Соединение тонкостенных деталей
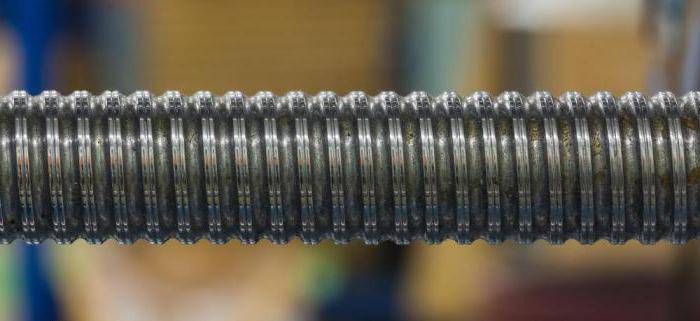
Если необходимо соединить тонкостенные детали, то напрямую применить резьбовое соединение не удастся: слишком малое для надежного удержания крепежа число витков может поместиться на толщине детали. В таких случаях применяют фланцевое соединение. В этом случае кромка детали, прилегающая к месту соединения, усиливается путем специальной штамповки или наварки фланца – утолщения, в котором делаются отверстия, и нарезается резьба. Если конфигурация изделия позволяет, то иногда вместо полноценного фланца приваривают лишь гайки в местах крепления.  Если же соединяемые детали представляют собой цилиндры одинакового диаметра и толщины, существует еще один способ: на одной цилиндрической поверхности нарезается внутренняя, а на другой – внешняя резьба одного номинального диаметра. Далее детали навинчиваются друг на друга. Такой способ соединения не предполагает приложения больших усилий к месту крепления и используется для малонагруженных конструкций, таких, например, как цилиндрические кожухи приборов.
Если же соединяемые детали представляют собой цилиндры одинакового диаметра и толщины, существует еще один способ: на одной цилиндрической поверхности нарезается внутренняя, а на другой – внешняя резьба одного номинального диаметра. Далее детали навинчиваются друг на друга. Такой способ соединения не предполагает приложения больших усилий к месту крепления и используется для малонагруженных конструкций, таких, например, как цилиндрические кожухи приборов.
Резьба. Разновидности. Особенности
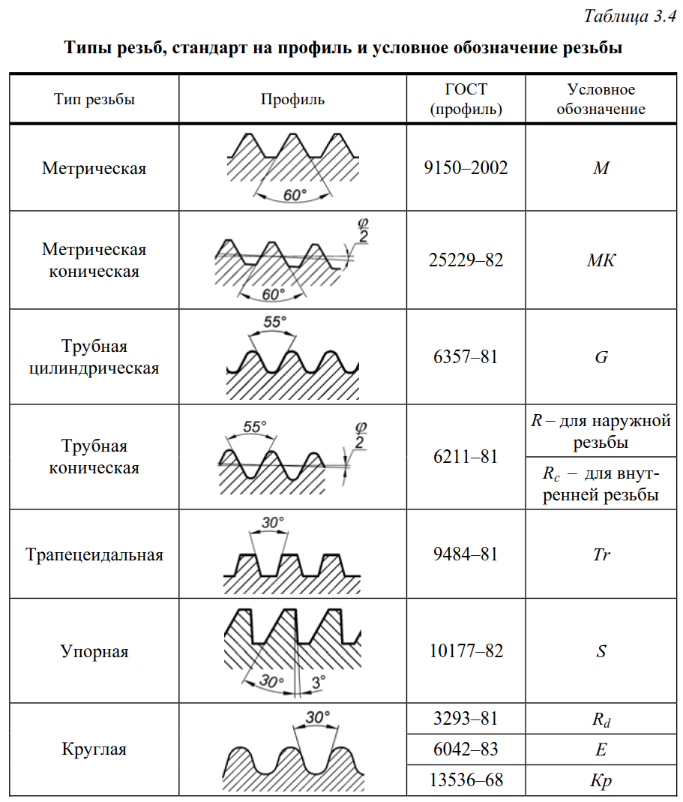
Самой редкой резьбой является дюймовая. Ее профиль – треугольник с углом при вершине 55 градусов. На сегодняшний день она не применяется при проектировании нового оборудования, а используется лишь в качестве запасных частей к старым механизмам.
Трубная цилиндрическая – резьба дюймовая, только шаг у нее мелкий. Нарезается исключительно на трубах диаметром не более шести дюймов.
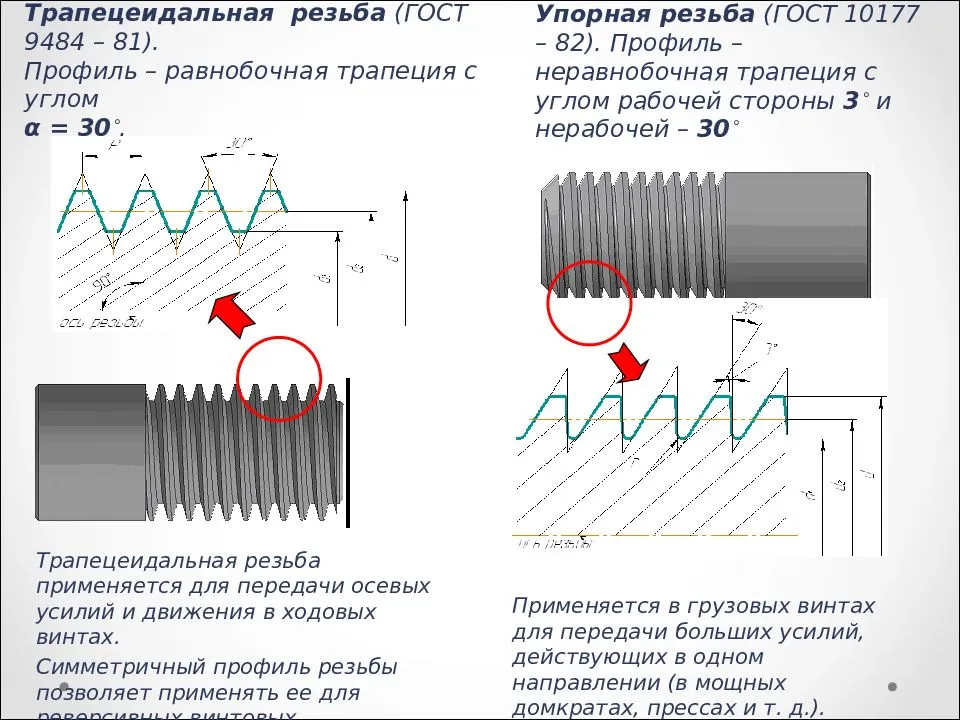
Упорная резьба применяется с целью передачи значительных усилий, которые действуют в одном направлении (например, прессы, домкраты и т.д.).
