Резка металла газом
Резка металла газом в Санкт-Петербурге
Резка металла газом уже на протяжении многих лет считается одним из самых популярных методов обработки металлов. Газ, применяемый при резке металла, состоит из кислорода и пропана.
Такой метод обработки ещё называют кислородно-пропановым резаком. В отличии от резки сваркой, такой метод работы не требует от человека особых навыков и если купить оборудование, то можно самостоятельно заниматься обработкой металла.
Плюсы и минусы резки металла газом
По сравнению с другими способами обработки металла, можно выделить ряд следующих плюсов:
- Возможность использовать газовую резку в тех случаях, когда нужно обработать очень толстый металл или провести обработку по специальному шаблону с узором или кривыми линиями, где применение фрез невозможно.
- Газовый резак имеет незначительный вес и размер, что позволяет брать его с собой и применять по мере необходимости. Стоит отметить, что даже по сравнению с бензиновыми резаками резка по металлу газом более удобна в использовании.
- Скорость обработки металла при помощи газа в два раза быстрее всего альтернативных способ резки.
- Экономия. Стоимость пропана значительно ниже, чем бензина. Использования пропана в внушительных объемах значительно экономит денежные ресурсы в сравнении с аналогами.
К минусам можно отнести низкое качество кромки среза и определённый набор металлов для обработки.
Используемый инструмент
При обработке металла газом положено иметь следующий набор инструментов:
- баллон пропана;
- баллон кислорода;
- кислородные шланги;
- резак;
- мундштук.
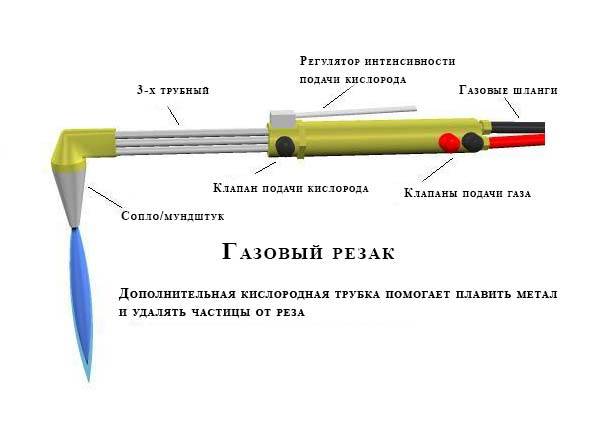
Важно отметить, что на баллонах с кислородом и пропаном в обязательно порядке должны быть установлены редукторы, при помощи которых нужно будет управлять подачей газа. Устройства газовых инструментов от разных фирм имеют аналогичную конструкцию. В устройстве, помимо редукторов будет установлено три крана: два для пропана и кислорода, а один для регулирующего резака
В устройстве, помимо редукторов будет установлено три крана: два для пропана и кислорода, а один для регулирующего резака.
При обработке газом в оборудовании смешивается кислород с пропаном, образуя пропаново-кислородную смесь, которая в дальнейшем трансформируется в язык пламени способный разрезать металл.
Большинство деталей газового резака являются сменными и их, в случае поломки, можно заказать и заменить, поэтому такой инструмент можно считать вечным.
Как выбрать газовый резак
Прежде чем приступать к покупке резака, стоит понимать, для обработки металла какой ширины он вам нужен. Если вы собираетесь резать металл толщиной до 100 мм, то это будет резак типа R1, если до 200мм, то это R2, а если до 300 мм – R3.
Необходимо также осмотреть мундштук резака, который, по всех нормам и стандартам, должен быть изготовлен из хромистой бронзы или металла с аналогичными физико-химическими свойствами, например — медь.
Трубки резаков могут быть изготовлены из следующих материалов:
- нержавеющая сталь;
- латунь;
- медь.
Важно отметить, что при покупке резака очень важно, чтобы на трубке резака не было краски, которая может скрывать дефекты пайки или металла. Краска если и есть, то она должна носить исключительно декоративный характер. Специальное предложение на оцинкованные полосы, оцинкованные прутки (круги) и оцинкованный уголок
Специальное предложение на оцинкованные полосы, оцинкованные прутки (круги) и оцинкованный уголок
Подробная информация о предложении >>
Специальное предложение на полосу латунную Л63 2х20х2700 полутвёрдую
Подробная информация о предложении >>
Подробная информация о предложении >>
специальное предложение на трубы насосно-компрессорные и обсадные (или трубы для бурения с резьбой)
Подробная информация о предложении >>
специальное предложение на электросварные и бесшовные трубы б/у
Подробная информация о предложении >>
специальное предложение на нержавеющий лист 50х1500х6000
Газовый резак по металлу: разновидности
Газовые резаки подразделяются на виды по различным параметрам. Основные из них следующие:
по разновидности горючего газа:
- ацетилен;
- метан;
- пропан-бутан и т. п.
- по принципу смешения кислорода с горючими газами:
- безинжекторные;
- инжекторные;
- по основному назначению:
- для резки под водой;
- для резки толстого материала;
- для прорезания отверстий;
- универсальные;
- по виду резки:
- копьевые;
- кислородно-флюсовые;
- поверхностные;
- разделительные.
В настоящее время наиболее популярны газовые резаки универсального типа. Их отличают следующие положительные качества — они:
осуществляют резку в любом направлении при толщине материала, мм: 3…300; достаточно просты в эксплуатации; весьма устойчивы; хорошо выдерживают обратные удары; имеют небольшую массу.
Пропановый
Газовым пропановым резаком можно производить раскрой металла толщиной листа до 300 мм. Оборудование обладает целым набором технических характеристик, способствующих его длительной эксплуатации. Многие детали являются легко сменными и, при необходимости, могут быть заменены прямо в процессе производства работ (не покидая рабочего объекта). В большинстве случаев, возможна замена на аналоги. Кроме того, пропан имеет сравнительно невысокую стоимость. Это делает ещё более выгодным использование пропановых резаков.





В качестве примера рассмотрим пропановые горелки «Маяк 2-01» и «РС-3П».
«Маяк 2-01» используется для ручной разделительной, кислородной резки низколегированных и углеродистых сталей.
Его технические характеристики:
- толщина разрезаемой стали, мм: 3…100;
- горючий газ: пропан;
- диаметр рукава, мм: 9/9;
- длина, мм: 580;
- масса, кг: 1,3.
Комплект поставки пропановых мундштуков:
- наружный №1;
- внутренний №1(для резки металла толщиной, мм: 8…15) — установлен на резаке;
- в комплекте ЗИП:
- №2 (15…30 мм);
- №3 (30…50 мм);
- №4 (50…100 мм).
«РС-3П» — это газокислородный, инжекторный гаджет, предназначенный для ручной резки низколегированных и углеродистых сталей.
