Допускаемая экономия
Для сохранения бюджета используется дробление ШВП на детали. ЧПУ-станки всегда являются полностью разборными для замены самой мелкой запчасти. Однако перед проведением демонтажных работ следует ознакомиться с предложениями на рынке.

Если существует возможность поставки отдельной запчасти, что встречается нечасто, то можно извлечь деталь. Однако бывает дешевле купить ШВП полностью, чтобы обеспечить заводскую точность подгонки составляющих и сохранить гарантию на продукцию.
Бывает, что ШВП уже имеет запас прочности, который часто так и не используется. Поэтому допускается устанавливать подшипниковые пары заниженной жесткости. Но если продавец посчитает условия работы узла неудовлетворительными, то он может не дать гарантию либо снизит сроки ее действия.
Область применения
ШВП получили широкое распространение во многих отраслях промышленности: станкостроение, робототехника, сборочные линии и транспортные устройства, комплексные автоматизированные системы, деревообработка, автомобилестроение, медицинское оборудование, атомная энергетика, космическая и авиационная промышленность, военная техника, точные измерительные приборы и многое другое. Несколько примеров использования этих узлов:
- Приводы подач станков с ЧПУ. Первый серийно выпускаемый в СССР обрабатывающий центр ИР-500 имел 3 координаты обработки. Современные системы содержат значительно большее количество линейных приводов. Например, многошпиндельные автоматы продольного точения Tornos серии MULTI SWISS имеют 14 управляемых осей.
- Перемещение поршня-рейки рулевого механизма автомобилей (МАЗ, КАМАЗ, Газель).
- Вертикальное перемещение каретки производственного 3D-принтера VECTORUS серий iPro и sPro.
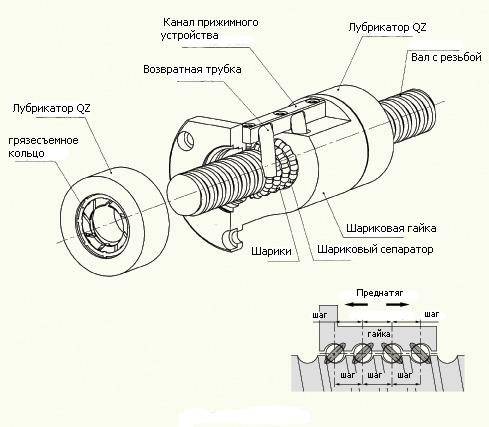
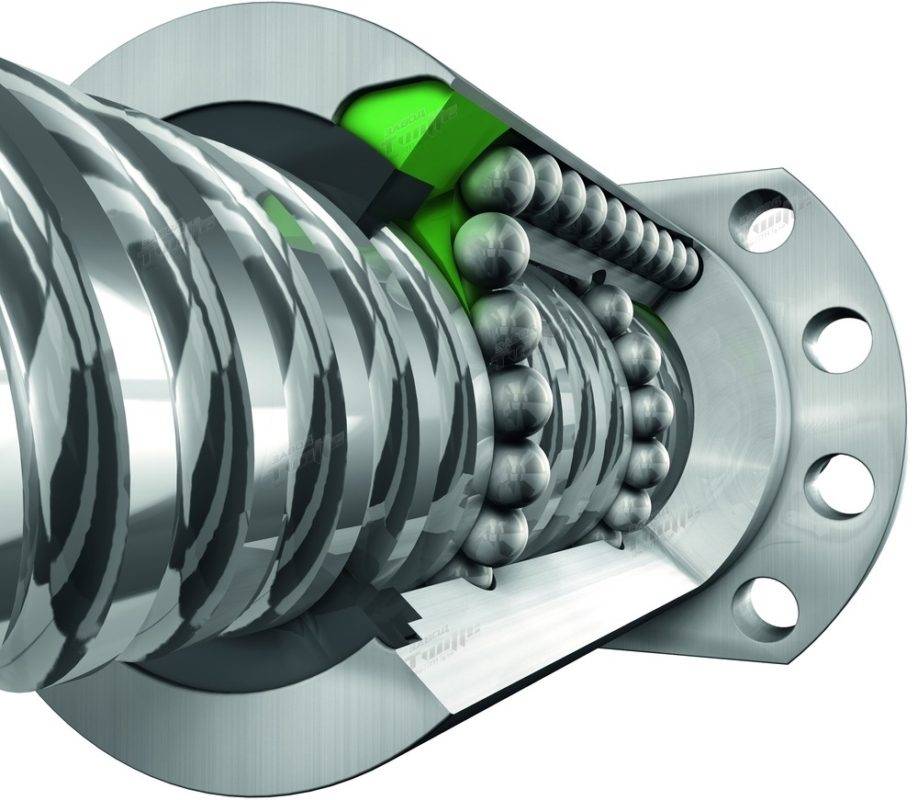
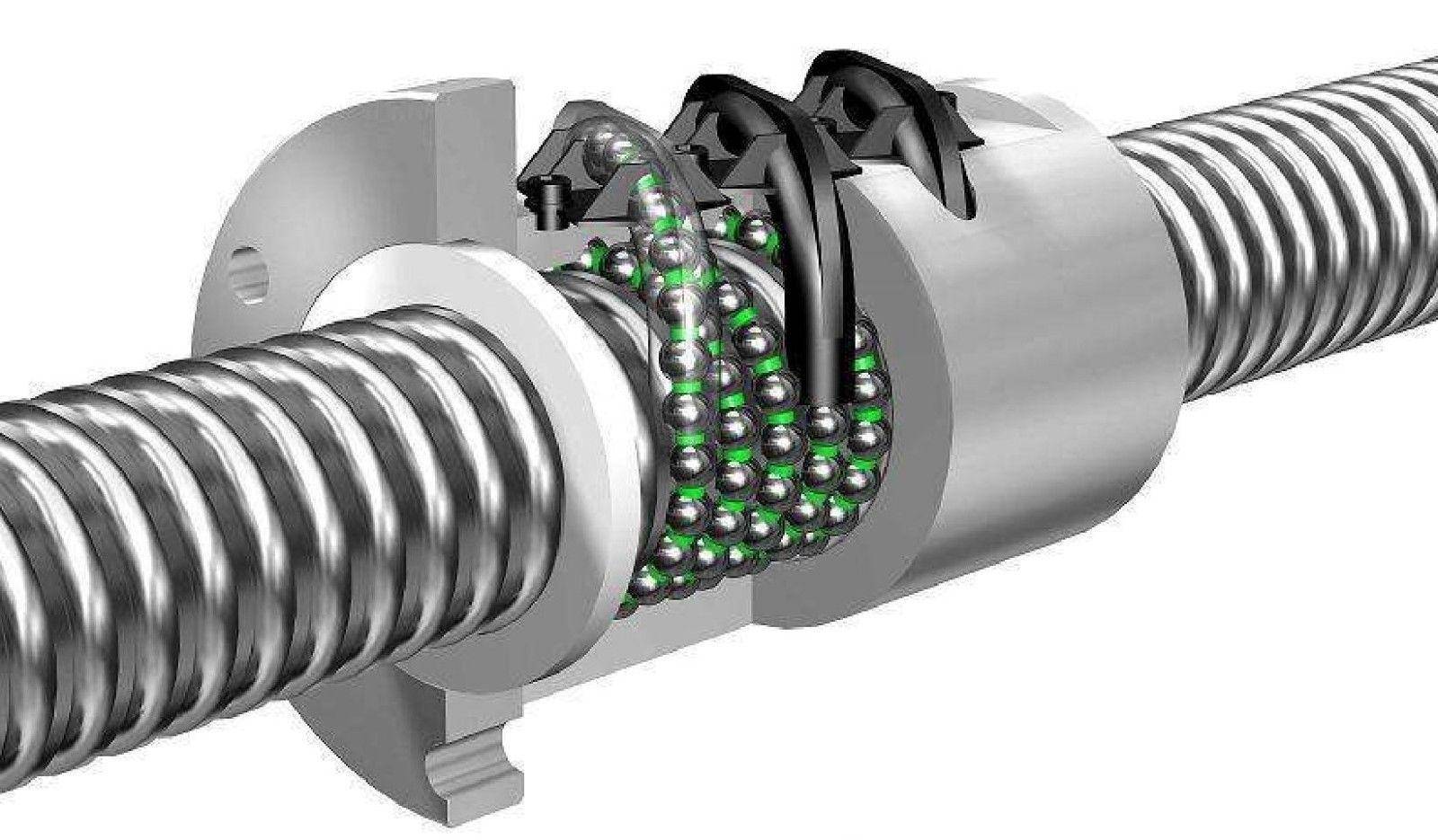
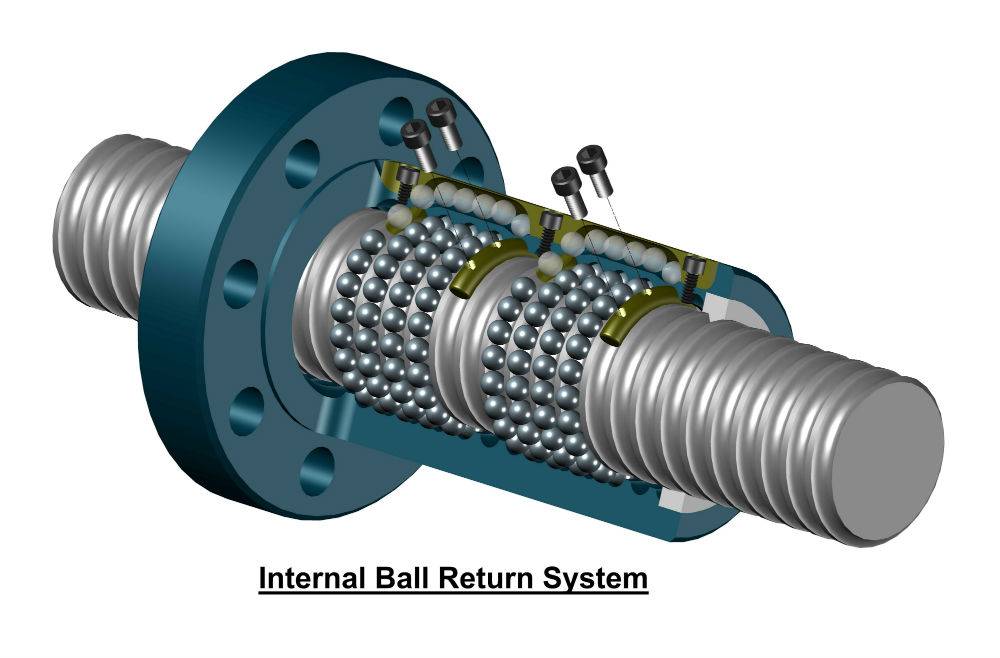
Системы рециркуляции шариков
Важным конструктивным элементом можно назвать систему рециркуляции шариков. Она отличается следующими характерностями:
- Шарики меняют собственное положение в каналах резьбы гайки и специализированных дорожках для бега винта. При этом они отличаются верными размерами. Во время изготовления шариков применяется сталь с большим уровнем стойкости к износу. В другом случае может возникнет люфт, который плохо проявится на эксплуатационных качествах шарико-винтовой передачи.
