Типы и применение конвейерных лент
Лента конвейерная резинотканевая применяется для транспортирования сыпучих, кусковых и штучных грузов на ленточных конвейерах с плоскими или желобчатыми роликоопорами.
Конвейерные ленты выпускаются шириной до 1600 мм. Длиной бухты 94-100 м.
Ленты изготовляются на основе синтетических (полиэфир + хлопок) тканей, специальная обработка ткани обеспечивает высокую прочность каркаса лент при расслоении, изготавливаются в зависимости от назначения и типа с резиновыми обкладками на рабочей и не рабочей поверхности и без обкладки.
Конвейерные ленты в зависимости от назначения и ширины изготавливаются с нарезными (НБ) или резиновыми бортами (РБ).
Конвейерные резинотканевые ленты изготавливаются следующих видов: общего назначения, морозостойкие, теплостойкие, трудновоспламеняющиеся (для угольных и сланцевых шахт), трудновоспламеняющиеся морозостойкие и пищевые.
| Тип 1. Многопрокладочная, с двухсторонней резиновой обкладкой и защитной или брекерной прокладкой под резиновой обкладкой рабочей поверхности и резиновыми бортами | Руды черных и цветных металлов, крепкие горные породы кусками размером до 500 мм, бревна диаметром до 900 мм и другие материалы. | Очень тяжелые | Общего назначения -45 …+60 Морозостойкая –60… +60 | 1,1 1,1М |
| Известняк, доломит кусками размером до 500 мм, руды черных и цветных металлов кусками до 350 мм и другие крупнокусковые материалы, бревна диаметром до 900 мм. | Тяжелые | Общего назначения -45… +60 Морозостойкая –60… +60 Трудно воспламеняющаяся –25… +60 Трудно воспламеняющаяся морозостойкая –45… +60 | 1,2 1,2М 1,2Ш 1,2ШМ | |
| Тип 2. Многопрокладочная, с двухсторонней резиновой обкладкой и резиновыми бортами | Руды черных и цветных металлов, крепкие горные породы кусками до 100мм, известняк, доломит, кокс, агломерат, шихта, концентрат рудный и другие высокоабразивные и абразивные материалы, кусками размером до 150 мм и штучные грузы | Средние | Общего назначения –45…+60 Морозостойкая –60…+60 Трудно воспламеняющаяся –25…+60 Трудно воспламеняющаяся морозостойкая –45…+60 | 2 2М 2Ш 2ШМ |
| Уголь рядовой, глина, цемент, мягкие породы и другие малоабразивные материалы кусками до 150 мм. | Легкие | Общего назначения -45… +60 Морозостойкая –60…+60 Пищевая -25… +60 | 2Л 2ЛМ 2ПЛ | |
| Уголь (куски размером до 500 мм) и породы (куски размером до 300 мм) | ||||
| Антрацит кусками размером до 500 мм или породы размером до 300 мм | ||||
| Материалы с температурой до 200С высокоабразивные, малоабразивные и абразивные | ||||
| Не абразивные | ||||
| Тип 3. Многопрокладочная, с односторонней резиновой обкладкой и нарезными бортами. | Малоабразивные материалы , в том числе продукты сельского хозяйства неабразивные мелкие сыпучие и пакетированные материалы | Легкие | Общего назначения -45…+60 Пищевая –25…+60 | 3 3П |
| Тип 4. Одно- и двухпрокладочные с двухсторонней резиновой обкладкой и нарезными бортами | Малоабразивные и не абразивные мелкие и сыпучие материалы, в том числе продукты сельского хозяйства только на конвейерах со сплошны опорным настилом | Легкие | Общего назначения –45…+60 Пищевая -25…+60 | 4 4П |
| Пакетированные материалы | ||||
| Мелкие упакованные пищевые продукты |
Условное обозначение: лента конвейерная 2М-1200-4ТК200-5-2-м-РБ ГОСТ 20-83, где 2М — тип ленты — 2, морозостойкая, шириной 1200 мм с четырьмя прокладками из ткани ТК200, с рабочей обкладкой толщиной 5 мм и нерабочей 2 мм из резины класса М с резиновым бортом.
Для чего используется конвейерная лента.
Конвейерные (транспортерные) ленты являются элементами различного назначения конвейеров, применяются для транспортировки грузов и материалов. Используется практически во всех областях народного хозяйства: в пищевой, химической, тяжелой, дерево- и камнеобрабатывающей, горнодобывающей и фармацевтической промышленности, в производстве мебели.