Его технические характеристики:
- толщина разрезаемой стали, мм: ≤ 200;
- применяемый газ: пропан / метан;
- длина, мм: 500;
- климатическое исполнение: УХЛ 1 и Т 1 по ГОСТ 15150;
- температура эксплуатации, °С:
- при работе на ацетилене: + 45…минус 40;
- при работе на пропан-бутане: +45ºС…минус 15;
масса, кг: 1,05.
Ацетиленовый
Резаки ацетиленовые предназначены для ручной разделительной, кислородно-ацетиленовой резки углеродистых и низколегированных сталей. Классические – это резаки инжекторного типа:
Смешивание газов в них происходит в инжекторной камере, которая расположена около ручки.
Толщина разрезаемого этим оборудованием металла зависит от номера мундштуков на резаке:
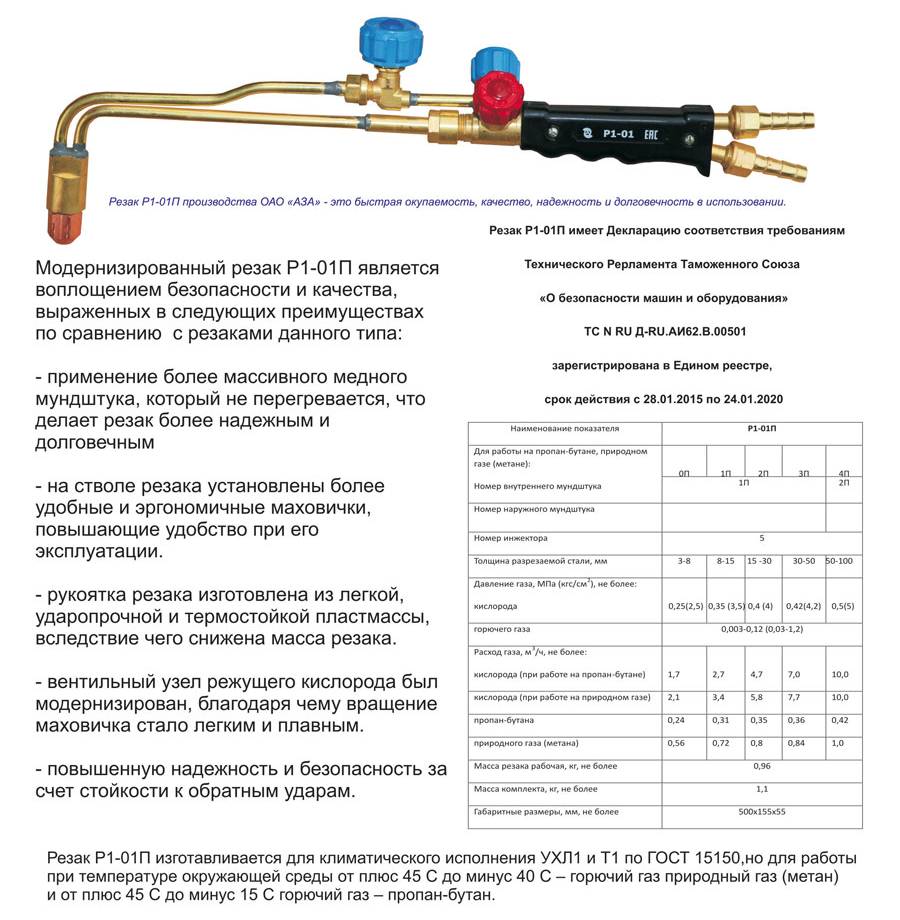
- типа Р1 (например «Р1-01») комплектуются мундштуками, позволяющими резать металл толщиной до 50 мм;
- типа Р2 («Р2-01», «Маяк-1-01») комплектуются мундштуками, обеспечивающими раскрой металла толщиной до 200мм.
Газовый резак портативный
Многие имели возможность наблюдать нелёгкий труд газосварщиков, перевозящих на разнообразных тележках к рабочему месту большие и неподъемные баллоны с горючим газом и кислородом. Для создания мобильности, резак подсоединяется к баллонам посредством длинных шлангов. Неудобно и довольно тяжело работать с таким аппаратом. Причём, наибольшее неудобство создают именно эти длинные шланги.
Совершенно другое дело, если в вашем распоряжении небольшой переносной, инжекторного типа газовый резак портативный. Его перемещает с места на место 1 человек. При необходимости он может поднять его на значительную высоту. В комплект такого гаджета входит:
- газосварочная горелка либо резак;
- короткие шланги длиной до 5 метров;
- 2 кислородных баллона ёмкостью по 5 литров;
- 1 пропановый баллон, емкость которого может быть: 2, 3 или 5 литров.
Баллон с кислородом и горючим газом.
Широко распространены газовые резаки, имеющие крепление непосредственно на баллоне. Они, осуществляя нагрев поверхности до Т = 1300 °С, часто применяются в различных бытовых целях (например, для сварки металлов с низкой температурой плавления). Создаваемая ими температура нагрева достаточна для размягчения следующих металлов:
Для комфортной эксплуатации газовые резаки комплектуются креплением на баллончик и оснащаются пьезоподжигом. Эти гаджеты автономны и компактны. Благодаря чему их удобно использовать и на улице, и в гараже. Устройства весьма универсальны:
- ими удобно разжигать костёр на открытом воздухе в пасмурную погоду;
- они используются для разогрева замерзшего навесного замка в воротах загородного дома или дачи и во многих других случаях.
Безинжекторная модель газового резака, портативный газовый резак по металлу
По применяемому горючему газу резаки можно разделить на пропановые, ацетиленовые и универсальные
- В пропановых резаках в качестве режущего газа, применяется пропан. Данные горелки считаются очень надежными и безопасными в эксплуатации, а также долговечными.
- Резак газовый ацетиленовый – в котором используемый рабочий газ — ацетилен, способен создавать высокую температуру пламени (до 3300 °C). Данный инструмент применяется для резки толстых металлических заготовок. Он также оснащен специальными вентилями для настройки высокоскоростной подачи газа.
- В универсальном резаке горючий газ может использоваться разных видов. При этом их цена ненамного выше пропанового или ацетиленового резака.