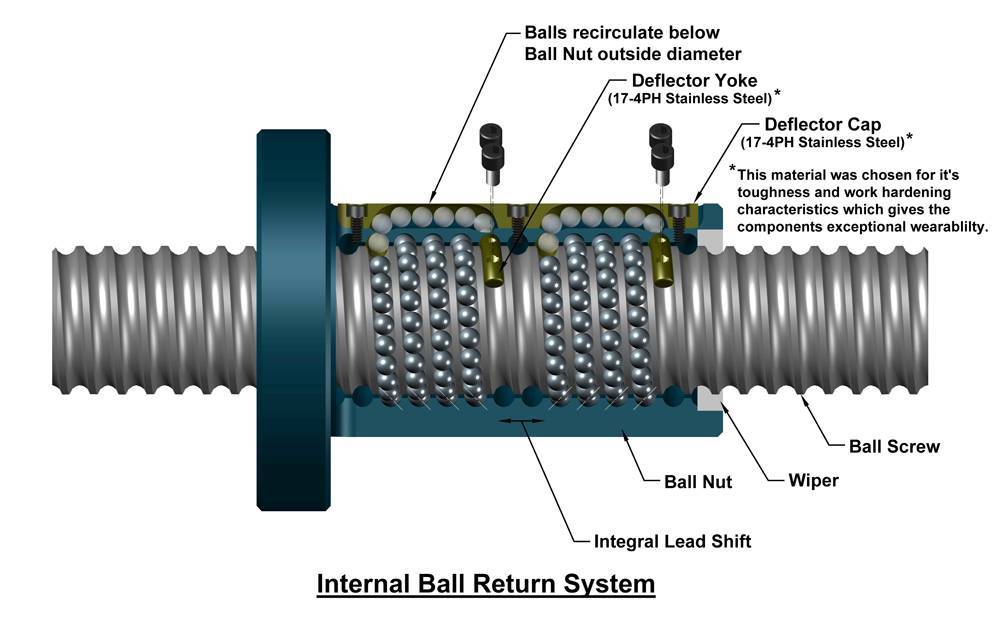
- Если не применять специализированную систему, то в конце хода шарики просто бы выбегали из конструкции наружу. Собственно поэтому при разработке конструкции постоянно применяются системы возврата.
- Внешняя система представлена железной трубкой, которая соединяет входное и отверстие для выхода. Система внутреннего типа предоставлена каналами, нарезаемыми вблизи винта.
В наши дни обширное распространение получил вариант выполнения, при котором движение шариков закольцовано. Благодаря этому обеспечиваются самые лучшие условия эксплуатации устройства.
Испытания на соответствие техническим условиям 3408-3
Измерение тормозного момента на нагружающем Δ Tp
Тормозной момент через нагружающий Tpr
Момент шарикового винта , который требуется чтобы повернуть для поворота шариковой гайки против винта (или наоборот) без внешней нагрузки
Возможные моменты трения из-за уплотняющего элемента не берутся во внимание.. Совокупный тормозной момент Tt. Момент который требуется чтобы повернуть шариковую гайку против шарикового винта (или наоборот) без внешней нагрузки, включая момент трения уплотняющих элементов
Момент который требуется чтобы повернуть шариковую гайку против шарикового винта (или наоборот) без внешней нагрузки, включая момент трения уплотняющих элементов
Момент который требуется чтобы повернуть шариковую гайку против шарикового винта (или наоборот) без внешней нагрузки, включая момент трения уплотняющих элементов
Совокупный тормозной момент Tt
Момент который требуется чтобы повернуть шариковую гайку против шарикового винта (или наоборот) без внешней нагрузки, включая момент трения уплотняющих элементов
Вариация момента
Значение колебаний предварительно определенного тормозного момента под предварительной нагрузкой. Положительное или отрицательное значение относительно среднего момента
Метод измерений
Предварительный натяг генерирует динамический момент трения между гайкой и резьбой в шарико-винтовой паре. Это измеряется путем перемещения шпинделя с резьбой на постоянной скорости, в то время как гайка удерживается специальным блокирующим устройством. Измеренная сила F используется для подсчета тормозного момента шпинделя с резьбой.
| Средний крутящий момент Tp0 | Общая длина | |||||||||||||
| До 4000 | От 4000 до 10000 | |||||||||||||
| 40 | (Длина резьбовой части/диаметр винта)≤40 | – | ||||||||||||
| ΔTpp (в % до Tp0)класс точности | ΔTpp (в % до Tp0)класс точности | ΔTpp (в % до Tp0)класс точности | ||||||||||||
| от | до | 1 | 3 | 5 | 7 | 1 | 3 | 5 | 7 | 3 | 5 | 7 | ||
| 0.2 | 0.4 | ± 30 % | ± 35 % | ± 40 % | ± 50 % | – | ± 40 % | ± 40 % | ± 50 % | ± 60 % | – | – | – | – |
| 0.4 | 0.6 | ± 25 % | ± 30 % | ± 35 % | ± 40 % | – | ± 35 % | ± 35 % | ± 40 % | ± 45 % | – | – | – | – |
| 0.6 | 1.0 | ± 20 % | ± 25 % | ± 30 % | ± 35 % | ± 40 % | ± 30 % | ± 30 % | ± 35 % | ± 40 % | ± 45 % | ± 40 % | ± 45 % | ± 50 % |
| 1.0 | 2.5 | ± 15 % | ± 20 % | ± 25 % | ± 30 % | ± 35 % | ± 25 % | ± 25 % | ± 30 % | ± 35 % | ± 40 % | ± 35 % | ± 40 % | ± 45 % |
| 2.5 | 6.3 | ± 10 % | ± 15 % | ± 20 % | ± 25 % | ± 30 % | ± 20 % | ± 20 % | ± 25 % | ± 30 % | ± 35 % | ± 30 % | ± 35 % | ± 40 % |
| 6.3 | 10 | – | – | ± 15 % | ± 20 % | ± 30 % | – | – | ± 20 % | ± 25 % | ± 35 % | ± 25 % | ± 30 % | ± 35 % |
Ходовая часть.
Каретка «Х»
Состоит из двух частей, каждая из которых, имеет две опоры для направляющих, собранных на алюминиевом уголке 30х50х5 (мм) закрепленного на плите.
Каретка «Z»
Состоит из двух опор, скрепленных двумя направляющими, по которым движется кронштейн для шпинделя станка.
Ходовая часть в сборе.
На каретки установим трансмиссии. На зубчатые шкивы – зубчатый ремень.
Максимально закроем все движущие части станка защитными кожухами и получим вот такой вариант.
Как видим, собрать ЧПУ станок своими руками не так и сложно. Просто необходимо разработать чертежи, либо заказать готовые.
А теперь, посмотрим как это работает.
Дополнительно, можно ознакомиться с построением аналогичного самодельного станка.
