в зависимости от сечения
| Термообработка, состояние поставки | Сечение, мм | s 0,2 , МПа | s B , МПа | d 5 , % | y , % | KCU, Дж/м 2 |
| Закалка 850 °С, вода. Отпуск 600 °С, воздух. (Образцы тангенциальные) | ||||||
| Место вырезки образца — центр | 50 | 900 | 940 | 15 | 45 | 69 |
| Место вырезки образца — центр | 80 | 810 | 890 | 11 | 33 | 39 |
| Место вырезки образца — центр | 120 | 710 | 860 | 12 | 37 | 64 |
| Место вырезки образца — центр | 160 | 610 | 830 | 15 | 46 | 45 |
| Место вырезки образца — 1/2R | 160 | 710 | 850 | 16 | 44 | 47 |
| Место вырезки образца — центр | 200 | 490 | 710 | 17 | 49 | 57 |
| Место вырезки образца — 1/2R | 200 | 510 | 800 | 18 | 49 | 47 |
| Место вырезки образца — центр | 240 | 490 | 710 | 18 | 51 | 71 |
| Место вырезки образца — 1/2R | 240 | 570 | 770 | 19 | 50 | 54 |
| Место вырезки образца -край | 240 | 700 | 830 | 17 | 49 | 61 |
Технологические свойства
| Температура ковки |
| Начала 1250, конца 860-800. Сечения до 200 мм охлаждаются в мульде, 201-300 мм — с печью. |
| Свариваемость |
| трудносвариваемая. Способы сварки: РДС — необходимы подогрев и последующая термообработка. КТС — необходима последующая термообработка. |
| Обрабатываемость резанием |
| После закалки и отпуска при НВ ? 241, K u тв.спл. = 0.75, K u б.ст. = 0.65. |
| Склонность к отпускной способности |
| склонна |
| Флокеночувствительность |
| чувствительна |
Предел выносливости
| s -1 , МПа | t -1 , МПа | n | s B , МПа | Термообработка, состояние стали |
| 480 | 1Е+6 | 1220 | Закалка 880 С, масло. Отпуск 230 С. НВ 387 | |
| 421 | 1Е+6 | 990 | Закалка 880 С, масло. Отпуск 550 С. НВ 288 | |
| 372 | 265 | 1Е+6 | 960 | Закалка 880 С, масло. Отпуск 650 С. НВ 258 |
Прокаливаемость
| Расстояние от торца, мм / HRC э | |||||||||
| 1.5 | 3 | 4.5 | 6 | 9 | 12 | 15 | 18 | 27 | 39 |
| 51.5-60.5 | 51.5-59.5 | 50.5-58.5 | 48-57.5 | 39.5-54 | 35-50.5 | 34-46.5 | 32.5-43 | 30.5-39 | 27-39 |
Физические свойства
| Температура испытания, °С | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| Модуль нормальной упругости, Е, ГПа | 215 | 212 | 205 | 199 | 182 | 173 | 166 | 144 | 135 | |
| Модуль упругости при сдвиге кручением G, ГПа | 84 | 83 | 80 | 77 | 71 | 66 | 64 | 56 | 52 | |
| Плотность, pn, кг/см3 | 7810 | |||||||||
| Коэффициент теплопроводности Вт/(м ·°С) | 37 | 37 | 37 | 36 | 33 | 31 | 31 | 30 | 28 | |
| Температура испытания, °С | 20- 100 | 20- 200 | 20- 300 | 20- 400 | 20- 500 | 20- 600 | 20- 700 | 20- 800 | 20- 900 | 20- 1000 |
| Коэффициент линейного расширения (a, 10-6 1/°С) | 12.1 | 12.6 | 13.0 | 13.3 | 13.8 | 14.2 | 14.6 | 11.8 | ||
| Удельная теплоемкость (С, Дж/(кг · °С)) | 466 | 508 | 529 | 563 | 592 | 621 | 634 | 664 |