В зависимости от назначения конвейерные ленты производят с резиновыми обкладками различной толщины с одной или двух сторон, с нарезными или резиновыми бортами, из синтетических или полиэфирно-хлопковых тканей, рассчитанных на сильные нагрузки (от 2 до 8 тканевых прокладок) со специальной пропиткой, предотвращающей расслоение. Существуют различные виды резинотканевых конвейерных лент для различных условий работы (для легких, средних и тяжелых условий эксплуатации, грузов различной величины и степени абразивности). Морозостойкие ленты работоспособны при температуре от -60°С до +60°С, пищевые и трудновоспламеняющиеся – от -25°С до +60°С, прочие – от -45°С до +60°С.
10 Продольные стыки ткани
10.1 Многослойные конвейерные ленты
10.1.1 Расположение стыковПродольные стыки должны быть расположены на расстоянии не менее 100 мм от края каркаса конвейерной ленты. Каждый продольный стык должен быть на расстоянии не менее 100 мм от стыков в других слоях. Продольные стыки в одном слое любой части конвейерной ленты должны быть на расстоянии не менее 300 мм друг от друга, если ширина ленты допускает наличие двух стыков в одном и том же слое.
10.1.2 Число стыковМаксимальное число продольных стыков в слоях должно соответствовать таблице 6, кроме конвейерных лент с завернутыми бортами.Таблица 6 – Максимальное число продольных стыков
Ширина ленты, мм | Наружный слой | Внутренний слой |
До 1200 включ. | 1 | |
Св. 1200 до 1600 включ. | 1 | 2 |
Св. 1600 до 2000 включ. | 2 | 2 |
10.2 Стыки ткани в двухслойных конвейерных лентахВ двухслойных конвейерных лентах шириной до 1600 мм не допускаются стыки ткани. В двухслойных конвейерных лентах шириной более 1600 мм может быть один стык в одном слое. Продольные стыки должны быть расположены на расстоянии не менее 100 мм от края каркаса и не менее 200 мм от стыка в другом слое.Любой продольный стык должен быть расположен на расстоянии не менее 100 мм от области изгиба лотка, т.е. в месте, где образуется угол между соседними поддерживающими роликами. Для этого потребитель должен предоставить изготовителю детали конструкции, на которой должна быть установлена конвейерная лента.








10.3 Продольные стыки в цельнотканых и однослойных конвейерных лентахВ цельнотканых и однослойных конвейерных лентах не допускаются продольные стыки ткани или каркаса.
Конструкция и состав резинотканевых лент
Основа резинотканевой конвейерной ленты – корд. Его изготавливают из различных материалов: смесовой, синтетической и высокопрочной ткани, покрываемой снаружи полиуретаном, ПВХ, силиконом или эластомером. Это позволяет обеспечить высокие прочностные свойства лент, необходимый уровень эластичности и малый вес. Транспортерная лента состоит из основных частей:
- Рабочая поверхность (резиновая обкладка), на которой располагаются перевозимые грузы.
- Каркас (тканевая прокладка) — состоит из полимерных составных волокон.
- Укрывочный слой — выполняет роль прокладки между каркасными слоями.
- Нерабочая поверхность, которая обращена к приводным барабанам.
Маркировка лент состоит из букв, обозначающих состав корда, и чисел. Первое число показывает максимально допустимую нагрузку на транспортерную ленту в Н/мм, а второе – количество слоев ткани.
Маркировка и расшифровка резинотканевой конвейерной ленты:
1.2ШТС-1000-5-ТК-200-2-4,5-3,5-ТС-РБ ТУ2561-016-05768013-2002, где:
- 1,2 – тип полотна (для тяжёлых условий эксплуатации);
- ШТС – вид ленты (шахтная трудносгораемая);
- 1000 – ширина полотна, мм;
- 5 – количество прокладок;
- ТК -200-2 – тип ткани (прочность тяговой прокладки на разрыв, Н/мм);
- 4,5 – толщина рабочей (верхней) резиновой обкладки, мм;
- 3,5 – толщина нерабочей (нижней) резиновой обкладки, мм;
- ТС – тип обкладочной резины;
- РБ — резиновый борт.
