Особенности устройства
Станок 16к20ф3: технические характеристики и описание
Шпиндель 3Г71 имеет горизонтальное расположение. Подобная схема расположения обуславливает то, что на станине происходит перемещение суппорта стола крестового типа. Перемещение проводится по направляющим качения. При эксплуатации есть возможность перемещать заготовку в двух взаимно перпендикулярных направлениях.
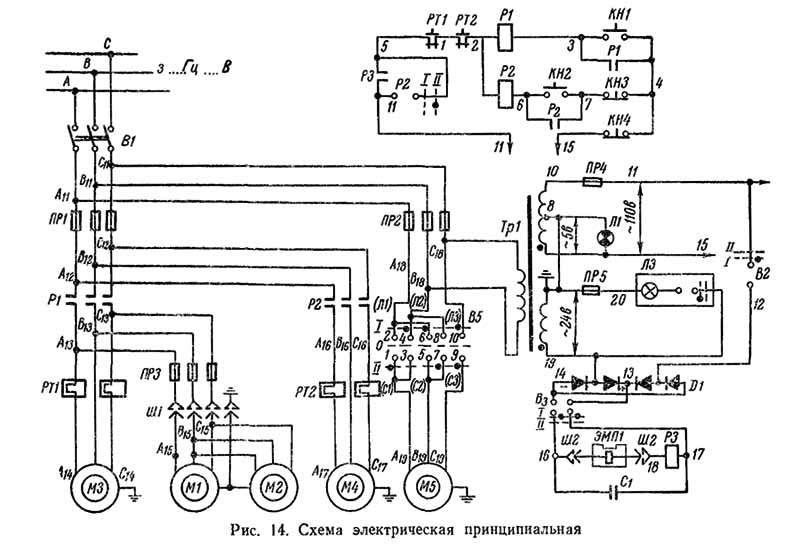
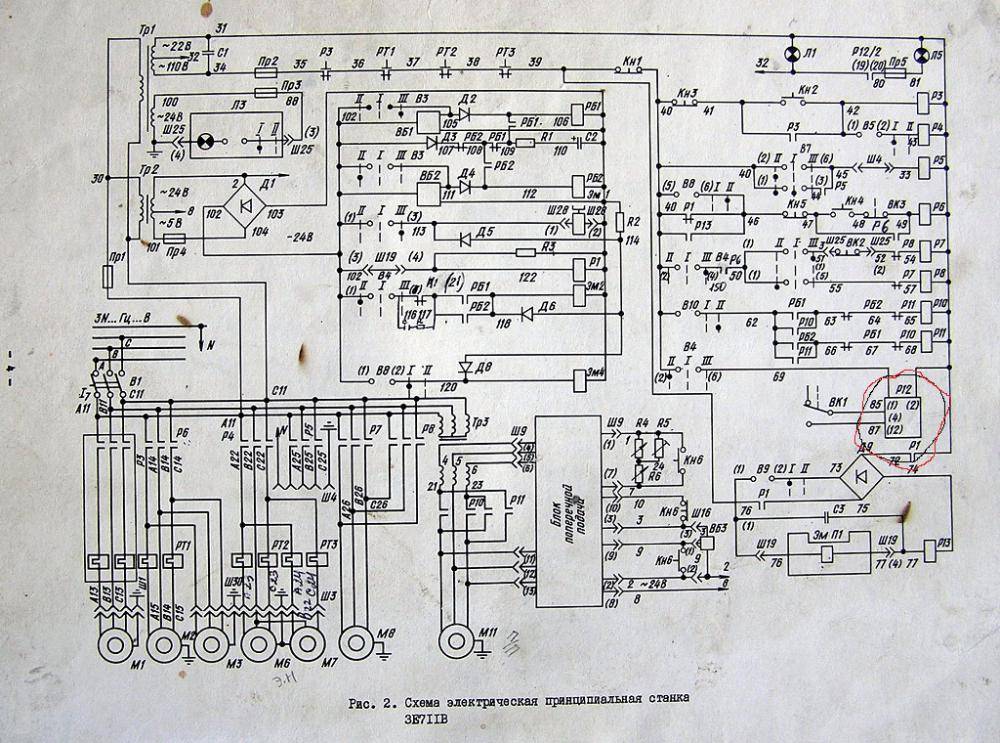
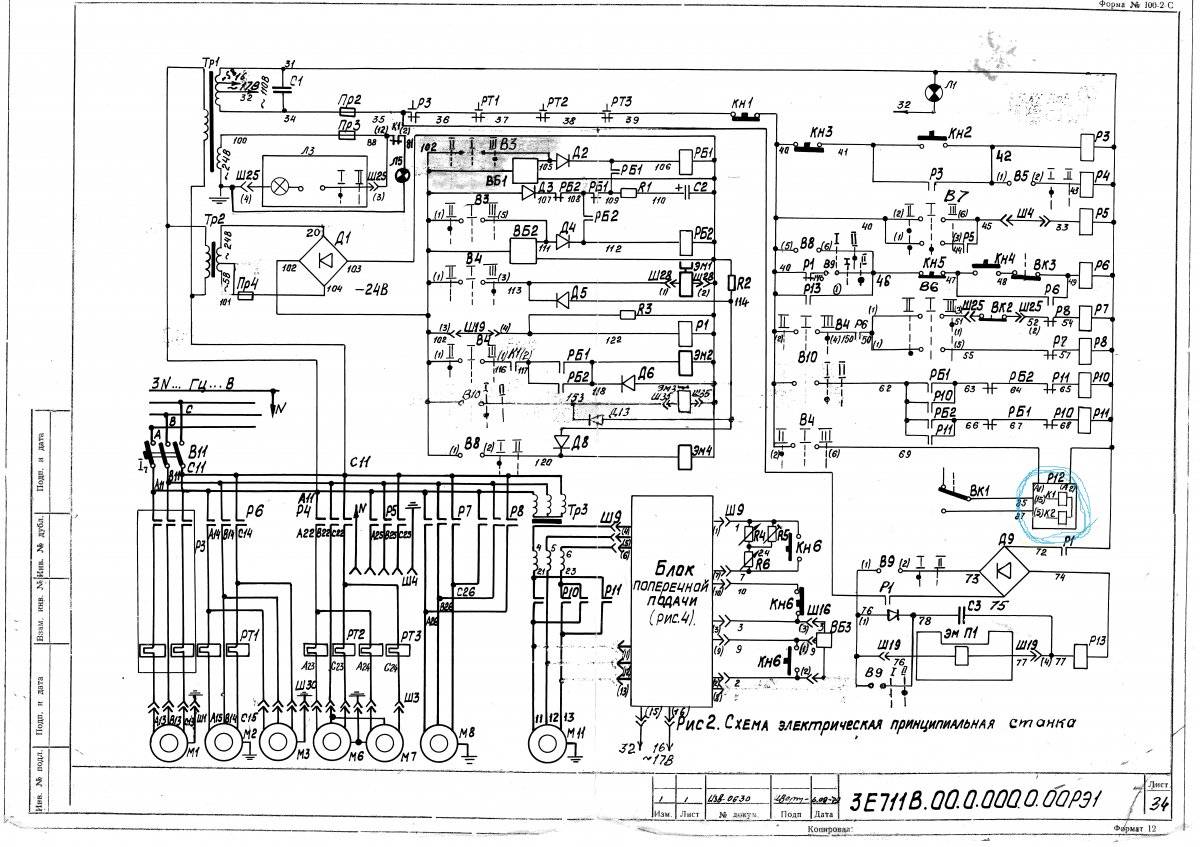
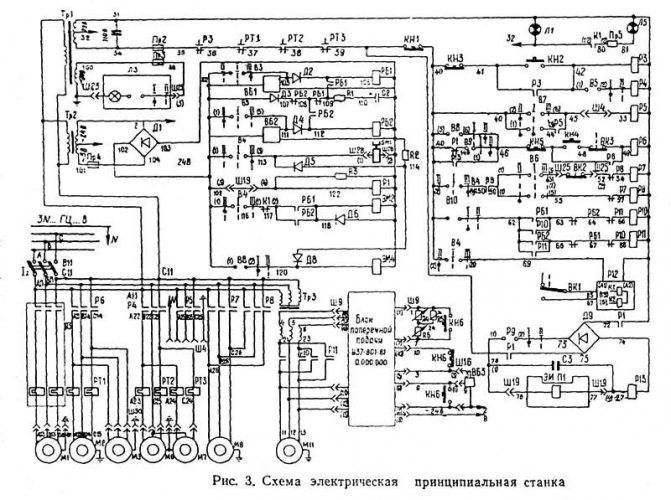
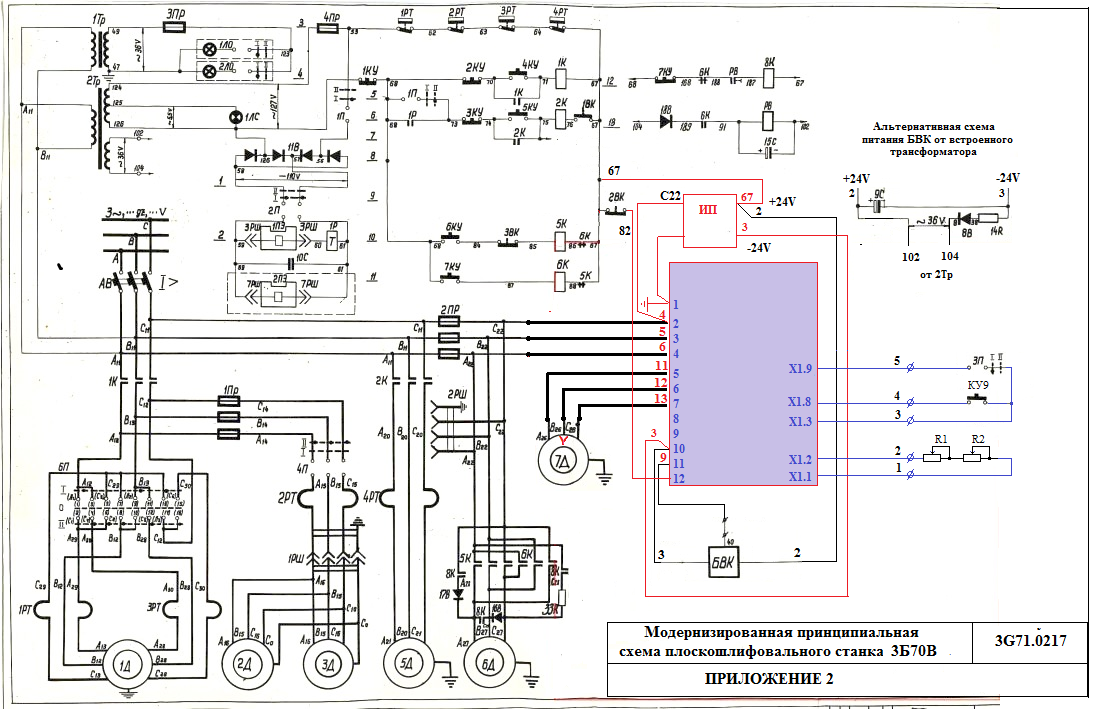
Принципильная электросхема 3Г71
В любом паспорте можно встретить особенности работы крестового стола:
- В инструкции указан тот момент, что работает механизированная подача от гидроцилиндра.
- При эксплуатации можно использовать механизм ручной и механической подачи.