Резьба трапецеидальная имеет профиль в виде трапеции с углом тридцать градусов. Ее симметричный профиль дает возможность эксплуатировать ее в реверсивных винтовых механизмах.
Круглая резьба также стандартизирована. Применение ее довольно ограничено. Основными направлениями ее эксплуатации являются: крюки подъемных кранов, водопроводная арматура, механизмы, работающие в агрессивной среде.

Применяются также трубная коническая и трубная цилиндрическая резьбы.
Стандартные параметры резьбы
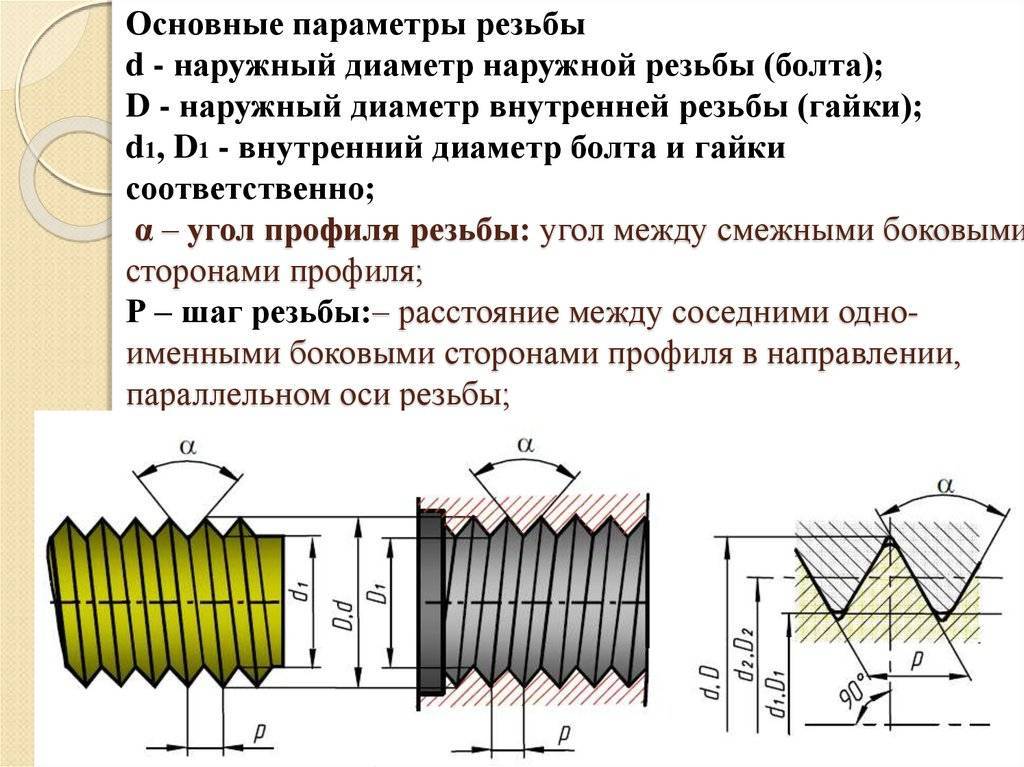
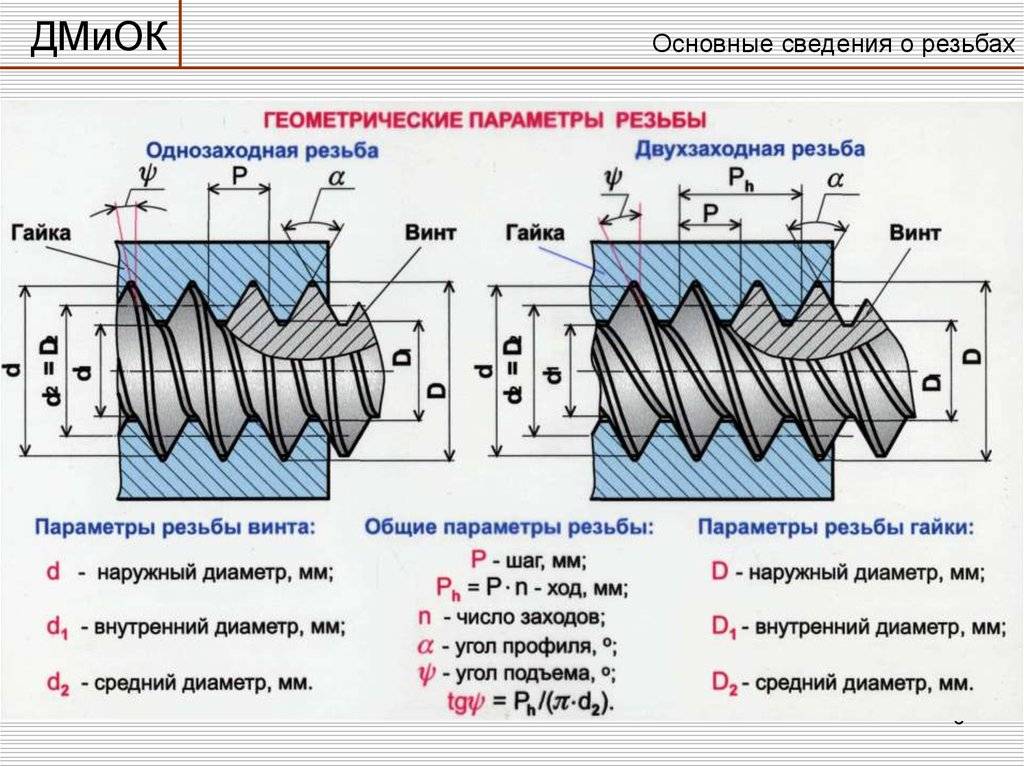
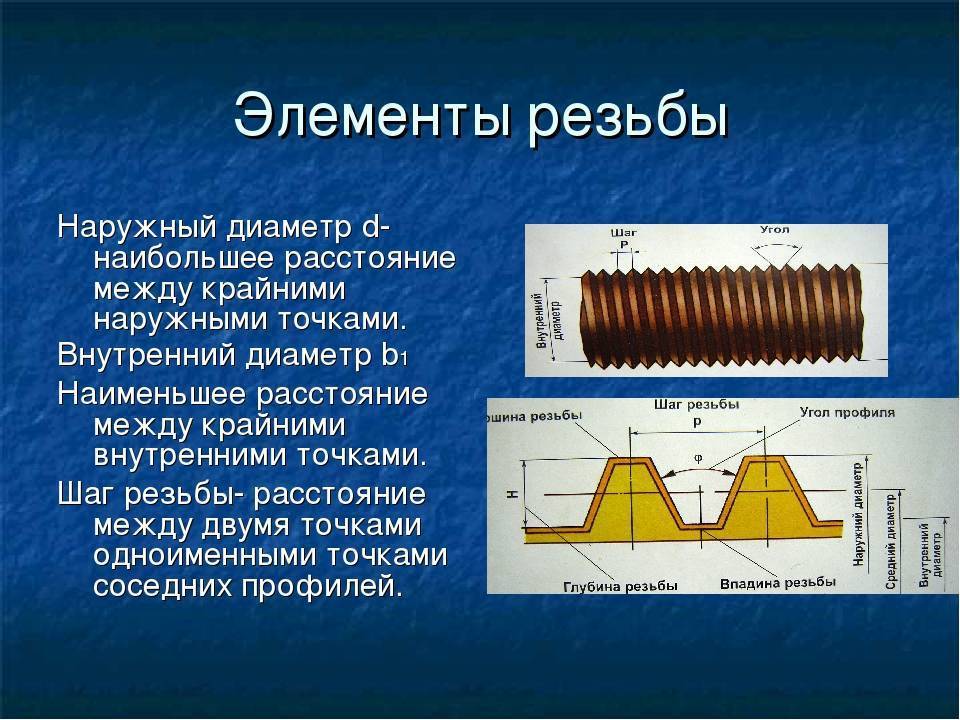
Главным параметром резьбы является ее диаметр D. Он выражается в миллиметрах или дюймах. 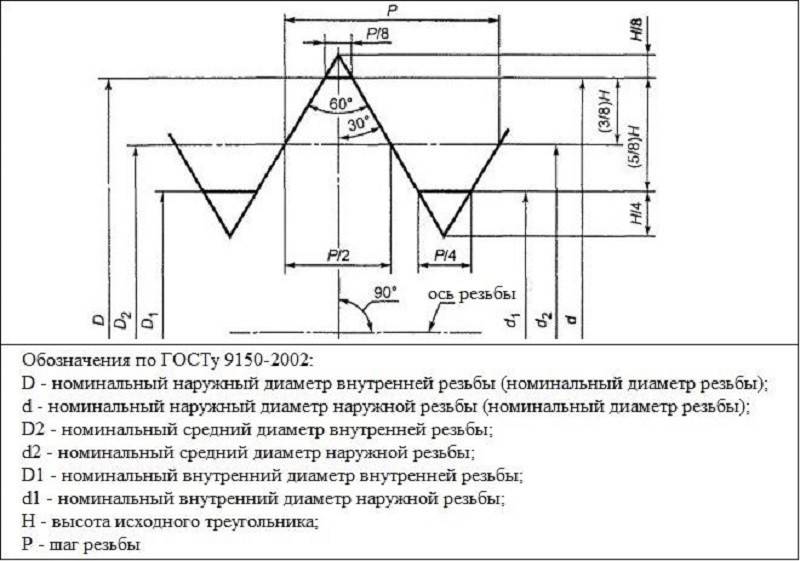 Полностью характеризуют резьбу следующий набор основных параметров резьбы:
Полностью характеризуют резьбу следующий набор основных параметров резьбы:
- Шаг (P) — расстояние между соседними витками. Измеряется в миллиметрах для метрической и в линиях для дюймовой. Для дюймовой шаг также выражают в числе ниток на дюйм.
- Наружный диаметр (D) равен диаметру заготовки болта до начала операции по нарезке.
- Внутренний диаметр равен диаметру отверстия до начала операции по нарезке.
- Ход резьбы(P) продольное перемещение гайки относительно болта за один полный оборот. Для однозаходной ход равен шагу, а для многозаходной – шагу, умноженному на число заходов.
- Высота резьбы H.
- Высота исходного треугольника (H).
- Срез (с).
- Угол подъема – если линию резьбы развернуть на плоскость, то это будет угол в получившемся прямоугольном треугольнике .
 Для конических резьбовых соединений резьбы применяют еще один параметр – угол конуса.
Для конических резьбовых соединений резьбы применяют еще один параметр – угол конуса.
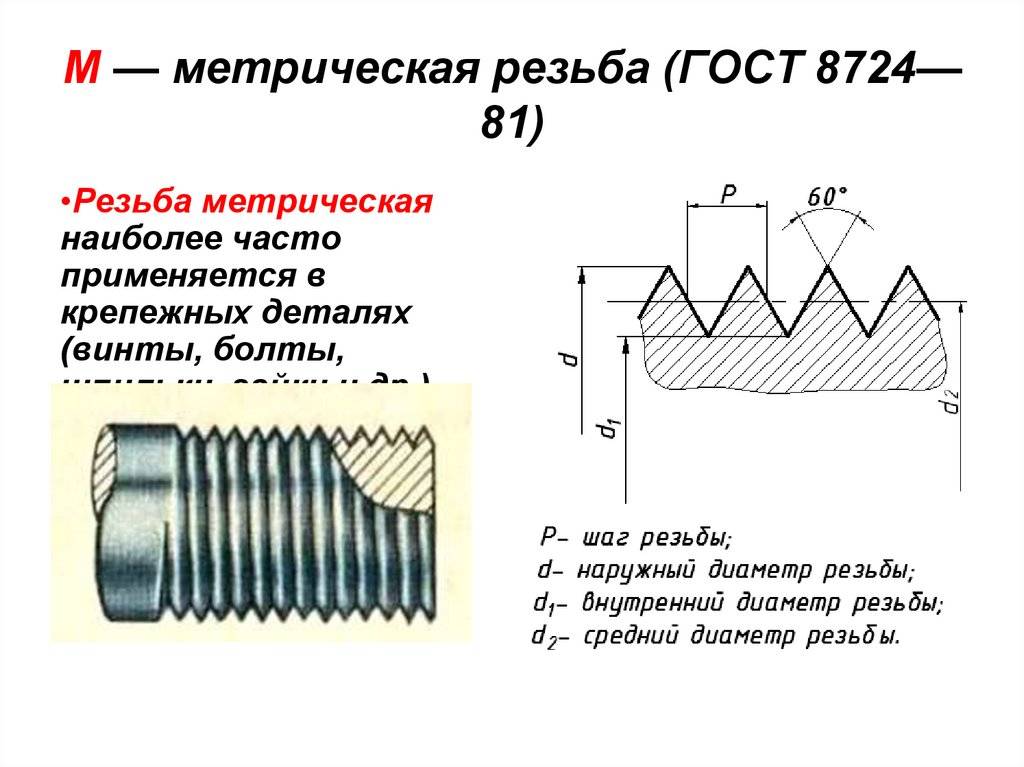
Некоторые сведения о метрической резьбе
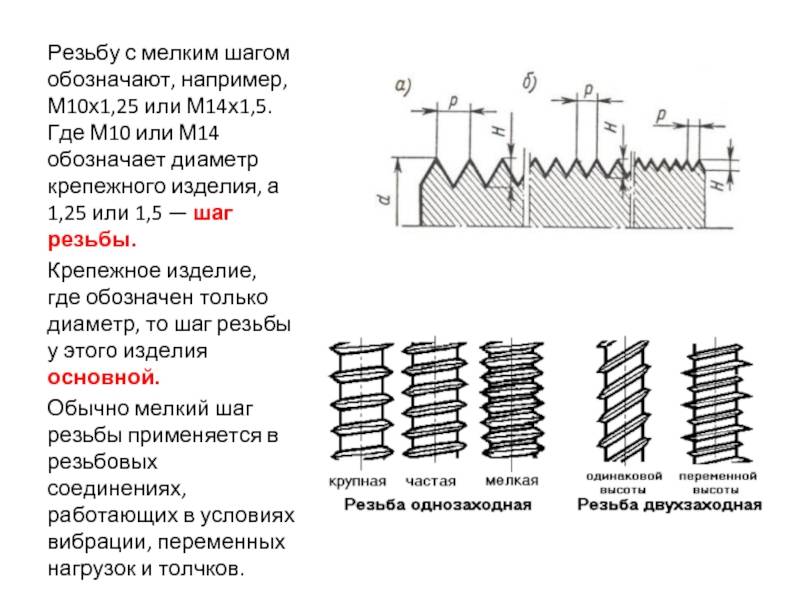
Именно этот вид резьбы является основным. Ее профиль представляет собой треугольник с равными сторонами с углом профиля равным 60 градусам. Шаг метрической резьбы может быть как крупным, так и мелким, который в свою очередь разделяется на три категории: резьба мелкая, резьба мелкая 2, супермелкая