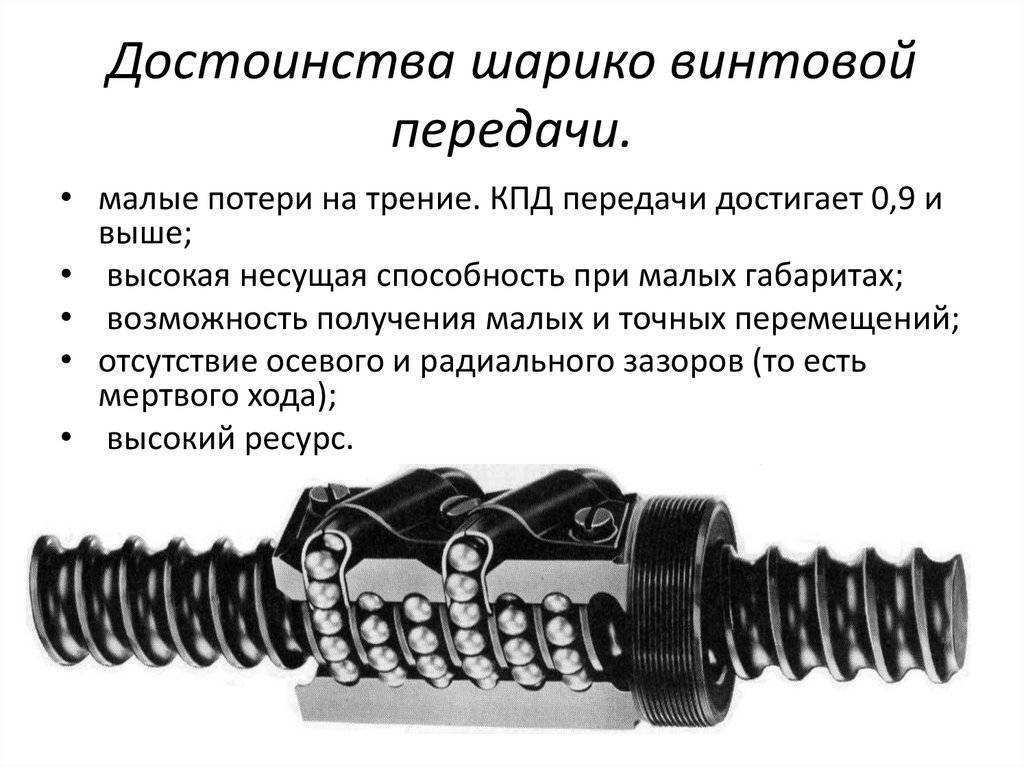
Преимущества шарико-винтовых передач.
Низкий коэффициент трения ШВП обуславливает низкую диссипацию и высокий КПД передачи – намного выше, чем у любых других аналогов. КПД самых распространенных шариковых пар может превышать 90% по сравнению с максимальными 50% для метрических и трапецеидальных ходовых винтов. Практические отсутствующее скольжение значительно увеличивает срок службы ШВП, что снижает простой оборудования при ремонте, замене и смазке частей. Все это в сочетании с некоторыми другими преимуществами, такими как более высокой достигаемой скоростью, сниженными требованиями к мощности электропривода винта, может быть существенным аргументом в пользу ШВП в противовес его высокой стоимости.
Стоит ли брать брендовые изделия?
Практика показала, что знаменитые производители также имеют процент бракованной продукции. Но он, конечно, гораздо ниже. Однако если понимать отличительные признаки некачественного товара, то можно покупать ШВП-аналоги. Проверенные фирмы могут предоставить товар не хуже брендовых и по точности и жесткости.

Однако часто эксперименты обходятся дороже затрат на оплату качественного товара при сложном техническом восстановлении процесса производства после ремонта. На маленький станок можно купить аналоги корейских или китайских компаний, но для массивного многоосевого управляющего центра требуется деталь надежная. Узнать о качестве любой продукции можно по отзывам покупателей.
Недоверие у потребителей вызывают новые фирмы-производители, не имеющие опыта в изготовлении такой продукции. Для оценки таких участников рынка прибегают к сравнению характеристик товара. Изначально в стоимость любой ШВП заложена минимальная цифра. Если товар дешевле, то он физически не может отвечать заявленным показателям. Поэтому погоня за экономией должна быть разумной.
Технические характеристики
Планируя купить ШВП для ЧПУ станка или другого оборудования, важно учесть следующие характеристики:
- Класс точности. По DIN ISO прецизионные шлифованные ШВП классифицируются от С0 до С5 (соответствует диапазону 3,5–18 мкм), прецизионные катанные – относятся к классу С6 (от 23 мкм), транспортные катанные – С7–С10 (от 50 мкм). Этот параметр рассчитывается как отклонение гайки по отношению к винту на участке в 300 мм. Зависит он от параметров резьбы, люфта, шероховатости, допусков по размерам, температурного диапазона, стартового крутящего момента.
- Шаг резьбы – бывает в диапазоне 1,5–50 мм. С его возрастанием растет предельная скорость, но снижается точность позиционирования, и уменьшается осевое усилие.
- Диаметр и угол резьбы.
- Однозаходный или многозаходный вариант, количество шариков в зацеплении – влияет на грузоподъемность ШВП.
- Диаметр шариков.
- Для моделей с зазором – метод преднатяга и регулировки ШВП.
- Начальный крутящий момент.
- Жесткость. При недостатке жесткости ШВП в станках с меняющейся нагрузкой есть риск утраты рабочего хода. А излишняя жесткость приводит к интенсивному трению и нагреву, в результате чего повышается расход смазки, и ускоряется износ передачи.
- Размеры – конструкция должна быть достаточно жесткой и прочной при компактных размерах. Стандартные ШВП производятся длиной до 3000 мм и имеют диаметр винта 16–125 мм.
- Шумность.
Типы шарико-винтовых пар
В таблице представлены виды ШВП в зависимости от их назначения и метода производства:
| Критерий сравнения | Типы ШВП | Особенности |
| Назначение | С зазором (транспортные) | Из-за люфта по оси менее точны. Используются в механизмах с отдельно измеряемым перемещением. Востребованы в подъемных механизмах, плоскошлифовальных станках, дверных и вентильных приводах, машинах для литья и деревообработки. |
| С натягом (прецизионные) | Отличаются высокой точностью. Обеспечивают прочную связку гайки с рабочим узлом. Передвижение гайки находится в жесткой зависимости от угла поворота винта. Такие механизмы используются в оборудовании с ЧПУ, роботизированной технике, контрольно-измерительных установках, координатных станках – везде, где нужно точное выполнение задач. | |
| Метод изготовления резьбового винта | Катанные | Производятся по технологии холодной накатки резьбы. Применяются в качестве транспортных ШВП. Отличаются менее плавным и точным перемещением. |
| Шлифованные | Выполняются при помощи закалки и многоэтапной шлифовки поверхности. Такие изделия применяются в оборудовании высокой точности. | |
| Изготовленные по технологии прецизионной накатки | Сочетает предыдущие способы металлообработки. Винты приобретают гладкость, как после шлифовки, но с экономией производственных расходов. |
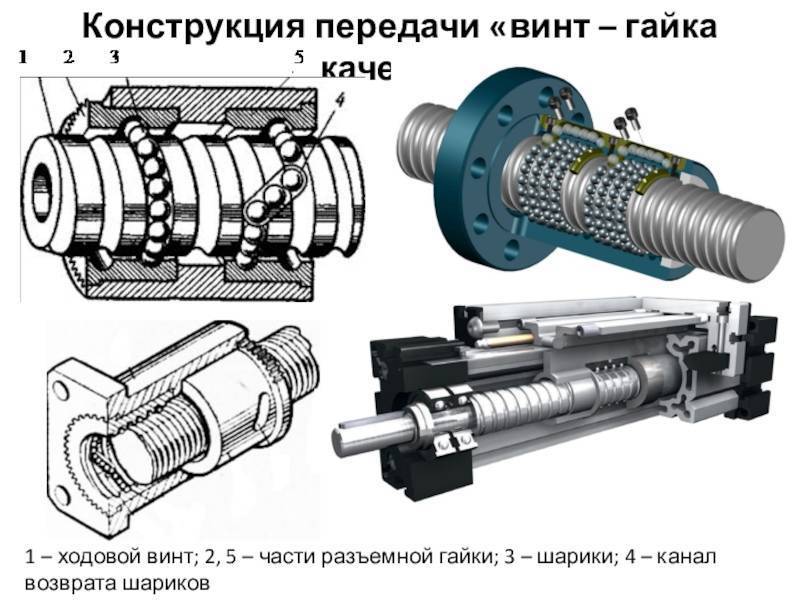
Принцип работы
Винт приводится во вращение от приводного электродвигателя, гайка закреплена неподвижно на рабочем органе станка (суппорт, каретка, шпиндельная бабка, люнет и так далее). При этом возникает осевая сила, действующая на шарики, размещенные внутри гайки, под действием которой они начинают катиться в замкнутых винтовых канавках. Сила реакции воздействует на гайку, а поскольку та жестко соединена с перемещаемой деталью, заставляет последнюю перемещаться по направляющим станка. В чем состоит отличие работы ШВП от обычной винтовой передачи с трапециевидной резьбой, которая ранее применялась на станках?






- 1. При вращении ходового винта прежней конструкции в зоне контакта двух деталей возникало трение скольжения, характеризующееся коэффициентом трения (бронза по стали, со смазкой) f = 0,07–0,1. В механизме с шариковыми элементами действует трение качения с коэффициентом f = 0,0015–0,006. Как видно из приведенных значений, винтовые шариковые передачи требует значительно меньшей мощности приводного двигателя.
- 2. Для точного позиционирования каретки или суппорта станка перед остановкой рабочего органа необходимо замедлять скорость его перемещения. По достижении определенного порога минимальной скорости возможны микроостановки — залипания — движущегося узла. В момент возобновления движения его характер определяется трением покоя, которое при скольжении значительно превышает трение движения. Из-за этого возникают рывки, ухудшающие точность позиционирования. При трении качения этот недостаток практически сводится к нулю.