- Продольное перемещение заготовки также позволяет ускорить процесс работы.
- Продольный реверс стола и механизм поперечного реверс также значительно повышают функциональность модели.
Есть распорядительная панель. Задняя сторона станины имеет колону, по вертикальным направляющим, которые относятся к категории качения, перемещается шпиндель 3Г71.
К другим особенностям конструкции можно отнести то, что внутри станины есть агрегат гидравлического типа. Ремонт 3Г71, а именно гидравлический системы, можно провести через левую дверь, расположенную в станине. Система также имеет специальный бак охлаждения, который расположен на правой стороне.
Видео ремонта 3Г71
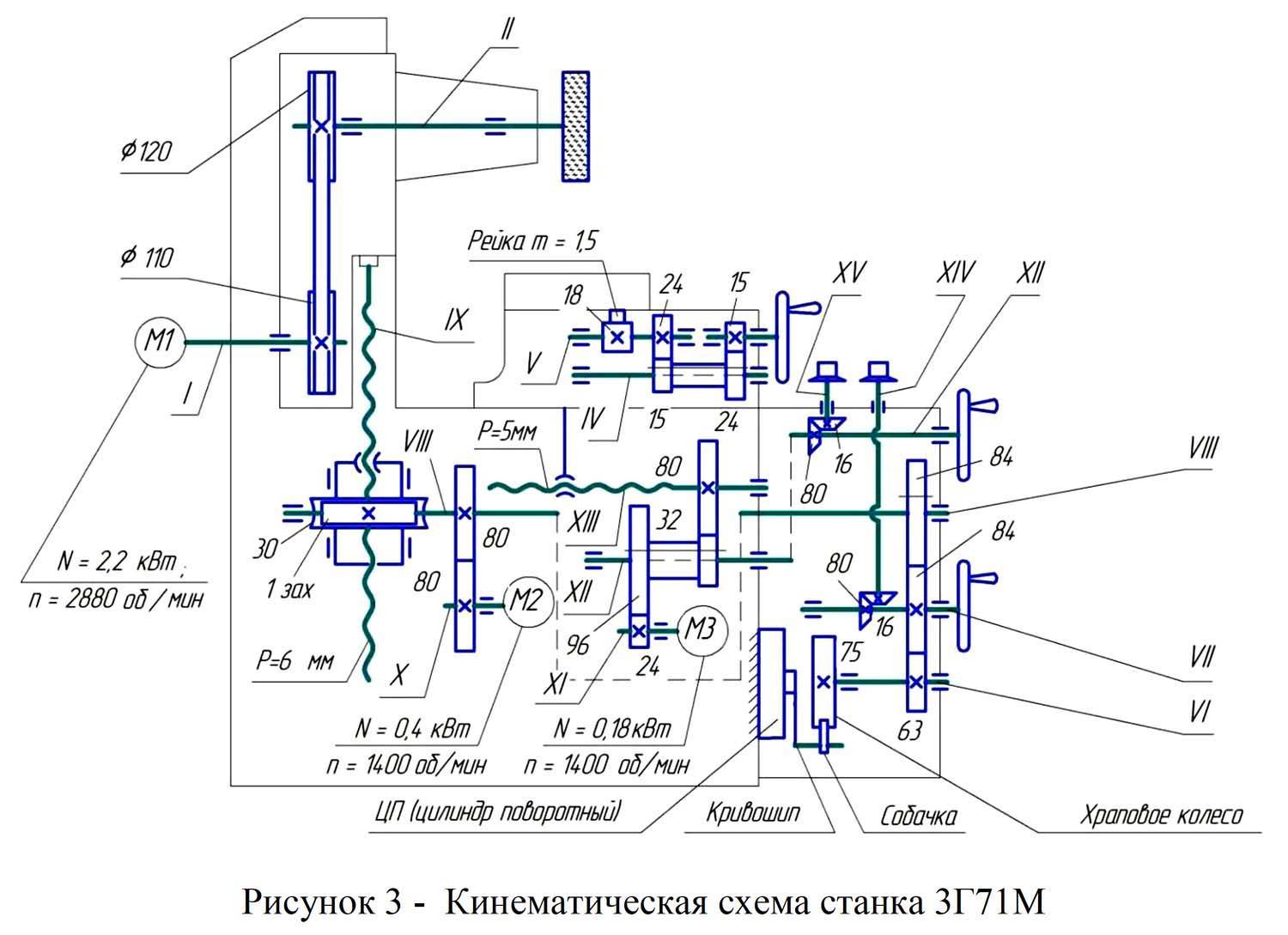
Устройство и работа станка модели 3Г71М и его основных узлов
Крестовый суппорт
Крестовый суппорт представляет собой отливку с взаимно перпендикулярными направляющими: нижние Y-образные, верхние — плоские и Y-образные.