Способ разделки концов резинотканевых конвейерных лент
Использование: изобретение позволит повысить качество стыка ленты. Сущность изобретения: концы ленты – рабочий и нерабочий – закрепляют на опорном столе. Перед нарезанием трапециевидных канавок срезают обкладочный слой резины, и в средней части стыка каждого конца ленты выполняют косой срез, а по краям нарезают трапециевидные канавки. При этом канавки рабочего конца ленты соответствуют профильным гребням нерабочего. Площадь косого среза составляет не менее 60% общей площади стыка. 1 ил.
Изобретение относится к оборудованию для монтажа и ремонта конвейерных лент и может быть использовано в угольной, горнорудной промышленности для механизации процесса разделки стыков конвейерных лент перед их соединением методом холодной или горячей вулканизации.
Формула изобретения
РИСУНКИ
Похожие патенты:
Изобретение относится к машиностроению и касается соединения скобами транспортерных лент
Изобретение относится к машиностроению , в частности к эксплуатации промышленных ленточных конвейеров
Изобретение относится к машиностроению , в частности к ленточным конвейерам, Цель изобретения – расширение функциональных возможностей
Изобретение относится к горной промышленности и м
Изобретение относится к вулканизации стыков непосредственно на конвейере
Изобретение относится к транспортной технике и может быть использовано при эксплуатации ленточных конвейеров
Изобретение относится к конвейерному транспорту, а именно к способам обработки поверхности концов конвейерных лент при их соединении
Изобретение относится к вариантам выполнения промышленной ленты, выполненной с возможностью сшивания при установке, и способу изготовления промышленной ленты
Изобретение относится к передаче с синхронным плоским ремнем
Изобретение относится к эксплуатации различных транспортных систем, оснащенных резинотросовыми лентами, например, ленточных конвейеров и скиповых подъемных установок
Резинотросовая лента, отрезки которой включают среднюю часть и концы, состоит из резины и тросов, образующих резинотросовый каркас, армирующих элементов, верхней и нижней обкладок, бортов. На концах отрезков ленты тросы изолированы от резины тканью или бумагой, или пленкой, или слоем охлажденного расплава, а армирующие элементы отсутствуют. Достигается уменьшение трудоемкости соединения концов резинотросовой ленты. 2 н. и 7 з.п. ф-лы, 10 ил.
Многослойная лента включает среднюю часть и концы, несущие слои, соединенные межслойным материалом, защитные обкладки и борта. На концах ленты защитные обкладки и борта отсутствуют. Несущие слои концов ленты отделены друг от друга пленкой и закрыты пленкой снаружи. Межслойный материал на концах ленты невулканизирован или отсутствует. Повышается эффективность соединения концов многослойных лент. 7 ил.
Изобретение относится к машиностроению, а именно к способам соединения гибких, в том числе и конвейерных, лент. Способ соединения включает выполнение продольных пазов и выступов на соединяемых поверхностях лент, нанесение клеящего материала на соединяемые поверхности, размещение первой ленты на опорном столе соединяемой поверхностью вверх, наложение сверху второй ленты соединяемой поверхностью вниз, совмещение выступов первой ленты с пазами второй ленты, прижатие лент. Вторую ленту сначала изгибают в продольном направлении выпуклостью вниз, затем накладывают в изогнутом состоянии на первую ленту и распрямляют. В виде альтернативы обе ленты изгибают в продольном направлении выпуклостями навстречу друг другу, затем сближают и накладывают в изогнутом состоянии, после чего вторую ленту распрямляют, изгибают в противоположном направлении и прижимают к первой ленте. Достигается улучшение технологичности процесса соединения лент. 9 ил.
Способ разделки концов резинотканевых конвейерных лент
Типы выпускаемых резинотканевых лент
Встречаются самые различные типы конвейерных лент. Основная классификация проводится по тому, при каких условиях эксплуатируется изделие. Выделяют несколько различных типов резинотканевых полотна для конвейера:
- С большим количеством прокладок. При этом с обеих сторон есть резиновая обкладка. В некоторых случаях применяется брекерная прокладка с резиновыми бортами.
- Довольно большое распространение получили многопрокладочные, с обоими сторонами расположена резиновая прокладка. Производители создают резиновые бортики, за счет которых исключается вероятность выпадения деталей.
- Многопрокладочное резинотканевое полотно с односторонней резиновой обкладкой и нарезными болтами.
- Встречается в продаже полотна с одной и двумя кладками, а также резиновой обкладкой.
