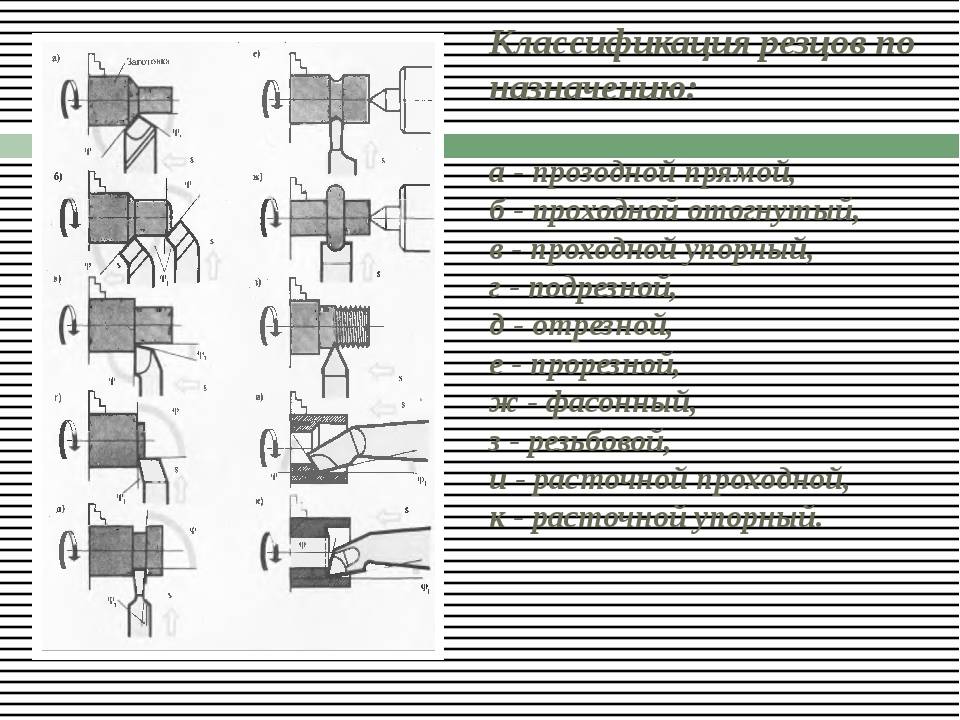
Основные преимущества
Использование сменных твердосплавных пластин позволяет уменьшить затраты на приобретение инструмента. При необходимости можно просто сменить изношенную пластину, державка изготавливается из обычной конструкционной стали. Это дешевле чем приобретение цельного резца. Следующее преимущество – это экономия времени. Один и тот же резец можно использовать для различных операций после простой смены пластины. При этом не требуется дополнительная пайка или заточка, а режим резания можно изменять практически «на ходу». Благодаря унификации упрощается процесс подбора пластин и сокращаются затраты времени на обработку деталей.
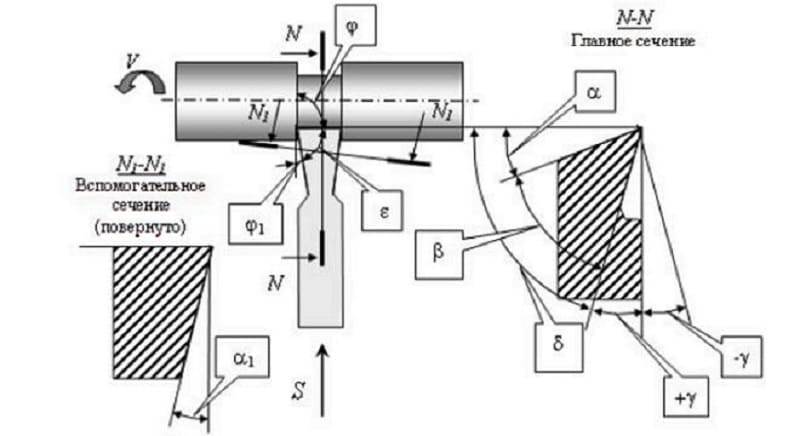
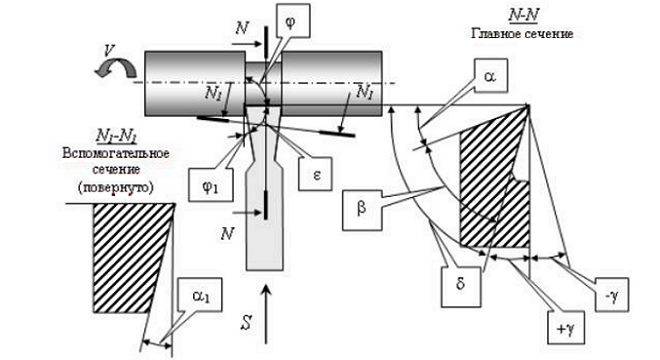
Геометрия резца
Главной рабочей поверхностью в резце станет его головка, которая располагается на самом стержне прибора. Она вставляется в резцедержатель для совершения последующей работы. На передней поверхности головки будет преобладать поверхность, которая обеспечит качественный сход стружки. Также есть две задние кромки — основная и вспомогательная. Ими следует именовать те поверхности, которые будут обращены к детали, подвергающейся процессу обработки.
Главная работа будет проходить при помощи главной режущей кромки. Она создаётся на пересечении главной задней и передней поверхности в инструменте. В самой конструкции устройства есть и вспомогательная режущая кромка, которая образовывается в месте пересечения главной, задней и передней конструкции. Пересечение вспомогательного типа и основной режущей кромки будет создавать особую вершину в резце. В любой модели будет создан собственный угол, который сделает изделие наиболее подходящим для тех или иных целей применения. Например, для процесса обработки детали ступенчатого вида стоит использовать резец с общим углом около 90 градусов.
