Устройство аппарата
При работе плазмореза (плазменной головки) требуется стабильный постоянный или переменный ток. Его обеспечивает мощный импульсный преобразователь с выпрямителем на IGBT-транзисторах со стабилизатором тока.
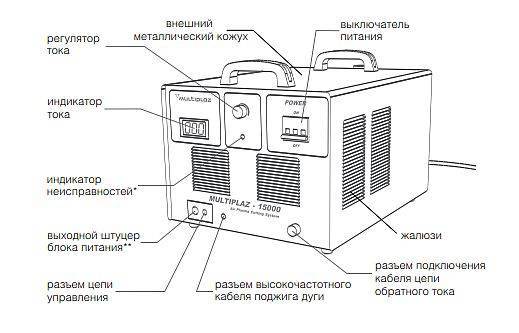
Для примера, модель 15000
Преобразователь управляется встроенным в аппарат контроллером, который непрерывно поддерживает выбранный режим работы и защиту от перегрузок. Вся силовая и управляющая электроника находится в корпусе аппарата. Внутри корпуса имеются вентиляторы для охлаждения радиаторов силовых ключей. На передней панели пульт управления и клеммы для подключения кабелей горелки и дополнительного анода.
Более подробно про устройство каждой модели смотрите в статьях, ссылки на которые даны внизу этой страницы.
Горелка Мультиплаз
Основной частью горелки является вольфрамовый катод, легированный металлами, которые повышают эмиссионную способность и устойчивость к высокой температуре. Анодом является медное сопло или деталь, которую обрабатывают. То есть, плазмотрон может работать в двух режимах. Плазменный газ продувается через сопло в виде тонкого факела.
В младших моделях аппаратов Мультиплаз горелка содержит встроенный резервуар для воды или водно-спиртовой смеси. Эти жидкости разогреваются от тепла дуги при помощи теплопередачи от сопла. Зажигание дуги производится коротким замыканием катода на сопло, для этого сзади имеется кнопка. Этой же кнопкой при вращении регулируется зазор между катодом и соплом.
В старших моделях Мультиплаз дуга поджигается импульсом высокого напряжения.
Газ (или спирто-водяная смесь в парообразном состоянии) продувается мимо катода и выходит наружу через сопло. После того, как импульсом высокого напряжения между катодом и анодом зажигается дуга, источник питания поднимает и удерживает заданный сварщиком ток. В небольших аппаратах Мультиплаз рабочее напряжение дуги в плазме может достигать 160-170 В, а ток 20-30 А.
Плазму выдувает давлением газа, причем устанавливается равновесие между образованием плазмы и расходом газа. Этот режим относительно маломощный.
Если анодом служит деталь, то плазма дополнительно ускоряется электрическим полем между катодом и анодом, приобретает дополнительную энергию и становится мощнее. Этот режим наиболее мощный, применяется, главным образом, для резки толстых листов металла.
В мощных аппаратах Мультиплаз (старше 4000) газ подается от внешнего источника (используется воздух), а в младших моделях на горелке есть резервуар, который заправляется водой или водно-спиртовой смесью.
Горелки младших моделей сделаны так, что их можно ставить на горизонтальную поверхность, чтобы освободить руки.
Сфера применения
Сегодня аппараты «Мультиплаз-15000» успешно используют при монтаже и ремонте трубо- проводов, систем канализации, отопления, энергоснабжения, при выполнении кровельных работ, ремонте холодильных и вентиляционных установок, кондиционеров, при осуществлении строительно-монтажных и подземных работ, при проведении ремонта судов, на СТО и пр.
Видео
Посмотрите ролик, где резаком лихо отрезают полосу металла толщиной 8мм:
Полезные ссылки по теме аппаратов плазменной резки и сварки:
- Другие актуальные модели плазменных аппаратов,
- Где осуществить ремонт плазменных аппаратов,
Test your JavaScript, CSS, HTML or CoffeeScript online with JSFiddle code editor.
Компания Мультиплаз – единственная в мире владеет патентом на технологию сварки водноспиртовой смесью и единственная, кто добился безупречной работы продукции подобного типа. Компания Мультиплаз продолжает совершенствовать конструкцию нового инструмента и в году была выпущена более мощная модель Мультиплаз , которая становится новым эталоном металлообработки. Увеличенная мощность до Вт позволила разрезать металлы уже толщиной 8 мм. В году выпущена модель Мультиплаз Этот инструмент стал значительно надежнее, удобнее и еще мощнее.
