Диаметры резьбы
Это важнейший параметр, которым определяется метрическая резьба. Некоторые сведения отражены в таблице.
| № | Вид диаметра | Обозначение | Описание |
| Наружная | |||
| 1 | наружный | D | соответствует диаметру цилиндра, который условно описывается по вершинам (выступам) |
| 2 | внутренний | D1 | это диаметр цилиндра, условно описанного вокруг впадин |
| Внутренняя | |||
| 1 | наружный | d | соответствует диаметру цилиндра, который условно описывается по впадинам |
| 2 | внутренний | d1 | это диаметр цилиндра, условно описанного вокруг вершин (выступов) |
Кроме того рассматриваемый тип крепежного соединения определяется диаметрами:
- Средний (D2 – для наружной; d2 – для внутренней) – диаметр условного цилиндра, расположенного соосно с резьбой, все образующие которого пересекаются с ее профилем так, что получающиеся при пересечении с резьбовой канавкой отрезки, равняются половине ее номинального шага.
- Номинальный – это диаметр, используемый при обозначении на чертежах, в справочных материалах и другой документации; он характеризует ее размеры. Его величина равна величине наружного диаметра.

В ГОСТ 24705-2004 приведены стандартизированные значения перечисленных диаметров.
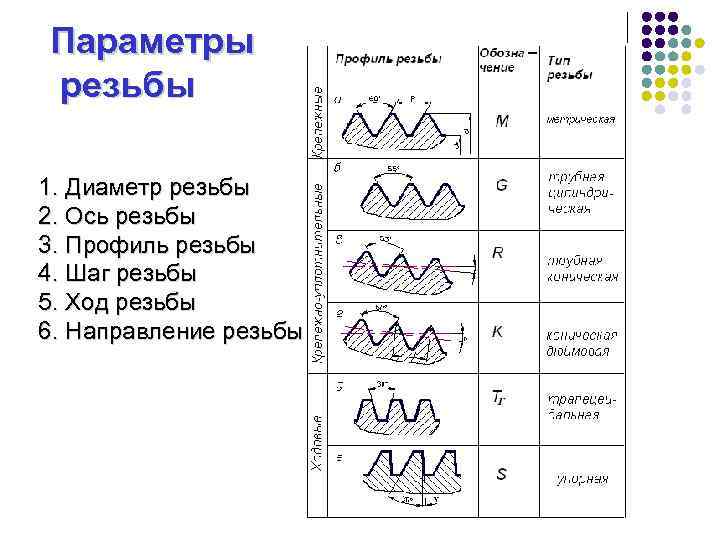
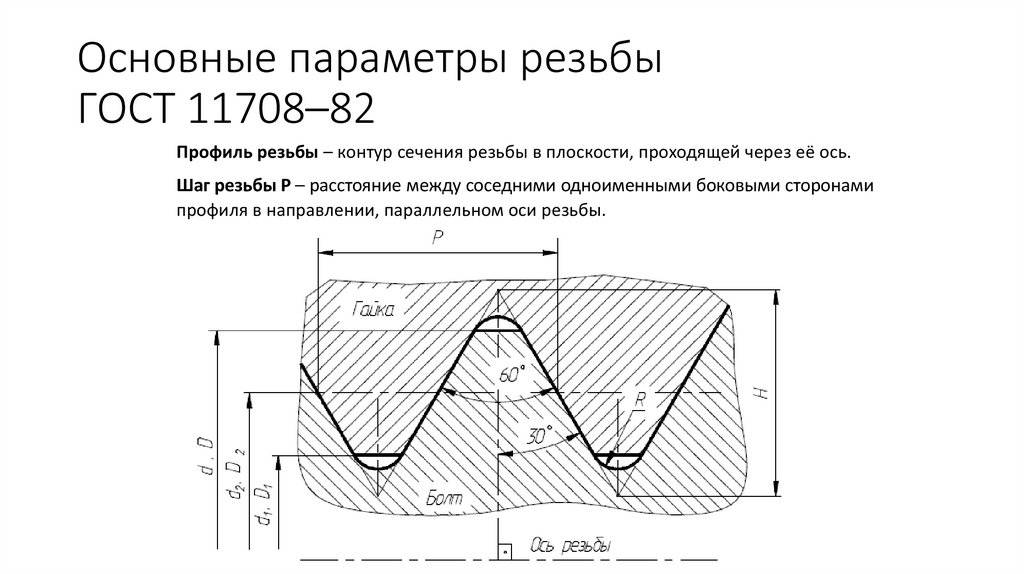
Профиль резьбы
Под профилем следует понимать контур сечения, который имеет виток резьбового соединения в проходящей через его ось плоскости. Иными словами, это геометрическая фигура, получаемая в плоскости, которая проходит через ось. Резьбы классифицируются на:
- треугольные;
- трапецеидальные;
- прямоугольные;
- круглые;
- упорные.