Виды канавочных резцов
Среди токарных инструментов для формирования канавок выделяют резцы для внутренней и наружной обработки. И первые, и вторые могут быть полностью изготовленными из твердосплавных материалов либо иметь сменную режущую часть. Твердосплавные резцы – достаточно дорогостоящий инструмент, поэтому его использование должно быть экономически целесообразным. При выполнении наружных работ обычно используют изделия со сменными пластинами, применять твердосплавные канавочные резцы в таких случаях не имеет смысла.
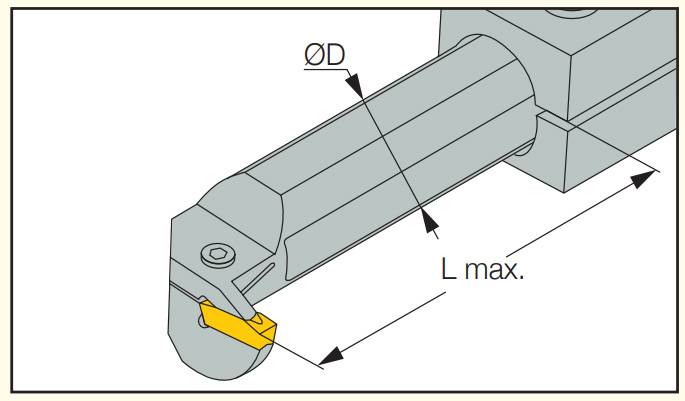
Совсем иначе обстоит ситуация с обработкой внутренних канавок. Здесь надо учитывать диаметр отверстия, в которое предстоит завести резец, а также жесткость инструмента. Требованиям, по которым резец обладает минимальным размером своей державки и достаточной жесткостью для выполнения обработки металла, удовлетворяют только твердосплавные канавочные инструменты.
Естественно, когда условия обработки и геометрические параметры обрабатываемой детали позволяют, для формирования наружных и внутренних канавок целесообразнее использовать недорогой инструмент со сменными пластинами.
Читать также: Краскопульт для любых видов покраски
ПРИЕМКА
3.1. Шкивы должны подвергаться приемо-сдаточным и периодическим испытаниям предприятием-изготовителем.
3.2. Приемо-сдаточным испытаниям на соответствие требованиям пп.2.13; 2.14; 2.16; 2.17; 2.19; 2.21; 2.22; 2.24 подвергают каждый шкив.
3.3. Периодическим испытаниям подвергают 10% шкивов от партии. Партия должна состоять из шкивов одного условного обозначения, предъявляемых по одному документу.
Периодические испытания проводят на соответствие всем техническим требованиям, установленным в стандарте, два раза в год.
3.4. Если в процессе периодических испытаний хотя бы один из параметров не будет соответствовать требованиям настоящего стандарта, проводят повторно испытания удвоенного числа шкивов по полной программе. Результаты повторных испытаний являются окончательными.
Особенности сборных резцов
Рассматривая универсальные резцы, следует уделить внимание сборной конструкции. Они характеризуются тем, что могут снабжаться режущими пластиками с различной формой
К особенностям этого варианта исполнения можно отнести следующие моменты:
При смене наконечника можно получить самые различные варианты исполнения резца. Есть возможность изменять угол обработки, что требуется в некоторых случаях при получении сложной поверхности.
Конструкция подобного инструмента сложна, что определяет повышение стоимости.
Зачастую рассматриваемое изделие приобретается для станков ЧПУ или других специальных моделей, предназначенных для выполнения специфических работ.
Применяемый метод крепления не предназначен для высоких нагрузок
Именно поэтому при применении рассматриваемого инструмента нужно уделить внимание правильности выбора режима резания.
Пластины, которые выступают в качестве режущей кромки, изготавливают из прочных и износостойких сплавов. Именно поэтому они могут прослужить долго и применяться для чистовой обработки.
Широкое распространение станков с ЧПУ определило появление довольно большого количества новых разновидностей резцов.
Появление современных сплавов, которые могут выдерживать воздействие высоких температур и трения, также позволило максимально раскрыть потенциал подобного оборудования. Именно поэтому сегодня резцы с твердосплавными пластинами получили весьма широкое распространение, встречаются в машиностроительных, станкостроительных и других цехах. Однако их высокая стоимость определяет низкую рентабельность применения на обычных токарных станках. Поэтому цельный инструмент пока часто применяется при выполнении различных операций.
Геометрия канавочного резца
Рассмотрев чертеж типового канавочного резца, видно, что он состоит из рабочей головки и стержня, который закрепляется в держателе. Для расточных державка обычно имеет круглое сечение, сравнительно тонкое из высоколегированной стали, рабочая поверхность – припаянная твердосплавная пластина или зажатая в специализированном креплении сменная головка. Заточка таких резцов с соблюдением необходимых угловых параметров – сложная задача, выполняемая на заточном станке профессиональным мастером, от точности выполненных работ зависит скорость реза и живучесть режущей кромки. Геометрия канавочного резца для выполнения фасонных работ может быть уникальной, экспериментально установленной под выполнение конкретного вида операции.