Подобная классификация транспортерных лент считается основной, каждая группа разделена на отдельные подгруппы со своими определенными свойствами. Определенные виды конвейерных лент считаются универсальными, могут применяться для транспортировки различных материалов. Лента транспортерная резинотканевая мм может также классифицироваться по области температуре, при которой проводится применение.
Основные эксплуатационного правила конвейерных лент
При рассмотрении того, как объединить транспортерную ленту напомним, что основные эксплуатационного правила обязаны быть регламентированы документацией в техническом плане. Также в большинстве случаев проходит сшивка транспортерной ленты. Главными нюансами назовем следующее:
Выбираемый вид изделия должен соответствовать к условиям использования. Для этого применяется специализированная таблица. Если работа происходит в тяжёлых условиях, то проходит установка оборудования, которое уменьшает ударную и другу нагрузку. При эксплуатировании проводится надзор. Он должен фиксироваться должным образом. Учет работы рабочего полотна проходит при оформлении журнала в согласии с принятым стандартами. При соединении некоторых резинотканевых лент применяется специализированная резина, а еще клеевой состав
Они могут держать большую нагрузку при эксплуатировании
На момент эксплуатации уделяют внимание тому, какая температура поверхности. Для измерений применяется специализированное измерительное устройство. Грамотная эксплуатация дает возможность значительно продлить срок их эксплуатации изделия
При допущении ошибок есть вероятность того, что лента деформируется
Грамотная эксплуатация дает возможность значительно продлить срок их эксплуатации изделия. При допущении ошибок есть вероятность того, что лента деформируется.









Обозначение и маркировка
При выборе изделия можно руководствоваться маркировкой, которая наносится в соответствии с установленными стандартами. Среди особенностей маркировки отметим следующие моменты:
- Зачастую она наносится на поверхности, а также на чертеже.
- При обозначении применяется буквенные и цифровые индексы. Они позволяют определить основные характеристики.
- Основным параметром можно назвать массу. Это связано с тем, что слишком большая масса может привести к увеличению нагрузки, оказываемой на электрический двигатель.

Чаще всего для определения основных свойств применяется таблица, в которой указываются все характеристики. Ее применение существенно упрощает выбор подходящего полотна. На поверхность маркировка наносится при помощи специальной краски, которая не стирается даже при длительной эксплуатации.
Ленточные транспортеры. Транспортеры-элеваторы.
Ленточные транспортеры с гибкой или жесткой лентой используют для перемещения различных видов сырья, полуфабрикатов и готовой продукции, а также при ручной сортировке, чистке плодов и овощей, потрошении рыбы, обвалке, жиловке мяса и расфасовке продуктов в тару. При осуществлении ручных процессов обычно с обеих сторон транспортеров устанавливают столы или деревянные борта. Длина транспортеров, предназначенных для передвижения грузов, зависит от размещения оборудования в цехе, а длина транспортеров, на которых осуществляются производственные операции, рассчитывается исходя из количества перерабатываемого сырья или материалов и норм выработки рабочих. Длину рабочего места для рабочего, выполняющего производственные операции, на транспортере без подсобных противней, лотков или тазиков принимают равной 0,8 м; при использовании противней, лотков или тазиков — 1,2 м и обвалке и жиловке мяса — 1,3 м. Приставные столы устанавливают с интервалом 0,6 м. Высоту транспортеров и столов обычно принимают равной 0,8 м.
Ленточный транспортер (рис. 8) состоит из стального трубчатого каркаса, бесконечного ленточного полотна, натянутого на ведущий и натяжной барабаны, и роликов, поддерживающих ленту. Движение ленты обеспечивается электродвигателем, приводящим в движение ведущий барабан через редуктор обычно с помощью цепной передачи. Транспортную ленту изготовляют из нескольких слоев хлопчатобумажной прорезиненной ленты. Она может быть использована при температурах от 50 до -15°С.

Рис. 8. Ленточный транспортер: 1 — стальной трубчатый каркас; 2 — ролики; 3 — приводной барабан; 4 — натяжной барабан; 5 — электродвигатель; 6 — редуктор; 7 — звездочки цепной передачи, приводящей в движение приводной барабан.
В зависимости от величины натяжения ленты количество слоев хлопчатобумажных полотен определяют по формуле
где S — натяжение, кг; В — ширина, см; Кл — допускаемая нагрузка на 1 см ширины ленты (в среднем 12 кгс/см).