| Вид | Форма и размеры профиля | Типы | Применение |
| Треугольная | Равнобедренный треугольник: · у метрической – угол при вершине 60°; · у дюймовой – 55°; · у трубной — 55°. Высота: H1 = 0,5p · tg(60) * | · метрические; · дюймовые; · трубные | 1. метрическая – основной вид соединений; 2. дюймовая – в современных изделиях применение не допускается; 3. трубная – герметичное соединение труб и арматурных деталей трубопроводов. |
| Трапецеидальная | Равностороння трапеция с углом 30°. Высота: H1 = 0,5p | · однозаходная (образуется одним выступом); · многозаходная | Передача движений (вращательно-поступательных и вращательных) в тяжело нагруженных соединениях. |
| Прямоугольная | Нестандартный профиль в виде квадрата или прямоугольника | — | Грузовые, ходовые винты – для передачи движения в тяжело нагруженных крепежных соединениях. Обязательно указание всех размеров соединения на чертежах. |
| Круглая | Закругленный профиль из дуг, которые связаны прямолинейными участками, угол профиля 60° | — | Преимущества – продолжительный срок службы и высокое сопротивление при нагрузках. Используется на деталях: · которые часто свинчиваются; · работают в средах с высоким загрязнением; · на тонкостенных элементах деталей, где резьба накатана или выполнена штамповкой. Пример использования: стяжки в вагонах, арматура пожарной техники, цоколь электролапмы. |
| Упорная | Неравнобочная трапеция, угол рабочей стороны 3°, нерабочей – 30°. Высота: H1 = 0,75p | · однозаходная; · многозаходная | В домкратах, прессах – для передачи значительных усилий, которые действуют в одном направлении. |
Примечание: *р – шаг
Выбор профиля оказывает влияние на показатели прочности, технологичности и силы трения в крепежном соединении.
Ход и шаг
Важными резьбовыми элементами являются:
- Шаг. Этот параметр представляет собой расстояние, на котором расположены одноименные точки профиля в направлении, параллельном оси. Это участок, который разделяет одноименные точки на двух соседних витках. Обозначается буквой «Р». Исходя из размера диаметра изделия, используются соединения с шагами:
Для изделий диаметром менее 68 мм применяются резьбы с крупными и мелкими шагами. Только с мелкими шагами нарезаются резьбы на изделия диаметром более 68 мм.
Ход резьбы. Под этим определением следует понимать отрезок, длиной равной расстоянию по направлению, параллельному оси резьбы, между двумя одинаковыми точками на рядом расположенных витках одного захода. Обозначается Ph. Он равен у:
однозаходной – шагу, т.е. Ph=P;
многозаходной – произведению количества заходов на длину шага, т.е. Ph=nP.
Шаг указывается на маркировке, также его можно определить из параметрических таблиц. Крупные шаги, они являются основными, на маркировке не указываются. Также шаг определяется путем:
- измерения резьбовыми калибрами (резьбомерами);
- сопоставления резьб различных деталей между собой;
- ввинчивания во внутреннюю резьбу наружной, при этом не должно быть сопротивления ввинчиванию;
- измерения с помощью штангенциркуля хода и деления полученного значения на число заходов.