Фасонный (сложный с точки зрения геометрии) вид внешней поверхности заготовки может быть получен с помощью прорезного канавочного резца, стандартная геометрия рабочей головки может быть доработана при пробном точении под конкретные задачи. Характерна прямая форма, державка массивная, имеет прямоугольное или квадратное сечение. Материал головки – высоколегированная инструментальная сталь, величина переднего угла варьируется в пределах 15-25 градусов и влияет на биение заготовки в процессе обработки. Рабочая кромка должна быть заточена равномерно, чтобы не допустить сильной вибрации, при перегреве происходит быстрое выкрашивание, что сильно осложняет восстановление и заточку.
Оптимальная геометрия канавочного резца может быть установлена опытным путем на производстве. Для выполнения ряда операций рекомендованные штатные углы заточки могут быть не слишком подходящими. Оптимизировать их выполнение можно на этапе выработки технологического цикла с помощью пробных проточек, квалифицированный токарь может самостоятельно доработать резец под конкретную задачу.
Правила заточки резцов по металлу для токарного станка
Заточка токарных резцов — ответственная процедура. При её проведении нужно учитывать особенности оснастки, материал. Заточка рабочего инструмента проводится три этапа:
- Заднюю часть срезают под углом, который идентичен заднему углу удерживающего элемента приспособления.
- Далее работают с тыльной частью рабочей головки.
- Заключительный этап — доводка угла до нужного положения.
Выполнить заточку можно тремя способами:
- Используя круг с абразивным напылением.
- Покрывая затачиваемую поверхность химическими средствами.
- Используя специализированное оборудование.
Чтобы не испортить режущий элемент приспособления, сделать её более долговечной, нужно учитывать ряд правил:
- Не пытаться заточить кромку с помощью заточного бруска. Ручными инструментами крайне сложно сделать нужный угол. Нагревание, которое возникает во время трения, ухудшает характеристики рабочей головки оснастки.
- Предпочтительнее выполнять заточку режущей кромки используя систему охлаждения.
- Прежде чем начинать заточку с помощью абразивного круга нужно его проверить. Он должен быть ровным, без сколов, трещин. Во время кручения диск не должен отклоняться в стороны. Это может вызвать поломку оборудования, порчу режущей кромки.
- Запрещено удерживать резец на весу. Для этого нужно применять специальный упор. Он устанавливается на расстоянии 5 мм от абразивного круга.
- Чтобы не возникало перегрева материала во время вращения круга, нельзя прижимать оснастку к абразиву. Усилия должны быть минимальны.
- При работе нужно использовать защитные очки, чтобы защитить глаза от попадания металлической стружки.
- Нельзя затачивать одноразовые модели, изготовленные в виде пластин.
- Лучший вариант во время выбора вида абразива, которым покрывается точильный круг — карборунд. Представляет собой абразивную крошку зелёного цвета. Этот материал подходит для заточки твердосплавных режущих пластин. Затачивать углеродистые стали нужно корундовыми кругами.
- Нельзя быстро охлаждать резец после заточки. Это приведёт к нарушению целостности металла.
- Периодически менять точильные камни.
Нельзя забывать про доводку оснастки. Эта технологическая операция позволяет избавиться от сколов, микротрещин, неровностей на лезвии. Чтобы провести доводку, применяется специальное оборудование, на котором закрепляются круги с алмазным напылением. Резец зажимается в тисках, которые перемещаются к заточному кругу с помощью ручки. Используя маховик доводят режущую кромку до финишного состояния.
https://youtube.com/watch?v=qaKkb0qj96Q
Токарные резцы необходимы для промышленного оборудования. От вида оснастки зависит то, какой результат получится, какие технологические операции будут доступны. Так как режущие инструменты быстро тупятся, нельзя забывать про заточку. Неправильно обработанная режущая кромка приведёт к браковке поверхности обрабатываемого материала.
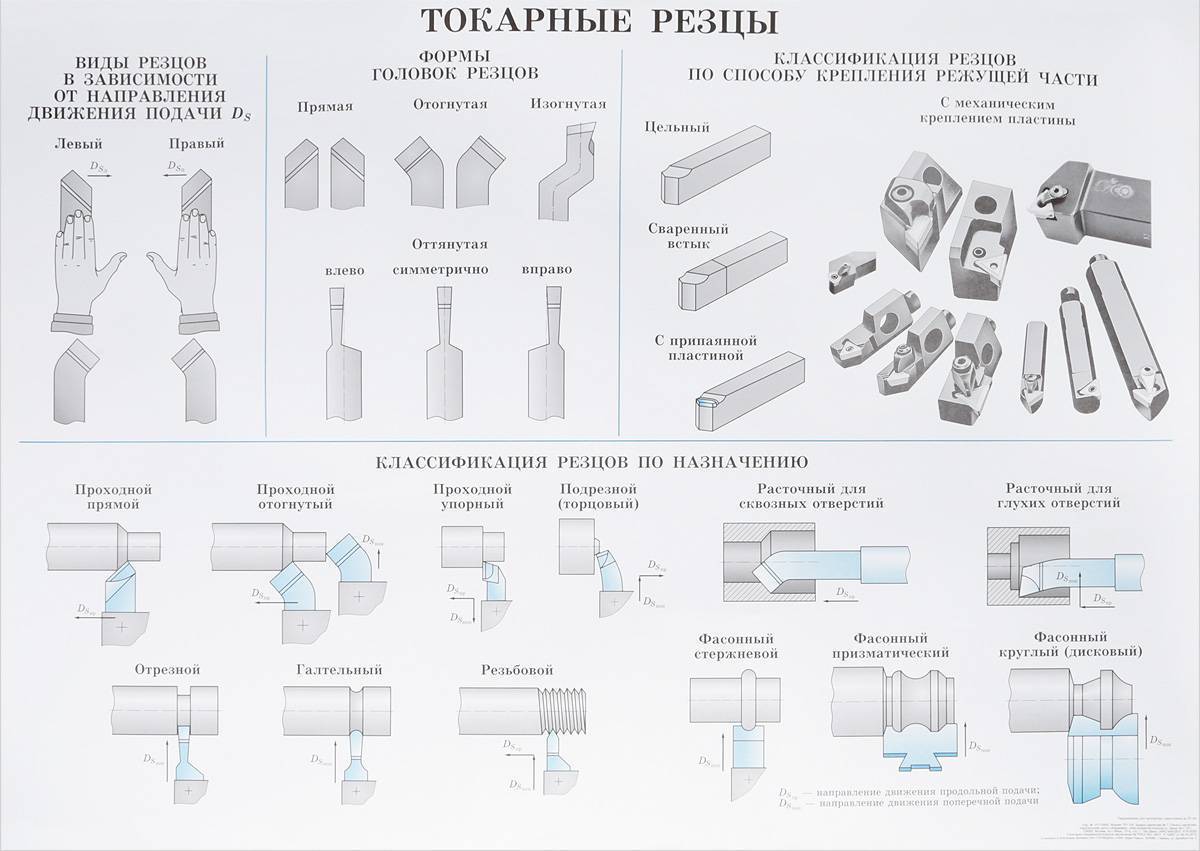
Правила выбора