Между верхними направляющими установлен гидроцилиндр, штоки которого связаны со столом.
Для отсчета поперечных перемещений на правом крыле суппорта крепится кронштейн с индикатором.
К нижнему платику суппорта крепится кронштейн гайки поперечной подачи.
В левом переднем крыле встроен механизм продольного ручного перемещения стола.
Механизм продольного перемещения стола
Механизм крепится к переднему левому крылу суппорта, перемещается стол вручную маховиком через шестерни 4-5-1. При включении механического перемещения стола шестерню I необходимо вывести из зацепления с рейкой стола, для этого нужно маховик и вал вытянуть «на себя». Фиксация производится подпружиненным шариком.
Для жесткой фиксации имеется кнопка 3, которая непосредственно прижимает шарик 2 в пазу вала. Для блокировки ручного и гидравлического перемещения в механизме установлен микропереключатель 6, не позволяющий включать гидравлическое перемещение стола, пока шестерня 1 не будет выведена из зацепления.
Механизм подач
Механизм обеспечивает:
- Автоматическую поперечную подачу суппорта
- Ручную поперечную подачу
- Ускоренное перемещение суппорта
- Автоматическую вертикальную подачу шлифовальной головки на каждый продольный или поперечный ход стола
- Ручную вертикальную подачу
- Ускоренное перемещение шлифовальной головки
Автоматическая поперечная подача происходит в момент продольного реверса стола за счет подачи импульса тока на электродвигатель, соединенный через шестерни с винтом поперечной подачи. Изменение величины подачи производится поворотом переключателей на пульте управления. Одним производится грубая настройка поперечной подачи, другим — тонкая.
При работе с автоматической поперечной подачей и при ускоренном перемещении суппорта маховик 3 должен быть при помощи кнопки разъединен с шестерней 5, а шестерня 5 должна войти в зацепление с шестерней 1.
При ручной поперечной подаче шестерня 5 должна быть в зацеплении с шестерней 2.
Тонкая поперечная подача осуществляется через конические шестерни 4 кнопкой, выведенной через верхнюю поверхность.
Ускоренное перемещение крестового суппорта включается тумблером на пульте управления.
Автоматическая вертикальная подача осуществляется от лопастного гидроцилиндра 14, работающего в момент поперечного или продольного реверса стола в зависимости от положения тумблера.
На оси цилиндра закреплен рычаг с собачкой 15. Собачка может скользить по заслонке 13 или зацепляться с храповым колесом 8. Храповое колесо 8 скреплено с шестерней 7, которая через шестерню 9 передает движение на вал червяка редуктора вертикальной подачи. Величина автоматической подачи регулируется заслонкой 13, перекрывающей зубья храпового колеса 8.
На кнопке поворота заслонки 6 нанесены деления величины устанавливаемой подачи.
Ручная вертикальная подача осуществляется маховиком 10 через пару шестерен 12-9 и редуктор.
Тонкая подача осуществляется кнопкой через конические шестерни 4.
При грубой ручной подаче кнопка тонкой подачи должна находиться в верхнем положении, конические шестерни 11 в этом случае расцеплены.
Чтобы не вращался маховик при ускоренном перемещении шлифовальной головки, в механизме предусмотрен микропереключатель, который нажимается при разъединении шестерен 12 и 9 кнопкой, находящейся под маховиком 10, и только в таком положении можно включить электродвигатель ускоренного перемещения.
Основные технические характеристики плоскошлифовального станка 3г71м
Производитель — Оршанский станкостроительный завод Красный борец. Основные параметры станка — в соответствии с ГОСТ 13135. Станки плоскошлифовальные с прямоугольным столом. Основные размеры. Нормы точности.