Для измерения шага рекомендуется использовать болт, а не гайку, потому что есть возможность контролировать процесс измерений визуально. Цель определения шага – правильный выбор инструмента для нарезания или сверла под отверстие для резьбы.
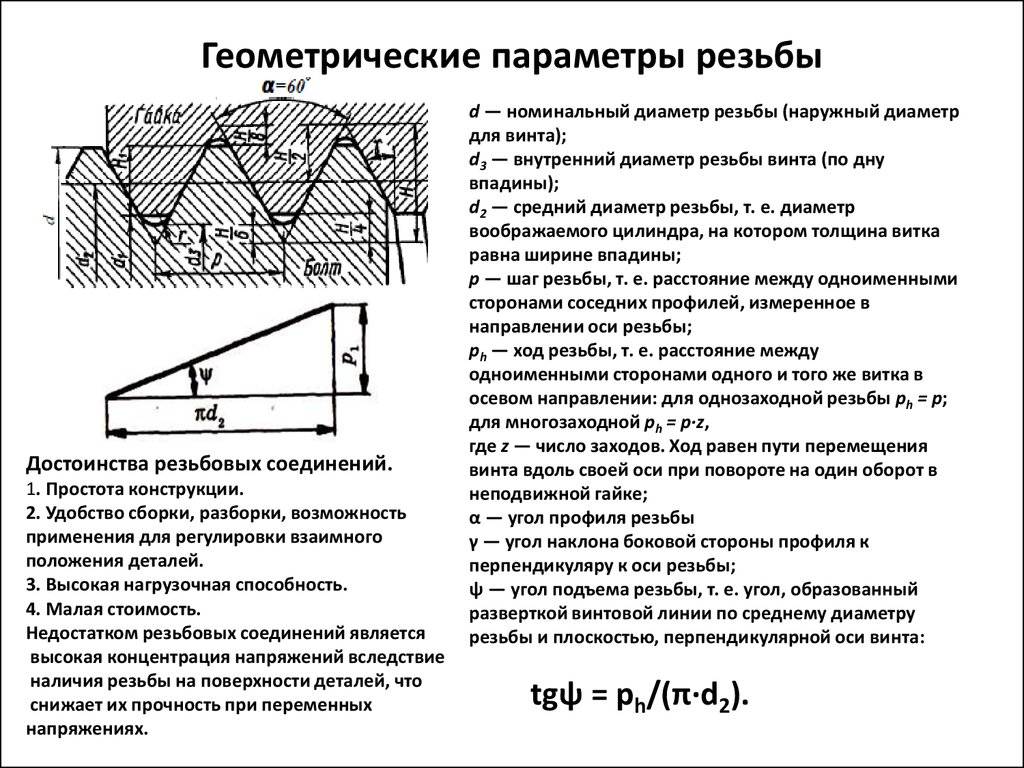
Другие параметры
Резьба, кроме рассмотренных выше, определяется параметрами:
- Угол подъема резьбы. Это угол (ψ), который образуется между касательной к винтовой линии и плоскостью, проходящей перпендикулярно осевой линии резьбы. Его определение осуществляется по формуле:
- для однозаходных
для многозаходных
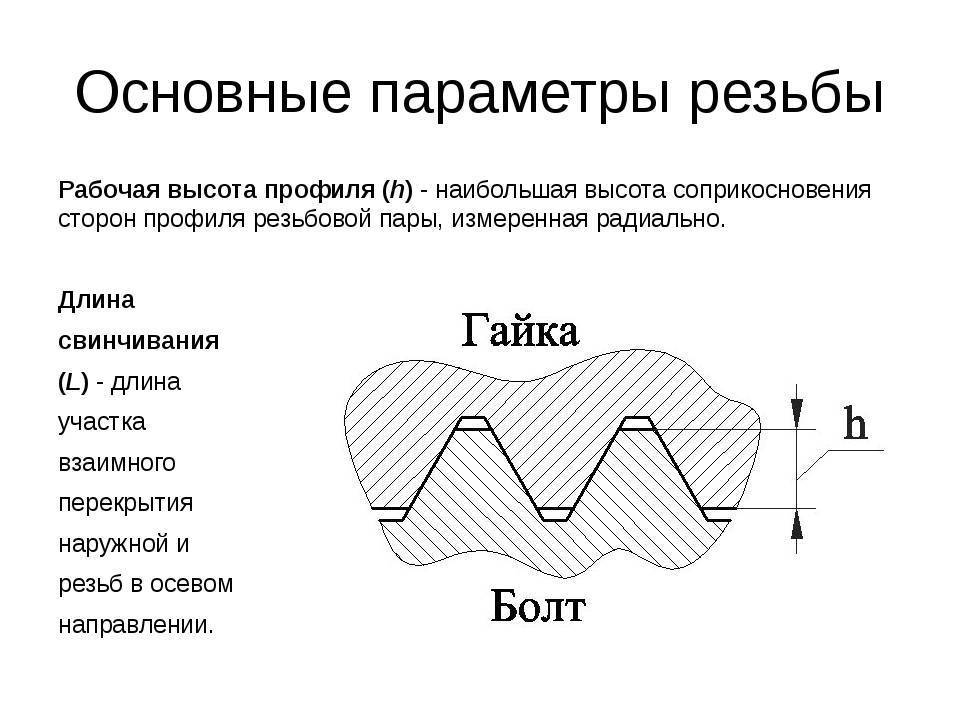
Длина свинчивания. Эта характеристика равна длине участка, на котором наружная и внутренняя резьбы перекрывают друг друга в осевом направлении.
Сбег. Это место, где резьба переходит к гладкой, ненарезанной, поверхности детали. На этом участке она имеет неполный профиль.
Длина. Размеры определяются по длине, равной сумме длины резьбы с полным профилем и участков сбега и фаски.
Знание сведений, характеризующих основные элементы резьбы, позволяет точно выполнить операции по ее нарезанию, как на металлорежущих станках, так и вручную с помощью плашек и винторезов.
Как определить шаг резьбы. Метрическая и дюймовая резьба. Статьи компании «Крепсила»
Существуют различные типы резьбы: от художественной до машиностроительной. Последняя представляет собой винтовую нарезку, нанесенную по спирали на стержень с круглым сечением или на поверхность отверстия. В современном строительстве, машиностроении и даже быту наиболее распространенными считаются две резьбовые системы — метрическую и дюймовую.
