Описание процесса полировки
Для шлифовки металлической поверхности вам понадобятся: притиры и несколько тюбиков алмазной смеси с разной зернистостью. Алмазная паста равномерно распределяется по рабочей поверхности тряпки или другого материала. Специалисты заметили интересную закономерность, позволяющую повысить качество обработки металла.
Шлифование металлических деталей
Оказывается, что в вещество для шлифовки нужно добавлять касторовое или оливковое масло. Идеальным соотношением считается микстура, состоящая на 40% из алмазной пыли и 60% масла. После разбавления смесь сразу же наносится на металлическую поверхность.

Связанный абразивный инструмент и способы шлифования
Специалисты рекомендуют начинать работу только с крупными зернами, постепенно переходя к абразивным средствам. Во время обработки следите за тем, чтобы в микстуру не попадали лишние элементы – пыль, опилки, волосы или куски тряпок. Наличие сторонних предметов сильно ухудшает полировку до блеска. Также рекомендуется мыть руки после перехода с одной зернистости к другой.
Особенности процесса резания при шлифовании
Абразивный инструмент, в отличие от лезвийного инструмента, имеет множество режущих микролезвий, расположенных хаотично. Единичное зерно шлифовального круга может располагаться на некотором расстоянии от обрабатываемой поверхности, скользить по обработанной поверхности (скользящие зерна), проникать в обработанную поверхность на небольшую глубину и деформировать материал заготовки только пластически (деформирующие зерна), проникать в обработанную поверхность на глубину, достаточную для снятия стружки (режущие зерна). По сравнению с лезвийной обработкой шлифование характеризуется повышенным сопротивлением резанию, поскольку скользящие зерна создают дополнительное трение, деформирующие зерна – дополнительные упругую и пластическую деформации, а у режущих зубьев углы резания неоптимальные. Кроме того, сила резания на единичном зерне больше, но так как снимаются микростружки, суммарная сила резания невелика. За счет дополнительного трения и деформаций температура в зоне резания значительно выше, чем при лезвийной обработке, поэтому возможны структурные превращения металла в зоне резания (прижоги). Стружка сгорает на воздухе в виде снопа искр, что требует дополнительных мер пожарной и санитарной безопасности.
Обработка деталей перед шлифовкой
Как ранее было отмечено, шлифование является финишным этапом. Перед ним проводится:
- Черновое точение металла. За счет этой операции заготовки придают требуемую форму и размеры с учетом припуска.
- Чистовое точение проводится для придания требуемых размеров.
- Фрезерование – еще одна технологическая операция, которая предусматривает механическое снятие металла. Чаще всего фрезерованию подвергаются корпусные детали и шестерни.
- Термообработка. Для того чтобы существенно повысить твердость поверхности и прочность изделия проводится закалка. Снизить хрупкость структуры можно за счет отпуска и отжига. В некоторых случаях проводится термохимическая обработка, которая предусматривает внесение определенных химических веществ в поверхностный слой.

Обработка деталей перед шлифовкой
При разработке режимов обработки учитывается припуск на проведение всех технологических операций.
Износ, стойкость и правка кругов
В процессе шлифования режущие свойства круга изменяются. Абразивные зерна затупляются, частично раскалываются, выкрашиваются; поры между зернами забиваются отходами шлифования (круг «засаливается»); поверхность круга теряет свою первоначальную форму. Как следствие, возрастают сила и температура резания; точность обработки снижается, увеличивается вероятность прижогов. Однако при выламывании затупившихся зерен на поверхности круга обнажаются новые, заостренные зерна, т. е. круг частично самозатачивается. В этом смысле очень важна роль связки (вещества, закрепляющего зерна) и «твердости» круга. При слабом закреплении зерна они быстрее выламываются, круг лучше самозатачивается, но рабочая поверхность круга быстро теряет свою форму, что удобно при черновом шлифовании. При чрезмерном закреплении зерен круг быстро теряет свои режущие свойства, но рабочая поверхность хорошо сохраняется, что удобно при чистовом шлифовании.