Следует помнить, что если было принято решение приобрести крепёжное изделие, то необходимо обратить внимание на обозначение резьбы. В случаях когда указан лишь диаметр, подразумевается, что шаг метрической резьбы является основным
Данная резьба характеризуется также еще и тем, что при соединении с ее помощью будет обеспечен зазор между вершиной резьбового профиля болта и впадиной профиля гайки.

Основные параметры
Применяемая таблица метрических резьб с диаметрами и шагом позволяет быстро подобрать наиболее подходящее крепежное изделие. Создаваемые витки характеризуются несколькими основными параметрами:
Направление подъема витков. Все резьбы можно разделить на две основные группы: левые и правые. Наибольшее распространение получили левые варианты исполнения, но могут применяться и правые резьбы.
Размеры: диаметр и шаг. В большинстве случаев указывается только наружный диаметр нарезаемых витков, но в справочной литературе можно встретить и многие другие параметры
Важное значение имеет и шаг расположения бороздок друг относительно друга. При нарезании витков учитывается диаметр наружной или внутренней поверхности
На момент подготовки изделия мастер учитывает то, каких размеров должна быть заготовка. Существует и нормативная документация, которая позволяет подобрать более подходящий диаметр для получения резьбы с определенными параметрами.
Резьба может располагаться внутри или снаружи изделия. Этот показатель определяет лишь особенности применяемой технологии нарезания поверхности. Для обработки наружной поверхности применяется токарно-винторезный станок с соответствующим резцом и плашка, для внутренней метчик и расточной резец. Инструмент подбирается в зависимости от того, какой точности нужно получить резьбу, и какой материал использовался при изготовлении заготовки.
Как обозначить резьбу в Автокаде
Чтобы нарисовать болт с метрической резьбой в Автокаде обычно используют интерфейс 3D-моделирования. С помощью команды «Условное обозначение резьбы» можно получить необходимый чертеж с нужными параметрами. При моделировании в 2D наружную резьбу проще чертить набором линий — для этого выбираем в верхней командной строке иконки «Отрезок» или «Спираль» и чертим также, как делали бы это не листе ватмана.