- Класс точности по ГОСТ 8-71 — В. Шероховатость обработанной поверхности V 10
- Размеры рабочего стола (длина х ширина) — 630 х 200, мм
- Предельные размеры обрабатываемой поверхности (длина х ширина х высота) — 630 х 200 х 320 мм
- Наибольшая масса орабатываемой детали — 150 кг
- Размеры стандартного шлифовального круга — Ø 250 х 32 х 76 мм
- Мощность электродвигателя — 2,2 кВт
- Вес станка полный — 2,25 т
Современные аналоги плоскошлифовального станка 3Г71М
- 3Д711ВФ11 — 600 х 200, производитель Оршанский станкостроительный завод Красный борец
- 3Л741ВФ10 — 600 х 200, производитель Липецкий станкостроительный завод
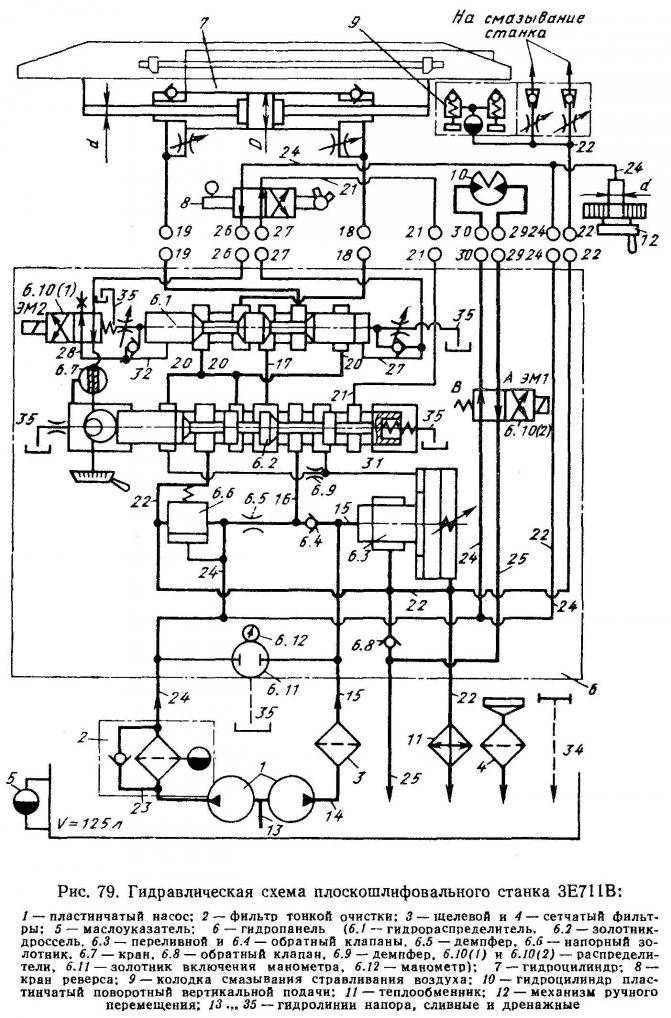
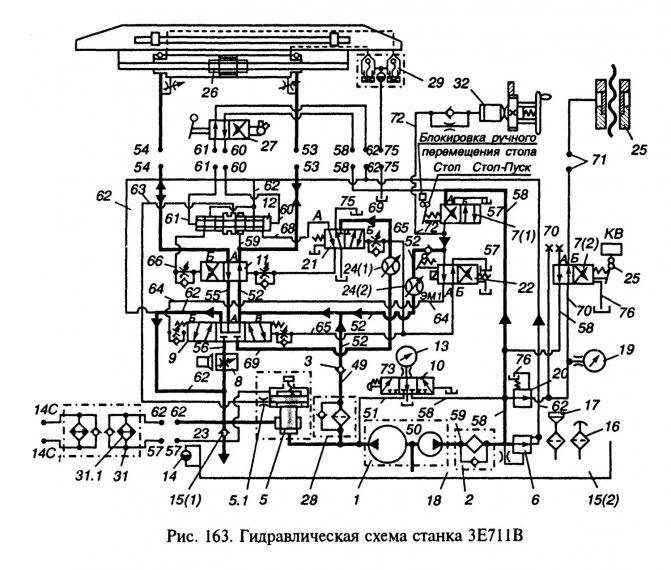
Технические данные и характеристики станка 3Е711В
| Наименование параметра | 3Г71 | 3Е711В |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 | |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 80…445 | 500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 | |
| Точностные параметры, максимально достигаемые на образце-изделии | ||
| Размер образца-изделия, мм | 380 х 120 х 80 | |
| плоскостность, мкм | 4 | |
| параллельность, мкм | 5 | |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 | |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 710 | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 5..20 | 2..35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | |
| Суппорт стола. Механизм поперечной подачи стола | ||
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 235 | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3…4,2 | 0,3..30 |
| Ускоренное перемещение крестового суппорта стола, м/мин | 1,5 | |
| Шлифовальная головка. Шлифовальный круг | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | 0,27 | |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | 2740 | |
| Наибольшая скорость резания, м/с | 35 | |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 | |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | – |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | – | 0,08..0,002 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 2,2 | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 1,1 | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | – | 0,09 М3 |
| Электродвигатель привода поперечной подачи, кВт | – | 0,18 М11 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт/ об/мин | 0,18 | 0,55 М8 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,125 | 0,15 М6 |
| Электродвигатель магнитного сепаратора в комплекте с агрегатом, кВт | 0,08 | 0,12 М7 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 8,09 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 2000 х 1770 х 1920 |
| Масса станка, кг | 2000 | 2550 |
Список литературы:
Станки плоскошлифовальные 3Е711ВФ1, 3Е711АФ1, 3Е711В, 3Е721ВФ1-1, 3Е721АФ1-1, 3Е721В-1, 3Е711В-1, 3Е710А. Руководство по эксплуатации, 1978 Станок плоскошлифовальный 3Е711В. Руководство по эксплуатации. Электрооборужование, 1983
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
Куликов С.И. Хонингование, 1973
Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
Лоскутов В.В. Шлифование металлов, 1985
Лоскутов В.В. Шлифовальные станки, 1988
Лурье Г.Б. Шлифовальные станки и их наладка,1972
Лурье Г.Б. Устройство шлифовальных станков,1983
Меницкий И.Д. Универсально-заточные станки ,1968




Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
Попов С.А. Шлифовальные работы, 1987
Терган В.С. Шлифование на круглошлифовальных станках, 1972
Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
3Б634 Станок точильно-шлифовальный напольный. Паспорт, схемы, характеристики, описание
Точильно-шлифовальный станок модели 3Б634 выпускался Мукачевским станкостроительным заводом им. Кирова в настоящее время Мукачевский станкозавод, ОАО.
Модель точильно-шлифовального станка 3Б634 больше не выпускается и была заменена белее совершенным станком модели 3К634.
Станки, выпускаемые Мукачевским станкостроительным заводом им. Кирова
Точильно-шлифовальный станок с двумя кругами модели 3Б634 предназначен для выполнения следующих операций:
- заточки быстрорежущих и оснащенных пластинками твердого сплава резцов высотой до 100 мм;
- заточки сверл диаметром 12 — 50 мм;
- заточки слесарного инструмента;
- снятия заусениц, фасок и других слесарных работ;
- шлифовки деталей абразивной лентой;
- полировки деталей
Плоскошлифовальный 3Е711
Цель ремонта: капитальный ремонт, восстановление технических характеристик согласно паспортным данным завода изготовителя
Перечень проводимых работ при капитальном ремонте
Получение станка в ремонт
-проверка станка на точность
-составление дефектной ведомости
-очистка от стружки и масла
-разборка на узлы, мойка узлов
-разборка узлов на детали
Ремонт станины
-разборка, промывка, дефектация
Ремонт колонны
-разборка, промывка, дефектация
Ремонт стола
-разборка, промывка, дефектация
— шлифовка прижимных планок, клиньев
Ремонт головки шлифовальной
-разборка, промывка, дефектация
-ремонт привода шлифовальной головки
Ремонт крестового суппорта
-разборка, промывка, дефектация
— шлифовка прижимных планок, клиньев
Ремонт механизма вертикальной и поперечной подачи
-разборка, промывка, дефектация
-ремонт механизма, замена изношенных деталей
Ремонт гидросистемы
-разборка, промывка, дефектация
-ремонт(замена) элементов гидросистемы и гидростанции
-установка новых гидрораспределителей
Ремонт системы СОЖ
-разборка, промывка, дефектация
-ремонт(замена) элементов системы СОЖ
-ремонт магнитного сепаратора
Ремонт системы смазки
-разборка, промывка, дефектация
-ремонт (замена) элементов системы смазки
-ремонт станции смазки
Ремонт электрооборудования
-установка нового электрошкафа
-установка новой аппаратуры цепей управления в электрошкафу (по желанию Заказчика установка контроллера Delta или ф.Omron и частотных преобразователей Delta или ф.Omron)




-ремонт(замена) светосигнальных и осветительных устройств
-ремонт (замена) эл. двигателей
-электромонтаж по станку
Ремонт ограждений
Сборка, шпатлевка и окраска
Обкатка станка на холостом ходу на всех скоростях и подачах
Сдача ОТК
-механика (проверка геометрической точности, проверка на чистоту обработки детали, проверка на вибрации и жесткость, проверка люфтов, проверка на шум и нагрев)
-электрика(проверка на нагрев, на мощность)
Сдача станка заказчику
Результатом оказанных услуг является
· Полностью функционирующая и комплектная единица оборудования, с восстановленными техническими характеристиками согласно паспортным данным завода изготовителя, принятая Заказчиком;
· Полный комплект необходимой документации;
Общее описание
Плоскошлифовальные станки 3Е711В с крестовым столом и горизонтальным шпинделем предназначены для обработки в цикле или вне цикла периферией абразивного или алмазного круга плоских поверхностей деталей из чугуна, стали и других материалов, закрепленных на зеркале стола или во вспомогательных приспособлениях.