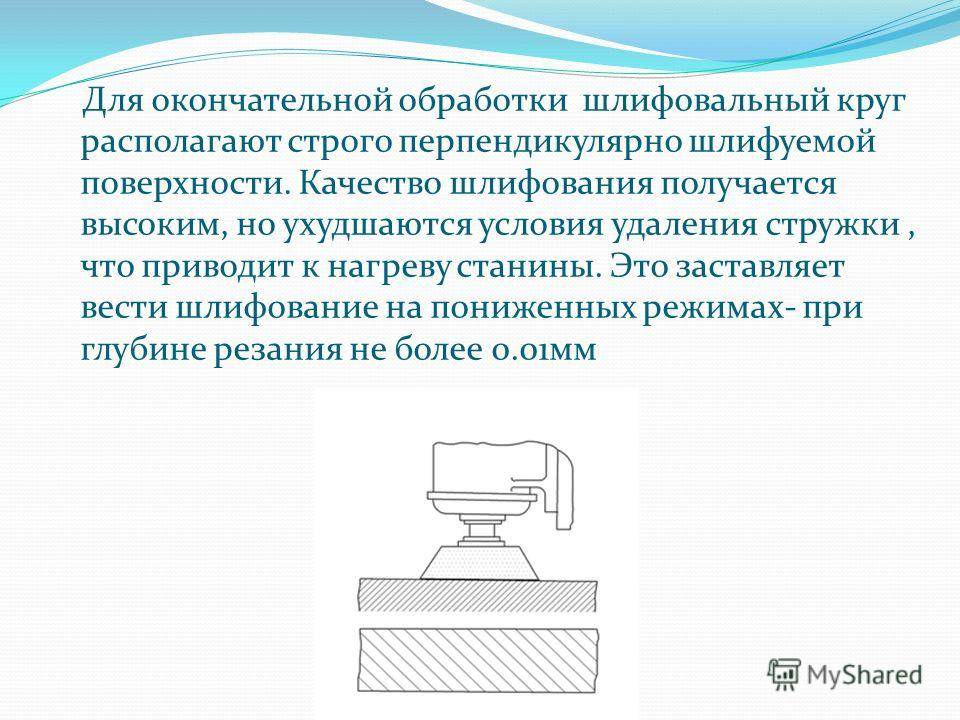
Для восстановления геометрии круга и его режущих свойств проводят правку круга. Алмазным или абразивным инструментом снимают часть рабочей поверхности круга. Толщина удаляемого слоя обычно не превышает 0,01–0,03 мм.
Геометрическая стойкость шлифовального круга – время (количество обработанных заготовок) непрерывной работы, после которой необходима правка с целью восстановления геометрических параметров рабочей поверхности. Геометрическую стойкость обычно назначают для чистового шлифования, для шлифования фасонных или конических поверхностей. Физическая стойкость шлифовального круга – время (количество обработанных заготовок) непрерывной работы, после которой необходима правка с целью восстановления режущих свойств рабочей поверхности. Физическую стойкость обычно назначают для чернового шлифования.
Бесцентровое шлифование
Подобная технология характеризуется тем, что заготовка не закрепляется в центрах. В этом случае шлифовка деталей из металла проходит при подаче вращения только двум шлифовальным кругам, между которыми размещается заготовка. В центральной части находится нож, изготовленный из нержавеющей стали. Он исключает вероятность того, что изделия из-за смещения провалится или ее немного заклинит.
Применение подобного оборудования позволяет существенно ускорить процесс шлифования. Это связано с тем, что применяется сразу два абразивных круга. В продаже встречается просто огромное количество станков, работающих по принципу бесцентрового шлифования.
Бесцентровое шлифование
Выбор режима шлифования
Поверхность, заданная точность, характеристика абразивного круга, мощность привода – это именно те составляющие, от которых зависит выбор режима шлифования. Так, например, скорость вращения, глубина резания, возможность поперечной подачи учитывается, если обработка изделия осуществляется периферической стороной.
В данном случае, мастеру необходимо учитывать определенные особенности, таки как:
1. Резание на максимальной глубине, которая допустима параметрами круга, детали, самого агрегата возможна и удобна при черновой обработке. Здесь необходим учет глубины, который должен быть не больше 1/5 от поперечного зерна, так как иначе круг придет в негодность, оттого, что быстро забьется.
2. Уменьшение глубины шлифования так же необходимо, если на детали или заготовке появляются прожиги ;
3. Повышение класса точности, выбор минимальной глубины допустимо при тонкой обработке. Чтобы не увеличивать затрачиваемую мощность, необходимо отказаться от большой глубины, в том случае, если материал прочный и твердый.
4. Режим шлифовки выбирается зависимости от ширины круга.
Если выбрать большие размеры обрабатываемой детали, поверхности, то останется продольная полоса необработанного материала, поэтому за один оборот можно обработать поверхность до 0,8 ширины. Так же необходимо отметить, что именно тип станка, является предопределяющим фактором, характеризующим процесс работы.
Здесь учитывается, прежде всего, производственная мощность, необходимый объем, и как было отмечено выше, тип станка.
Паста ГОИ
Хромовая паста ГОИ – это универсальное средство, с помощью которого производится полировка металлических и неметаллических поверхностей. Несмотря на то, что средство было изобретено в начале 1930 годов, оно применяется для полировки металлов даже сегодня.
Полировальная паста ГОИ
Средство ГОИ бывает разной зернистости (классифицируется по размеру абразивных материалов). Различают такие виды зернистости: мелкая, средняя, и крупная. Мелкая пыль применяется для полировки мягких и цветных металлов, крупное зерно – для грубой отделки черных металлов и стали.
Особенности использования. Изначально средство для полировки имеет твердую структуру, разбавить которую можно при помощи нескольких капель машинного масла. Если вам нужно отполировать неровную металлическую поверхность с загибами, то рекомендуется наносить пасту в разбавленном виде на тряпку.
Полировка пастой ГОИ
Второй метод полировки предназначен для обработки ровных металлических поверхностей. Его особенность заключается в том, что на деревянный брусок наносится небольшое количество абразивного материала. Затем рекомендуется делать методичные движения взад-вперед по обрабатываемой поверхности.
Для ручной шлифовки рекомендуется использовать мягкие виды тканей – хлопчатобумажную или фланелевую, для черных металлов подойдет джинсовая или брезентовая ткань.