Лайфхак
Лайфхак: чтобы сократить время на вычерчивание, используйте библиотеки резьбовых соединений, которые выставлены в сети «Интернет». Библиотека называется «Сервисные инструменты», далее «Отверстия и резьбы».
Рисунок 7. Как обозначить резьбу в Автокаде
Правила маркировки
Сложность нарезаемых витков определяет то, что для обозначения основных параметров применяются определенные правила, которые указаны в ГОСТ. К особенностям маркировки рассматриваемых изделий отнесем следующие моменты:
- Обозначение поля допуска отдельного диаметра проводится путем сочетания определенных цифр, которые указывают на класс точности. Буква определяет отклонение размеров от нормы.
- В самом начале маркировки указывается буква, которая определяет тип резьбы. Для метрической применяется буква М, после которой идут все другие обозначения.
- После допуска резьбы обозначается двумя буквенно-цифровыми сочетаниями. Если параметры совпадают, то при обозначении они повторно не указываются.
- Шаг расположения витков не указывается при маркировке. Именно поэтому при подборе наиболее подходящего крепежного элемента применяется табличная информация. Показателю шага резьбы соответствует определенный наружный, средний и внутренний диаметр. Указывается и внутренний диаметр по дну впадины.
Классификация крепежных элементов проводится по длине свинчивания. Все они делятся на три основные группы. Для обозначения группы применяются символы:
- N — нормальная длина свинчивания. Этот символ часто не указывается в маркировке.
- S — короткая длина свинчивания.
- L — наибольший показатель.
Посадка резьбового соединения также считается важным параметром, который указывается при маркировке. Этот показатель обозначается в виде дроби:
- В числителе указывается обозначение внутренней резьбы и поля допуска.
- В знаменатель вносится обозначение поля допуска витков наружного типа.
Некоторые из приведенных выше параметров указываются и на чертеже. На само изделие маркировка наносится методом гравировки или краской.