В пределах, допустимых кожухом шлифовального круга, на станках возможна обработка торцом круга, а с применением приспособлений для фасонной правки абразивных кругов, механизмов деления и крепления деталей, которыми комплектуются станки по особому заказу, возможна обработка пазов и фасонных профилей методом врезного шлифования.
Табл. 1 Технические характеристики станка мод. 3E711В
голоса
Рейтинг статьи
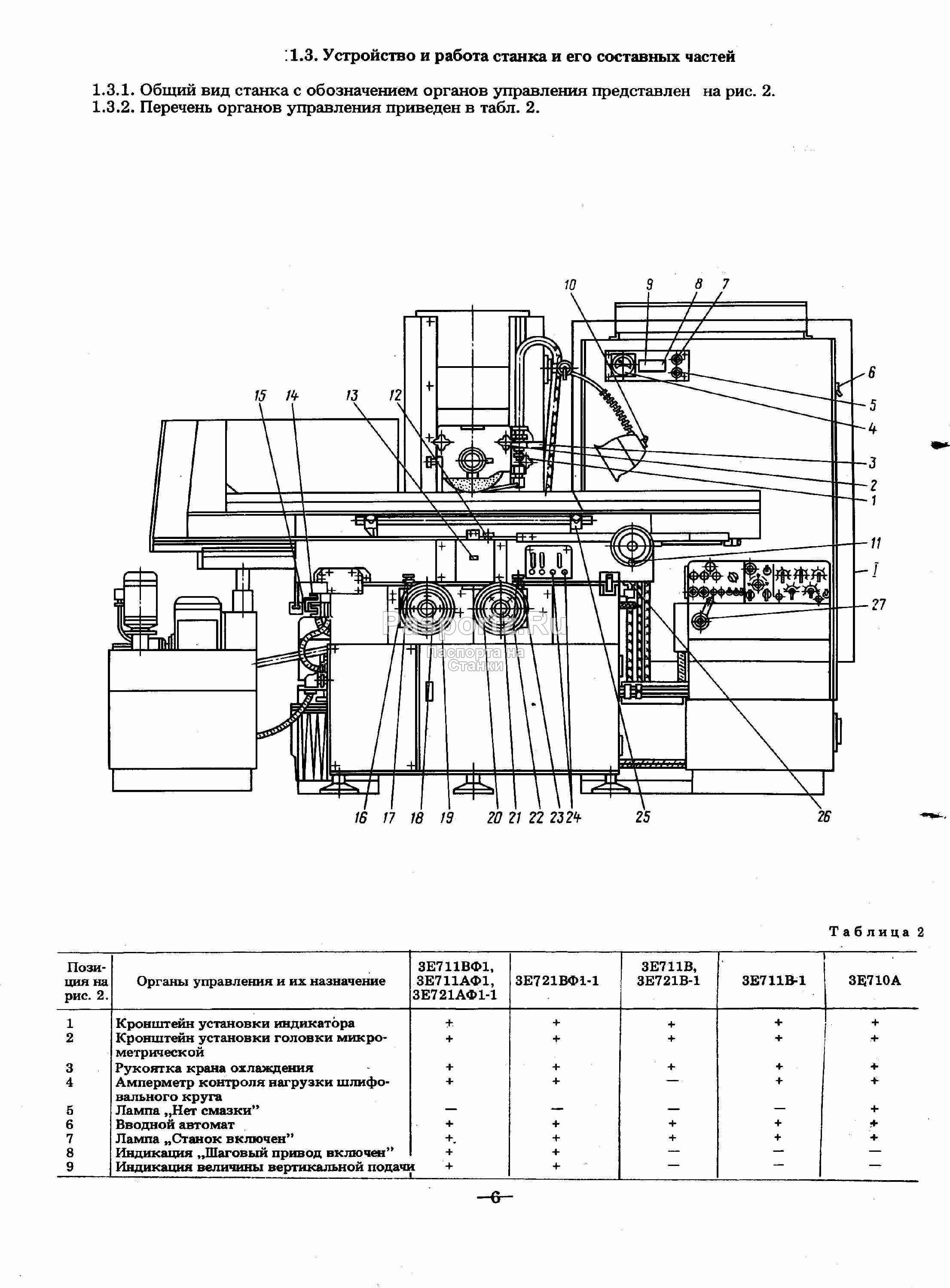
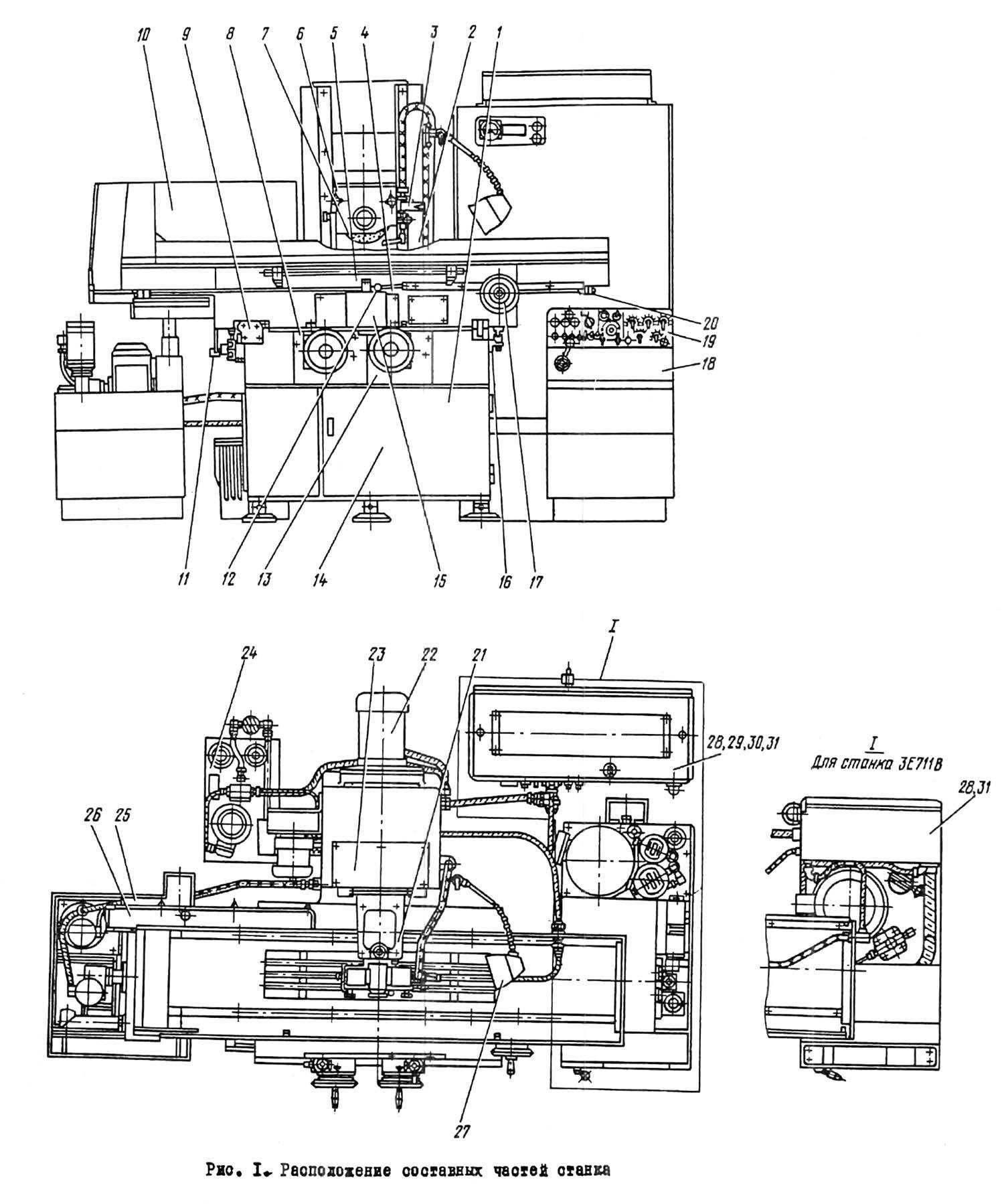
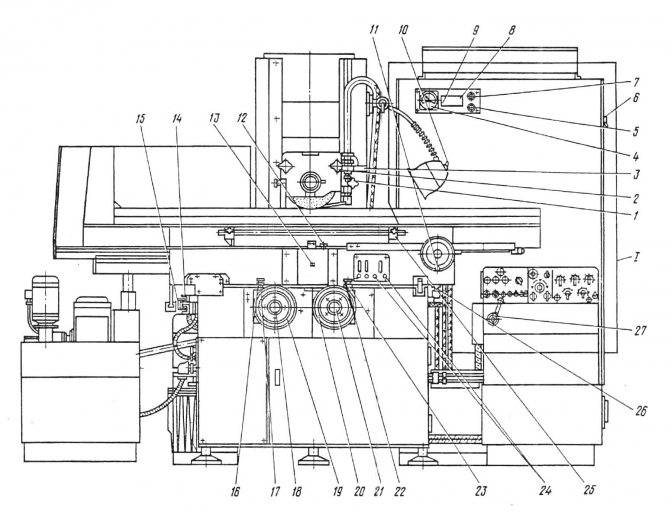
Расположение составных частей плоскошлифовального станка 3Е711АФ1

Расположение составных частей плоскошлифовального станка 3Е711АФ1
Перечень составных частей станка 3Е711ВФ1, 3Е711АФ1
- Станина
- Устройство отсчета вертикальных перемещений
- Датчик контроля размера изделия
- Суппорт крестовый – 3E711В.20. – 3Е711АФ1.20.
- Стол – 3E711В.21. – 3Е711АФ1.21.
- Кожух шлифовального круга – 3E711ВФ1.34.1. – 3E711ВФ1.34.1.
- Фланцы для шлифовального круга – 3E711ВФ1.39. – 3E711ВФ1.39.
- Механизм поперечной подачи – 3E711ВФ1.22.2. – 3E711ВФ1.22.2.
- Направляющая левая поперечная – 3E711В.13. – 3E711В.13.
- Ограждение – 3E711В.23. – 3E711В.23.
- Механизм поперечного реверса – 3E711ВФ1.24. – 3E711ВФ1.24.