Обработка деталей перед шлифовкой
Как ранее было отмечено, шлифование является финишным этапом. Перед ним проводится:
- Черновое точение металла. За счет этой операции заготовки придают требуемую форму и размеры с учетом припуска.
- Чистовое точение проводится для придания требуемых размеров.
- Фрезерование – еще одна технологическая операция, которая предусматривает механическое снятие металла. Чаще всего фрезерованию подвергаются корпусные детали и шестерни.
- Термообработка. Для того чтобы существенно повысить твердость поверхности и прочность изделия проводится закалка. Снизить хрупкость структуры можно за счет отпуска и отжига. В некоторых случаях проводится термохимическая обработка, которая предусматривает внесение определенных химических веществ в поверхностный слой.

Обработка деталей перед шлифовкой
При разработке режимов обработки учитывается припуск на проведение всех технологических операций.
Шлифование металла
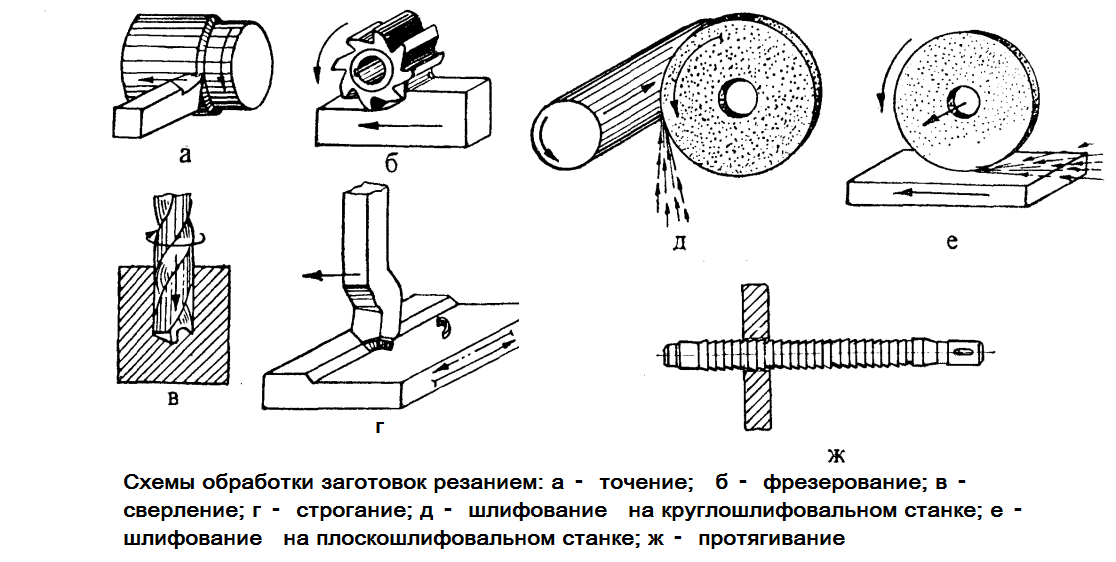
Обработку металла и различных сплавов при применении абразивного материала принято называть шлифованием. Подобная технология позволяет изменить шероховатость и другие параметры наружной или внутренней цилиндрической, а также плоской поверхности. Шлифование металла может проводится при использовании различного специального оборудования







Рассматривая особенности подобной механической обработки нужно уделить внимание следующим моментам:
- Процесс шлифования – финишный этап обработки, который проводится для получения определенной шероховатости.
- Подобная технология не применяется для изменения размеров в большом диапазоне.
- Довести поверхность до требуемой шероховатости можно при использовании современного оборудования можно после термообработки металла.
При проведении рассматриваемой операции учитывается довольно большое количество особенностей:
- Скорость круга – параметр, который зависит от наружного диаметра абразива и возможностей станка.
- Скорость перемещения детали.
- Глубина резания.
- Возможность поперечной подачи.
Стоит отметить, что сегодня подобную технологию постепенно вытесняет чистовое точение металла на высоких скоростях и минимальной подаче.
Определение шлифования и его назначение
Шлифование – это один из видов обработки поверхности разнообразных материалов:
- древесина;
- металл;
- стекло;
- камень.
Оно подразумевает выполнение множества операций, применяемых в строительной и ремонтной сфере, на столярном и металлургическом производстве. Основной метод работы — резание, при этом припуск на обработку заготовки снимают при помощи абразивных элементов. Они крепятся на портативных ручных аппаратах, на напольных установках. Такие устройства универсальны в использовании и подходят для мелкого домашнего ремонта или масштабныхпромышленных потребностей.
Шлифовальные круги представляют собой диск, на который нанесены зерна разной фракции. Они обладают высокими показателями твердости и скреплены между собой специальными жидкими смолами.В зависимости от того, что требуется получить в результате манипуляций на станке, выбирают абразивный элемент, изготовленный из таких материалов:
- На керамической основе. Его применяют в работе со сплавами твердых металлов и алмазных вкраплений. В результате шероховатость поверхности будет заметна невооруженным глазом.
- На бакелитовой связке. Основное направление: обработка природных камней высокой прочности (мрамор, гранит). Также такие круги широко используются для шлифовки поверхностей из кирпича, бетона и чугуна.