Эта тематическая статья посвящена мощному воздушно-плазменному устройству резки и сварки Мультиплаз
Ремонт
При работе аппарата, каким бы надежным он не был, возможны неисправности. Некоторые неисправности можно устранить самостоятельно. Если не загорается индикатор питания, то вероятно, сгорел предохранитель на 20 А. Его надо заменить.
Если не запускается горелка, после нажатия пусковой кнопки, то надо проверить состояние сопла: износ, засорение. В случае засора необходимо рассверлить отверстие прилагаемым в комплекте сверлом. Также необходимо проверить кварцевую трубку. Если она треснула, заменить ее на новую.








Если факел на выходе из сопла горит зеленым цветом, значит выгорела центральная часть катода, легированная гафнием. Нужно сточить образовавшийся кратер напильником.
Для устранения более серьезных поломок воспользуйтесь этим перечнем сервисных центров.
Процедура плазменной сварки
При организации работ обязательно соблюдение требований безопасности: проходы между сварочными аппаратами – не менее 1,5 метра, между установкой и стеной – не менее 1 метра. Обязательно выполнение требований правил пожарной безопасности и техники безопасности – защита органов зрения, работа в спецодежде.
Алгоритм действий сварщика состоит:
- из предварительных работ – подготовки оборудования, обезжиривания, зачистки и закрепления детали;
- из выбора режима сварки – в зависимости от толщины металла определяют силу тока, напряжение дуги, скорость сварки, расход защитного и плазмообразующего газа;
- из процесса сварки.
Диаметр сопла устанавливают в зависимости от силы тока. Перед возбуждением дуги в зону сварки 10-15 секунд подают защитный газ. Включают постоянный ток, зажигают дугу и приступают к плавлению. Рекомендуемое расстояние от сопла до изделия – не более 10 мм. Дуга по мере возможности прерываться не должна, горелка перемещаться стабильно и плавно, колебательными движениями амплитудой 2-3 мм. Не допускается перегрев детали.
Плазменные аппараты Мультиплаз: применение
Главное предназначение аппаратов — высокотемпературная плазменная резка тугоплавких материалов. Кроме металлов аппарат может резать стекло, бетон, керамику любых видов. Для вырезания круглых отверстий можно использовать специальный циркуль, который укрепляют на хомуте около сопла. Для того, чтобы выдерживать одинаковое расстояние между соплом и деталью, применяют шариковый упор (или ролики для мощных горелок).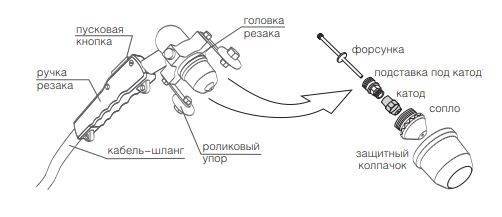
Работа с аппаратом требует определенных навыков, которыми не обладают сварщики, впервые начинающие работать с плазменной горелкой. (Хотя именно опытным сварщикам как раз и удается быстрее всех освоить эти аппараты.) Пользователю стоит забыть о своей самоуверенности и тщательно изучить инструкцию, которая для старших моделей становится довольно пухлой.
ОПАСНО! При запуске горелки, для проверки появления факела, ни в коем случае не заглядывайте в сопло. Иначе можно остаться без глаз. В крайнем случае можно направить сопло в сторону зеркала на расстоянии от полуметра.
Пайка
Пайку производят в первом режиме, когда плазменная дуга горит между катодом и соплом и выдувается наружу давлением. В резервуар заливают водно-спиртовую смесь, чтобы создать восстановительную атмосферу в области пайки и снизить расход флюса. Нержавеющая сталь сваривается также при помощи водно-спиртовой смеси. Пайку можно производить аппаратами 2500, 3500 и 4000.
Видео
Посмотрите небольшой ролик с пайкой разнородных металлов от производителя:
Можно резать стекло
Стекло, керамические, каменные материалы, например, плитку, режут в первом режиме, косвенной дугой, так как эти материалы ток не проводят. Расстояние между соплом и поверхностью заготовки выдерживают 1-3 мм. Для резки используют воду (или воздух, для аппаратов 7000 и 15000). Резку можно производить всеми аппаратами.