Критическая скорость вращения шарикового винта
Как и у любого торсионного вала, у шарикового винта есть критическая скорость, которая является гармоническим колебанием. Постоянное вращение шарикового винта в диапазоне критической скорости сократит период эксплуатации, и может повлиять на производительность машины. Критическая скорость является функциональной зависимостью диаметра, длины шарикового винта и конфигурации монтажа. Осевой зазор гайки не оказывает влияние на критическую скорость nk.
Операционная скорость не должна превышать 80% от критической скорости. Формула ниже для подсчета допустимой скорости nkzyl учитывает этот фактор безопасности 0,8.
,где Nk – критическая скорость (число оборотов в минуту) Nkzyl – рабочая скорость вращения (число оборотов в минуту) α – фактор безопасности (=0,8) E – модуль эластичности (E=2,06*105 Н/мм2) l – геометрический момент инерции (мм2) d2 – диаметр стержня шарикового винта (мм) γ – специфическая плотность материала (7,6*10 -5 Н/мм3) g – постоянная величина земной гравитации (9,8*10 3 мм/с2) А – поперечное сечение шарикового винта (мм2) lk – неподдерживаемая длина между двумя корпусами f – фактор коррекции по монтажу
| Плавающий – плавающий | λ=3.14 | f=9.7 |
| Жесткий — плавающий | λ=3.927 | f=15.1 |
| Жесткий — жесткий | λ=4.730 | f=21.9 |
| Жесткий — свободный | λ=1.875 | f=3.4 |
Максимально допустимая скорость шарикового винта ограничена.
Для гаек SC/DC d0*nkzyl≤120 000
Для гаек CI, SK, SU/DU, SE d0*nkzyl≤90 000 , где d0 — центральный диаметр шпинделя,мм
Пожалуйста, свяжитесь с нашими инженерами, если требуемая скорость превышает DN, или если шариковый винт используется на более высоких скоростях.
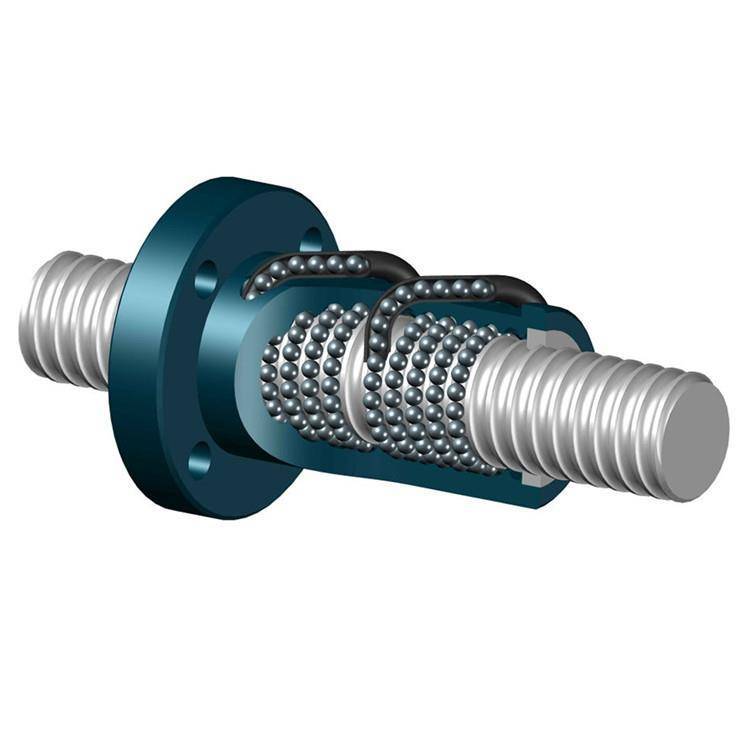
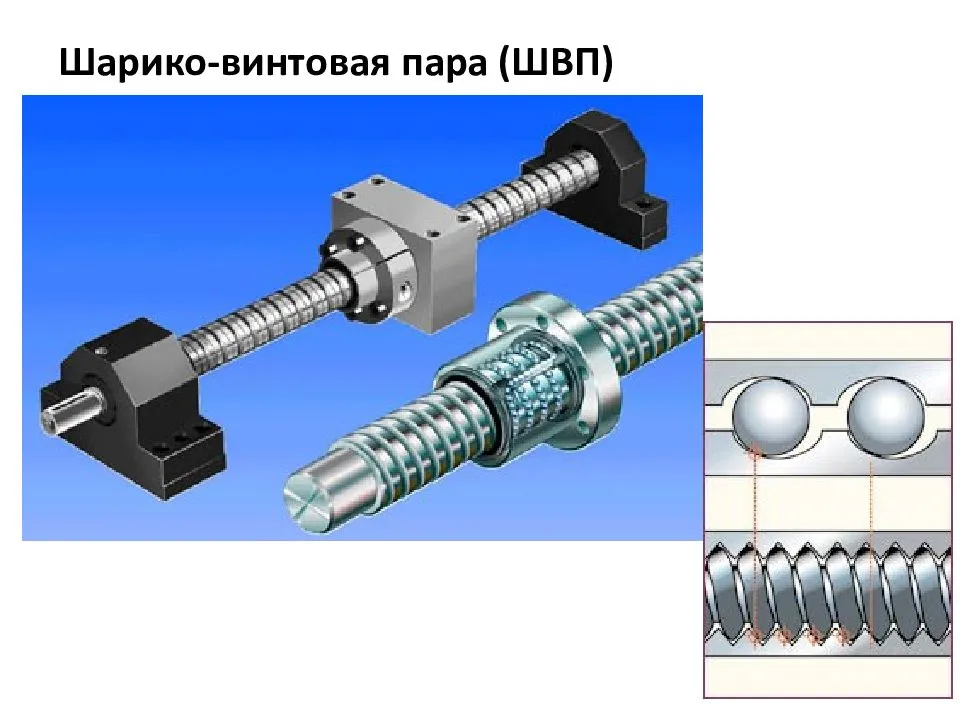
Все о ШВП
Шариково-винтовая передача – разновидность линейного привода, трансформирующего вращательное движение в поступательное, которая обладает отличительной особенностью – крайне малым трением.
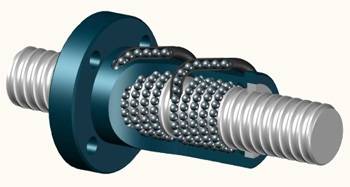
Вал (обычно стальной – из высокоуглеродистых видов стали) со специфической формы беговыми дорожками на поверхности выполняет роль высокоточного приводного винта, взаимодействующего с гайкой, но не напрямую, через трение скольжения, как в обычных передачах винт-гайка, а посредством шариков, через трение качения. Это обуславливает это высокие перегрузочные характеристики шарико-винтовой передачи и очень высокий КПД. Винт и гайка производятся в паре, подогнанными, с очень жесткими допусками, и могут быть использованы в оборудовании, где требуется очень высокая точность. Шариковая гайка обычно чуть более крупная, чем гайка скольжения – из-за расположенных в ней каналов рециркуляции шариков. Однако, это практически единственный момент, в котором ШВП уступает винтовым передачам трения скольжения.
Сфера применения шарико-винтовых пар
ШВП часто применяется в авиастроении и ракетостроении для перемещения рулевых поверхностей, а также в автомобилях, чтобы приводить в движение рулевую рейку от электромотора рулевого управления. Широчайший спектр приложений ШВП существует в прецизионном машиностроении, таком, как станки с ЧПУ, роботы, сборочные линии, установщики компонентов, а также – в механических прессах, термопластавтоматах и др.
История ШВП
Исторически, первый точный шариковый винт был произведен из достаточно малой точности обычного винта, на который была установлена конструкция из нескольких гаек, натянутых пружиной, а затем притерта по всей длине винта. Путем перераспределения гаек и смены направления натяга, погрешности шага винта и гайки могли быть усреднены. Затем, полученный шаг пары, определенный с высокой повторяемостью замерялся и фиксировался в качестве паспортного. Схожий процесс и в настоящее время периодически используется для производства ШВП.
Применение ШВП
Для того, чтобы шариковая пара отслужила весь свой расчетный срок с сохранением всех, в т.ч
точностных, параметров, необходимо уделить большое внимание чистоте и защите рабочего пространства, избегать попадания на пару пыли, стружки и прочих абразивных частиц. Обычно это решается путем установки гофрозащиты на пару, полимерной, резиновой или кожаной, что исключает попадание посторонних частиц в рабочую область. Другой метод состоит в использовании компрессора – подачи фильтрованного воздуха под давлением на винт, установленный открыто
Другой метод состоит в использовании компрессора – подачи фильтрованного воздуха под давлением на винт, установленный открыто
Шарико-винтовые передачи благодаря использованию трения качения могут иметь определенный преднатяг, который убирает люфт передачи – определенный “зазор” между вращательным и поступательным движением, который имеет место при смене направления вращения
Другой метод состоит в использовании компрессора – подачи фильтрованного воздуха под давлением на винт, установленный открыто. Шарико-винтовые передачи благодаря использованию трения качения могут иметь определенный преднатяг, который убирает люфт передачи – определенный “зазор” между вращательным и поступательным движением, который имеет место при смене направления вращения
Устранить люфт особенно важно в системах с программным управлением, поэтому ШВП с преднатягом используются в станках с ЧПУ особенно часто
Недостатки шарико-винтовых передач
В зависимости от угла подъема беговых дорожек, ШВП могут быть подвержены обратной передаче – малое трение приводит к тому, что гайка не блокируется, а передает линейное усилие в крутящий момент. ШВП обычно нежелательно использовать на ручных подачах. Высокая стоимость ШВП также фактор, который зачастую склоняет выбор машиностроителей в пользу более бюджетных передач.