Производительность ленточного транспортера определяют по формуле:
G = 3600ВhvуФ кг/ч,
где В — ширина ленты транспортера, м;
h — высота транспортируемого слоя продукта, м;
v — скорость движения ленты, м/сек;
у — объемная масса транспортируемого продукта, кг\м3;
Техническая характеристика ленточного транспортера ТСИ:Производительность, кг/ч 1500Ширина ленты, мм 800Скорость движения ленты, м/сек 0,1Электродвигательмощность, кВт 0,6число оборотов в минуту 1410Габариты, ммдлина 4647ширина 1142высота 948Масса транспортера, кг 552
Техническая характеристика ленточных транспортеров для перемещения банок:
Транспортеры-элеваторы ТЭ. Транспортер-элеватор (рис. 9) применяют для перемещения плодов и овощей на высоту от 1000 до 2250 мм под углом от 20 до 45°; уровень подачи изменяют при помощи подъемно-винтового устройства. Для перемещения транспортера в него вмонтирована специальная тележка. Подача сырья обеспечивается лентой с планками.
Техническая характеристика транспортера-элеватора ТЭ:Производительность, кг/ч 1500Скорость движения ленты, м/сек 0,3Ширина ленты, мм 400Электродвигательмощность, кВт 0,6число оборотов в минуту 1410Габариты, ммдлина 2725-3400ширина 1130высота 1470-2635Масса транспортера, кг 456

Рис. 9. Транспортер-элеватор: 1 — каркас; 2 — тележка; 3 — барабан; 4 — приводная станция; 5 — натяжная станция.
Методы испытаний
Некоторые свойства можно определить исключительно при проведении испытаний. По мимо этого, лента конвейерная проходит проверки чтобы исключить допустимости выпуска продукта с значительными дефектами. Лента из резины тестируется так:
- Применяется зрительный метод, который дает возможность определить наличие или отсутствие недостатков.
- Точность размеров устанавливается не раньше, чем после прохождения 8-ми часов с момента вулканизации.
- Длина исследуется во время использования специализированного инструмента для измерений, который имеет несущественную погрешность в работе.
- Критерий ширины очень часто исследуется железной рулеткой.
- Согласно необходимым нормам в ГОСТ 11358 толщина меряется специализированным инструментом, цена деления которого составляет 0,1 мм. При этом лучше всего проводить замер в некоторых местах, благодаря чему исключается вероятность допущения неточности.
- Делаются также физико-механические тесты, которые должны проходит не раньше чем после прохождения 8-ми часов с момента вулканизации.
- Основным параметром можно назвать крепость на разрыв. Для аналогичного теста выбирается заготовка длиной не менее 400 мм и шириной 70 мм.
В общем можно сказать то, что используемые методы испытаний дают возможность определить все характерности такого изделия. Они все должны проходит только при соблюдении установленных параметров в ГОСТ.
Виды конвейерных лент
Транспортерные ленты общего назначения производятся разного типа – для легких условий эксплуатации, средних, тяжелых и очень тяжелых. Что касается области применения, то ленты типа очень тяжелые и тяжелые применяют обычно для того, чтобы транспортировать руды черных и цветных металлов, крепкие горные породы, в которых встречаются куски размеров до 500 мм, а также бревна, диаметр которых составляет не более 500 мм, и другие материалы. Ленты, предназначенные для средних условий эксплуатации обычно применяются для того, чтобы транспортировать уголь рядовой, глину и цемент мягких пород, и другие малоабразивные материалы, крупность кусков которых составляет не более 150 мм. возможная температура окружающего воздуха в области применения лент общего назначения может колебаться в диапазоне – 45 градусов до + 60. ленты для легких условий эксплуатации обычно используют для того, чтобы транспортировать малоабразивные материалы, к примеру, продукты сельского хозяйства, неабразивные, мелкие, пакетированные и сыпучие материалы.
Показатели физико-механических свойств транспортерных лент – прочность связей между каркасом и рабочей обкладкой составляет не менее 6 Н/мм, и 4 Н/мм для тех лент, которые изготовлены для легких условий эксплуатации. Прочность связей между прокладками, в свою очередь, должна составлять не менее 8 Н/мм, и 6 Н/мм для лент на легких условиях использования. По основе ленты относительное удлинение, учитывая, что нагрузка будет составлять 10% номинальной прочности образца, будет составлять не более 1-2.