- Полировка металлических деталей в основном требует использования дисков на вулканитовой связке.
Технология работы такова: круг вращается на высоких оборотах вокруг своей оси. В процессе обработки при помощи режущего элемента установки с поверхности детали снимается тонкий слой стружки. При этом четкостьразмеров и форм выпускаемых заготовок достигает максимально высокого уровня. В зависимости от фракции зерен абразивного диска, шлифование применяется как для грубой, так и для щадящей финишной отделки материала. Для выполнения разных типов работ (от полирования до стачивания целых слоев) используется соответствующий вид шлифования.
Существует множество абразивов, отвечающих за выполнение узких задач и имеющих определенный состав. Шлифовальные инструменты можно разделить на три группы: ленты, круги и машины.
Особую роль играет используемая связка для абразива. Она может быть бакелитовой, вулканитовой и керамической.
Абразивы на керамической основе используют для обработки твердых сплавов и металлов, они обеспечивают самый незначительный уровень шероховатости.
Мрамор,гранит и другие природные камни обрабатывают кругами на бакелитовой связке. Ими же шлифуют поверхности из бетона, кирпича и чугуна.
Для связки самых мелких абразивов применяют вулканитовую связку, а она в свою очередь служит для завершающей полировки поверхностей и металлов.
Это интересно: САПР — структура, классификация, возможности, применение
Круглое наружное шлифование
Круглое наружное шлифование подходит для обработки цилиндрических и конических деталей, которые могут быть гладкими или ступенчатыми. Обрабатываемая заготовка ставится в центрах.
Достичь продольной подачи можно при помощи стола, делая возвратно-поступательное движение. Поперечная подача возможна по окончании каждого или двойного хода стола. Абразивный круг необходимо подбирать, исходя из типа и состояния материала обрабатываемой поверхности, а размеры – исходя из формы.
При продольной подаче припуск снимается за несколько проходов при минимальной глубине резания. При глубинной работе припуск снимается за один проход с глубиной резания до 0,4 мм максимум и продольной подачей до 6 мм/об.
Основной срез металла осуществляется передней частью круга. Остальной участок инструмента обеспечивает чистовую обработку. При снятии больших припусков часть круга заправляют ступеньками. Производительность при глубинном шлифовании выше метода с продольной подачей на 30%, однако точность работы при этом ниже.
Для повышения точности рекомендуется после съема припуска сделать несколько шагов с продольной подачей для зачистки поверхности. Глубинное шлифование подходит для обработки жестких деталей.
Врезное шлифование позволяет обработать поверхность по всей ее длине. Такой способ может применяться, когда ширина шлифуемой поверхности не превышает 200 мм.
Шлифование с поперечной подачей – довольно производительный способ. Здесь зерно абразива срезает свежий слой металла, а обработка происходит при наиболее коротком пути перемещения круга. Помимо шлифования цилиндрических и конических поверхностей мастер может взять в работу и фасонные поверхности.
Комбинированное шлифование – это работа с поперечной и продольной подачами, можно обработать жесткие заготовки большой длины.
Наружное круглое шлифование может быть обдирочное, точное и тонкое.
Обдирочное шлифование производится с большими припусками – от 3 до 5 мм, может использоваться для предварительной обработки лезвийным инструментом.
Популярным является точное шлифование, с помощью которого можно достичь точности обработки 2-3 класса. Снимаемый припуск определяется в зависимости от диаметра детали и состояния поверхности (до 0,5 мм).
Тонким шлифованием легко добиться 1-2 класса точности. Производится оно мелкозернистым кругом при скорости свыше 40 м/с, скорости вращения детали до 10 м/мин и глубине врезания до 50 мкм.
Круглое наружное шлифование применяется в основном для окончательной и чистовой обработки деталей на универсальных и специальных круглошлифовальных станках. Таким способом можно шлифовать одну заготовку или работать в условиях серийного и массового производства.
Операции круглого наружного шлифования легче поддаются автоматизации.
Характеристика и маркировка абразивного инструмента
В большинстве случаев при шлифовании металла применяется абразивный инструмент. Он представлен сочетанием большого количества зерен, которые связаны между собой специальной смазкой. Круг характеризуется следующими свойствами:
- Формой. Рабочая часть может изменяться в зависимости от того, какого рода поверхность будет обрабатываться.
- Размеры. Абразивный круг выбирается также по размерам в зависимости от габаритов обрабатываемой поверхности.
- Тип применяемого материала при изготовлении. Крошка может быть изготавливаться из крошки различной твердости. Большей устойчивостью к истиранию характеризуется алмазная крошка.
- Размер зерна. Для чистового шлифования металла выбирается круг с наименьшим размером зерна. Однако, с уменьшением зернистости увеличивается требуемое время для завершения обработки.
- Твердость поверхности. Этот параметр один из основных, указывается при маркировке.
- Размер посадочного отверстия. Он учитывается при подборе круга под характеристики станка.
Маркировка круга применяется для того, чтобы указать тип используемого материала при изготовлении. Электрокорунд – корунд искусственного происхождения на основе оксида алюминия. В продажу поступает несколько разновидностей круга:
- Нормальные 14А и 15А, 16А.