- Механизм фиксации суппорта – 3E711В.27. – 3E711В.27.
- Механизм вертикальной подачи – 3E711ВФ1.32. – 3E711ВФ1.32.
- Смазка станка – 3E711В.72. – 3E711В.72.
- Кран – 3E711ВФ1.73.1. – 3E711ВФ1.73.1.
- Механизм отсчета поперечных перемещений – 3E711ВФ1.15. – 3E711ВФ1.15.
- Механизм ручного перемещения стола – 3Е711ВФ1.25.2. – 3Е711ВФ1.25.2.
- Гидростанция – 3Е711В.00.-01 – 3Е711В.00.-01
- Электрооборудование. Пульт управления – 3Е711ВФ1.84. – 3Е711ВФ1.84.
- Гидроцилиндр – 3Е711ВФ1.74. – 3Е711ВФ1.74.
- Головка шлифовальная – 3Е711ВФ1.30. – 3Е711ВФ1.30.
- Привод шлифовального круга – 3Е711ВФ1.18.1. – 3Е711ВФ1.18.1.
- Редуктор вертикальной подачи – 3Е711ВФ1.36. – 3Е711ВФ1.36.
- Установка смазки шлифовальной головки – 3Е711ВФ1.71.1. – 3Е711ВФ1.71.1.
- Охлаждение 3Е711ВФ1.60. – 3Е711АФ1.60.
- Сборник 3Е711ВФ1.61. – 3Е711ВФ1.61.
- Электрооборудование. Размещение на станке 3Е711ВФ1.80. – 3Е711АФ1.80.
- Электрооборудование. Блок поперечной подачи 3Е711ВФ1.81.1. – 3Е711ВФ1.81.1.
- Электрооборудование. Привод вертикальной подачи – 3Е711ВФ1.82. – 3Е711ВФ1.82.
- Электрооборудование. Размещение в шкафу – 3Е711ВФ1.83. – 3Е711АФ1.83.
- Электрошкаф – 3Е711ВФ1.86.1. – 3Е711ВФ1.86.1.