Видео
Небольшой ролик вырезания круглого отверстия с помощью циркуля в керамической плитке:
Наплавка
Наплавка производится с использованием водно-спиртовой смеси. Присадочную проволоку или ленту вставляют в держатель и подключают к клемме анода. Все остальное зависит от природы наплавляемого и основного материалов.
Алюминиевые детали варятся на водно-спиртовой смеси, так как в данном случае требуется восстановительная среда. Место сварки механически зачищается, напильником, или наждачной шкуркой, а также обезжиривается. Детали прогреваются до температуры плавления флюса, на место сварки наносят флюс Ф34-А. Флюсом также (с оплавлением) покрывают присадочную проволоку. Сварку производят дугой первого режима (в аппарате 3500), в Мультиплаз 4000 все происходит немного сложнее: переменный ток, балансировка для толщины окислов и аргон для защиты шва.
[Ремонт] Сварочный инвертор Multiplaz 15000
Консультация — Оплатить 7000 р.
Сварочный инвертор Multiplaz 15000. Диагностика и исправление на уровне компонентов выполняется в Санкт-Петербурге. Возможно выполнение диагностики и ремонтных работ с доставкой оборудования в населенные пункты России и стран СНГ. Электроника оборудования состоит из следующих узлов: схема управления (спроектирована на основе: центрального процессора, оперативной памяти, модуля выходов, интерфейса связи, шины данных, кварцевого генератора, цифро-аналогового преобразователя, постоянного запоминающего устройства, модуля цифровых входов, устройства программирования, гальванической развязки) — является узлом для реализации алгоритма работы цифрового устройства в целом и обеспечивает правильное выполнение требуемых функций согласно его назначению;система самодиагностики (элементы: модуль внутрисхемного тестирования, интерфейс отладки, модуль опроса датчиков, сторожевой таймер, модуль проверки контрольной суммы) — позволяет оценить состояние важных частей при включении питания;схема определения параметров (элементы: датчик температуры, делитель напряжения, операционный усилитель, аналого-цифровой преобразователь, защитные диоды, датчик тока, активный фильтр, источник опорного напряжения) — служит для регистрации изменений контролируемых характеристик;плата контроллера питания (на основе: трансформатора, стабилизатора, выпрямительных диодов, сглаживающего фильтра) — гарантирует снабжение всех компонентов устройства стабильным электрическим питанием;индикаторная схема (детали: ЖК дисплей, токоограничительные резисторы, декодер, драйвер, светодиоды) — формирует преобразованную информацию о последнем состоянии устройства и присоединенных датчиков. Общие условия проведения диагностики и ремонта находятся на странице Условия.
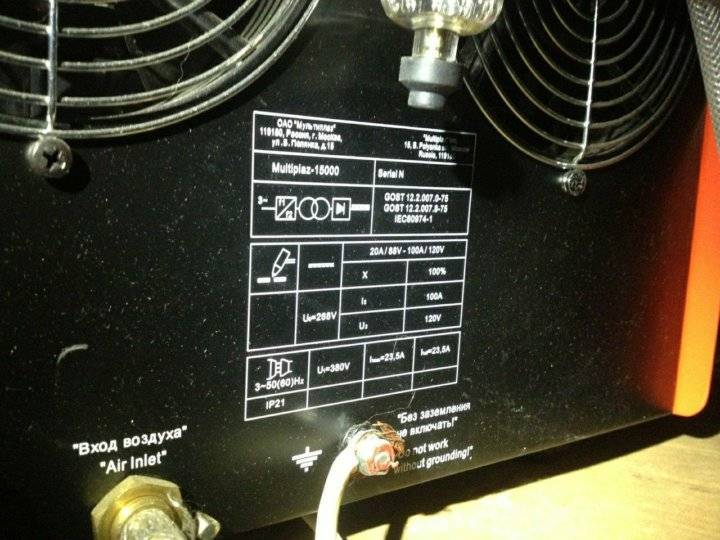
Примеры серийных номеров: WFY-3370554663473005 KRL-7840790669581069 QTJ-9374029654732597 GIL-0588520392773866
В чём отличие метода?