Особенности резки
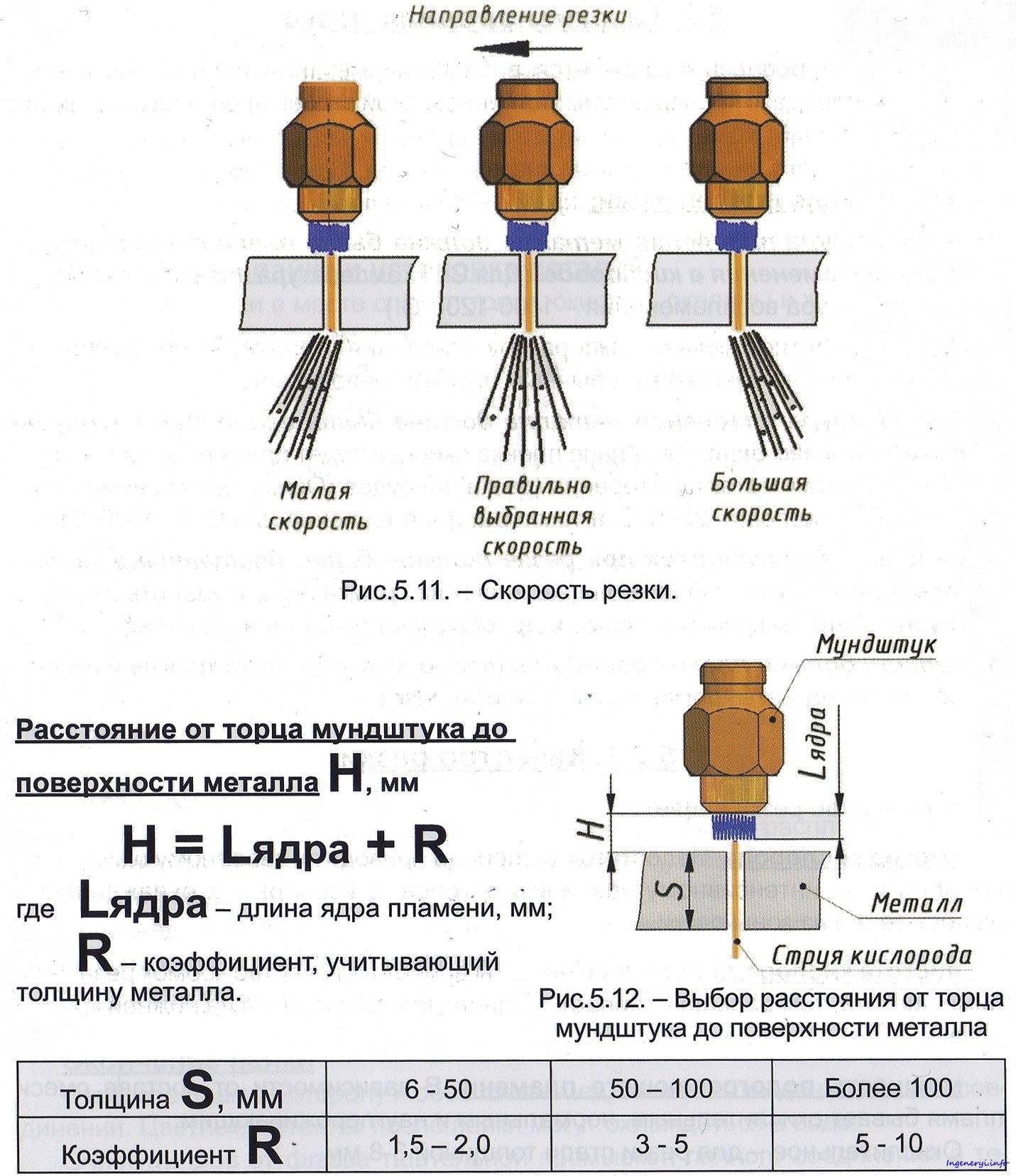
Резак надо вести плавно вдоль линии разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
Сколько расходуется газа
Расход газов при резке металла пропаново-кислородным резаком, зависит от толщины конструкции и конфигурации разреза. Для наглядности приводим расположенную ниже таблицу:
| Размер заготовки (толщина), мм | Время на отверстие, сек | Размер разреза (ширина), мм | Расход, на м3 реза | |
| пропана | кислорода | |||
| 4,0 | 5—8 | 2,5 | 0,035 | 0,289 |
| 10,0 | 8—13 | 3,0 | 0,041 | 0,415 |
| 20,0 | 13—18 | 4,0 | 0,051 | 0,623 |
| 40,0 | 22—28 | 4,5 | 0,071 | 1,037 |
| 60,0 | 25—30 | 5,0 | 0,087 | 1,461 |
Расход газов существенно снижается, когда выполняется наплавка или пайка.
Нюансы
Главная задача исполнителя — правильно выдерживать скорость:
- нормальный режим — искры летят под прямым углом относительно поверхности заготовки,
- малая скорость — разлет от исполнителя и угол менее 85 градусов.
После окончания процесса вначале перекрывается подача кислорода, а пропан — отключают в последнюю очередь.
Т. Н. Ишкулов, образование: ПТУ, специальность: сварщик пятого разряда, опыт работы: с 2005 года: «Исполнителям, впервые выполняющим резку при помощи кислородного оборудования, надо помнить, что начинать новый разрез после внезапной остановки надо с другой точки, а не там, где был процесс окончен».
Негативная деформация
Начинающих сварщиков волнует вопрос, как надо правильно пользоваться резаком пропан кислород, чтобы не произошло коробления поверхности детали. Вначале нужно разобраться — какие же факторы способствуют возникновению этих дефектов:
- при неравномерном нагреве поверхности,
- была выбрана высокая скорость движения резака,
- произошло резкое охлаждение места нагревания.
Чтобы исключить возникновение перечисленных факторов на заготовки, их предварительно надежно закрепляют и прогревают, а скорость наращивают постепенно. Если же коробление всё-таки произошло, то вернуть первоначальную форму можно при помощи обжига или отпуска, а листы править на вальцах.
Опасность обратного удара
При неправильном режиме горения струи происходит хлопок и пламя втягивается вовнутрь изделия, что приводит к взрыву, т. к. огонь распространяется по шлангам и доходит до емкостей с газами. Чтобы предотвратить опасную ситуацию, резак оборудуется обратным клапаном, который отсекает пламя и не допускает его распространения.
Правила использования
Они аналогичны технике безопасности при проведении сварки, но имеют специфические дополнения:
- Средствами защиты пренебрегать не рекомендуется, т. к. это приводит к получению травм в виде ожога кожи или повреждения роговицы глаз разлетающимися искрами, поэтому обязательны очки и перчатки с длинными раструбами до локтя.
- Одежда и обувь исполнителя изготавливается из негорючего материала.
- Баллоны с газами располагаются не ближе пяти метров от места проведения резки.
- Пламя резака направляется только в противоположную от шлангов сторону.
- Резка производится в помещениях, оборудованных сильной вентиляцией или на открытых площадках.
При длительном простое оборудования нужно провести профилактические работы, прежде чем использовать резак по назначению.