Преимущества шарико-винтовых передач
Низкий коэффициент трения ШВП обуславливает низкую диссипацию и высокий КПД передачи – намного выше, чем у любых других аналогов. КПД самых распространенных шариковых пар может превышать 90% по сравнению с максимальными 50% для метрических и трапецеидальных ходовых винтов. Практические отсутствующее скольжение значительно увеличивает срок службы ШВП, что снижает простой оборудования при ремонте, замене и смазке частей. Все это в сочетании с некоторыми другими преимуществами, такими как более высокой достигаемой скоростью, сниженными требованиями к мощности электропривода винта, может быть существенным аргументом в пользу ШВП в противовес его высокой стоимости.
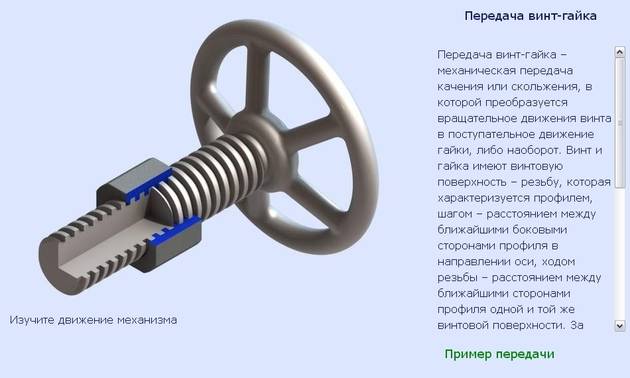
Винтовые и реечные передачи: устройство, типы и принцип действия
Винтовая передача состоит из винта и гайки, которые имеют резьбу. Резьба – это спиральная канавка, нанесенная на цилиндрическое тело. Реечная передача состоит из зубчатого колеса (шестерни) и зубчатой рейки. Зубья расположены друг за другом на окружности или в ряд.
Принцип линейной передачи встречается в природе, например, когда змея извивается и ползет, а ящерица перебирает лапами. А недавно ученые обнаружили винтовое устройство прыжковой задней лапы одного из видов насекомых. Винтовая передача применялась в технике еще в античные времена, постепенно развивалась и сейчас существует много ее разновидностей.
В простейшей винтовой передаче скольжения в гайке и на винте есть трапецеидальная резьба, и они соприкасаются непосредственно и движутся между собой с трением скольжения. Шариковая винтовая передача (ШВП) отличается тем, что внутри гайки катятся шарики по винту. В роликовой винтовой передаче (РВП) в гайке есть ролики, расположенные вокруг винта, параллельно ему.
Реечные передачи бывают с прямым, косым или шевронным зубом. Есть конструкции, где рейка совмещена с рельсом направляющей, а шестерня – с кареткой.
Какие лучше выбрать?
ШВП станков ЧПУ бюджетного варианта выбираются катаного типа. Они не уступают в точности более дорогостоящим, но запас срока службы у таких видов невысокий. Если требуется большая точность, то покупают подшипниковые пары шлифованные.
При большой нагрузке на ось рекомендуется выбирать особый вид, позволяющий выдерживать даже механические удары об инструмент. В них закладывается троекратный запас прочности по сравнению с обычными ШВП для ЧПУ. В СПб имеются аналогичные предложения для каждого вида станка. Однако не все модели имеются в наличии, потребуется время на доставку.
В продаже также можно найти комплектующие к ШВП узлам ранних выпусков. Для упрощения процедуры ремонта имеются уже собранные конструкции: суппорты серийных моделей станков. Для облегчения выбора подшипникового узла у дилеров продукции есть специалисты, способные рассчитать основные параметры изделия. На проданную единицу всегда даются гарантия и рекомендации по обслуживанию.
ЧПУ станок своими руками чертежи
ЧПУ станок своими руками, чертежи простой бюджетной конструкции. Задача данной статьи – на примере, помочь желающим разобраться в построении механической части оборудования. Перед началом работ, составим
Техническое задание разрабатываемого станка:
1.
Точность при обработке деталей не более 100 (мкм).
2.
Скорость перемещения шпинделя по осям:
- холостой ход – 90 (см/мин)
- рабочий режим – до 45 (см/мин)
3.
Рабочая область механической обработки детали:
- по оси «Х» – 70 (см)
- по оси «Y» – 39 (см)
- по оси «Z» – 7 (см)
Хотя конструкция любительская, а несложные расчеты, все равно необходимо произвести.
Шаговый двигатель ДШИ-3-1.
В оптимальном режиме работы (полушаговом), двигатель совершает: 400 шагов за один оборот вала и 150 оборотов в минуту. Нетрудно рассчитать, на какое расстояние переместится рабочая фреза. Если шаг резьбы винта выбрать 3 (мм), то получим перемещение фрезы: за один шаг двигателя 3/400=7,5 (мкм); за одну минуту работы двигателя 3х150=45 (см).


Ходовой винт трансмиссии:
- диаметр винта 14 (мм)
- резьба прямоугольная
- резьбовой шаг 3 (мм)
- высота профиля резьбы 1,5 (мм)
Винт закреплен жестко с обеих сторон, с одной стороны вставлен в подшипниковый узел, с другой стороны насажен на вал шагового двигателя
Изготовления винта (не закалена резьбовая часть) из стали А40Г. Если резьбовую часть термически обработать и отшлифовать, подойдет сталь 40ХГ или 65Г.
Применим радиально упорный двухрядный подшипник серии 3056200 (открытый), или его аналог 3200-2rs (закрытый), который обеспечивает упор винта в двух направлениях вдоль оси. Натяг подшипника обеспечивается корончатой гайкой, с последующей ее фиксацией на валу, при помощи шплинта.
Ходовая регулируемая гайка.
Конструкция гайки позволяет регулировать зазор люфта в винтовой передаче. Материал для ее изготовления – бонза марок БрО10Ф1 или БрО6Ц6С3.
Вес каретки с навесным оборудованием по оси «Х», примерно около пяти килограмм. Следовательно, максимальный прогиб направляющей из закаленной стали 40Х (твердость 40…50 HRC), диаметром 16 (мм) на длине 700 (мм), составит 2…3 (мкм), чего вполне достаточно.
Корпус с подшипником скольжения.
Подшипники скольжения, изготовленные из бронзы марок БрО10-1, БрОЦС5-7-12 или БрОЦС6-6-3, имеют ряд положительных моментов:
- обладают малой массой и небольшими габаритными размерами
- хорошо работают на больших скоростях и при больших нагрузках
- бесшумны
- обладают хорошей демпфирующей способностью.
Они запрессовываются в алюминиевый корпус наглухо, с припуском по внутреннему диаметру. Длина втулки определяется по формуле: L = 0,8d
Зубчатый ремень и шкив.
Выбираем алюминиевый зубчатый шкив ременной передачи типа 5М-15 диаметром 23,87 (мм) и зубчатый замкнутый ремень с таким же профилем зуба типа 5М-15 длиной 1200 (мм). Находим межосевое расстояние между центрами шкивов по формуле:
l
– длина ремняd – диаметр шкива
подставим значения ½ (1200 – 3,14 х 23,87) = 562,5 (мм)
Установка ШВП на станок с числовым программным управлением
Станки с блоком числового программного управления получили очень большое распространение. Выбор проходит на момент разбора конструкции и проектирования. Перед непосредственной установкой проходит следующий расчет:
- Нужное усилие, передающееся на винт. Главные узлы станка могут воспринимать разную нагрузку. Если винт не будет рассчитывается на это, другими словами вероятность деформации, а еще срезания витков и возникновения иных недостатков. Собственно поэтому проводятся подробные расчеты для определения того, какую нагрузку должна воспринимать шаприко-винтовая передача.
- Величина хода стола. Во многих случаях рассматриваемая шарико-винтовая передача ставится для обеспечения продольного или поперечного хода стола фрезерного оборудования, а еще иных узлов.
- Устанавливается наиболее подходит длина винта. Как раньше было отмечено, критерий более 2-х метров будет причиной искревления и возникновения иных недостатков при долгой эксплуатации устройства.
- Требуемая точность может зависеть от довольно различных критериев. Для станков ЧПУ требуется механизм с очень большим коэффициентом точности, так как она уменьшается от привода к зоне обработки.
- Определяются требуемые особенности конструкции гайки. В данном случае устанавливается цена устройства и некоторые прочие моменты.
- Уточняется тот фактор, должен ли свободный конец фиксироваться на момент эксплуатации.
- Устанавливается то, как проходит крепление шарико-винтовой передачи к корпусу. Исключительно при большой жесткости конструкции обеспечивается требуемая точность позиционирования всех компонентов конструкции.