На самом деле в международной системе существует огромное количество различных стандартов. Но в русскоязычных странах принято использовать стандарт метрической резьбы ISO DIN 13:1988 с углом наклона вершины профиля. Отечественные стандарты, определяющие данный тип резьбы, — ГОСТ 24705-2004 и ДСТУ ГОСТ 16093:2019.
Метрическая резьба
Главное отличие резьбы данного типа от подобных ей в том, что только в метрической резьбе угол профиля равняется 60° (существует еще резьба с углом 55° и 47°).
Метрическая резьба используется повсеместно, в том числе в метрическом крепеже. Из-за ее широчайшего применения потребовалось создать внушительное количество разновидностей, чтобы приспособить данную универсальную резьбу под различные ситуации.
Виды метрической резьбы
- Левая, правая.
- Однозаходная, двухзаходная, трехзаходная.
- Трапециодальная (классическая и упорная), прямоугольная, треугольная, круглая, цилиндрическая (трубная, коническая).
- Ленточная, модульная, питчевая и пр.
Левая и правая метрическая резьба
Виды метрической резьбы
Дюймовая резьба
Дюймовая резьба имеет угол профиля 55°. Главной единицей измерения дюймовой (имперской) системы, как не трудно догадаться, является дюйм. На письме он обозначается верхней кавычкой, стоящей без пробела сразу после числа: 2″.
Самыми известными стандартами дюймовой резьбы называют UNC и UNF.