Поверхностная и фигурная резка
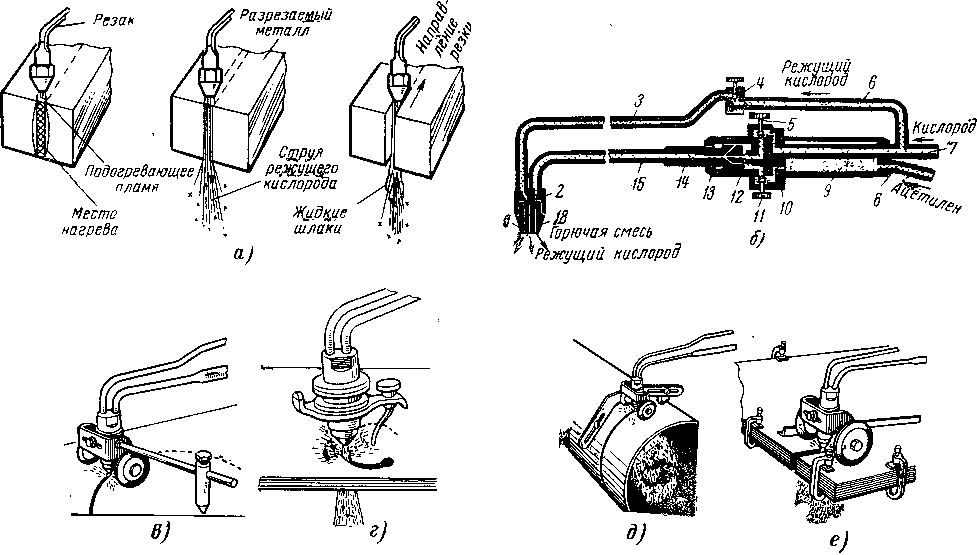
Схема поверхностной кислородной резки.
Иногда возникает необходимость прорезать металл не насквозь, а лишь создать на поверхности рельеф, прорезая на листе канавки. При этом методе резки металл будет нагреваться не только за счет пламени резака. Расплавленный шлак так же послужит источником тепла. Растекаясь, он будет подогревать нижние слои металла.






Поверхностная резка, как и обычная, начинается с того, что нужный участок прогревается до температуры воспламенения. Включив режущий кислород, вы создадите очаг горения металла, а равномерно перемещая резак, обеспечите процесс зачистки вдоль заданной линии разреза. Резак в этом случае нужно расположить под углом 70-80° к листу. При подаче режущего кислорода нужно наклонить резак, создавая угол в 17-45°.
Размеры канавки (ее глубину и ширину) регулируйте скоростью резки: увеличив скорость, уменьшаете размеры углубления и наоборот. Глубина выреза увеличится, если возрастет угол наклона мундштука, если уменьшится скорость резки и повысится давление кислорода (конечно же, режущего). Ширина канавки регулируется диаметром режущей кислородной струи. Помните, что глубина канавки должна быть меньше ее ширины примерно в 6 раз, иначе на поверхности появятся закаты.
Вырезать фигурное отверстие в металле можно следующим образом. Сначала намечаем на листе контур (при разметке окружности или фланцев следует отметить еще и центр окружности). До начала самой резки следует сделать пробивку отверстий. Начинать резку всегда необходимо с прямой линии, это поможет получить на закруглениях чистый рез. Начинать резать прямоугольник можно в любом месте, кроме углов. В самую последнюю очередь следует вырезать наружный контур. Это поможет вырезать деталь с наименьшими отклонениями от намеченных контуров.
Недостатки обработки
Для газовой резки наиболее подходит низкоуглеродистая сталь, а вот средне- и высокоуглеродистая сталь – не совсем подходящий материал для резки. Из-за высокого содержания углерода повышается температура воспламенения и снижается температура плавления. А это условие затрудняет процесс резки.
Разрезать металл при помощи газовой смеси тяжело, если у него низкая теплопроводность. Поэтому такие виды материала не подходят для обработки.
 Правила безопасности во время газовой резки металла
Правила безопасности во время газовой резки металла
Газовая резка металла должна выполняться только квалифицированным и опытным специалистом
Важно соблюдать все ключевые факторы правильной обработки: давление кислорода и скорость процедуры. Необходимо учитывать толщину изделия и диаметр сопла резака. Если скорость окисления и резки металла не соответствуют друг другу, то получится некачественная обработка
Если скорость окисления и резки металла не соответствуют друг другу, то получится некачественная обработка.
Кислородная резка предполагает использование взрывоопасных веществ. При несоблюдении правил безопасности высока вероятность взрыва газовоздушной смеси, необходимо следить за состоянием газового оборудования. Для защиты от ожогов нужно пользоваться средствами индивидуальной защиты.
Существенным недостатком является возможность деформации металла и низкая точность резания.
Резка металла кислородом и пропаном
При возникновении необходимости работы с толстослойным металлом используется газовый резак. Он осуществляет разрез металлического листа с помощью горячей пламенной струи. Она формируется благодаря смешению двух газов – это пропан и кислород.

Кислородно-пропановым резаком невозможно осуществить резку высокоуглеродистых металлов, меди и ее сплавов, алюминия. Спектр материалов, поддающихся воздействию, ограничен низкоуглеродистыми сталями марки от 08 до 20Г по ГОСТу (1050-60) и среднеуглеродистым – от 30 до 50Г2 (ГОСТ 1050-60).
Для работы необходимо иметь
- кислородные шланги высокого давления
- баллоны с пропаном и кислородом
- мундштук
- резак
Все детали газового оборудования стандартные и при поломке могут быть заменены.