Выполнить установку рассматриваемого устройства может исключительно мастер, обладающий подобающей подготовкой
Это связано с важностью точностью позиционирования шарико-винтовой передачи
Напоследок напомним, что в продаже встречается просто большое количество способов выполнения такого приспособления. Не все они используются из-за разного критерия точности позиционирования важных элементов.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
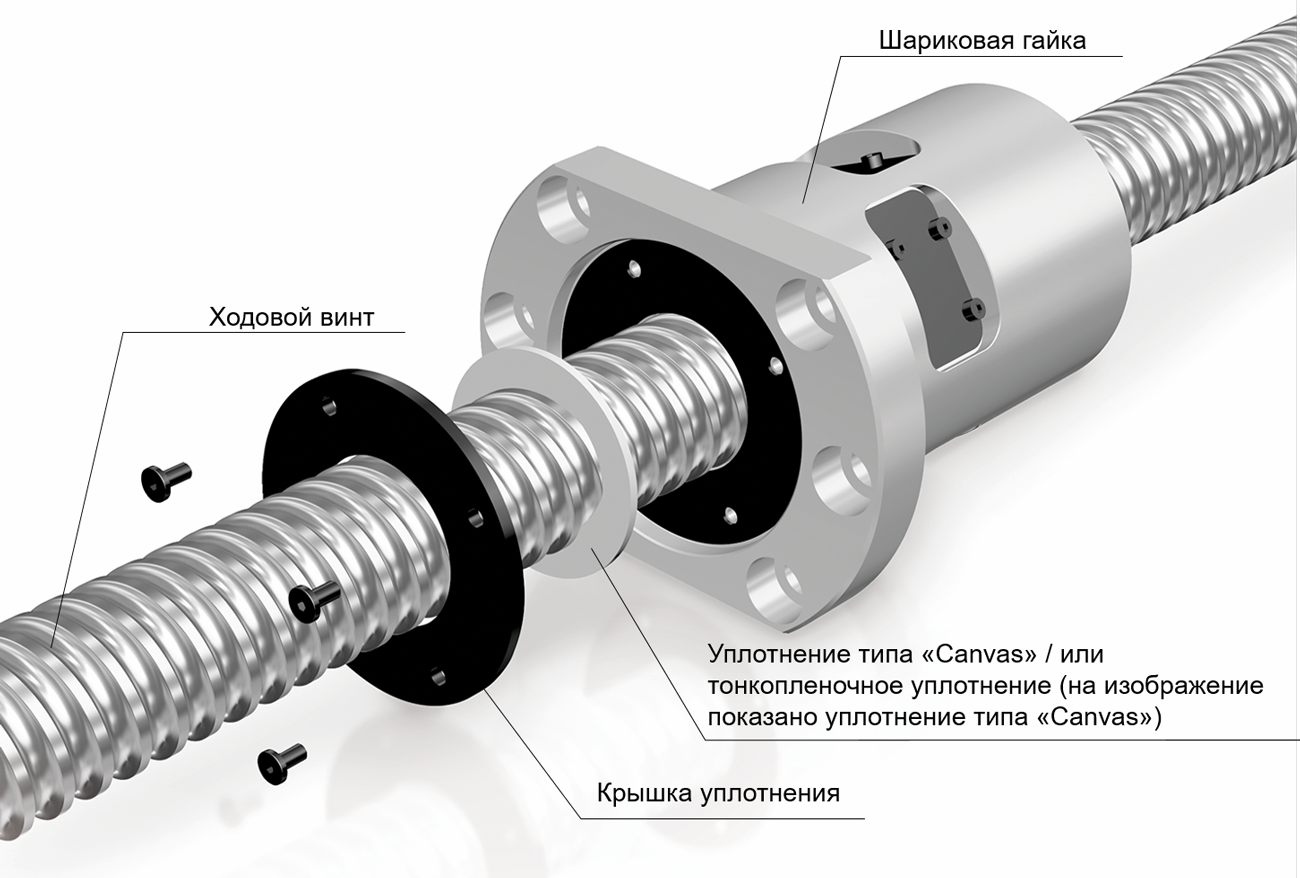
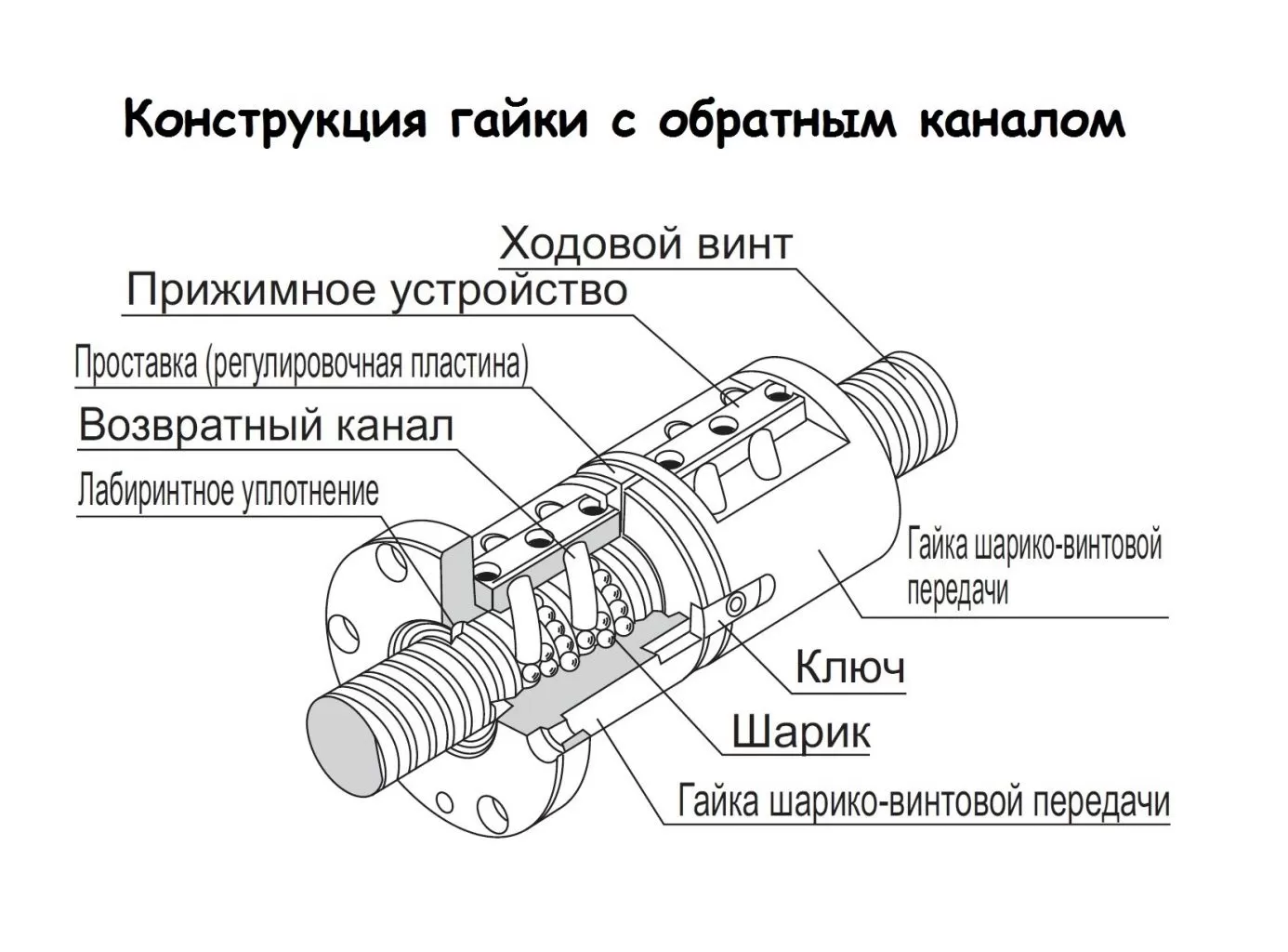
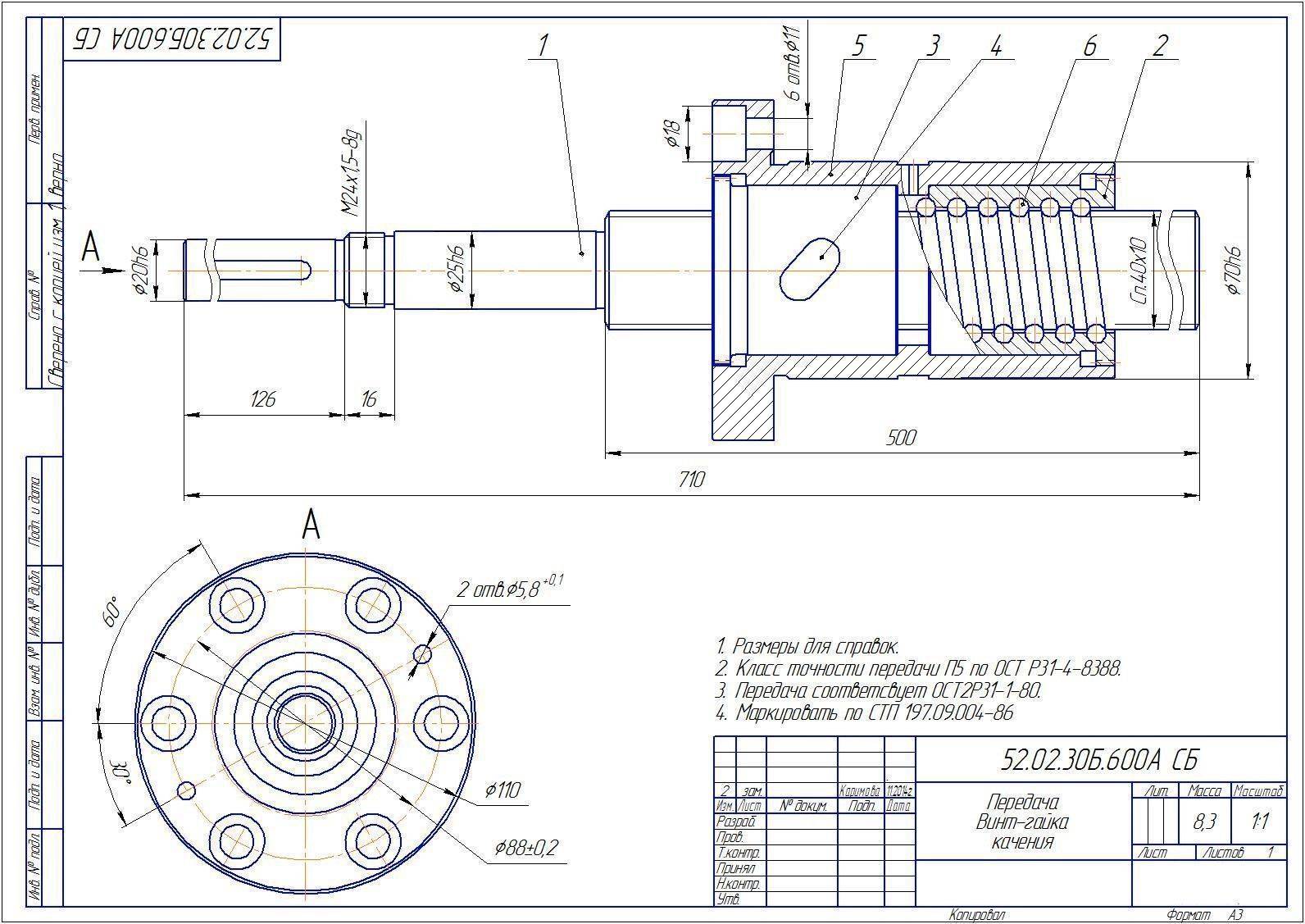
Функциональное предназначение и устройство
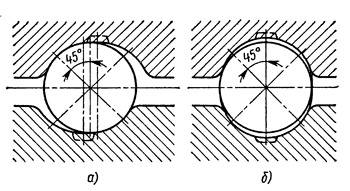
Вид профиля впадины винт-гайка: а) арочный контур б) радиусный контур
Цель рассматриваемого механизма состоит в том, чтобы преобразовать вращательное движение привода в прямолинейное перемещение рабочего объекта. Передача состоит из двух составных частей: ходового винта и гайки.