Первое, на что следует ориентироваться при выборе канавочного токарного инструмента, – это чертеж готового изделия, на котором указаны как размеры и форма канавок, так и допуски на точность их геометрических параметров. Естественно, оказывает влияние на выбор резца и его геометрических параметров материал, из которого выполнена заготовка.

Резец для наружных канавок
При формировании канавок на деталях небольшого размера особенно важно выдерживать небольшую силу резания, что позволяет минимизировать деформации, возникающие в процессе обработки. Обеспечивает соблюдение этого требования острая заточка канавочного инструмента, которая, тем не менее, может привести к его поломке, если неправильно подобран материал твердосплавной пластины и режимы резания – скорость вращения заготовки и величина подачи
При выборе канавочного резца также следует учитывать форму его режущей кромки, которая может быть прямолинейной и заточенной с небольшим радиусом
Естественно, не следует выбирать изделие с криволинейной заточкой режущей кромки, если дно канавки, согласно предоставленному чертежу, должно быть прямым
При выборе канавочного резца также следует учитывать форму его режущей кромки, которая может быть прямолинейной и заточенной с небольшим радиусом. Естественно, не следует выбирать изделие с криволинейной заточкой режущей кромки, если дно канавки, согласно предоставленному чертежу, должно быть прямым.







Резец для внутренних канавок
Геометрия и размеры резцов канавочного типа
Поскольку резцы канавочного типа испытывают значительную нагрузку в процессе выполнения обработки, что определяет повышенные требования к их жесткости, их изготавливают с напаиваемыми твердосплавными пластинами, характеристики которых оговариваются в ГОСТе 2209-82. Требования же к самому резцу, как сказано выше, приведены в ГОСТе 18874-73.
Основная особенность геометрии резцов канавочного типа состоит в том, что форма их режущей части должна точно соответствовать форме канавки, которую планируется получить с их помощью. Канавки, создаваемые на поверхности заготовки, как правило, имеют небольшую ширину. Соответственно, режущая часть инструмента, с помощью которого их формируют, тоже достаточно узкая, что делает ее очень уязвимой к механическим повреждениям. Кроме того, рабочая головка с каждой боковой стороны имеет сужение по направлению к державке (на 1–2 градуса). Такое сужение боковых сторон режущей части необходимо для того, чтобы уменьшить их трение о стенки формируемой канавки.
Геометрические параметры канавочного резца
Чтобы повысить прочность режущей головки канавочного токарного инструмента, ее высоту делают значительно больше, чем ширину. Для этого также необходимы небольшой передний угол и заточка режущей кромки с небольшим радиусом (криволинейная). Оптимальными величинами углов резания для резцов канавочного типа являются 15–250 (передний), 8–120 (задний).
Ширину рабочей части канавочного инструмента, которая, согласно требованиям ГОСТа 18874-73, может варьироваться в широком диапазоне, выбирают в зависимости от того, какой ширины канавку необходимо сформировать на наружной или внутренней поверхности обрабатываемой заготовки.
Геометрия и размеры резцов канавочного типа
Поскольку резцы канавочного типа испытывают значительную нагрузку в процессе выполнения обработки, что определяет повышенные требования к их жесткости, их изготавливают с напаиваемыми твердосплавными пластинами, характеристики которых оговариваются в ГОСТе 2209-82. Требования же к самому резцу, как сказано выше, приведены в ГОСТе 18874-73.
Основная особенность геометрии резцов канавочного типа состоит в том, что форма их режущей части должна точно соответствовать форме канавки, которую планируется получить с их помощью. Канавки, создаваемые на поверхности заготовки, как правило, имеют небольшую ширину. Соответственно, режущая часть инструмента, с помощью которого их формируют, тоже достаточно узкая, что делает ее очень уязвимой к механическим повреждениям. Кроме того, рабочая головка с каждой боковой стороны имеет сужение по направлению к державке (на 1–2 градуса). Такое сужение боковых сторон режущей части необходимо для того, чтобы уменьшить их трение о стенки формируемой канавки.