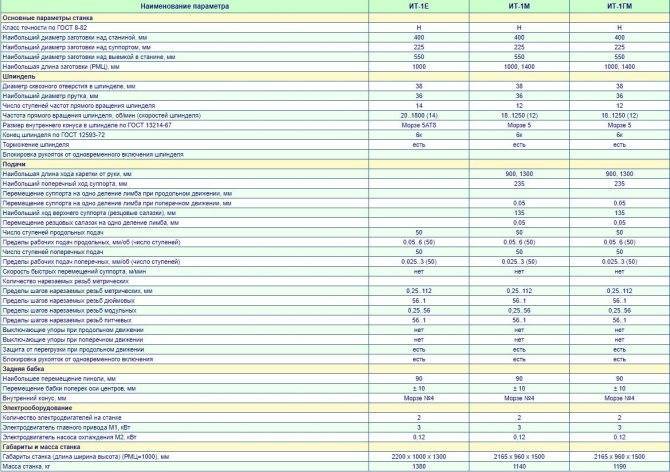
Технические характеристики
Основные характеристики токарного станка ИТ-1М:
- Максимальный диаметр, обрабатываемого изделия зависит от расположения: непосредственно над станиной – 400, над выемкой – 550, над суппортом – 225.
- В выемке максимальная длина обработки – 30 см.
- Параметры диаметра прутка, проходящего в отверстие шпинделя – 36 мм.
- Количество передач, чтобы переключать обороты шпинделя– 12.
- Ограничение длины заготовки – 140 см.
На станке обеспечивается вращение в прямом и обратном направлении. Основной привод агрегата имеет мощность 3 кВт и номинальную частоту вращения 1410 об/мин. Точность обработки – нормальная (Н).
Паспорт 3Л722А Станок плоскошлифовальный с прямоугольным столом и горизонтальным шпинделем
Наименование издания: Часть 1: Руководство по эксплуатации (3Л722А.000.000 РЭ) – 41 страницаЧасть 2: Электрооборудование станка – 21 страницаЧасть 3: Схемы электрические – 47 страницЧасть 4: РГ48-3Д722-02 Комплектный гидропривод (РГ48-3Д722-02.00.000 РЭ) – 46 страницВыпуск издания: —Год выпуска издания: 1990Кол-во книг (папок): 4Кол-во страниц: 155Стоимость: ДоговорнаяОписание: Полный комплект документации
Часть 2: Электрооборудование станка1. Краткая характеристика электрооборудования2. Сведения о системе питания электрооборудования 3. Первоначальный пуск станка4. Режимы работы станка5. Схема управления станком 6. Защита, сигнализация, блокировки 7. Обслуживание, наладкаПеречень элементов электрооборудования станка8. Перечень элементов электрооборудования станка9. Сведения о содержании драгоценных металлов в станке 10. Иллюстрации — Схема электрическая принципиальная управления поперечной подачей стойки — Схема электрическая принципиальная пускателя тиристорного (3Л722А.859.000) — Осциллограмма напряжений — Функциональная схема вертикальной подачи — Функциональная схема блока поперечной подачи — Схема электрическая принципиальная элемента Т-101 — Схема электрическая принципиальная элемента Т-102 — Схема электрическая принципиальная элемента Т-103— Схема электрическая принципиальная элемента Т-402 — Схема электрическая принципиальная элемента Т-403— Схема соединений проводов штепсельных разъёмов станка — Схема расположения элементов силового коммутатора (3Л722А.854.040)— Схема расположения элементов пускателя тиристорного (3Л722А.859.000)— Составные части станка и их соединения
Часть 3: Схемы электрические— Схема электрическая соединений комплектного гидропривода (РГ48-3Д722-02) — Схема электрическая соединений (3Л722А,В.850.000Э4) — Схема электрическая принципиальная силовая часть— Схема электрическая принципиальная— Схема электрическая принципиальная силового коммутатора управления шаговым двигателем — Схема электрическая принципиальная управления поперечной подачи стойки — Схема электрическая принципиальная блока реверса стола и стойки (3Л722А.858.000) — Пускатель тиристорный схема электрическая принципиальная (3Л722А.859.000)— Схема соединений проводов штепсельных разъёмов станка
Часть 4: РГ48-3Д722-02 Комплектный гидропривод (РГ48-3Д722-02.00.000 РЭ)1. Общие сведения об изделии2. Основные технические данные и характеристики — Габаритные и присоединительные размеры комплектного гидропривода РГ48-3Д722-023. Комплект поставки 4. Указания мер безопасности5. Состав, устройство и работа изделия и его составных частей — Схема электрическая соединений комплектного гидропривода РГ48-3Д722-02— Схема гидравлическая принципиальная комплектного гидропривода РГ48-3Д722-026. Порядок установки — Схема транспортирования комплектного гидропривода РГ48-3Д722-02— Схема гидравлическая принципиальная— Блок управления 7. Характерные неисправности и методы их устранения 8. Свидетельство о приёмке 9. Свидетельство о консервации 10. Свидетельство об упаковке 11. Указания по техническому обслуживанию эксплуатации и ремонту
Указания по эксплуатации, техническому обслуживанию и ремонту станка 3Л722В
Станки предназначены для эксплуатации в условиях УХЛ4 по ГОСТ 15150-69. Шлифовальный круг перед пуском в работу должен подвергаться правке. Условия, режим и инструмент согласно требованиям РТМ2 И77-9-79.
Шлифовальный круг должен балансироваться до и после правки.
Назначение режимов резания следует производить, исходя из характеристики круга, материала изделия, технических требований на обработку.
При черновом шлифовании рекомендуется работать с наивысшей глубиной резания, допускаемой кругом, изделием, станком.
При чистовом шлифования глубина резания выбирается очень малой. Это повышает точность и уменьшает шероховатость обрабатываемой поверхности.
Скорость изделия назначается, исходя из того, что увеличение ее улучшает отвод тепла, увеличивает производительность, уменьшает образование прижогов. При повышенных требованиях к шероховатости поверхности следует принимать меньшие значения скорости.
Шлифование с окружной скоростью круга выше 34,4 м/с на станке не допускается!
При эксплуатации станка и соблюдении профилактических мероприятий срок работы станка до первого капитального ремонта (период межремонтного цикла) равен II годам при двухсменной работе.
Категория ремонтной сложности станка:
- механической части — 24,
- электрической части — 46.
При демонтаже салазок необходимо открепить скобу гайки пары «винт-гайка» качения от салазок.
При замене электродвигателя привода шлифовального круга нужно произвести динамическую балансировку при помощи сухарей на диске и грузиков на вентиляторе электродвигателя.
Контроль балансировки и уровня вибрации следует производить в двух плоскостях (по задней и передней опоре ротора электродвигателя) по вертикальной, горизонтальной, продольной и поперечной осям.
Эффективные значения виброскорости не должны превышать 1,1 мм/с, двойная амплитуда 10 мкм.
При сборке полумуфты нужно ориентировать относительно друг друга по меткам.
Бабку шлифовальную в сборе с кругом необходимо динамически отбалансировать на стачке по вертикальной, горизонтальной, поперечной и продольной осям в плоскости передней опоры шпинделя с помощью грузиков на планшайбе шлифовального круга. Величина двойной амплитуды колебаний не должна превышать 5 мкм.