Винт изготавливается из высокопрочных сталей марок 8ХФ, 8ХФВД, ХВГ, подвергнутых индукционной закалке, или 20Х3МВФ с азотированием. Резьба выполнена в форме спиральной канавки полукруглого или треугольного сечения. В зависимости от условий работы винта профиль впадины может иметь несколько исполнений. Наиболее часто применяется арочный или радиусный контур.
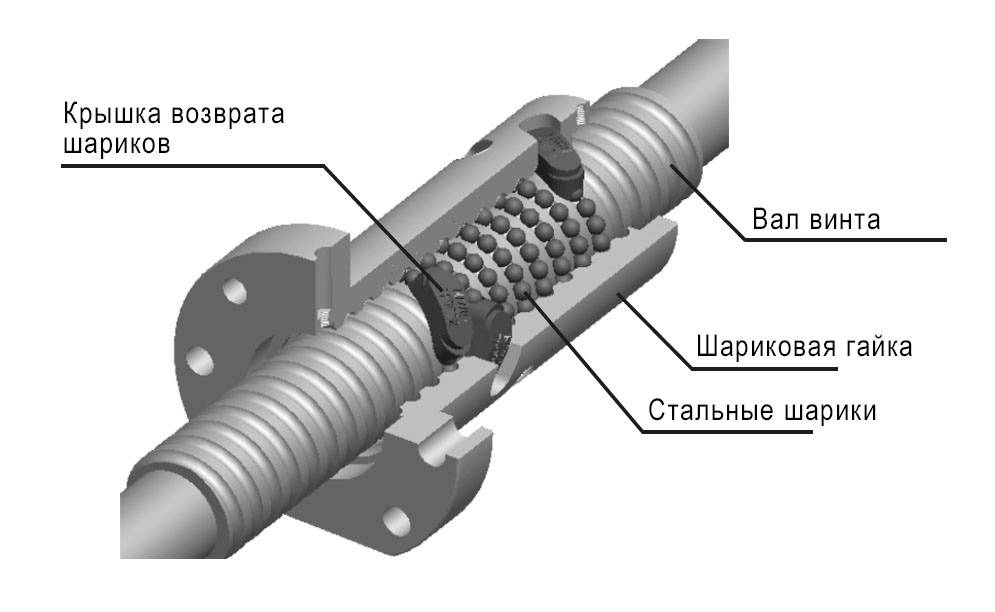
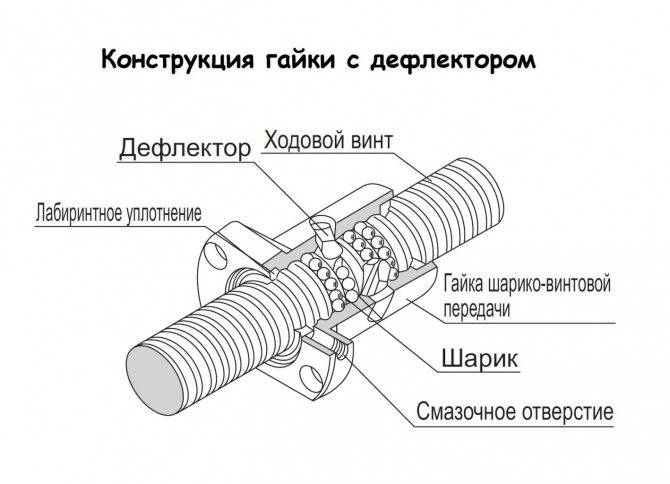
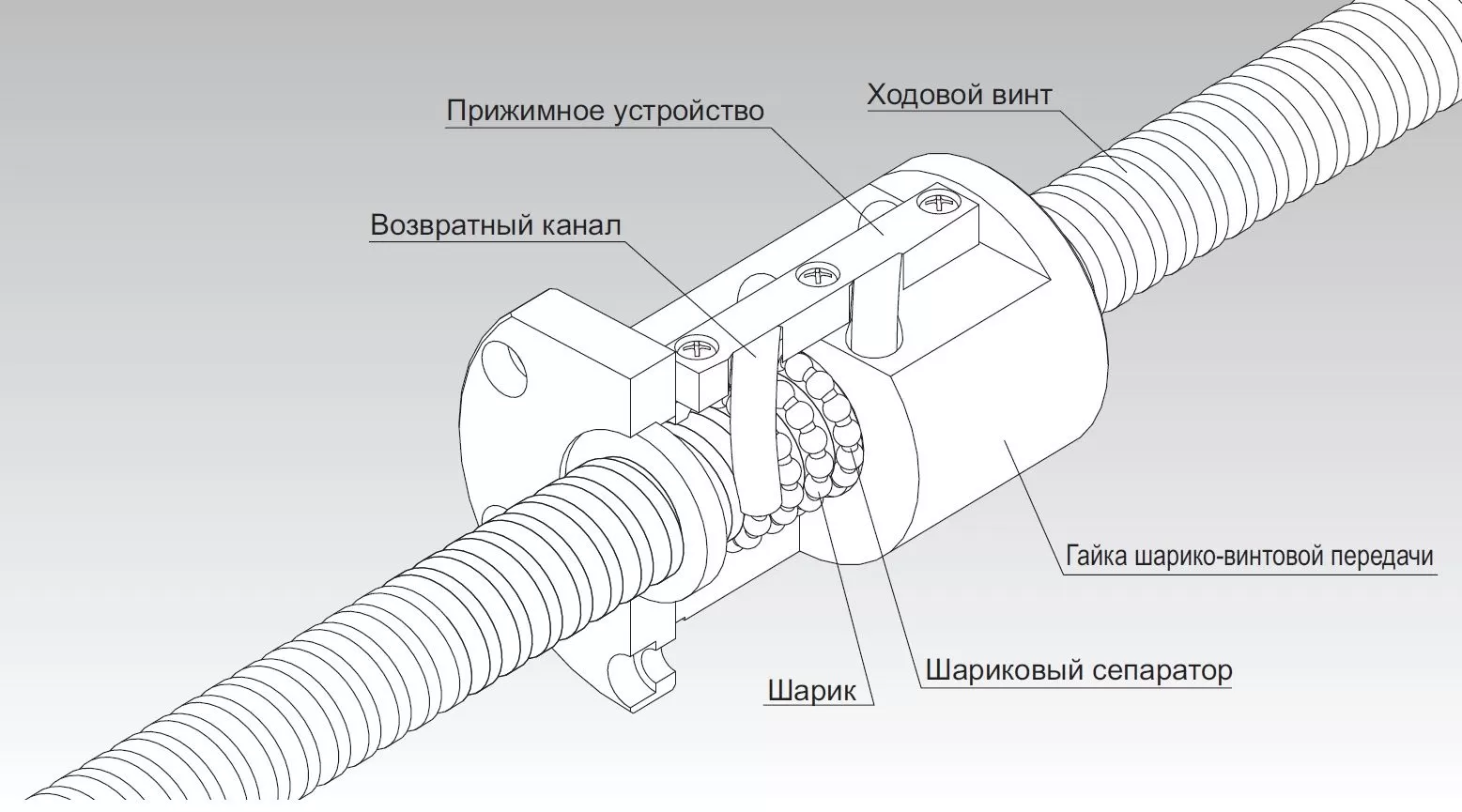
 Охватывающая деталь — гайка является составным узлом. Она имеет сложное устройство. Обычно представляет собой корпус, в котором расположены два вкладыша с такими же канавками, как и у ходового винта. Материал вкладных деталей: объемно закаливаемая сталь марки ХВГ, цементируемые стали 12ХН3А, 12Х2Н4А, 18ХГТ. Вставки устанавливают таким образом, чтобы после сборки обеспечить предварительный натяг в системе винт-гайка.