Геометрические параметры канавочного резца
Чтобы повысить прочность режущей головки канавочного токарного инструмента, ее высоту делают значительно больше, чем ширину. Для этого также необходимы небольшой передний угол и заточка режущей кромки с небольшим радиусом (криволинейная). Оптимальными величинами углов резания для резцов канавочного типа являются 15–250 (передний), 8–120 (задний).
Ширину рабочей части канавочного инструмента, которая, согласно требованиям ГОСТа 18874-73, может варьироваться в широком диапазоне, выбирают в зависимости от того, какой ширины канавку необходимо сформировать на наружной или внутренней поверхности обрабатываемой заготовки.
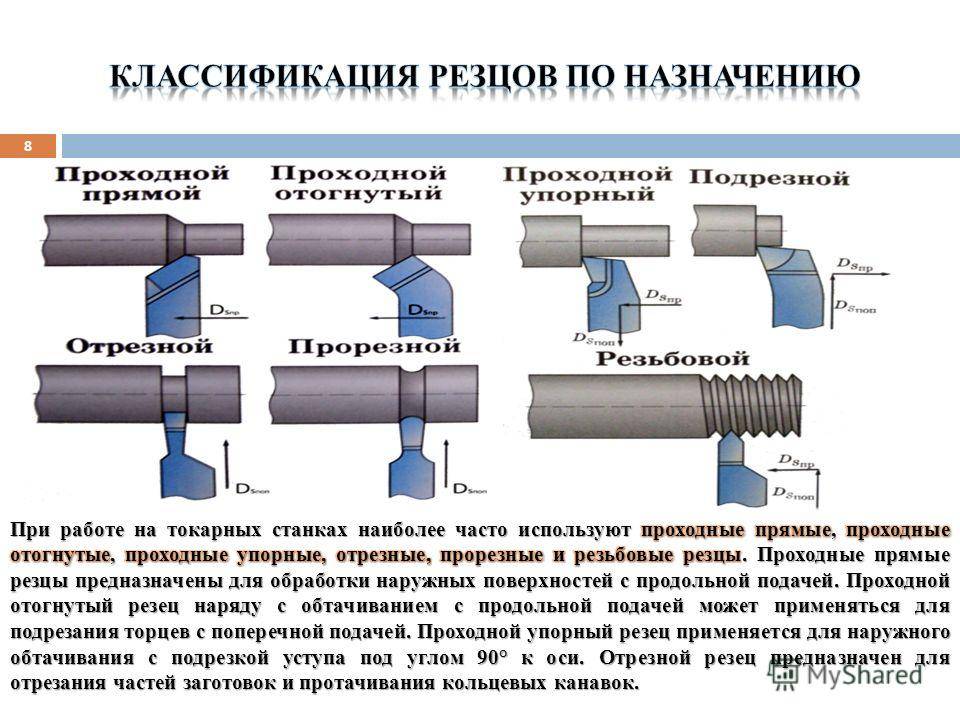
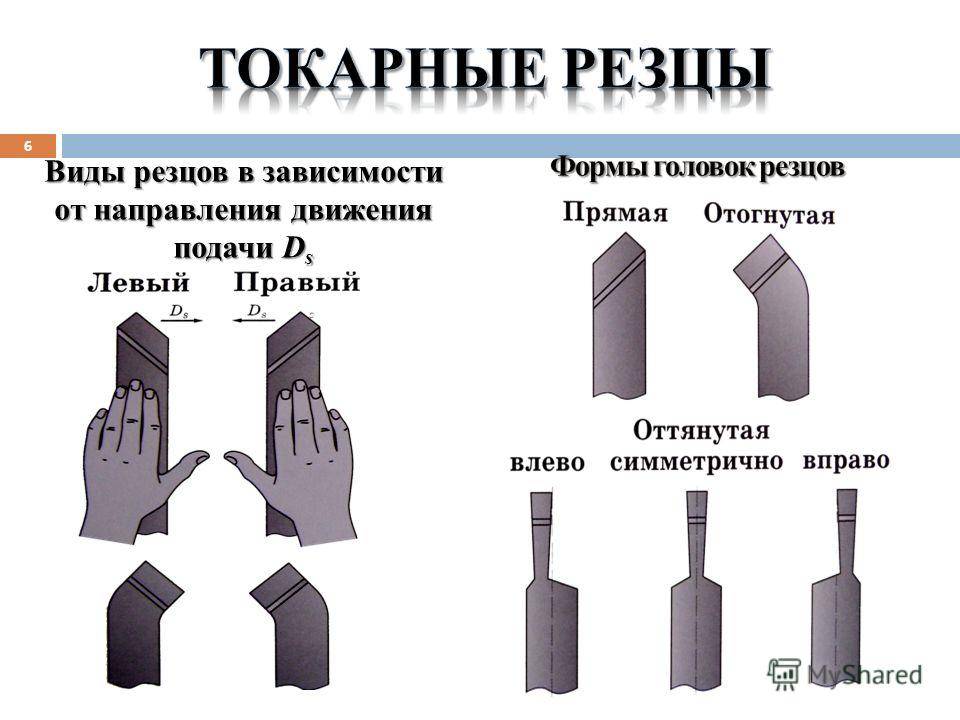
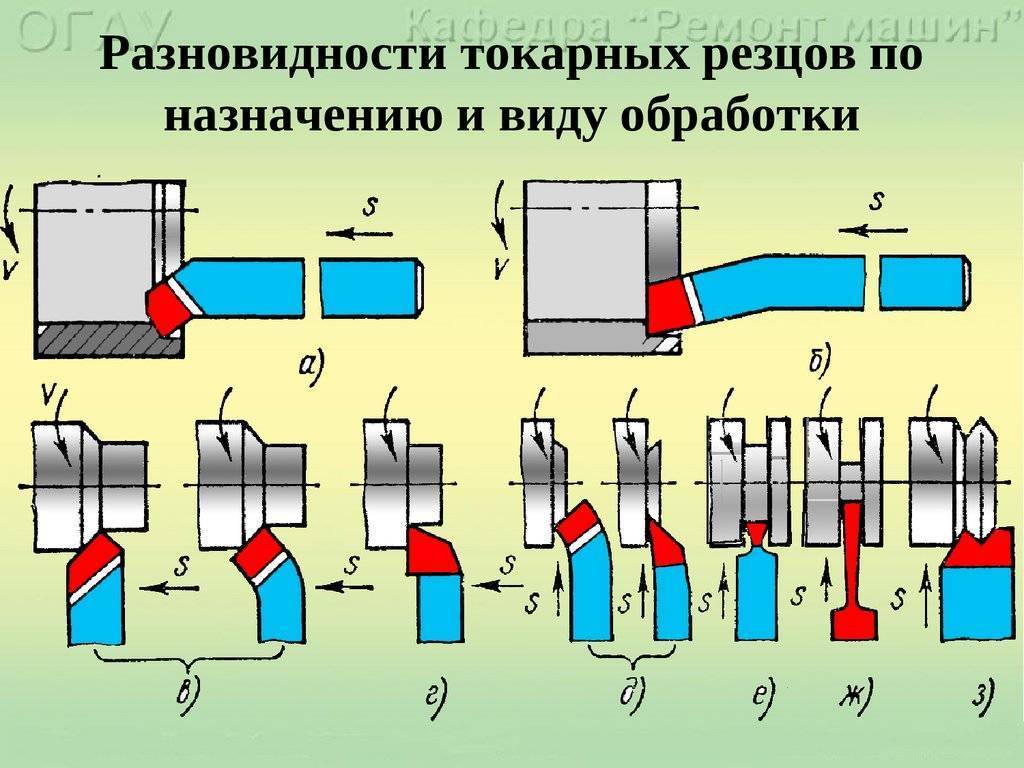
Классификация по конструктивным признакам
Работать можно при применении самых различных вариантов исполнения режущего инструмента. Устанавливаемые приспособления для токарного станка по металлу позволяют проводить крепление следующих видов режущих инструментов:
- Прямые получили самое широкое распространение. В этом случае державка вместе с рабочей головкой расположены на одной или двух параллельных друг другу осях. Для подобного инструмента подходит самый различный держатель.
- Изогнутые характеризуются тем, что положение оси рабочей части относительной державки отклоняется на определенный градус. Изготовление резцов по металлу изогнутого типа также проводится довольно часто, так как они позволяют проводить черновое или чистовое точение.
- Оттянутые имеют меньшую ширину рабочей головки в сравнении с державкой. Работа с подобным инструментом проводится довольно часто.
- Отогнутые имеют оси рабочей части и державки, которые не совпадают. Смещение можно заметить при визуальном осмотре инструмента сверху.
Кроме этого, классификация режущего инструмента проводится с учетом установленных норм в ГОСТ. Согласно технической информации выделяют следующие группы токарных резцов:
- Цельная конструкция, которая изготавливаются целиком из одного металла. Состоять сплав может из различных химических элементов, которые способны повысить жесткость и прочность структуры, повысить сопротивление к образованию трещин и других дефектов. Рассматривая то, какой еще металл может использоваться при изготовлении подобного изделия, стоит отметить инструментальные стали.