Определение резьбового шага
Чтобы определить резьбовой шаг конкретного метиза, лучше всего воспользоваться специальным инструментом – резьбомером. Прикладывая его шаблоны к нарезке на шпильке, можно быстро и точно определить шаг резьбы.
Если такого инструмента нет, можно воспользоваться линейкой с миллиметровыми делениями. Для этого измеряется длина определенного количества насечек, и ее значение в миллиметрах делится на количество. Например, если 20 насечек имеет длину 30 мм, то шаг резьбы составит 30/20 = 1,5 мм.
Еще один популярный способ – найти ответную резьбу с известными параметрами, которая подходит к неизвестной. Для болта это подходящая гайка, а для гайки – болт.
Применение табличной информации
Шаг резьбы м10 или другого размера можно определить по специальным таблицам. При их создании учитываются некоторые стандарты:
- ГОСТ 8724 содержит информацию о том, какие требования предъявляются к диаметру и шагу. Последняя редакция рассматриваемого стандарта была принята в 2004 году, и она является аналогом международного стандарта ISO 261−98. У обоих стандартов есть одно отличие: международный определяет параметры метрической резьбы с диаметром от 1 до 300 мм, ГОСТ действует в диапазоне от 0,25 до 600 мм. Для удобства использования рассматриваемых стандартов они отображены в виде таблицы соответствия всех параметров. Применяемые требования подходят для левой и правой резьбы.
- ГОСТ 9150 применяется для определения требований, которые предъявляются к профилю. В создаваемых таблицах указываются основные геометрические параметры. Они должны выдерживаться при создании крепежных элементов. Стандарты этой редакции были приняты в 2002 году, они тесно связаны с теми, которые указаны в ГОСТ 16093 .
- ГОСТ 16093 определяет требования по допускам. Кроме этого, в этой документации указываются стандарты, применяемые при маркировке изделия. Последняя редакция нормативных документов была принята в 2005 году, она включает в себя международные нормативы ISO 965−1 и ISO 965−3. Под установленные нормы входит левая и правая резьба.
- ГОСТ 24705 редакции 2004 года определяет основные размеры нарезаемых витков. Она применяется при создании всех винтовых пар.
Рассматриваемые стандарты применяются при выборе инструмента, при помощи которого будут нарезаться витки. Кроме этого, подобные параметры учитываются при настройке применяемых токарно-винторезных станков
За счет стандартизации основных параметров при выборе крепежных изделий достаточно уделить внимание лишь некоторым параметрам: диаметру и шагу
Определение шага резьбы
Удобное определение шага винтовой нарезки производится специальными калиброванными шаблонами — резьбомерами. Устройство выполнено в виде набора пластинок с вырезанными профильными зубцами имитирующих профиль резьбы соответствующих размеров. На каждом шаблоне указана величина межвиткового размера, соответствующего при полном совпадении с измеряемым профилем витков крепёжного элемента.
Резьбовые шаблоны
Прикладыванием зубчатой пластинки в профиль резьбовых витков подбирают пластинку, зубцы которой будут полностью совпадать. Для удобной идентификации полного совпадения зубцов шаблона с витками опытную пару просматривают на против источника света.
Определение шага резьбы шаблоном
При отсутствии шаблонов шаг можно определить имеющимися в наличии измерительными приборами линейками штангенциркулем или изготовленным шаблоном самостоятельно.
Замер нескольких ниток линейкой
Крупные шаг можно измерять обычной миллиметровой линейкой. При определения более мелкого шага, осуществляя визуальный контроль измерения, можно использовать увеличительное стекло. Естественно мелкие виды резьбы на маленьком сечении миллиметровой линейкой измерять шаг будет сложней.
Замер нескольких ниток
При определении шага мелких резьб простым действенным приёмом есть измерение длинны сразу нескольких шагов ниток резьбы. Проще всего измерение сделать штангенциркулем. Определив длину нескольких шагов, величину одного шага определяют делением на число ниток, захваченных штангенциркулем при измерении. Также для облегчения проведения замера можно пользоваться приёмом оттиска профиля резьбы на бумаге при предварительном окрашивании резьбы детали маркером или любым другим способом.
Например, вы при измерении длинны 10 ниток резьбы получили результат 4 мм. Делим 4:10 получаем шаг резьбы 0.4 мм. При соответствии наружного диаметра 2 мм, к данному шагу, согласно таблице основных шагов метрических резьб, измерение показывает, что данный крепёж имеет стандартную метрическую резьбу марки М2.
Резьба по ОСТ-266
- Основные размеры резьбы ГОСТ 6357-81 (BSP) приведены в таблице ниже.
- Коментарий к таблице ниже.
- d — наружный диаметр наружной резьбы (трубы);
- D — наружный диаметр внутренней резьбы (муфты);
- D1 — внутренний диаметр внутренней резьбы;
- d1 — внутренний диаметр наружной резьбы;
- D2 — средний диаметр внутренней резьбы;
- d2 — средний диаметр наружной резьбы.
- При выборе размера трубной резьбы первый ряд следует предпочитать второму.
| Таблица 2 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Обозначение размера резьбы трубной цилиндрической (G), шаги и номинальные значения наружного, среднего и внутреннего диаметров резьбы (по ГОСТ 6357-81), размеры в мм, таблица : | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Важные нюансы
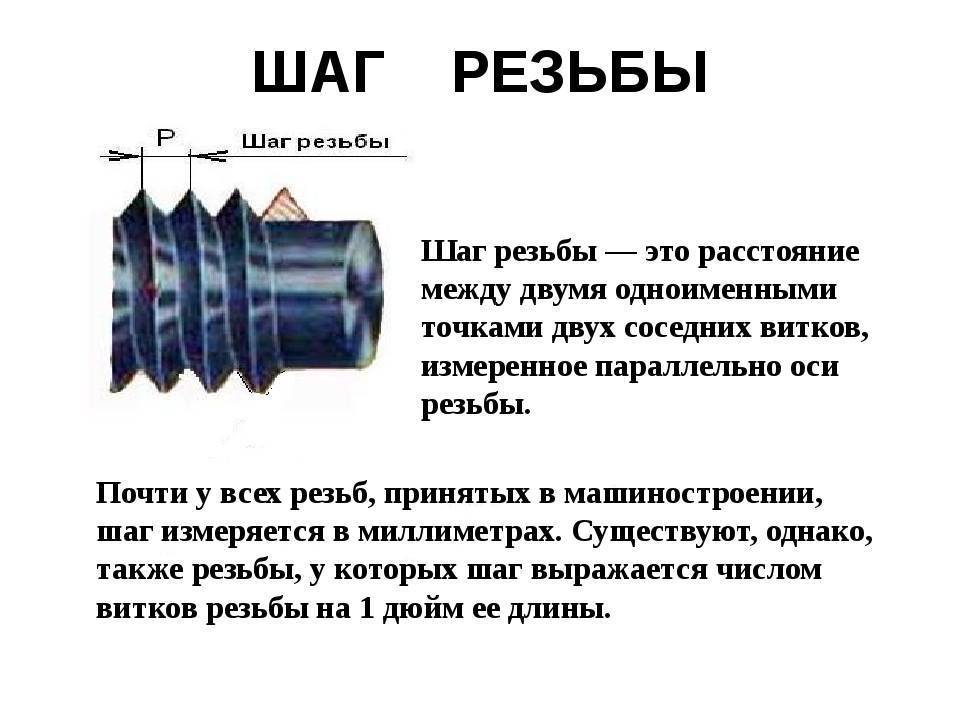
Шаг резьбы по принятым международным нормам и стандартам в машиностроении измеряется в миллиметрах. Хотя и здесь есть свои особенности, которые заключаются в том, что у некоторых видов резьбы шаг может выражаться количеством витков на один дюйм ее длины.