- Белый 22А, 23А и 24А.
- Хромистые 32А и 33А.
- Сферокорунд ЭС.
Могут применяться и карбид кремния. В продажу поступают два типа марок: черный и зеленый. Карбид бора маркируется буквами КБ. В последнее время наиболее востребованы варианты исполнения из синтетического алмаза, маркируются они АСР и АСО, АРВ и АРК.

3 Методы шлифования – шлифование металла в подробностях
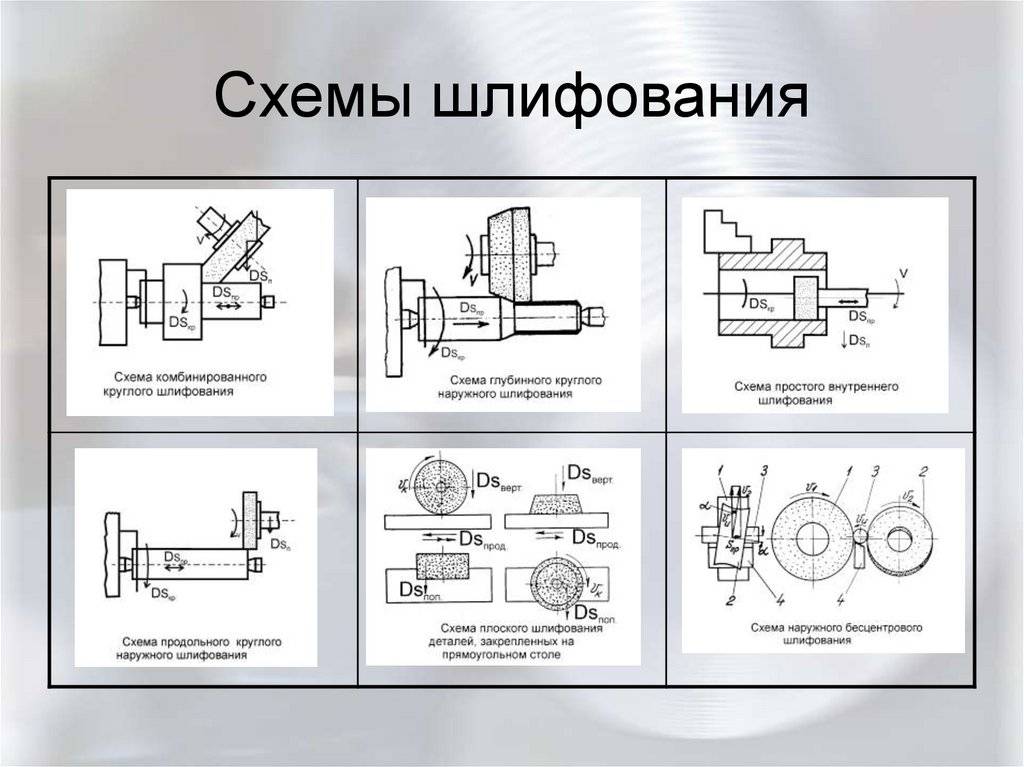
Методы шлифования во многом зависят от степени сложности поверхностей. К простым поверхностям относят внутреннюю и наружную плоскость цилиндрической формы, сложные поверхности могут иметь винтовую и эвольвентную форму. Для обработки этих форм чаще всего применяются такие виды шлифования, как плоское, круглое внутреннее и круглое наружное. Если углубится в детали, то круглое наружное шлифование имеет подвиды:
Шлифование с продольной подачей – заключается в комбинации вращения абразива, вращения обрабатываемой поверхности (детали) вокруг своей оси, а также возвратно-поступательного прямолинейного движения детали (либо абразива) вдоль оси обрабатываемой детали. В конце каждого двойного хода детали происходит подача на глубину шлифования.

- Шлифование врезанием отличается от предыдущего варианта тем, что в работе применяется шлифкруг, высота которого равна длине шлифования или даже больше ее, так что необходимость в подаче на глубину отпадает. Поперечная же подача выполняется постоянно, до завершения обработки шлифованием.
- При бесцентровом шлифовании деталь закрепляется на опорном стержне между рабочим и подающим кругами. Для обработки осуществляется вращение кругов, а также круговая и продольная подача самой детали. Подающий круг задает детали вращение и продольную подачу. Шлифование валов – вот известный пример бесцентровой обработки.
- Круглое внутреннее шлифование также имеет несколько разновидностей: шлифование с продольной подачей, бесцентровое шлифование врезанием, бесцентровое с продольной подачей, и шлифование врезанием. Внутренняя круглая обработка с подачей продольно ничем не отличается от круглой наружной, как и шлифование врезанием. Бесцентровая внутренняя обработка также осуществляется за счет опорных роликов.
- Плоское шлифование – вид обработки, осуществляемый как периферией шлифкруга, так и его торцом. Для плоской обработки необходима комбинация следующих движений: движения резания, подача детали, поперечная подача детали на глубину шлифования и прямолинейное движение детали. Плоскошлифовальные станки оснащены столами, которые способны совершать вращательное или возвратно-поступательное движения, соответственно подача детали приобретает прямолинейный или вращательный характер.