При монтаже и демонтаже стола необходимо обратить внимание на положение рейки и зубчатое колесо сельсина стола. Если при монтаже стола положение рейки и зубчатого колеса изменится, то наладку устройства дистанционного управления ходом стола следует производить в следующей последовательности:
- снять нижнюю панель пульта управления;
- проверить правильность соединения фаз сельсина-датчика и сельсина-приемника;
- предварительно немного отвернув пальцы на дисках, снять с сельсинов-приемников ограничители;
- ослабить винты крепления упора и передвинуть его вверх;
- нажать кнопку «Стол влево» и держать ее нажатой, пока стол не выйдет в крайнее левое положение. После этого, не отпуская кнопку «Стол влево», нажать кнопку «Стол стоп». Кнопку «Стол влево» отпустить;
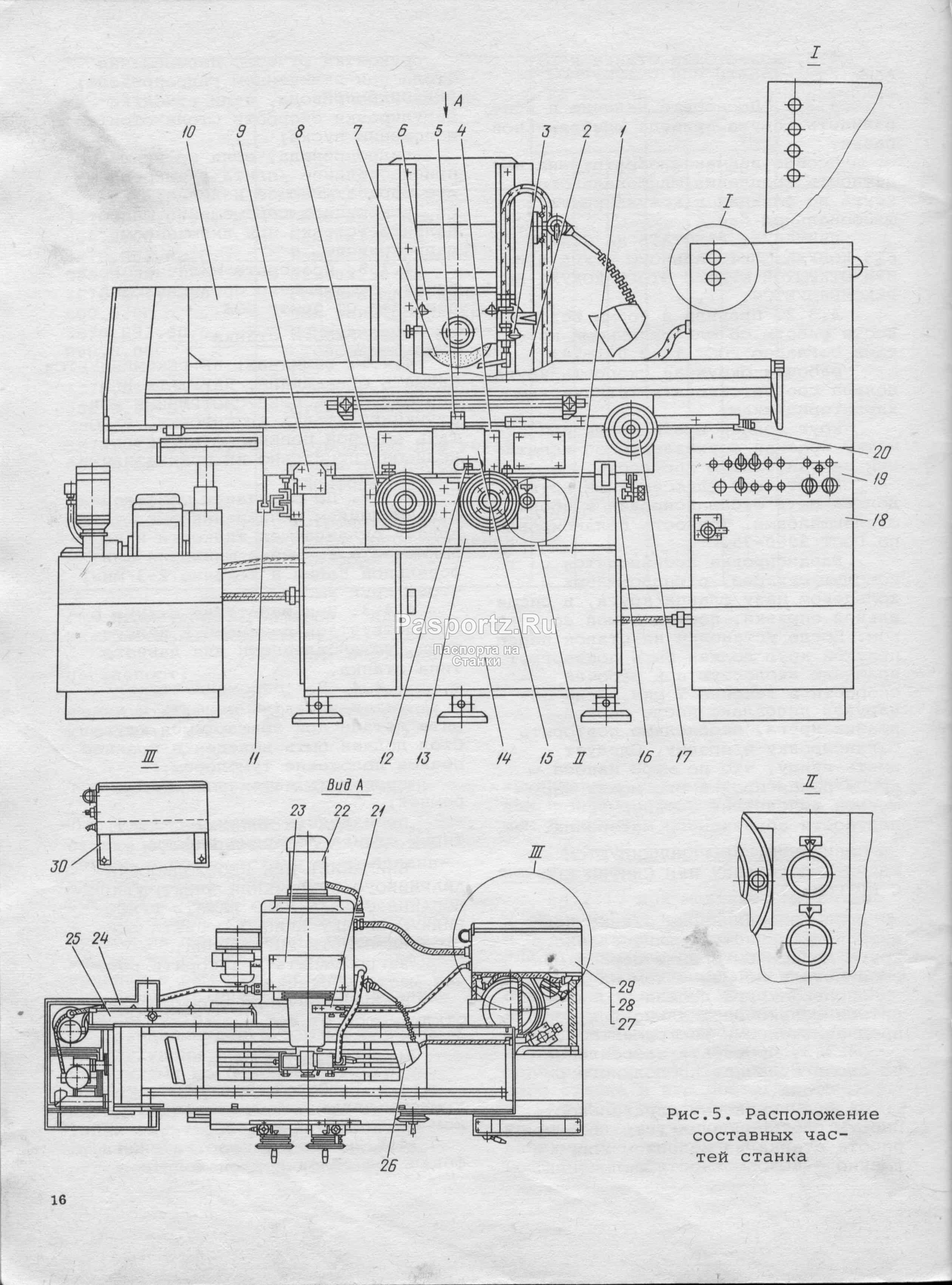
- вращая ротор сельсина-приемника убедиться, что за полный оборот лампа 15 (см.рис.5) половину времени горит, а половину времени погашена. После этого нужно вывести ротор сельсина-приемника в зону, где лампа погашена, и, вращая его по часовой стрелке, добиться загорания лампы. Это положение ротора сельсина-приемника «соответствует команде на реверс «Вправо»;
- аналогично провести операцию при настройке реверса стола «Влево»;
Проверить правильность настройки устройства.
Для этого установить с помощью переключателя дросселя минимальную скорость стола и нажать кнопку «Стол влево».
При правильной настройке должен совершаться автоматический реверс стола в настроенных точках;
Остановить стол. Удерживая роторы сельсинов от поворота, одеть диски в положении, когда пальцы касаются упора.
Ввертывая пальцы, застопорить диски. Упор опустить вниз и затянуть винты. Пустить стол. Реверс должен совершаться с выходом шлифовального круга из зоны зеркала стола.
Установить переключателем дросселя максимальную скорость стола.
При монтаже и демонтаже узлов поперечной подачи стойки необходимо провести наладку аналогично предыдущему пункту 10.10.
Для обеспечения параллельности оси шпинделя рабочей поверхности стола произвести регулировку при помощи клиньев 7 (см.рис.7). Момент затяжки клина не более 160 кгс.м.
Мой 3Е711В1, похождения — Плоскошлифовальные станки
Наконец с некоторыми приключениями приехал мой конструктор 3Е711В1. Разгрузили краном…первые впечатления были совсем неплохими Направляющие практически не работавшие и износа нет абсолютно никакого,есть небольшие пятнышки корозии на поперечных
Продольные вообще шикарные и девственно чистые
Но счастье было не долгим,попытки переместить шпиндельную бабку оказались безуспешными,маховик крутился очень туго,начав рассматривать механизм понял что винт вертикального перемещения который не должен вращаться просто проворачивается вместе с гайкой… Провернуть винт в гайке даже трубным ключом к успеху не привели.Разборка вскрыла такую красоту Короче винту с гайкой и частично редуктору полная…опа :cray: Снять винт не выкрутив его с гайки невозможно,раскрутить не удается,боюсь придется резать,но где найти новую пару? :unknw:
Вот думаю сейчас чего делать то? Приходилось ли кому встречаться с винтом и гайкой в запчастях? Он ведь здесь прецизионный,может покупать ШВП?Изменено 1 сентября 2012 пользователем kardan www.chipmaker.ru