Охватывающая деталь — гайка является составным узлом. Она имеет сложное устройство. Обычно представляет собой корпус, в котором расположены два вкладыша с такими же канавками, как и у ходового винта. Материал вкладных деталей: объемно закаливаемая сталь марки ХВГ, цементируемые стали 12ХН3А, 12Х2Н4А, 18ХГТ. Вставки устанавливают таким образом, чтобы после сборки обеспечить предварительный натяг в системе винт-гайка.
Внутри винтовых канавок размещаются закаленные стальные шарики, изготовленные из стали ШХ15, которые при работе передачи циркулируют по замкнутой траектории. Для этого внутри корпуса гайки имеются несколько обводных каналов, выполненных в виде трубок, соединяющих витки гайки. Длина их может быть различной, то есть шарики могут возвращаться через один, два витка, или в конце гайки. Наиболее распространенным является возврат на смежный виток (система DIN).
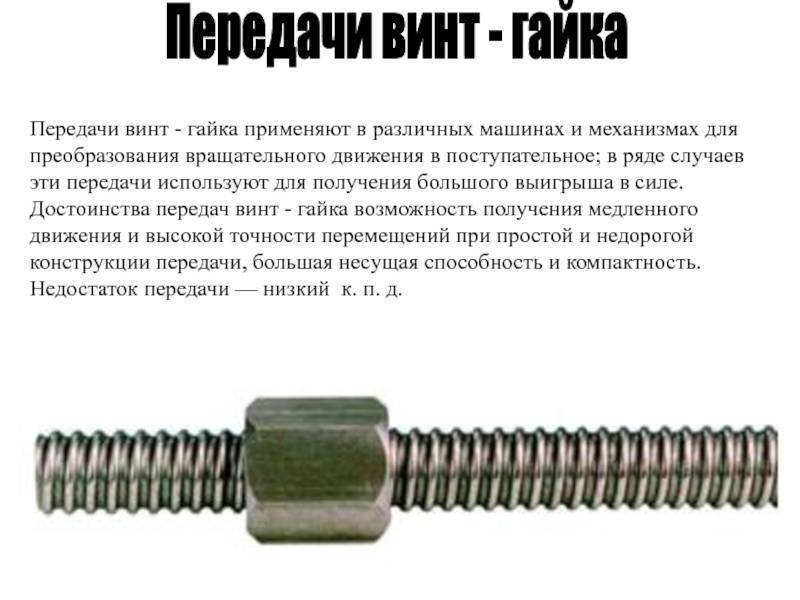
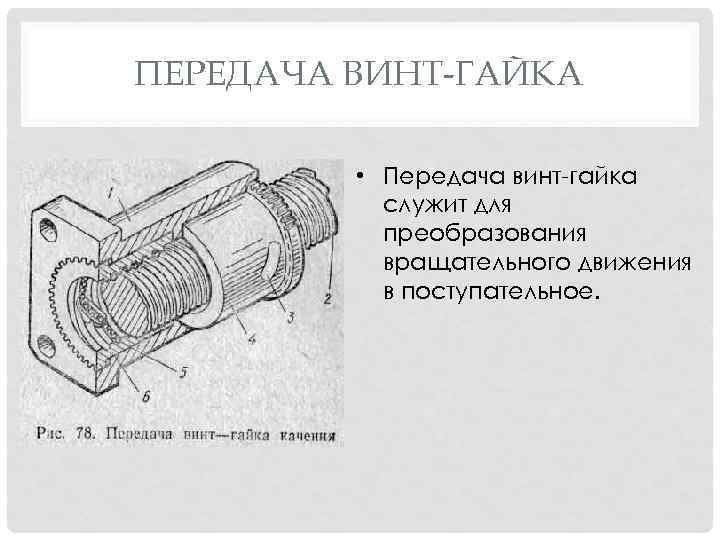
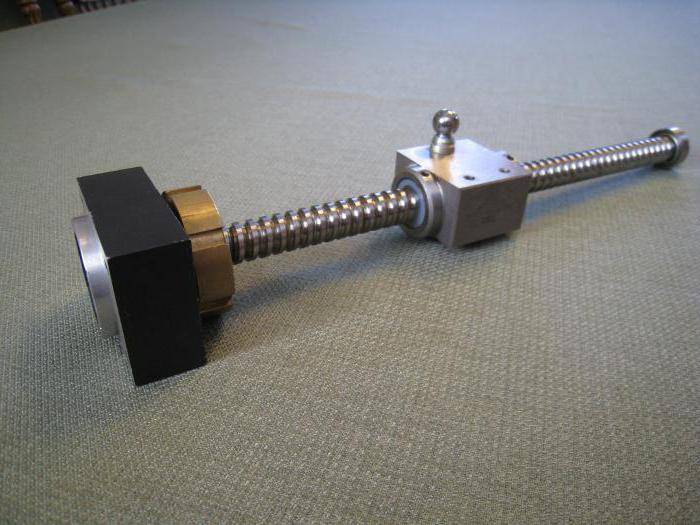
Передача винт-гайка: области применения и назначение ходового винта
Передача «винт-гайка» состоит из ходового винта и изготовленной в соответствии с его размерами гайки. Она необходима для преобразования вращения винта за счет внешнего усилия (электрического или ручного привода) в поступательное движение гайки, например, за счет трения.
Винтовые передаточные механизмы применяются в узлах подач обрабатывающих машин, роботизированных комплексов, измерительных аппаратов, в устройствах для поднятия тяжелых грузов, трубопроводной арматуре, упаковочном оборудовании, прессах, сельскохозяйственных и других машинах.

Ходовой винт – стальной цилиндрический вал с резьбой. Назначение ходового винта определяется типом оборудования, в котором он используется.
Например, в токарных станках вращение ходового винта вызывает перемещение соединенного с гайкой суппорта по направляющим станины, а в фрезерных установках ходовой винт управляет положением стола с заготовкой.
Винтовые передачи могут быть обратимыми, то есть превращать поступательное перемещение во вращение. Для этого необходимо достичь превышения углом подъема угла трения.
Существует два вида передач типа «винт-гайка»: шарико-винтовая пара и передача «винт-гайка скольжения».
Резьба и расчет
Кроме того, что существует несколько видов системы, имеется также несколько типов резьбы для гайки и винта. Если необходимо обеспечить наименьшее трение между деталями, то используется прямоугольный вид
Однако тут очень важно отметить, что технологичность этого типа соединения довольно низкая. Другими словами, нарезать такую резьбу на резьбофрезерном станке невозможно. Если сравнивать прочность прямоугольной и трапецеидальной резьбы, то первая значительно проигрывает
Если сравнивать прочность прямоугольной и трапецеидальной резьбы, то первая значительно проигрывает
Из-за этого распространение и использование прямоугольной резьбы в винтовой передаче сильно ограничено
Если сравнивать прочность прямоугольной и трапецеидальной резьбы, то первая значительно проигрывает. Из-за этого распространение и использование прямоугольной резьбы в винтовой передаче сильно ограничено.


По этим причинам, основным типом, который используется для устройства передаточных винтов, стала трапецеидальная резьба. У того типа имеется три вида шага – мелкий, средний, крупный. Наибольшую популярность заслужила система со средним шагом.
Расчет винтовой передачи сводится к расчету передаточного соотношения. Формула выглядит следующим образом: U=C/L=pd/pK. С – это длина окружности, L – ход винта, p – шаг винта, K – число заходов винта.
Влияющие на износ узла параметры
При выборе новой запчасти важно осведомиться, чем смазывать ШВП ЧПУ. Использование другого вида либо более дешевой жидкости снизит долговечность работы узла, что повлияет на гарантийный ремонт и полностью выведет из строя подшипники
На износ повлияет недостаточная твердость поверхности, на этом параметре часто экономят производители с лейблом no name.
Часто вместо указанной стали берется более дешевая и менее устойчивая к нагрузкам. Прокладки и вкладыши из пластмассы должны быть маслостойкими, они часто рассыпаются у дешевых вариантов ШВП. Шарики в подшипниках стираются быстрее из-за несоответствия скоростных режимов реально указанным в паспорте.