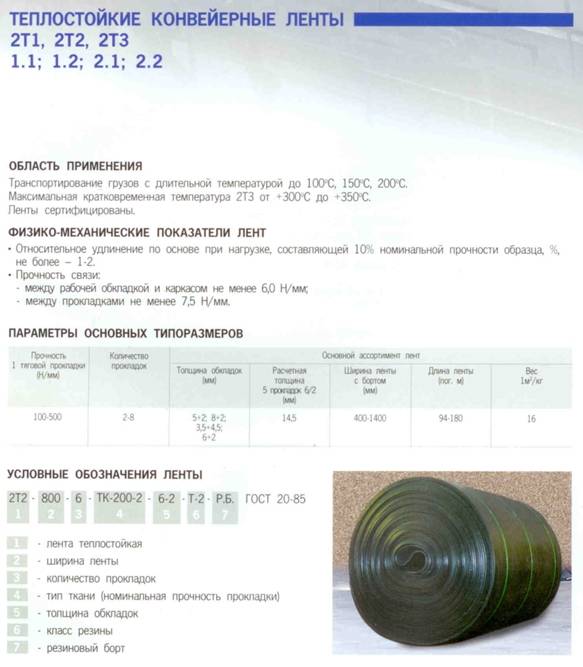
Конвейерные теплостойкие лентыЭти ленты предназначены для транспортирования грузов, которые имеют длительную высокую температуру. Разделяются на три вида – ленты для грузов температурой до 100 градусов, до 150 градусов и до 200 градусов. Для последних лент возможна кратковременная максимальная температура 300-350 градусов.
Физико-механические показатели лент обычные, удлинение такое же, как и в конвейерных лентах общего назначения, прочность связи немного больше, не менее 6 Н/мм между каркасом и прокладкой.
Морозостойкие транспортерные лентыОбласть применения аналогична области, в которой применяются ленты общего назначения. Единственное отличие – температура, при которой может осуществляться эксплуатация таких лент – от – 60 градусов до +60.
Конвейерные ленты трудновоспламеняющиеся и морозостойкие. Эти ленты предназначаются для тяжелых, очень тяжелых и средних условий эксплуатации. Эти ленты предназначаются для транспортировки угля, крупность которого до 700 мм, и кусков породы крупностью до 500 мм. такие ленты предназначаются и применяются в угольных шахтах и рудниках, которые не опасны по пыли и газу, также применяются на горных открытых работах, в обогатительных фабриках рудной, нерудной, угольной.
Температура, при которой могут применяться эти ленты, составляет от – 25 градусов до +60, это касается трудновоспламеняющихся. А морозостойкие могут работать при температурах от -45 до +60. время горения опытных образцов не более 15 секунд, связи между прокладкой и каркасов прочные, удлинение стандартное.
Модульные ленты
Компания Импортбелт поставляет на российский рынок модульные транспортерные ленты ведущих европейских компаний. Ленты подобной конструкции применяются в большинстве отраслей промышленности, таких как автомобильная, шинная, картонажная, упаковочная и пищевая. Наиболее часто модульные транспортерные ленты применяют в конвейерных системах для транспортировки хлебобулочных изделий, замороженных продуктов, морепродуктов и рыбы.
К преимуществам модульных транспортерных лент можно отнести простоту в обслуживании, легкую очистку поверхности, длительный срок службы, небольшой износ, гигиеничность, стойкость к высоким и низким температурам.
Лента конвейерная на ткани ТК-200
Лента конвейерная (транспортерная) резинотканевая на основе ткани ТК-200 самая массовая лента по всему СНГ. Поэтому и производится лента на ткани ТК-200 всеми заводами Российской Федерации, производящими конвейерные ленты. Популярность как самой ленты, российской ленты, так и конвейеров её использующих, очевидна и легко объяснима: основные таки перемещаемые грузы общего, как и лента, назначения, ткань ТК-200 оптимальна по своим характеристикам и производится в РФ на основе российского же сырья в отличие от её международного аналога ткани EP-200.