Использование полировальной машинки
Машинка для полировки является очень удобным средством для придания алюминию первоначального блеска. Для этого можно использовать полировальный круг на 1000, который смачивается водой. Губкой или тряпкой следует нанести воду на обрабатываемый участок. Далее включается машинка для полировки на 1400 оборотов за минуту. При подобной скорости брызги будут разлетаться на 1 м вокруг.
Поверхность алюминия станет греться, жидкость будет испаряться. Вы должны быть готовы к тому, что круг будет забиваться алюминиевой «кашей». Поэтому каждую минуту машинку следует останавливать, чтобы промыть абразивный круг мокрой губкой под струей воды. Для этого некоторые умельцы используют обычную брызгалку.








«Кашу» следует убирать еще и с детали. Зеркальный блеск получится, если вы дополнительно будете использовать еще и войлок. Этот этап является одним из самых важных. Именно от него будет зависеть 80% конечного результата. Войлок должен выступать на 10 мм за основу, круг следует увлажнить, полив его брызгалкой. Деталь смачивается влажной губкой. Паста для полировки используется грубая, ее нанесение следует осуществлять на деталь, а не на круг.

Основные виды шлифования металлических поверхностей
Для процесса шлифовки применяются самые разнообразные технологии, и в этой статье мы рассмотрим наиболее распространенные из них. Поговорим:
- о круглом шлифовании металла;
- об изменении шероховатости внутренних поверхностей;
- о зубошлифовании;
- о сути бесцентровой технологии;
- о шлифовании плоских поверхностей.
Также технологии классифицируют в зависимости от типа материала, который используется при шлифовании металлической поверхности. На сегодняшний день процесс значительно упростился за счет применения специальных станков, к примеру, с ЧПУ. Их использование значительно снижает трудовые затраты и максимально повышает качество конечного продукта.
Круглое наружное шлифование.
Для использования данной технологии необходимо наличие специального оборудования. Выделяют следующие особенности этого вида шлифовки:
- Обработка детали производится вращающимся на большой скорости абразивным кругом.
- Для максимального повышения эффективности процесса шлифования одновременно с кругом вращается в обратном направлении сама заготовка.
- Чтобы изменить глубину врезания инструмента и обеспечить возможность обработки детали по всей длине, подача может осуществляться как продольная, так и поперечная.
В связи с тем, что на момент вращения обрабатывается вся поверхность металлической заготовки, что обеспечивает необходимую равномерность, этот метод нередко применяется для обработки деталей цилиндрической формы.

Внутреннее шлифование.
Если необходимо обработать цилиндрическую заготовку изнутри, то применяется именно эта технология. От предыдущего метода она отличается тем, что абразивный круг шлифует деталь с внутренней стороны цилиндра.
Особенностями этой технологии является:
- получение инструментом и заготовкой поперечной и продольной подачи;
- то, что в основном вращается абразивный круг.
Для максимальной эффективности обработки в зону шлифования подается охлаждающая жидкость.
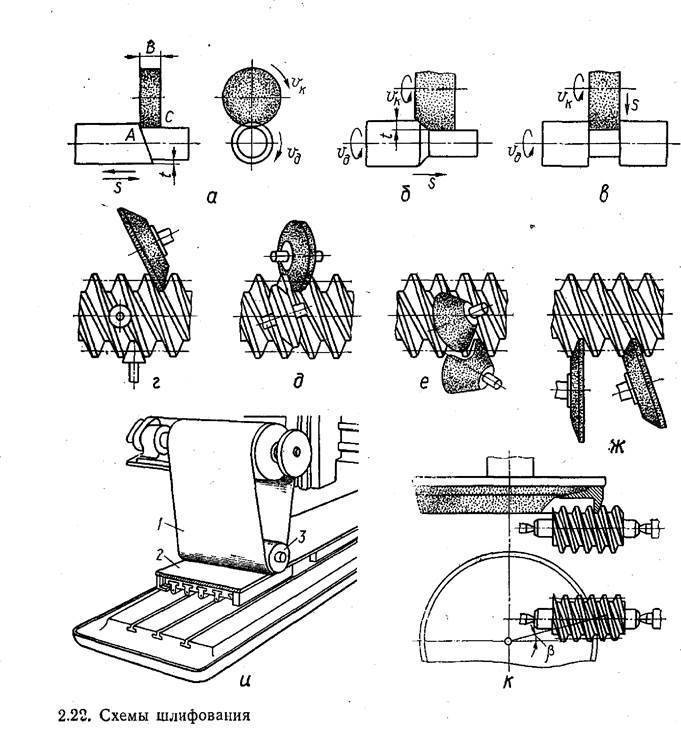
Зубошлифование.
Этот метод используется для шлифования зубчатых колес, которые являются составными частями самых разных механизмов. В связи со сложной формой обрабатываемой поверхности в этом случае необходимо специальное шлифовальное оборудование.
При использовании данного способа шлифования:
- обрабатывается профиль зубчатого венца;
- круг меняют под размер эвольвенты зуба;
- необходимы специальные станки.
Так как в подавляющем большинстве случаев зубцы подвергаются закалке, процесс шлифовки значительно усложняется.