Подготовка к работе
Перед началом работ необходимо убедится в безопасности: на одежде, полу, окружающих поверхностях должны отсутствовать следы масла и прочие легковоспламеняющиеся вещества. Далее следует осмотреть газовое оборудование на предмет полной комплектации и исправности. Следующие шаги помогут привести оборудование в режим готовности:
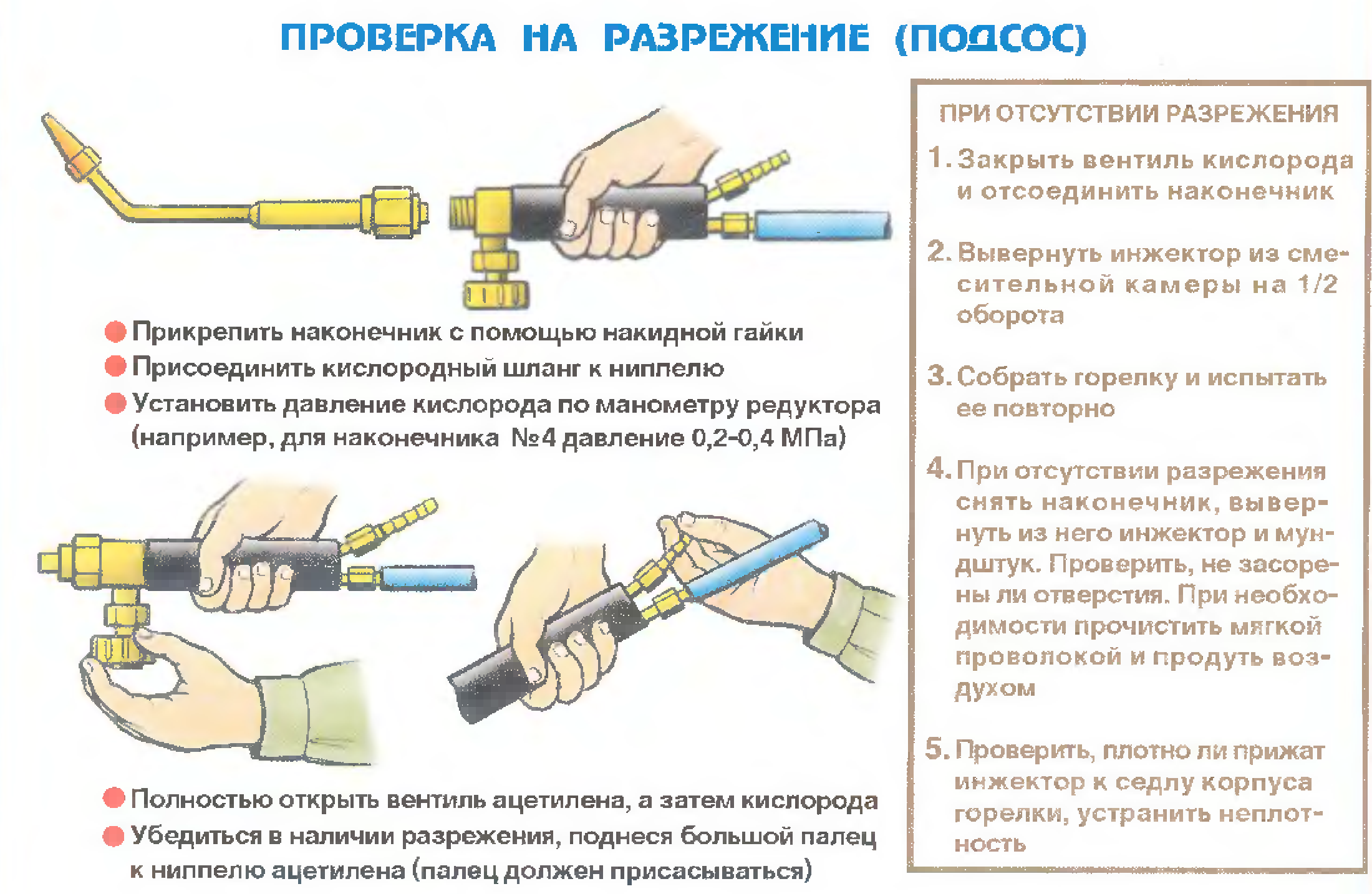
Продуйте все шланги высокого давления газом для удаления пыли и грязи, прежде чем начнете подсоединять их. Проверьте подсос в каналах резака. Прикрепите с помощью ниппеля и гайки кислородный шланг к штуцеру с правой резьбой. Пропановый шланг прикрепите к левому штуцеру;
Проверьте, нет ли утечки газов в разъемных соединениях;
Проверьте исправность манометров
Обратите внимание на герметичность газовых редукторов.
Начало работы
- Закройте все вентили резака и выставьте на редукторах рабочие атмосферы: на кислородном – 5, на газовом – 0,5.
- Откройте пропановый баллон на четверть и подожгите.
- Уприте сопло резака под наклоном в металлическую поверхность и плавно откройте регулирующий кислород.
- Переходите к процессу регулировки пламени: поочередно открывайте кислород и газ, пока пламя не приобретет синий цвет и у него не появиться коронка.
- Силу пламени выбирайте исходя из толщины металла.
Процесс резки
- Начинайте резку металла с той точки, от которой должен пойти разрез.
- Разогрейте эту точку до температуры возгорания металла (1000-1300 C). Когда металл воспламенится (поверхность при этом будет выглядеть мокрой) откройте вентиль режущего кислорода и пустите узконаправленную струю.
- Плавно ведите резак кислородный по линии разреза, под углом 84-85° в противоположную сторону от резки. Если толщина метала больше 95 мм, сделайте отклонение на 7-10°.
- После того, как линия разреза достигла 15-20 мм, измените угол наклона на 20-30°.
Если в процессе выполнения работы у вас оборвался кислородный шланг – не паникуйте. Закройте подачу пропана, а затем оба баллона. Исчезнувшее в процессе регулировки пламя нужно разжечь повторно, предварительно закрыв вентили резака.
Техника безопасности при резке и сварке
Разработанные четкие правила техники безопасности позволили сделать процесс контролируемым, жизнь и здоровье резчиков и окружающих стала вне опасности:
- Использование специальной маски с светофильтрами, респиратора и защитного костюма.
- Допуск к работам лиц, достигших возраста 18 лет и прошедших специальный курс по газовому делу, имеющие удостоверение с отметкой на проведение данного вида работ.
- Обмыливание на плотность всех соединений аппаратуры, трубопроводов и арматуры для предотвращения утечки газа.
- Использование специальных тележек и носилок для перемещения отдельных баллонов. Отсутствие ударение баллонов друг о друга при транспортировке.
- Не допускается попадание на кислородный редуктор, вентиль или шланг сжиженного газа, жиров, масла.
- Запрещается открывание замасленными руками редуктора и вентиля кислородного баллона.
- Перед началом работ необходимо выпускать через резак смесь газа и воздуха, образующуюся в шланге. Таким образом предотвращаем появление обратного удара в шланг и редуктор.
- Прогрев металла только сжиженным газом без кислорода строго запрещается.