- Варианты исполнения, на рабочую часть которых напаивается пластина. Напайка проводится при применении специального сплава, что обеспечивает высокую прочность и надежность инструмента. Напаять могут пластины из твердых сплавов, которые способны выдерживать длительную работу. Сегодня инструмент подобного типа получил самое широкое распространение, так как его применение позволяет существенно повысить качество получаемой поверхности.
- Резцы со сменными режущими пластинами, которые фиксируются при помощи специальных винтов или прижимов. В этом случае нож по мере износа может быть заменен. Из-за сложности конструкции и ее достаточно высокой стоимости подобные инструменты применяются намного реже.
Изготовление резцов в Москве
- В наличии
- Розница
- 14.07.21
- В наличии
- Розница
- 14.07.21
При проведении различных монтажных, строительных и производственных работ, используются крепежные элементы. Они нужны для прочного закрепления и выдерживания нагрузок в течение длительного времени. Надежные метизы производит компания Айсберг АС.
- В наличии
- Опт / Розница
- 02.08.21
ПКФ Цветная Металлургия производит метизы, различные детали и узлы для агрегатов, механизмы, металлоконструкции любой сложности Заказать продукцию можно оптом и в розницу. Доставка во все регионы России. Индивидуальные условия сотрудничества. Звоните!
- Под заказ
- 29.07.21
Изготавливаем специальный и твердосплавный инструмент и технологическую оснастку.
- Под заказ
- 29.07.21
Изготавливаем специальный и твердосплавный инструмент и технологическую оснастку.
- Под заказ
- 29.07.21
Изготавливаем специальный и твердосплавный инструмент и технологическую оснастку.
- Под заказ
- 29.07.21
Изготавливаем специальный и твердосплавный инструмент и технологическую оснастку.
- Под заказ
- 29.07.21
Изготавливаем специальный и твердосплавный инструмент и технологическую оснастку.
- В наличии
- Опт / Розница
- 02.08.21
Быстрые оптовые поставки металла по всей России за счёт собственных производственных мощностей, продуманной логистики и сотрудничества с ведущими поставщиками сырья. За актуальными ценами и наличием обращайтесь к нашим менеджерам.