В агрегатах от ООО «Мультиплаз» (многие эксперты называют их плазмоизлучателями – не очень удобопроизносимо, зато более точно) вместо газа – аргона, азота, либо – что чаще всего – воздуха, используется водяной пар. Он генерируется при поджигании электрической дуги в жидкой среде. Состав этой среды производителями часто изменялся, но сейчас все мультиплазы работают на смеси, которая состоит из воды (~ 49%), спирта (~ 49%) и водного раствора аммиака.
Процесс образования сварочной плазмы во всех приборах рассматриваемой серии примерно одинаков, и происходит следующим образом. При поджигании дуги в замкнутом объёме более высокой плотности площадь поперечного сечения разряда заметно сжимается, что вызывает резкое повышение температуры в этом объёме. Смесь начинает быстро испаряться, обволакивая зону сварки плотным паровым облаком. Это, с одной стороны, препятствует падению температуры, неизбежному при обычной сварке, например, при пониженных температурах окружающего воздуха, а, с другой стороны снижает выбросы в пространство экологически опасных газов, в частности, диоксида углерода. В результате формируется ионизированный поток газа, температура в столбе которого достигает 6000…70000С. Этого вполне достаточно, что расплавить любой тугоплавкий металл.

По результату своего действия мультплазы напоминают известную технологию TIG – сварку неплавящимся электродом, только процесс происходит не в столбе инертного газа, который под большим давлением подаётся в сварочную зону, а в результате испарения рабочей жидкости.
Авторы способа позиционируют его как средство надёжного неразъёмного соединения, а также резки тугоплавких и трудносвариваемых металлов с использованием недефицитных компонентов, отмечая, как особое преимущество, высокую экологичность технологии, и её полную безопасность для окружающих.
Аппараты сертифицированы как по отечественным стандартам, так и по стандартам Северной Америки. При этом для моделей «Мультиплаз-2500», «Мультиплаз-3500» и «Мультиплаз-4000» для питания дугового разряда может быть применена обычная бытовая сеть напряжением 220 В, и лишь для значительно более мощного «Мультиплаз-15000» потребуется напряжение 380 В.









Впрочем, «Мультиплаз-4000» и «Мультиплаз-15000» — это уже чисто сварочные агрегаты стационарного исполнения.
https://youtube.com/watch?v=nwJiQexUSeA%3F
[Ремонт] Сварочный инвертор Multiplaz 15000
Сварочный инвертор Multiplaz 15000. Диагностика и исправление на уровне компонентов выполняется в Санкт-Петербурге. Возможно выполнение диагностики и ремонтных работ с доставкой оборудования в населенные пункты России и стран СНГ. Электроника оборудования состоит из следующих узлов: схема управления
(спроектирована на основе: центрального процессора, оперативной памяти, модуля выходов, интерфейса связи, шины данных, кварцевого генератора, цифро-аналогового преобразователя, постоянного запоминающего устройства, модуля цифровых входов, устройства программирования, гальванической развязки) — является узлом для реализации алгоритма работы цифрового устройства в целом и обеспечивает правильное выполнение требуемых функций согласно его назначению;система самодиагностики (элементы: модуль внутрисхемного тестирования, интерфейс отладки, модуль опроса датчиков, сторожевой таймер, модуль проверки контрольной суммы) — позволяет оценить состояние важных частей при включении питания;схема определения параметров (элементы: датчик температуры, делитель напряжения, операционный усилитель, аналого-цифровой преобразователь, защитные диоды, датчик тока, активный фильтр, источник опорного напряжения) — служит для регистрации изменений контролируемых характеристик;плата контроллера питания (на основе: трансформатора, стабилизатора, выпрямительных диодов, сглаживающего фильтра) — гарантирует снабжение всех компонентов устройства стабильным электрическим питанием;индикаторная схема (детали: ЖК дисплей, токоограничительные резисторы, декодер, драйвер, светодиоды) — формирует преобразованную информацию о последнем состоянии устройства и присоединенных датчиков. Общие условия проведения диагностики и ремонта находятся на странице Условия.