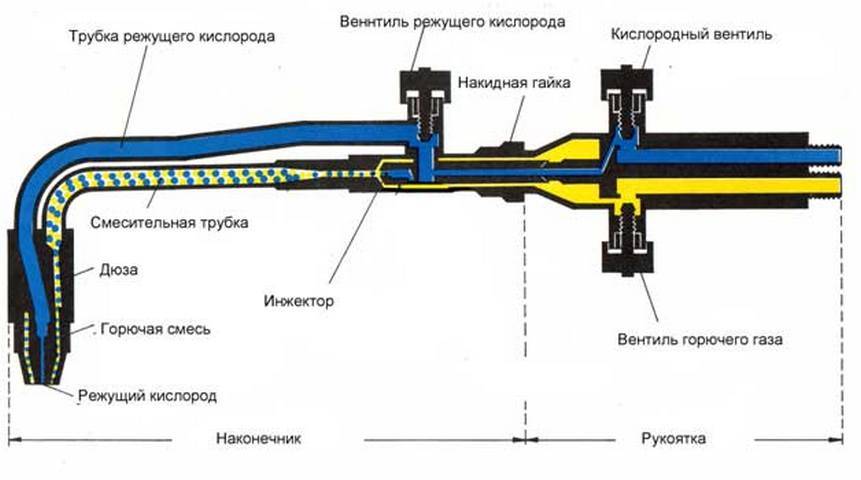
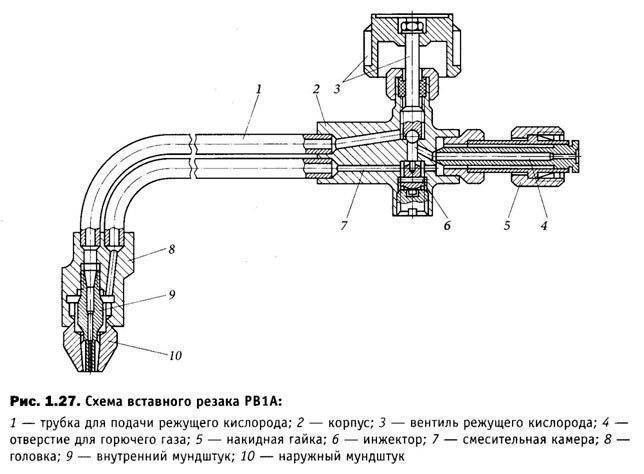
Конструкция резака
Если сварщик работает самостоятельно, то ему может часто требоваться быстро переключаться с процесса резки на сварку. А шланги отсоединять выходит быстро. Время сэкономить можно с помощью специального вставного резака для горелок. Мундштуки можно использовать с «Сотки», при смене можно получить в толщинах отверстия до 100 миллиметров.
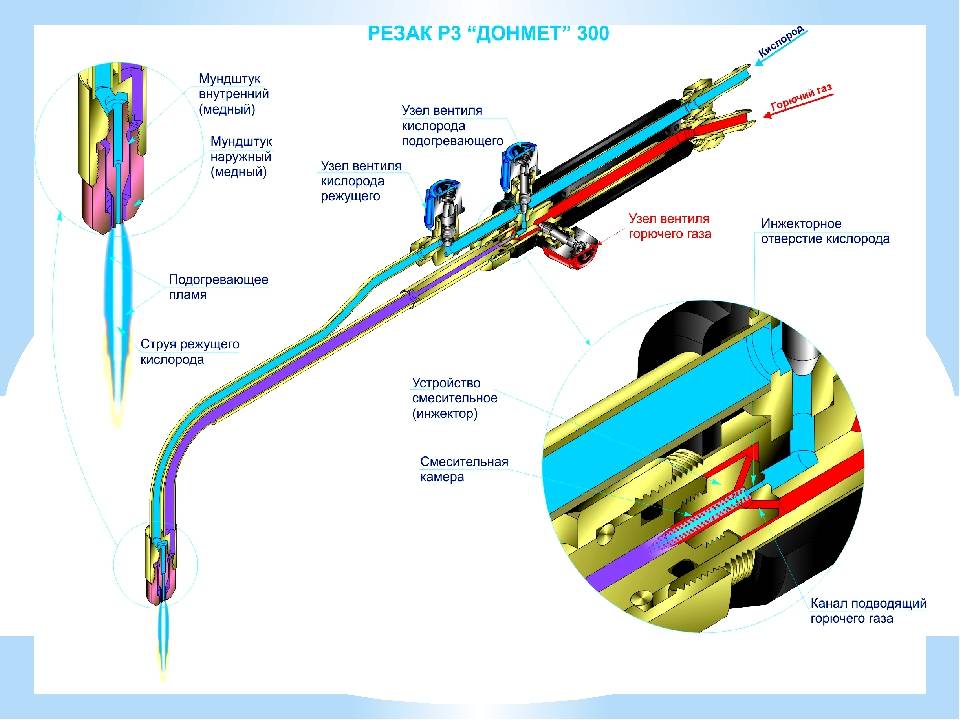
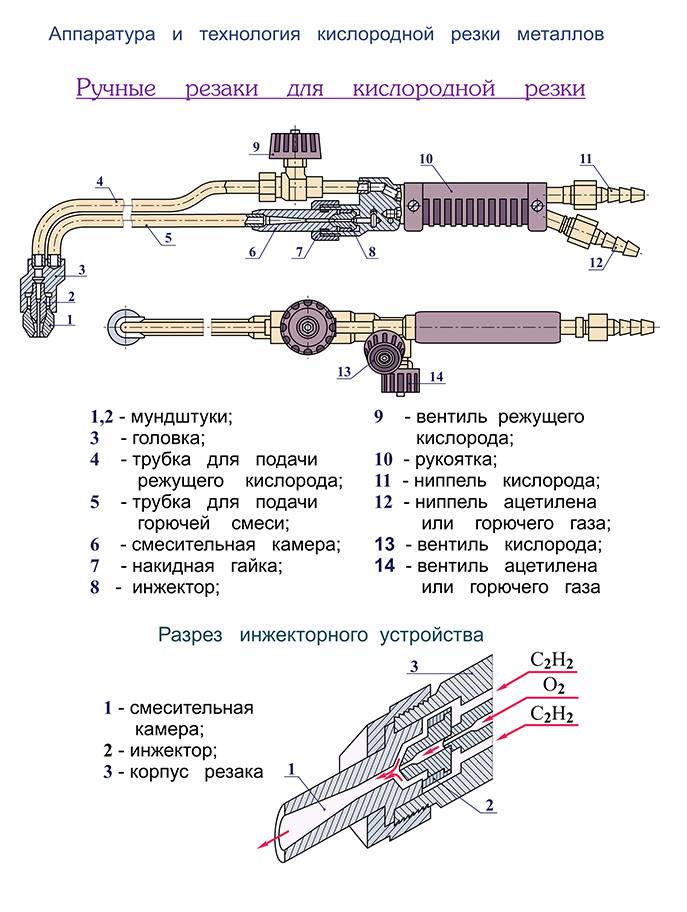
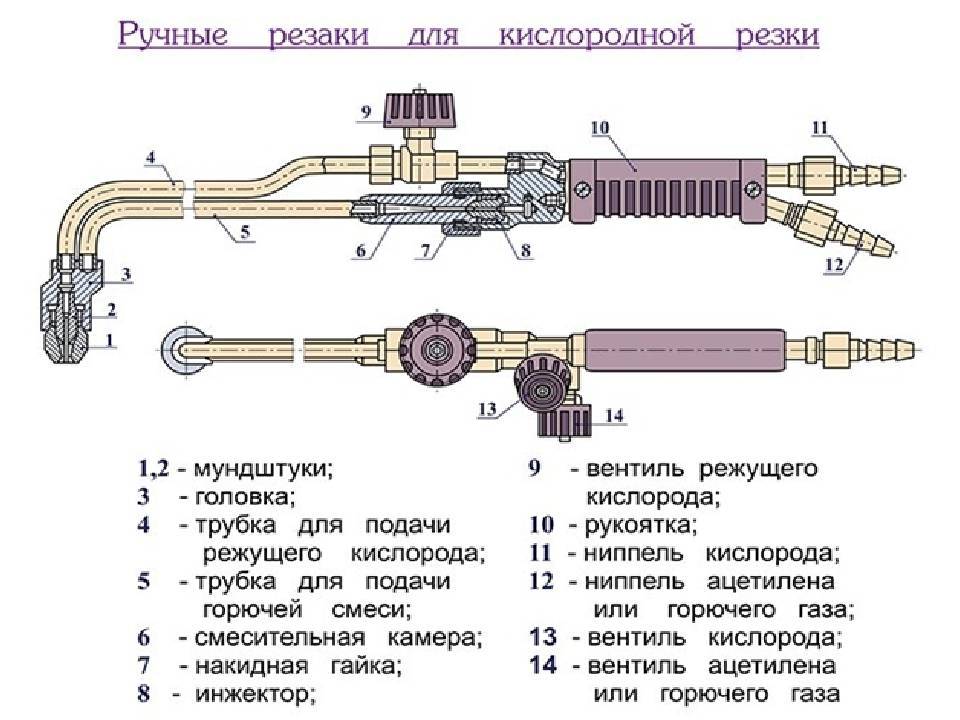
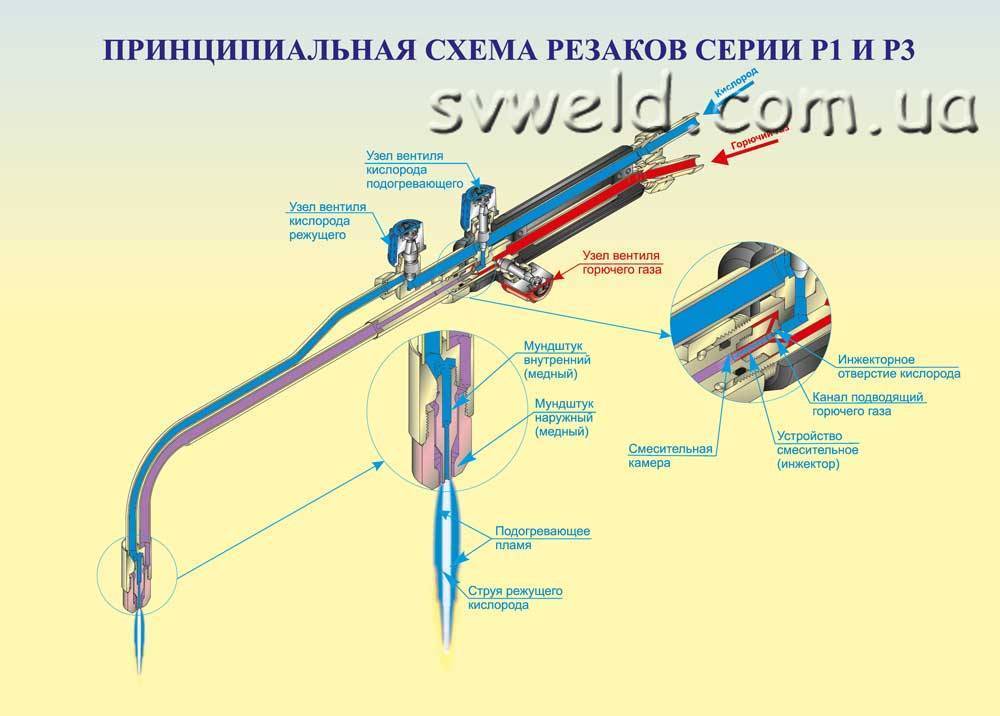
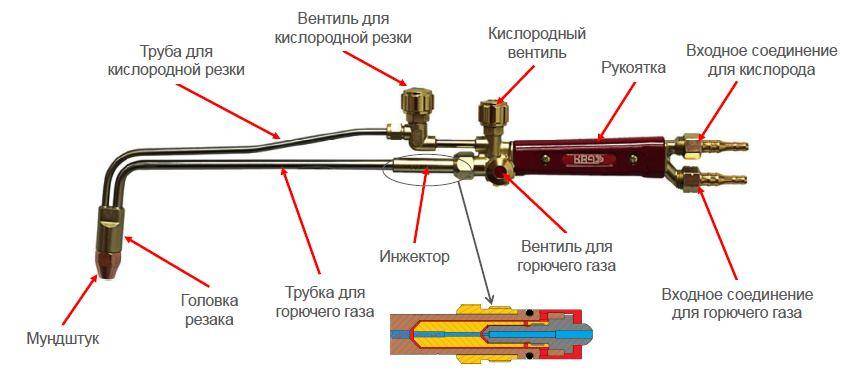
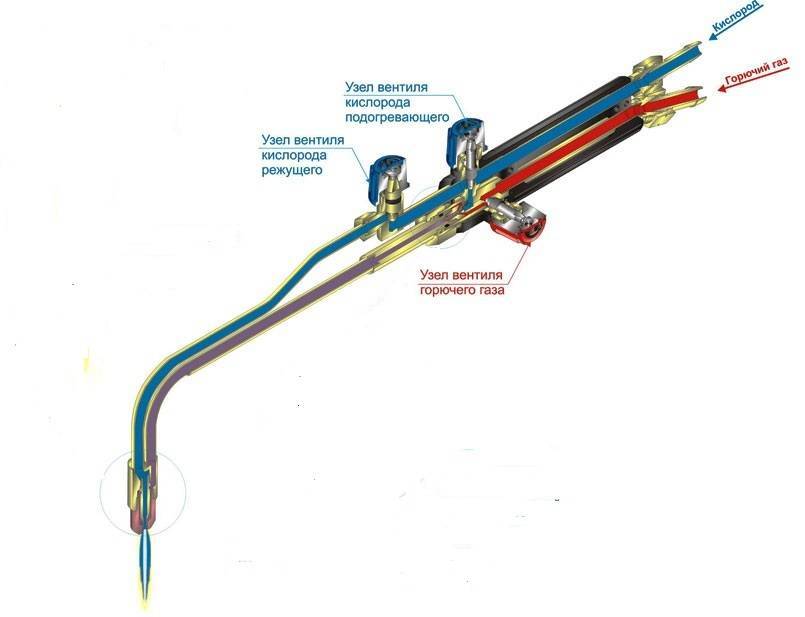
Если говорить об устройстве резака, то оно выглядит таким образом:
- газ по шлангам поступает в корпус резака через ниппели. Пропан идет к западному вентилю, а кислород расходится на две потока, один из которых пойдет на вентиль подогревающего кислорода, а второй — на вентиль режущего кислорода, он расположен за пределами рукоятки;
- при открытии вентиля подогревающего кислорода он под давлением подается в ключевое отверстие инжектора, через ряд периферийный отверстий к нему подходит пропан за счет разряжения;
- в смешанном виде газы продвигаются по нижней трубке наконечника в сторону мундштуков;
- в головку наконечника резака вкручиваются внутренний и внешний мундштуки с наружной резьбой;
- по первому вентилю с центральным каналом подается кислород;
- подогревающий газ выходит из кольцевого зазора, который образовывается снаружи;
- когда появляется пламя, оно направляется на начальное место реза заготовки. Открывается вентиль режущего кислорода, когда участок нагрет до нужной температуры. Газовая струя под давлением сжигает металл и тут же выдувает его окисью.