Кстати с июля 2012 года белорусское ПТК “Химволокно” ОАО “ГродноАзот” так же серийно выпускает ткань марки ТК-200-2П (полиамидная техническая пропитанная). На предприятии используется высокотехнологичное ткацкое оборудование фирмы “Дорнье”, которое позволяет обеспечивать производство технических тканей для конвейерных лент марок ТК (из нитей ПА-6), ТЛК (из полиэфирных нитей по основе и полиамидных нитей ПА-6), ЕР (из полиэфирных нитей по основе и полиамидных ПА-6.6), в том числе пропитанных тканей шириной 98-160 см, длиной ткани в рулоне до 1000 метров с тремя видами кромки (закладной, обрезной и оплавной).
Массовое производство, высокая конкуренция и собственная сырьевая база – в итоге имеем достаточно качественную и сравнительно дешевую конвейерную ленту на ТК-200.
ООО «Вирма» сотрудничает со всеми заводами Российской Федерации, производящими конвейерные ленты. ОАО «Курскрезинотехника», ЗАО «Ярославль-Резинотехника», ООО «ГКС Красный Треугольник», ОАО «Уральский завод РТИ» имеют в своем производстве ленты ТК-200, однако у каждого производителя она в чём-то отличается.
В частности Уральский завод резиновых технических изделий (УРТИ) в сентябре 2012 года ввел в эксплуатацию ультрасовременную линию, спроектированную и изготовленную итальянской компанией Comerio Ercole, отвечающую всем мировым стандартам в производстве конвейерных лент. А «Ярославль-Резинотехника» производит пропитку и термофиксацию текстилей тканевых прокладок конвейерной ленты на французской линии REPIQUE.
Резинотканевая конвейерная лента производятся в соответствии с ГОСТ 20-85, однако производители с целью улучшения тех или иных характеристик разрабатывают на базе ГОСТа собственные ТУ и производят ленты в соответствии с ними, что отражено в маркировке лент. Стандарт ГОСТ 20-85 полностью соответствует международным стандартам ИСО 251-87, ИСО 252-88, ИСО 282-75, ИСО 284-82, ИСО 432-75, ИСО 433-82, ИCO 5285-78.
Соединение конвейерной ленты
Замки
На нашем складе всегда в наличии замки для конвейерных лент различного типа и размера. Замки позволяют соединить ленту быстро и самостоятельно. В наличии крепление типа “Крокодил” №1-№9 L=190 мм и 290 мм. Замок типа “Крокодил” идеален для лент толжиной 8-9,5 мм.
Склейка – холодная стыковка
Холодная стыковка, склейка лент в бесконечную может быть произведена нами прямо в Минске или у вас на месте. Преимущество – сроки 1-2 дня. Ряд клиентов предпочитают именно эту стыковку как более бюджетный вариант относительно горячей вулканизации.
Заводская стыковка – горячая вулканизация
Достижение повышенной надежности для специальных условий эксплуатации (скорость, агрессивные среды, вес, повышенные нагрузки) достигается посредством заводской горячей стыковки. Бесконечной ваша лента может стать сразу на заводе-производителе – заказывайте у нас ленту с заводской горячей стыковкой под ваши размеры. Завод производит такую “склейку” посредством вулканизации.
ПРИОБРЕСТИ ЛЕНТУ:
Брест, ул. Вычулки, 119.+375 29 105-00-41
+375 162 53-52-53 факс
Гомель, ул. Барыкина, 291/1.+375 44 587-69-12
+375 232 28-28-98 факс
Могилев, Гомельское шоссе, 38.+375 29 105-04-95
+375 222 725-725 факс
1 Область применения
1 Область применения
Настоящий стандарт устанавливает требования к конвейерным лентам с резинотканевым каркасом с резиновыми или пластиковыми обкладками для шахтного оборудования с плоскими или лотковыми поддерживающими роликами. Настоящий стандарт не распространяется на легкие конвейерные ленты, соответствующие стандарту .Настоящий стандарт не регламентирует требования к пластиковой обкладке. Эти требования должны быть согласованы между изготовителем и потребителем с учетом типа используемого пластика.В приложении А приведены параметры, не регламентированные настоящим стандартом, которые рекомендуется согласовывать между изготовителем и покупателем конвейерной ленты.Информация, предоставляемая при заказе потребителю конвейерной ленты, приведена в приложении В.Оценить способность конвейерной ленты к прямому ходу до монтажа невозможно. Поэтому требования к способности конвейерной ленты к прямому ходу не входят в область распространения настоящего стандарта. В приложении С приведены требования к боковому отклонению конвейерной ленты.