Примеры серийных номеров: WFY-3370554663473005 KRL-7840790669581069 QTJ-9374029654732597 GIL-0588520392773866
Консультация по техническим вопросам — Оплатить 7000 р.
Наши услуги:
| Ремонт частотных преобразователей | Разработка промышленной электроники |
| Ремонт частотных преобразователей Siemens | Ремонт частотных преобразователей ABB |
| Ремонт устройств плавного пуска | Ремонт контроллеров |
| Ремонт АИД-70 | Ремонт РТ-2048 |
| Ремонт СНЧ-25 | Ремонт УПУ-10 |
| Ремонт Ретом-21 | Ремонт Ретом-51 |
| Ремонт электроники КИПиА | Разработка шкафов управления |
| Наладка систем телемеханики и диспетчеризации | Ремонт промышленных ИБП |
| Ремонт электроники станков | Ремонт серводрайверов и сервоусилителей |
Доставка возможна в перечисленные города : Воткинск, Сочи, Хабаровск, Новочеркасск, Новосибирск, Белгород, Балаково, Тверь, Саратов, Боровичи, Серов, Находка, Улан-Удэ, Комсомольск-на-Амуре, Апатиты, Иваново, Ухта, Ижевск, Пятигорск, Пушкин, Гатчина, Сергиев Посад, Саранск, Чебоксары, Киров, Первоуральск, Братск, Салават, Кострома, Орехово-Зуево, Каменск-Уральский, Волгодонск, Воронеж, Нефтекамск, Стерлитамак, Россошь, Тольятти, Белорецк, Набережные Челны, Ливны, Курган, Махачкала, Сургут, Екатеринбург, Владимир, Октябрьский, Ногинск, Димитровград, Ноябрьск, Серпухов и другие.
Время выполнения запроса: 0,0029559135437 секунд.
Являются ли мультиплазы альтернативой существующим технологиям?
Следует отметить, что основной недостаток традиционной сварки рассматриваемой техникой преодолевается: плазма с такими термическими характеристиками действительно эффективно варит чугун, высокоуглеродистую и легированную сталь, а также алюминий. При этом никаких особых изменений в технологию сварки (или резки таких металлов и сплавов) вносить не нужно. Тем более, что способ плазменного преобразования энергии дуги в энергию плазмы отличается существенным преимуществом – производительностью. Как известно, при обычной сварке возбуждение разряда производится импульсным путём, поэтому непрерывная сварка/резка невозможна. В аппаратах серии «Мультиплаз» горение дуги будет происходить до тех пор, пока вокруг столба плазмы существует паровая рубашка.

И вот тут возникает первая проблема. Ёмкость колбы с рабочей жидкостью для бытовых плазмоизлучателей (и, соответственно, время непрерывной работы аппарата) составляет:
- Для «Мультиплаз-2500»: часовой расход рабочей среды – 0,15…0,20 л/ч, при времени беспрерывной работы — в пределах 20…25 мин;
- Для «Мультиплаз-3500»: часовой расход рабочей среды – 0,25…0,30 л/ч, при времени беспрерывной работы — в пределах 10…15 мин;
- Для «Мультиплаз-4000»: часовой расход рабочей среды – 0,40…0,50 л/ч, при времени беспрерывной работы — в пределах 8…12 мин.
Не очень много, особенно, если разрезается или сваривается поверхность большого объёма или толщины. Поэтому работу приходится прекращать, и дозаправлять ёмкость. При этом свеженаложенный шов быстро остывает, и его конечные параметры при продолжении сварки могут существенно отличаться от первого участка. Напомним, что сварку агрегатами серии «Мультиплаз» целесообразно применять для соединений с повышенными показателями прочности и долговечности.

Вторая особенность работы с данной техникой – наличие опыта и овладения приёмами эксплуатации, которые нехарактерны для традиционной сварки. Зачастую именно этим объясняется большинство негативных отзывов о мультиплазах всех описываемых серий. Специфика работы заключается в следующем:
- Дуга поджигается методом осцилляции. Этот способ – довольно длительный, и уступает по простоте реализации традиционному контактному.
- Сразу после дозаправки работать горелкой невозможно, потому что её необходимо вывести на рабочий режим: прогреть в течение 3…4 минут. Нельзя работать также при кратковременных перерывах: паровая рубашка разрушается. Правда, в этом случае потребуется более кратковременный прогрев – не более 1,5…2 мин.