Как определить шаг резьбы
Определить шаг резьбы нужно при выборе резьбонадрезного инструмента или сверла для пробуривания отверстия под элемент в какой-либо поверхности. Также необходимо тщательно подбирать друг к другу сопрягаемые элементы при организации болтового, винтового, шпилечного или иного разборного резьбового узла. Определить шаг резьбы можно различными способами.
Определение шага резьбы с помощью резьбомера (шаблона)
Такое название носит специальный инструмент, состоящий из специальных пластин (гребенок), на одной из сторон которой располагаются выступы, помогающие определить шаг резьбы. Пластины закреплены на одной или двух осях, объединенных в общем корпусе. Существуют отдельные шаблоны для метрической и дюймовой резьбы. Легко отличить их друг от друга помогает маркировка: на первых стоит знак 60°, на вторых — 55°.
Достоинство такого метода в том, что он является самым точным (при умелом обращении с инструментом). При производстве шаблонов используются специальные стали, не поддающиеся сжатию и расширению под влиянием различных температур. Это позволяет использовать резьбомеры практически в любых погодных условиях.
Определение шага резьбы с помощью линейки
Этот способ не может дать стопроцентного результата, но он прекрасно подходит для тех случаев, когда нет иного варианта решения поставленной задачи. Чтобы узнать число витков с помощью линейки, следует определить общую длину резьбового участка и посчитать количество витков на этом расстоянии. Далее требуется просто разделить длину на число подсчитанных нитей — ответ и будет полученным значением шага резьбы.
Этот способ может иметь иную модификацию. Если у вас есть кусок бумаги, то следует приложить его к резьбовому участку и сильно прижать. На получившемся отпечатке делают замер (с помощью линейки или иного измерительного инструмента) сразу нескольких участков: двух, трех или больше, — а после разделить длину выбранного участка на количество витков в ней. Процесс аналогичен описанному в предыдущем абзаце.
Определение шага резьбы с помощью штангенциркуля
Для этого следует произвести измерения так, как показано на рисунке. Полученное значение соотнести с тем, которое приводится в таблице, и узнать правильное значение шага для метрической или дюймовой системы соответственно.
Таблица соответствия диаметром и шагов метрической резьбы
| Наружный диаметр, мм | Внутренний диаметр, мм | Шаг резьбы, витков на дюйм | Шаг резьбы | BSP | Метрика | Дюйм UNF | Дюйм NPT |
| 9,3-9,7 | 8,5-8,9 | 28 | — | 1/8″ | — | — | — |
| 9,3-9,7 | 8,5-8,9 | 27 | — | — | — | — | 1/8″ |
| 9,7-9,9 | 8,2-8,6 | — | 1,5 | — | M10x1,5 | — | — |
| 10,9-11,1 | 9,7-10,0 | 20 | — | — | — | 7/16″-20 | — |
| 11,6-11,9 | 10,2-10,6 | — | 1,5 | — | M12x1,5 | — | — |
| 12,4-12,7 | 11,3-11,6 | — | — | — | — |
Понятие о допусках резьбовых соединений
Когда изготавливаются резьбы, их действительные профили имеют некоторые отклонения от теоретических. Поэтому для того, чтобы гарантированно обеспечить сопряжение резьбовых деталей, а также достичь их взаимозаменяемости, эти отклонения регламентируются допусками.
Средний диаметр резьбы является тем основным показателем, который характеризует резьбовое соединение. Наиболее широко применяемой посадкой при резьбовых соединениях является скользящая, когда этот показатель равняется наименьшему среднему диаметру резьбы гайки и наибольшему среднему диаметру резьбы болта.
Виды резьбомеров и их особенности
В силу того, что существует два основных вида резьбы — дюймовая и метрическая, то не сложно догадаться, что инструменты для ее определения бывают двух типов:
Метрический — предназначен исключительно для работы с заготовками, имеющие метрическую резьбу. Прибором выполняется измерение шага и профиля нарезки, диаметр которой составляет от 1 до 600 миллиметров. В конструкции инструмента присутствует до 20 гребенок, которые представляют собой стальные пластины с зубьями. При помощи этих пластин можно определить шаг нарезки от 0,4 до 7 мм. Называется такой прибор метрическим резьбомером, так как с его помощью осуществляется определение шага и профиля уже имеющейся на заготовках метрической резьбы. Приборы позволяют оценить правильность изготовления таких креплений, как гайки, болты, шпильки и т.п. Отличаются метрические приборы простой конструкцией изготовления, высокой прочностью, а также соответствующей маркировкой на корпусе в виде «М60». Сфера применения инструмента — машиностроение, приборостроение и т.п.