Из других регионов
- В наличии
- 02.08.21
Предназначены для работы на специальном долбежном станке. Предлагаем удобную схему прямых поставок и большой выбор продукции. Гарантируем высокое качество продукции. Доставка по всей территории России.
- Под заказ
- 14.07.21
Компания имеет собственное производство, опыт специалистов и большой станочный парк. Мы можем изготовить огромный спектр продукции, как для машиностроения, так и для частого пользования.
- В наличии
- Опт / Розница
- 26.07.21
Резцы по ГОСТу в наличии, с собственной производственной базы.
Не нашли нужный товар?
Разместите заявку и поставщики сами сделают вам предложение!
Основой для изготовления деталей могут быть:
- Индивидуальные чертежи
- Эскизы деталей
- Макеты от заказчика
- 3д/2д модели деталей
- Образец готовой детали
Похожие материалы:
ГОСТы канавочных резцов
На канавочные резцы разных модификаций разработаны нормативные документы:
- ГОСТ 18874-73 регламентирует стандарты на оснастку назначения отрезного и прорезного, где оговорены размеры и конструкция инструмента, который изготовлен из быстрорежущей стали.
- ГОСТ 18885-73 описывает конструктивные особенности канавочных резцов для изготовления резьбы, которые снабжены твердосплавными пластинами.
- ГОСТ 18884 – 73 – этот нормативный акт дает указания по размерам и конструкции отрезных резцов для токарных работ, пластины у которых имеют напайки из твердых сплавов.
- ГОСТ 28978-91 – документ определяет стандарт по канавочным режущим инструментам сборной конструкции.
Наши партнеры
В России мы представляем продукцию следующих производителей металлорежущего инструмента и оснастки:
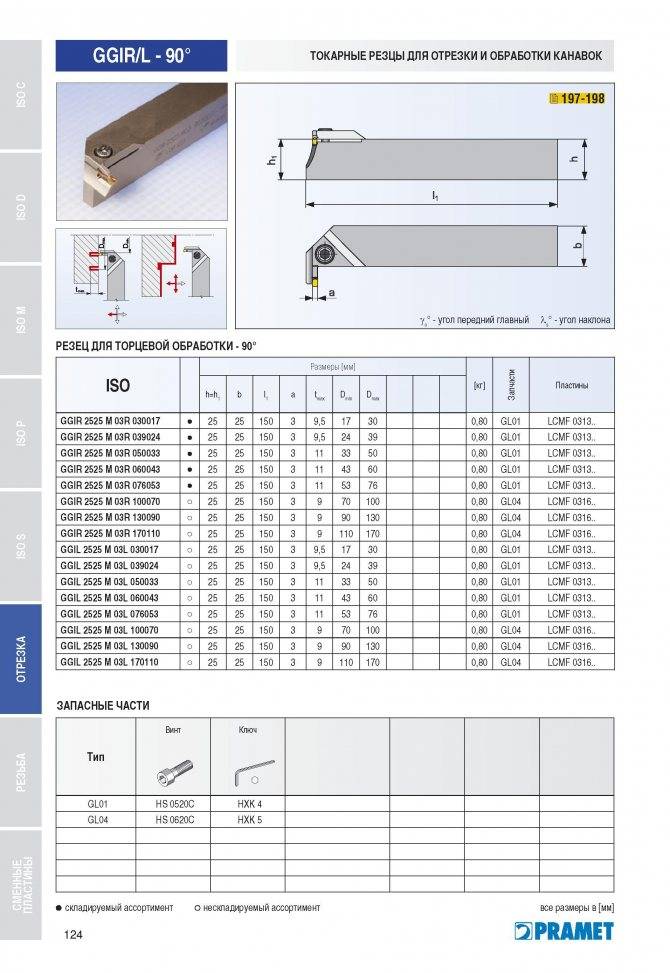
Компания ISCAR расширила диапазон диаметров хвостовиков для резцов для проточки торцевых канавок HFIR/L-MC. Представлены новые варианты диаметров хвостовиков: 16 и 20 мм.







Инструмент предназначен для применения в первую очередь на токарных станках небольших размеров.
Цельные расточные оправки HFIR/L-: MC
Инструмент для прорезания мелких внутренних торцевых канавок с максимальной глубиной 5 мм.
Одна расточная оправка может быть оснащена пластинами шириной от 4-х до 6-и мм.
Скачать каталоги инструмента Iscar и получить информацию о данном производителе вы можете по этой ссылке: Iscar, каталоги инструмента Искар
Как установить отрезной резец
Чтобы правильно выполнить отрезание без повышенного износа режущей пластины, а также обеспечить требуемое качество торца после отрезки, необходимо выставить резец строго перпендикулярно к детали. Кроме того, он должен быть установлен напротив оси вращения с отклонением по вертикали не более ± 0,1 мм. Размещение кромки лезвия даже на несколько десятых миллиметра выше может привести к поломке режущего лезвия, а при установке ниже уровня на заготовке может остаться непрорезанная ступенька. Отрезку необходимо производить максимально близко к кулачкам патрона, используя резец с минимальным вылетом.