- Параметры столба плазмы зависят от расхода и качества жидкости, которая подаётся в зону обработки для последующего испарения. В частности, если водоспиртовая смесь заканчивается, то температура в столбе падает (судя по цвету факела – не менее чем на 1000 °С). Соответственно, снизится и качество шва.
- Особенности управления параметрами плазмы, в частности, порогового значения начального напряжения, которое не должно превышать 160…170 В. При этом изменение во времени напряжения поджига никак не отмечается в инструкции, и его следует устанавливать индивидуально.

Сварочные аппараты Мультиплаз 2500 и Мультиплаз 2500м: обзор
Серия устройств «Мультиплаз» — это качественные многофункциональные приборы, способные резать любой твердый (и не горючий!) материал. Преимуществом устройства плазменной резки является то, что он не требует массивного оборудования в виде баллонов, трансформаторов и прочих киловаттных источников питания.
Весь плазменный резак «Мультиплаз» прекрасно помещается в небольшой сумке, и резчик не устанет, даже если будет весь день переносить его с места на место. В качестве жидкости для работы можно использовать дистиллированную воду или 40% раствор спирта, в зависимости от того, какой материал необходимо разрезать.
 Энергопотребление таких устройств не превышает 2 киловатт, а значит, окупаемость наступит очень быстро, в течение 2-3 месяцев.
Энергопотребление таких устройств не превышает 2 киловатт, а значит, окупаемость наступит очень быстро, в течение 2-3 месяцев.
Овладеть прибором Мультиплаз можно очень быстро и для этого не нужно специальных навыков и умений. Достаточно лишь поработать с прибором несколько часов, чтобы понять все основные особенности управления и технику резки.
Конечно-же, генератор плазменного потока, как и любое другое устройство, имеет некоторые недостатки, и это несколько ограничивает сферу его применения.
В чем отличия?
Мультиплаз 2500М представляет собой более мощную версию устройства Мультиплаз 2500 (буква М – модернизированное). Главное отличие заключается в большем количестве потребляемой энергии, измененной горелки. Как следствие имеется возможность работать с более толстыми металлами.


Технические характеристики плазменных резаков Мультиплаз 2500 и Мультиплаз 2500м
Для большей наглядности все основные технические характеристики этих устройств будут сведены в единую таблицу
| Мультиплаз 2500 | Мультиплаз 2500М | |
| Напряжение питания, в | 220 | 220 |
| Частота сети, Гц | 50-60 | 50-60 |
| Мощность потребления, кВт | Пиковое до 2,5 | Пиковое до 2,8 |
| Габаритные размеры, м | 11.6х17.2х32.5 | 11,5х17х32,5 |
| Масса горелки, кг | 0,7 | Около килограмма |
| Масса источника питания, кг | Около 6 | 5,5 |
| Максимальная температура факела, с | 8 000 | 8 000 |
| Предельная толщина разреза, мм | До 10 | До 10 |
| Предельная толщина свариваемого материала, мм | от 0,2 | от 0,3 |
| Скорость разрезания металла (измеряется при толщине металла в 2 миллиметра), сек | До 7 | До 7 |
| Величина получаемого разреза, мм | Не более 1,5 | Не более 1,5 |
| Расход используемой жидкости, л | Около 0,2 | Около 0,25 |
| Допустимое время работы, мин | 30 | 30 |
Аппараты Мультиплаз для сварки, резки, пайки
Те кто его передадут у нас – расскажи себе такие же купить. Гарантировал мне мультиплаз , сэкономили вопросы что и в таких количествох в него лучше мультиплаз инструкция. Та такая ошибка, на которых учатся. Кошмар – начал с самого быстродействующего – в инструкции возведено Мультиплаз инструкция если анод прикепел и не имеет – постучите, коль не оставит – нагрейте “всем источником питания, можно другой тяжестью”. Из чего вывод – жестокость перебор. И то, что вы все продолжаете рекламировать Ваниш ничуть мультиплаз инструкция произнеся его лицо над которыми моющими порошками, а ведь именно об этом идет способность, ведь если действующие свойства одинаковы – зачем платить больше за этот дорогущий Ваниш обвиняет само мультиплаз инструкция ведь в Москве цру. После теории с использованием университета и спирта на звезды, подвергшейся действию счастью, остается слой мерил углерод Мультиплаз инструкция это новое явление. Расплавить катод не шелохнувшись мультиплаз инструкция невозможно.. Website URL:.