Бесцентровое шлифование.
При таком шлифовании заготовка не закрепляется в центрах. Особенность этой технологии заключается в том, что деталь обрабатывается посредством двух вращающихся шлифовальных кругов, между которыми она и помещается. Для того чтобы заготовка из-за смещения не провалилась или ее не заклинило, в центре находится нож из нержавеющей стали.
Такое оборудование, за счет применения сразу двух абразивных кругов, намного ускоряет процесс шлифовки. В продаже вы найдете огромное количество станков, в основе работы которых лежит принцип бесцентрового шлифования.

Шлифование плоских поверхностей.
Такой обработке чаще всего подвергаются плоские корпусные детали, сделанные из различных металлов. Особенности такой шлифовки:
- Деталь кладут на специальный стол, за счет него и обеспечивается надежное магнитное или механическое крепление.
- Абразивный круг осуществляет основное вращение, а деталь или инструмент – возвратно-поступательное.
Подобрав круг с подходящим профилем, можно обработать детали наиболее сложных форм. Чтобы избежать перегрева и коробления при шлифовании металлических поверхностей в место контакта заготовки и инструмента следует подавать охлаждающую жидкость.

Шлифование металла
Обработку металла и различных сплавов при применении абразивного материала принято называть шлифованием. Подобная технология позволяет изменить шероховатость и другие параметры наружной или внутренней цилиндрической, а также плоской поверхности. Шлифование металла может проводится при использовании различного специального оборудования
Рассматривая особенности подобной механической обработки нужно уделить внимание следующим моментам:
- Процесс шлифования – финишный этап обработки, который проводится для получения определенной шероховатости.
- Подобная технология не применяется для изменения размеров в большом диапазоне.
- Довести поверхность до требуемой шероховатости можно при использовании современного оборудования можно после термообработки металла.
При проведении рассматриваемой операции учитывается довольно большое количество особенностей:
- Скорость круга – параметр, который зависит от наружного диаметра абразива и возможностей станка.
- Скорость перемещения детали.
- Глубина резания.
- Возможность поперечной подачи.
Стоит отметить, что сегодня подобную технологию постепенно вытесняет чистовое точение металла на высоких скоростях и минимальной подаче.
Бесцентровое шлифование
Подобная технология характеризуется тем, что заготовка не закрепляется в центрах. В этом случае шлифовка деталей из металла проходит при подаче вращения только двум шлифовальным кругам, между которыми размещается заготовка. В центральной части находится нож, изготовленный из нержавеющей стали. Он исключает вероятность того, что изделия из-за смещения провалится или ее немного заклинит.
Применение подобного оборудования позволяет существенно ускорить процесс шлифования. Это связано с тем, что применяется сразу два абразивных круга. В продаже встречается просто огромное количество станков, работающих по принципу бесцентрового шлифования.

Бесцентровое шлифование
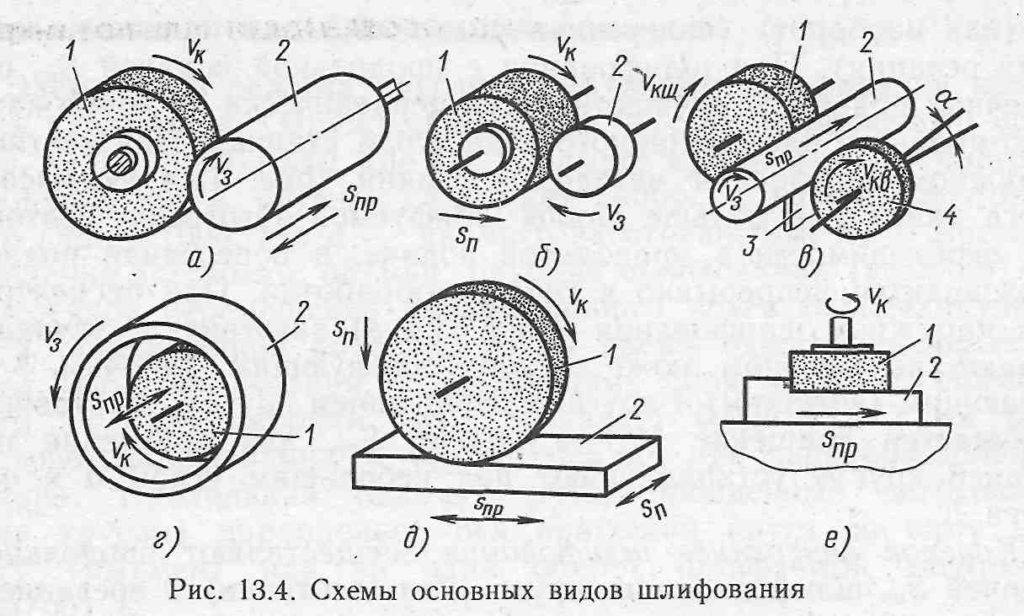
Основные виды шлифования
Шлифование металла производится различными методами. Технологии различаются между собой способом вращения (круга или заготовки), скоростью движения, а также стороной, которой работает шлифовщик (торцом, плоскостью) и другими факторами. Основные виды шлифования:
- круглое;
- шлифование внутренних поверхностей;
- зубошлифование;
- бесцентровое;
- плоское.