В заключение хотелось бы отметить – расчет и подбор резьбовых соединений, вопреки общественному мнению, должен все же осуществляться исключительно профильными специалистами, поскольку от правильности полученных данных будет зависеть работоспособность и надёжность механизмов и конструкций и, соответственно, безопасная работа людей, их эксплуатирующих и обслуживающих.
Выбор параметров резьбы
При выборе крепежных изделий необходимо обращать внимание на шаг резьбы. От этого зависит прочность соединения, его устойчивость к вибрациям и другим разрушающим факторам
В тех случаях, когда монтаж производится большим количеством элементов или от него не требуется специальных характеристик, можно использовать основной шаг метрической резьбы. Такие элементы часто используют в строительстве, ремонте, при сборке мебели и других работах, когда требуется много быстрого монтажа достаточной надежности.
При высоких значениях динамических нагрузок, в том числе, вибрационных лучше обратиться к изделиям с мелким шагом резьбы. Например, автомобильные колесные диски крепятся к ступице только мелкой резьбой, чтобы гайки не раскручивались от вибраций, возникающих при движении. Такие метизы востребованы в точном машиностроении, автомобиле- и авиастроении, при производстве станков и т.д.
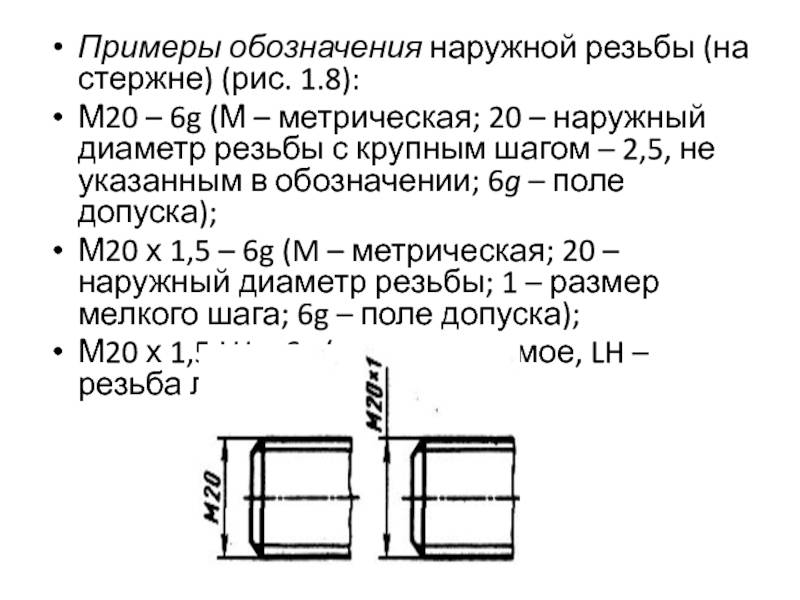
Маркировка резьбы разного шага осуществляется различными способами. Если в технической документации указывается просто болт М12, это означает, что метиз имеет номинальный диаметр 12 мм с основным шагом резьбы, который равен 1,75 мм. При маркировке М12х1,25 означает, что шпилька болта имеет диаметр 12 мм с мелким шагом 1,25 мм. То есть, если после диаметра не указывается никакое число, шаг резьбы – стандартный или основной, если число указывается, это шаг мелкой или супермелкой резьбы.
Сфера применения
Наибольшее распространение получила метрическая резьба м8 или с другим размером. Производители применяют и дюймовые, питчевые резьбы при создании крепежных элементов. Витки наносятся на поверхность при создании следующих изделий:
- Гайки получили широкое распространение. Как правило, они имеют внутреннее цилиндрическое отверстие с резьбой, снаружи изделие имеет форму многогранника.
- Анкерные и обычные болты часто применяются в качестве крепежного изделия. В этом случае витки наносятся на наружную поверхность.
- Шпильки применяются в случае, когда создаваемая конструкция рассчитана на высокое механическое воздействие.
Современные технологии производства позволяют получить витки с точными геометрическими формами. Именно поэтому резьбовое соединение характеризуется высокой степенью герметичности даже без использования специальных уплотнительных материалов, применяется при создании трубопроводов, емкостей для различных жидкостей.