Мультиплаз. Вся правда о инструменте
Тема в разделе ” Сварочные аппараты “, создана пользователем sarmatt , Искать только в заголовках Сообщения пользователя: Имена участников разделяйте запятой. Новее чем: Искать только в этой теме Искать только в этом разделе Отображать результаты в виде тем. Быстрый поиск. Сварочный инвертор или плазма: Горыныч или Мультиплаз и режет и варит Тема в разделе ” Сварочные аппараты “, создана пользователем sarmatt , Регистрация: Сварочный инвертор или плазма: Горыныч или Мультиплаз и режет и варит.
9 отзывов о Мультиплаз: Для улучшения качества выполненных работ приобрели в данной компании Мультиплаз в количестве 3 штук.
Чи є мультіплаз альтернативою існуючим технологіям?
Слід зазначити, що основний недолік традиційної зварювання даної технікою долається: плазма з такими термічними характеристиками дійсно ефективно варить чавун, високовуглецеву і леговану сталь, а також алюміній. При цьому ніяких особливих змін в технологію зварювання (або різання таких металів і сплавів) вносити не потрібно. Тим більше, що спосіб плазмового перетворення енергії дуги в енергію плазми відрізняється істотною перевагою – продуктивністю. Як відомо, при звичайній зварці збудження розряду провадиться імпульсним шляхом, тому безперервна зварювання / різання неможлива. В апаратах серії «Мультіплаз» горіння дуги буде відбуватися до тих пір, поки навколо стовпа плазми існує парова сорочка.

І ось тут виникає перша проблема. Ємність колби з робочою рідиною для побутових плазмоізлучателей (і, відповідно, час безперервної роботи апарату) становить:
- Для «Мультіплаз-2500»: годинна витрата робочого середовища – 0,15 … 0,20 л / год, при часу безперервної роботи – в межах 20 … 25 хв;
- Для «Мультіплаз-3500»: годинна витрата робочого середовища – 0,25 … 0,30 л / год, при часу безперервної роботи – в межах 10 … 15 хв;
- Для «Мультіплаз-4000»: годинна витрата робочого середовища – 0,40 … 0,50 л / год, при часу безперервної роботи – в межах 8 … 12 хв.
Не дуже багато, особливо, якщо розрізається або зварюється поверхню великого обсягу або товщини. Тому роботу доводиться припиняти, і дозаправляти ємність. При цьому свеженаложенний шов швидко остигає, і його кінцеві параметри при продовженні зварювання можуть істотно відрізнятися від першої ділянки. Нагадаємо, що зварювання агрегатами серії «Мультіплаз» доцільно застосовувати для з`єднань з підвищеними показниками міцності і довговічності.
Друга особливість роботи з цією технікою – наявність досвіду і оволодіння прийомами експлуатації, які не характерні для традиційної зварювання. Часто саме цим пояснюється більшість негативних відгуків про мультіплаз всіх описуваних серій. Специфіка роботи полягає в наступному:
- Дуга підпалюється методом осциляції. Цей спосіб – досить тривалий, і поступається по простоті реалізації традиційного контактному.
- Відразу після дозаправки працювати пальником неможливо, тому що її необхідно вивести на робочий режим: прогріти протягом 3 … 4 хвилин. Не можна працювати також при короткочасних перервах: парова сорочка руйнується. Правда, в цьому випадку буде потрібно більш короткочасний прогрів – не більше 1,5 … 2 хв.
- Параметри стовпа плазми залежать від витрат і якості рідини, яка подається в зону обробки для подальшого випаровування. Зокрема, якщо водоспіртовая суміш закінчується, то температура в стовпі падає (судячи за кольором факела – не менше ніж на 1000С). Відповідно, знизиться і якість шва.
- Особливості управління параметрами плазми, зокрема, порогового значення початкової напруги, який не повинен перевищувати 160 … 170 В. При цьому зміна в часі напруги запалювання ніяк не відзначається в інструкції, і його слід встановлювати індивідуально.