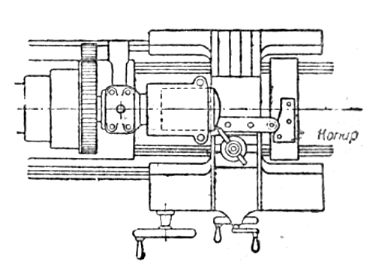
Обработка фасонных поверхностей на токарных станках
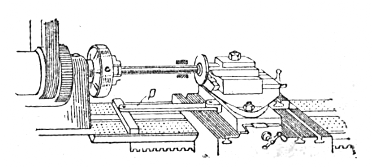
Фиг. 444. Фасонная обточка на многорезцовом станке при помощи двустороннего копира.

Фиг. 445. Обточка по двустороннему копиру на токарном станке.
На фиг. 444 и 445 показана обточка изделий при помощи двустороннего копира на многорезцовом и токарном станках.
Фиг. 446. Обточка профильной фрезы по одностороннему копиру на токарном станке.
Фиг. 447. Обточка сферического дна поршня по копиру на токарном стайке.
Этот копир даёт более точную поверхность, чем односторонний (фиг. 446) с пружиной или подвесным грузом; стоимость последнего копира ниже, чем первого.
На фиг. 447 показана обточка сферического дна поршня на токарном станке но копиру, закреплённому неподвижно. Подача осуществляется поперечным перемещением суппорта.
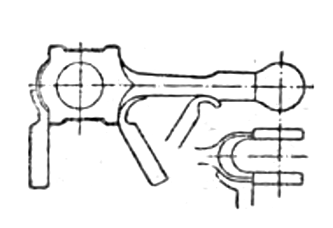
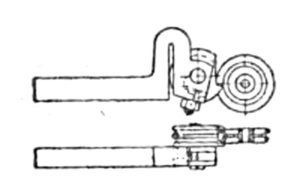
Фиг. 448. Обработка головки клапана при помощи планки.
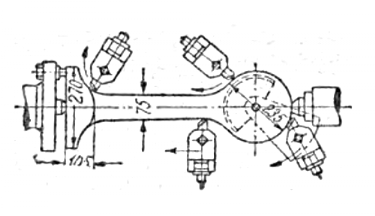
Фиг. 449. Схема обработки шатуна при помощи вращающегося суппорта.
На фиг. 448 изображена обточка головки клапана при помощи планки.
На фиг. 449 показана обработка фасонных поверхностей шатуна при помощи суппорта, вращающегося по радиусу.
По второму методу фасонные поверхности обрабатываются при помощи фасонного инструмента; простейшими инструментами этого типа являются резцы — резьбовые, галтельные и другие.
Фиг. 450. Прямой фасонный резец с державкой.
Изготовление фасонных резцов представляет некоторые трудности, в особенности при больших сложных профилях и при необходимости получения большой точности; для увеличения срока службы их стремятся изготовлять дисковыми или призматическими, что позволяет производить заточку значительно большее число раз.

Фиг. 451. Обточка поверхности фасонным резцом поперечной подачей.
При фасонных резцах, изготовленных по детали, обычно пользуются одной поперечной подачей.
На фиг. 450 показан фасонный резец в специальной державке, а на фиг. 451 представлена обточка фасонной поверхности резцом такого же типа.
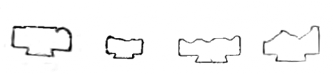
Фиг. 452. Фасонные резцы различных профилей.
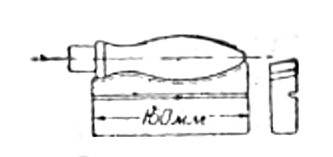
Фиг. 453. Обточка ручки фасонным резцом.
На фиг. 452 показаны различные профили фасонных резцов, применяемых для работы только с поперечной подачей.
На фиг. 453 показана обточка ручки одним фасонным резцом, работающим при поперечной подаче; для такой обработки требуется мощный станок и прочный пруток.
Фиг. 454. Резец для закруглений при обточке шкива.









Фиг. 455. Резец для галтелей.
На фиг. 454 дано применение фасонных резцов для закруглений при обточке шкива.
Фиг. 456. Кованые фасонные резцы для обточки шатуна.
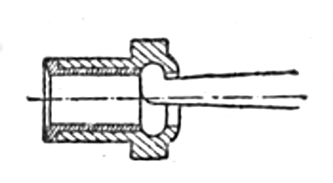
Фиг. 457. Кованый фасонный резец для канавки сальника.
На фиг. 455, 456, 457 показаны другие примеры применения фасонных резцов.
На фиг. 458 приведено применение фасонного дискового резца, который выдерживает большое количество переточек; такие резцы широко применяются, особенно в крупносерийном и массовом производствах.
Фиг. 458. Обточка фасонным дисковым резцом.
Наборы резцов с другими параметрами
Резцы для токарного станка по металлу 8х8 мм чешской компании Proma представлены одиннадцатью инструментами. При помощи пайки они оснащаются твердосплавными пластинами. Размеры резцов в данном наборе составляют 80 мм и 125 мм.
Те, кому для работы необходим инструмент, сечение хвостовой части которого составляет 0,12 см, могут использовать резцы для токарного станка по металлу 12х12 мм. Выполнение широкого спектра работ возможно за счет следующих резцов:
- проходного отогнутого;
- упорного;
- резьбового;
- расточного;
- отрезного;
- прорезного и других типов резцов.
На современном рынке инструментов вниманию потребителя предоставлен широкий ассортимент различных изделий для металлообрабатывающего оборудования. Новичку, решившему приобрести набор резцов для токарного станка по металлу, специалисты рекомендуют детально ознакомиться с классификацией этих инструментов, внимательно изучить их конструктивные особенности и характеристики, чтобы в дальнейшем не пришлось сожалеть о сделанной покупке.