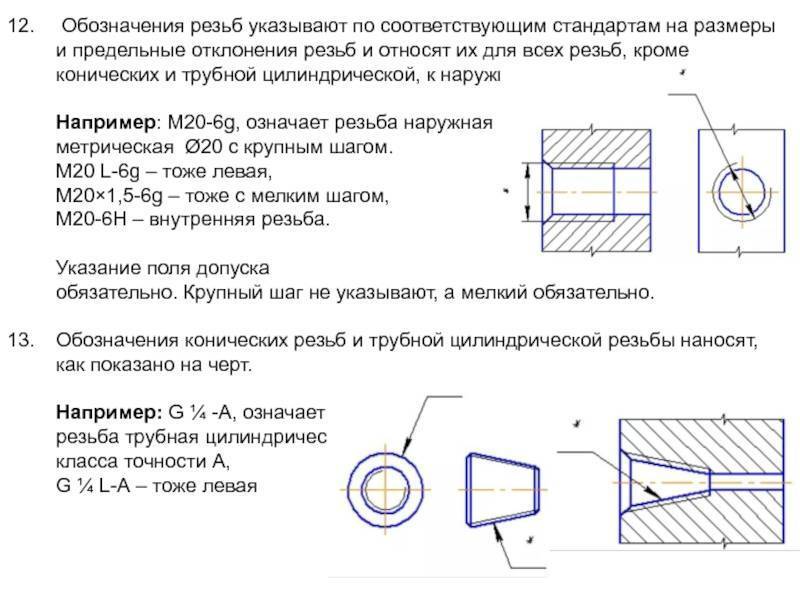
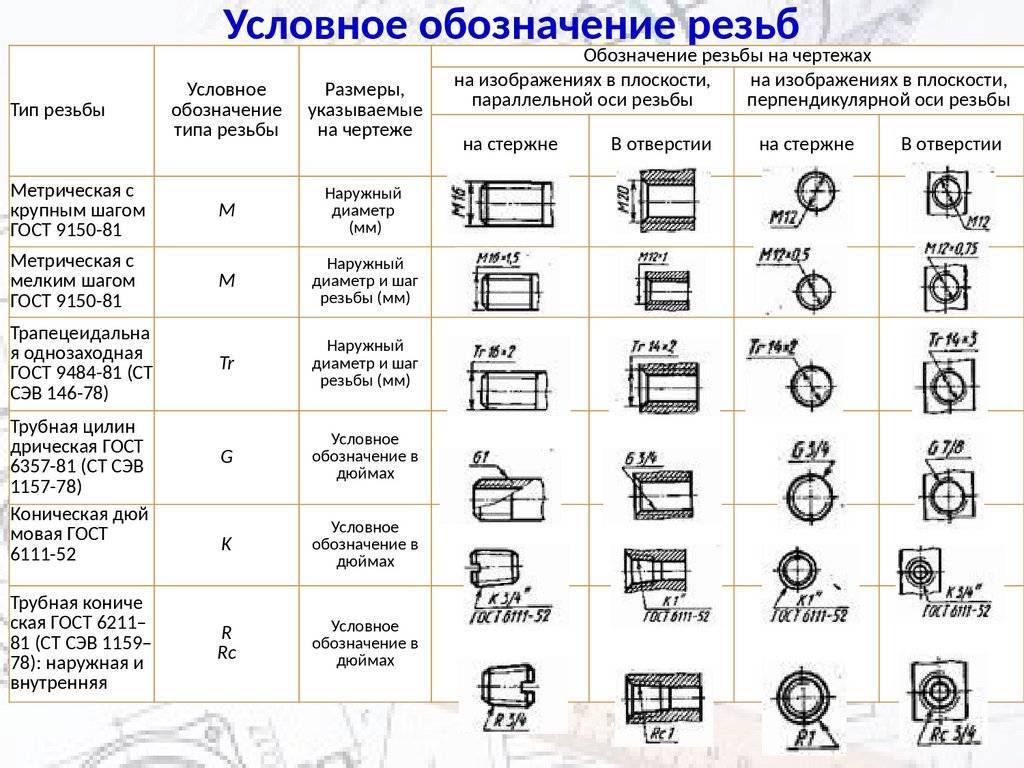
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики. К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
- Символ L указывает на то, что витки левосторонние.
- Следующий символ H указывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.
Обозначение конической резьбы на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.
Преимущества основной резьбы
Основная или стандартная резьба с крупным шагом – наиболее распространенный вид, применяемый для изготовления надежных и недорогих крепежей. К их преимуществам относят:
- простоту производства с достаточным классом точности;
- быстрый монтаж и демонтаж крепежей;
- возможность нанесения на материалы разного класса прочности;
- применяется для крепежей разного типа, обеспечивая их длительную эксплуатацию;
- высокая сопротивляемость при нагрузке в направлении продольной оси;
- метизы со стандартной резьбой имеют приемлемую цену.
Все это делает метизы с основной резьбой исключительно популярными, они могут закрепляться непосредственно в теле детали, с помощью гаек с шайбой или гровером, чтобы избежать самостоятельного раскручивания под нагрузкой. Еще одно преимущество, облегчающее составление технических заданий, – все метизы одного диаметра имеют единый шаг стандартной или основной резьбы, например, для болтов М8 основной шаг резьбы составляет 1,25 мм.
Особенности мелкой резьбы
Для выполнения определенных крепежей требуются особые параметры резьбовых элементов. В этом случае целесообразно использоваться метизы мелким резьбовым соединением. К такому типу крепежных метизов прибегают в тех случаях, когда конструкция подвергается вибрационным, ударным или динамическим нагрузкам.
Особенно часто соединения с мелким шагом витков применяются в машиностроении, а также при соединении тонкостенных деталей, чтобы обеспечить герметичность и прочность конструкции. Еще одна сфера применение мелкой резьбы – разнотипные измерительные инструменты, требующие точной настройки. К преимуществам резьбы с мелким шагом относят:
- повышенная прочность за счет большого количества витков, соприкасающихся крепежных деталей, при одинаковой толщине шпильки и гайки;
- профиль мелкого шага обеспечивает самозатягивание метиза, в отличие от основной резьбы, которая склонна к самораскручиванию;
- при составлении технической документации мелкий резьбовой шаг всегда указывается, в отличие от основного.
Важно знать, что при диаметрах резьбы более 68 мм вся нарезаемая резьба имеет мелкий шаг.