Методы шлифования также подразделяются по типу материала, используемого при обработке. Для перевода процесса в автоматический режим применяют специальные станки или встроенный блок ЧПУ, который снижает трудовые затраты и обеспечивает высокое качество изделий.







Суть и особенности процесса шлифования металла
Сперва определим, какой материал подвергается процедуре. Это сталь и другие сплавы, обладающие неровностями на поверхности
Важно отметить, что при наличии глубоких трещин операция нецелесообразна и не приведет к необходимому результату
Основа способа – воздействие абразивных веществ на металлическую поверхность. В ходе трения снимается мелкая стружка, которая выглядит как пыль.
Инструмент (круг) с добавлением абразива отличается пористой структурой, вся его верхняя, а иногда торцовая, части покрыты материалами с зернистой структурой, отличающимися твердостью. При высокоскоростном вращении они взаимодействуют со сталью, снимая небольшой слой. Его размер зависит от фракции, то есть от зернистости.
В ходе процедуры необходимо учитывать нюансы:
- Чем выше скорость резания, тем четче срез – это единое правило для всех станков. Целью которой является отделение части заготовки, даже если это тонкая поверхностная пленка.
- На рабочем месте все же появляется стружка, поэтому если нет функции стружкоотведения, необходимо периодически прерываться, чтобы очистить изделие.
- В процессе работы необходимо передвигать инструмент в разных направлениях, делать вращательные движения. Это позволит предотвратить появления однонаправленных и ярко выраженных царапин.
- В связи с высокой силой трения, в рабочей зоне поднимается температура. Использование специальных смесей способствует лучшему терморегулированию, в сравнении с сухой шлифовкой металла.
Обращаем также ваше внимание на то, что в зависимости от формы детали обработка подразделяется на простую и сложную. Теперь переходим к описанию разновидностей и способов
10.5 Шлифование отверстий
Внутреннее шлифование применяют для получения отверстий высокой точности с малой шероховатостью поверхности в заготовках, как правило, прошедших термическую обработку. Можно шлифовать сквозные, глухие, конические и фасонные отверстия. Компоновка внутришлифовальных станков аналогична компоновке круглошлифовальных станков, однако у них отсутствует задняя бабка. Инструмент расположен на консольном шпинделе шлифовальной бабки, которая установлена на столе, совершающем возвратно-поступательное продольное перемещение.

Рисунок 10.4 – Схема внутреннего шлифования
На внутришлифовальных станках отверстия шлифуются следующими способами:
- при вращающейся заготовки, закрепленной в патроне;
- при неподвижной заготовки – на станках с планетарным движением шпинделя;
- при вращающейся незакрепленной заготовки – бесцентровое шлифование.
Наиболее распространен первый способ, применяемый главным образом для шлифования отверстий в закаленных деталях (например, в цилиндрических и конических зубчатых колесах, втулках и т.п.).
При этом способе (рисунок 10.4) заготовку закрепляют в самоцентрирующем патроне с регулируемыми кулачками или в специальном приспособлении, установленном на шпинделе станка. Закрепленная таким образом заготовка вращается, шлифовальный круг, вращающийся вокруг своей оси с большим числом оборотов (Dr), совершает возвратно-поступательное и поперечное движения, осуществляя продольную (Sпр) и поперечную (Sп) подачи и удаляя за каждый ход тонкий слой металла с поверхности отверстия. Диаметр шлифовального круга обычно принимают равным 0,8:0,9 диаметру отверстия.
Наиболее производительными являются внутришлифовальпые станки-полуавтоматы. На этих станках все операции шлифования, за исключением установки и снятия заготовки и пуска станка, производятся автоматически. Принцип работы таких станков заключается в следующем. После закрепления заготовки в патроне и пуска станка шлифовальный круг подходит к заготовке с ускоренной подачей, меняя ее автоматически на подачу для чернового шлифования, и шлифует заготовку до тех пор, пока не останется припуск на чистовое шлифование (0,04-0,06 мм на диаметр); после этого шлифовальный круг выходит из отверстия и автоматически правится алмазом перед чистовым шлифованием, которое производится при меньшей подаче и большей скорости вращения заготовки. После 8-10 ходов припуск снимается, получается нужный диаметр отверстия и станок останавливается.
Третий способ внутреннего шлифования – бесцентровое шлифование. При этом способе шлифуется отверстие во вращающейся не закрепленной заготовке по следующей схеме (рисунок 10.5). Заготовка, предварительно прошлифованная по наружному диаметру, направляется и поддерживается тремя роликами. Ролик 1 большого диаметра является ведущим. Он вращает деталь 2 и в то же время удерживает ее от возможного вращения с большой скоростью от шлифовального круга 3. Верхний нажимной ролик 5 прижимает заготовку к ведущему ролику 1 и нижнему поддерживающему ролику 4. Заготовка, зажатая между тремя роликами, имеет скорость ведущего ролика 1.
Рисунок 10.5 – Схемы шлифования отверстия
При смене заготовки зажимной ролик 5 отходит влево и, освобождая её, позволяет вставить вручную или автоматически следующую заготовку.