Далее ацетиленовый или пропановый резак ведется на определенном расстоянии от металлического изделия, сзади остается узкая прорезь, которая ограничена боковой и лобовой плоскостями.
 Что касается такого элемента конструкции, как мундштук, то наружный всегда должен быть медным. А вот внутренние мундштуки для ацетиленового резака должны быть медными, а для пропанового — латунными соответственно. При выборе правильного внутреннего мундштука в зависимости от толщины обрабатываемой заготовки нужно оптимизировать расход кислорода в режущей струе.
Что касается такого элемента конструкции, как мундштук, то наружный всегда должен быть медным. А вот внутренние мундштуки для ацетиленового резака должны быть медными, а для пропанового — латунными соответственно. При выборе правильного внутреннего мундштука в зависимости от толщины обрабатываемой заготовки нужно оптимизировать расход кислорода в режущей струе.
Мундштук — это расходный материал, поскольку быстро подвергается изнашиванию, а также он забивается остатками расплавленных металлов.
Ниппель для шланга должен быть сделан на основе латуни. Если вы планируете приобретать бюджетный газовый резак вместе со шлангами, то его составляющие могут быть частично алюминиевыми, что делает изделие быстро изнашиваемым, и покрыты сверху под латунь или медь.



Поджигание резака и нагревание металла
- убедиться в герметичности всех соединений (клапанов, манометров, шлангов, другой арматуры) – любая протечка газа может моментально вызвать пожар;
- проверить еще раз место работы на предмет отсутствия легковоспламеняющихся материалов, посторонних людей (особенно детей), животных;
- убедиться в готовности к работе;
- надеть защитные очки и перчатки.
Затем открывают на резаке клапан ацетилена, позволяя выйти кислороду, который находится в камере-смесителе. На это достаточно нескольких секунд. Потом закручивают вентиль, пока не станет слышно, что ацетилен еле выходит. Перед резаком располагают специальную зажигалку для него как показано на видео, чтобы ее внутренняя часть касалась мундштука. Затем надавливают на рычаг зажигалки. Когда производимые искры подожгут ацетилен, перед мундштуком должно образоваться маленькое пламя желтого цвета.
Подкручивая клапан подачи газа, увеличивают длину пламени примерно до 25 см. Факел должен начинаться у самого мундштука резака. Пламя будет отрываться от него или прыгать, когда ацетилена подается чересчур много.
Медленно открывают передний кислородный вентиль. При этом пламя должно поменять цвет с желтого на голубой – в этот момент будет обеспечена подача такого количества кислорода, которого достаточно для полного сжигания ацетилена. Подачу кислорода следует увеличивать, пока внутренний язычок голубого пламени не уменьшится и сожмется в направлении мундштука.
Кислородный клапан открывают еще больше – увеличивают размер факела, пока у внутреннего пламени длина не станет едва больше толщины разрезаемой стали (для листовой холоднокатаной толщиной 9,5 мм достаточно превышения длины пламени на 1,3 мм). Когда слышно «сопение» или кажется, что голубое пламя перистое и неустойчивое, то это означает слишком большую подачу кислорода. Ее снижают, пока все пламя не стабилизируется, а внутреннее – не примет форму четкого конуса.
Внутреннее пламя самым кончиком подносят к поверхности обрабатываемой стали. Ее греют до образования в месте соприкосновения лужицы расплавленного светящегося металла. Кончик пламени надо держать неподвижно на расстоянии примерно 10 мм от поверхности стали как показано на видео, чтобы все тепло концентрировалось на одном участке.
Общий размер и вес
Параметры ручного инжекторного газового резака будут заключены стандартами ГОСТа 5191−79 и напрямую будут зависеть от его показателя мощности:
- У Р1 — около 500 миллиметров.
- У Р2 и Р3 они находятся в определённом пределе в 580 миллиметров. Но происходит выпуск и более удлинённых моделей для осуществления работы в соответствующих условиях.
- Существуют особые ограничения по массе любой такой категории мощности: 1.0 и 1.3 килограмм в соотношении для Р1 и Р2-Р3.
Такие же стандарты от ГОСТа будут определять, что разновидность Р3 — это резак кислородно-пропановый, а также Р1 и Р2 могут совершать работу на совершенно любой разновидности горючего газа. Существует и отдельная группу ручного инжекторного инструмента, для осуществления кислородной резки — вставные резаки, которые обладают особой маркировкой РВ.
По показателям ГОСТа их будут определять как наконечники для осуществления резки на сварочной горелке. Главные отличия в таких конструкция заключены в том, что процесс разделения кислорода, а также смешанного типа горючей смеси будет происходить на самих наконечниках, которые обладают меньшим показателем веса и размера, чем резак. Так показатель веса РВ1 обладает особой верхней границей в 0,6 килограмм, а РВ2 и РВ3 около 0,7 килограмм.
Но такой тип газового резака нельзя назвать по своему металлу укомплектованным — в рабочем положении в процессе сборки с основным корпусом от горелки его общий размер и вес будут не меньше, чем специального оборудования. Его главное достоинство лишь в том, что можно приобрести горелку совместно с наконечниками различными типами (резки и сварки), а полный комплекс можно будет легко поместить в маленький кейс. Либо купить специально созданный для горелки переносной рюкзак.
Но в этом случае существует одна особенность. Пропан по своей стоимости будет намного дешевле, чем ацетилен. Именно по этой причине стоимость использования ацетиленового резака будет намного больше, чем кислородно-пропанового. Для осуществления сварки металла лучше применять ацетиленовую горелку, у которой общая температура пламени будет на целых 300−400 градусов выше, чем у кислородно —пропановой (у полностью пропановой горелки общая температура будет меньше 2 тыс. градусов Цельсия).
Компактность всего поста для ручной резки может обеспечиваться при помощи ёмкости всех баллонов с газами.