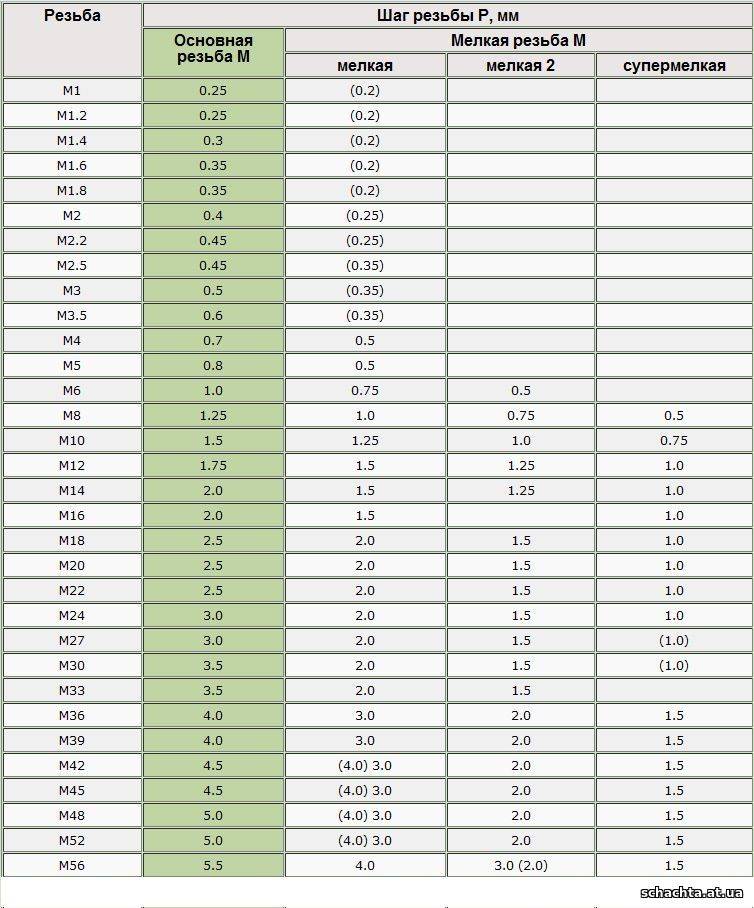
Для каждого диаметра метрической резьбы предлагается несколько вариантов мелкого шага. Данные по шагу резьбы в зависимости от ее диаметра в миллиметрах можно узнать из таблицы:
Резьба | Шаг резьбы Р, мм | |||
Основная резьба М | Мелкая резьба М | |||
мелкая | мелкая 2 | супермелкая | ||
M1 | 0.25 | (0.2) | – | – |
M1.2 | 0.25 | (0.2) | – | – |
M1.4 | 0.3 | (0.2) | – | – |
M1.6 | 0.35 | (0.2) | – | – |
M1.8 | 0.35 | (0.2) | – | – |
M2 | 0.4 | (0.25) | – | – |
M2.2 | 0.45 | (0.25) | – | – |
M2.5 | 0.45 | (0.35) | – | – |
M3 | 0.5 | (0.35) | – | – |
M3.5 | 0.6 | (0.35) | – | – |
M4 | 0.7 | 0.5 | – | – |
M5 | 0.8 | 0.5 | – | – |
M6 | 1.0 | 0.75 | 0.5 | – |
M8 | 1.25 | 1.0 | 0.75 | 0.5 |
M10 | 1.5 | 1.25 | 1.0 | 0.75 |
M12 | 1.75 | 1.5 | 1.25 | 1.0 |
M14 | 2.0 | 1.5 | 1.25 | 1.0 |
M16 | 2.0 | 1.5 | – | 1.0 |
M18 | 2.5 | 2.0 | 1.5 | 1.0 |
M20 | 2.5 | 2.0 | 1.5 | 1.0 |
M22 | 2.5 | 2.0 | 1.5 | 1.0 |
M24 | 3.0 | 2.0 | 1.5 | 1.0 |
M27 | 3.0 | 2.0 | 1.5 | (1.0) |
M30 | 3.5 | 2.0 | 1.5 | (1.0) |
M33 | 3.5 | 2.0 | 1.5 | – |
M36 | 4.0 | 3.0 | 2.0 | 1.5 |
M39 | 4.0 | 3.0 | 2.0 | 1.5 |
M42 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
M45 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
M48 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
M52 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
M56 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
M60 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
M64 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
M68 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |





Поля допусков
При создании болтов, гаек и шпилек учитываются поля допусков. Все они делятся на три основные группы:
- Точные. Некоторые резьбы должны иметь высокую точность, за счет чего обеспечивается высокая степень герметизации создаваемой конструкции. Достигается высокая точность за счет применения современных методов обработки, к примеру, ЧПУ станков. Высокая стоимость изготовления определяет то, что изделия этой группы подходят только для создания ответственных изделий.
- Средние. Эта группа полей свойственна крепежам общего назначения. Выдержать подобную точность можно при применении обычных станков или ручного инструмента. За счет упрощения процесса изготовления снижается себестоимость изделия, что и определяет их распространение.
- Грубые. Подобные поля допусков выполняют при обработке глубоких глухих отверстий или прутков, когда повысить качество витков и точность их геометрической формы сложно.
Для выбора допусков применяются специальные таблицы. Они встречаются в различной технической документации. Рекомендации по применению справочной информации следующие:
В первую очередь уделяется внимание полю допуска, которое выделено жирным шрифтом.
Следующая информация по важности — та, которая вписана в таблицу более светлым шрифтом.
Дополнительным параметром являются цифры, которые указываются в круглых скобках.
В некоторых случаях применяется информация, которая указывается в квадратных скобках. Она рассматривается только в том случае, если вся другая не подходит при производстве крепежных изделий. Дюймовая и другие резьбы характеризуются несколько иными параметрами, которые также указываются в соответствующей технической документации и таблицах.
Особенности некоторых монтажных операций
Закрепление различных деталей, узлов и механизмов с помощью болтов и шпилек – это, пожалуй, самый распространённый вид соединений в современной технике
Но перед тем как выполнять подобные работы, необходимо обратить пристальное внимание на все комплектующие и их размеры, а в особенности на шаг резьбы болта. Необходимо помнить, что эта величина направлена на то, чтобы обеспечить надёжную фиксацию монтируемого оборудования
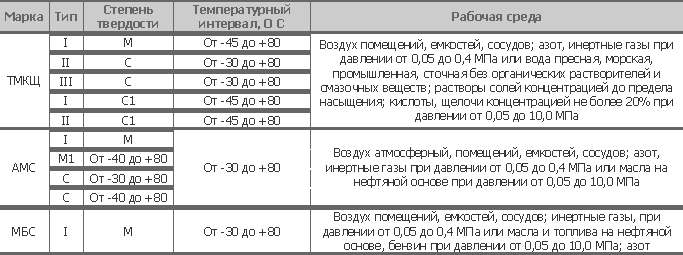
В некоторых случаях применяют даже дополнительные герметики. Целью их эксплуатации является дополнительное обеспечение крепости соединения, а также исключение вероятности протекания транспортируемой жидкости или газа на устанавливаемых фланцах.
Например, достаточно часто применяемый шаг резьбы 1, он является обычным для болтов диаметром 8 миллиметров. Крепежные элементы такого размера в быту и на производстве применяются сплошь и рядом. Их незначительные габариты и вес делают их удобным как для транспортировки, так и для установки.