Дюймовый — предназначен только для работы с дюймовыми типами нарезок. Применяется прибор в сфере радиоэлектроники, авиастроении, сантехнике, а также при производстве различных станков. В наборе дюймового резьбомера присутствует 17 пластин с соответствующими зубьями, которые отличаются от метрического прибора углом расположения. Самая маленькая гребенка оснащена 28 витками, а самая большая имеет 4 грани. Определение шага осуществляется по количеству нитей на 1 дюйм. Отличительная особенность дюймового инструмента в том, что на корпусе присутствует маркировка в виде «Д55». В домашнем хозяйстве дюймовые резьбомеры применяются при работе с сантехническими приборами
Трапецеидальный — специальный прибор, предназначенный для работы с трапецеидальными типами нарезок. Другое название этого прибора Т-резьбомер
Универсальные — приборы, на которых присутствуют пластины для калибровки дюймовой и метрической резьбы. Такие приборы позволяют одновременно работать с разными типами нарезок, что особенно актуально в слесарном деле
Когда известно, какие виды резьбомеров бывают, остается разобраться в вопросе их правильного применения. Если не знаете, как пользоваться резьбомером, тогда разберемся в порядке определения шага резьбы детально.
Как самостоятельно измерить шаг резьбы?
Иногда возникает необходимость измерения шага резьбы у имеющихся резьбовых соединений. Приходится использовать самые разные приспособления для выполнения подобной операции со специальным приспособлением и без резьбомера. Способов узнать значение шага несколько, освоить их несложно. Здесь показаны способы измерений шага резьбы:
Использование линейки
- Нужно взять линейку.
- Положить болт (винт).
- Померить расстояние между пятью (десятью) витками.
- Разделить на количество канавок.
- Полученный результат нужно округлить до ближайшего стандартного.
Если для наружных резьб подобный способ подходит, то для внутренних может оказаться сложным вставить линейку внутрь отверстия. Поэтому приходится предпринять дополнительные действия.
Пластилиновый слепок
- Из пластилина (воска, парафина, стеарина) нужно скатать колбаску, которая будет соответствовать отверстию.
- Охладить заготовку. При наличии холодильника задача упрощается. Если нет, то на некоторое время оставить в тени, чтобы заготовка приобрела твердость.
- Ввернуть колбаску в резьбу. Стараться сильно не согревать дыханием и пальцами.
- Вывернуть наружу. Теперь на руках появилось «зеркальное» отражение резьбы. Остается измерить стержень так, как описано выше.
Использование бумаги
Бывает так, что сама резьба довольно загрязнена. Поэтому разглядеть, сколько витков, сложно. Поэтому используют метод «бумаги».
- Небольшой фрагмент бумажки берется в руки.
- По резьбе проводится так, словно заворачивается или отворачивается предмет.
- На листе остаётся оттиск.
- Нужно посчитать количество витков и замерить расстояние штангенциркулем или линейкой.
Использование резьбомера
В специализированных магазинах можно приобрести резьбомер. Количество измерительных пластин у этого устройства может быть различным. Чем больше, тем удобнее использовать резьбомер.
Остается только прислонять разные пластинки, подбирая наиболее подходящий образец.
Пример определения размера шага резьбы резьбомером
Когда возникает вопрос о том, какая нужна или имеется резьба, начинать желательно с производителя. Если США и Великобритания, то можно предполагать наличие дюймовых резьб. Для отечественных европейских и китайских изделий используют метрические резьбы.
Метрические резьбы
Название (метрическая резьба) показывает, что все измерения выполняются в метрических единицах. Это самый распространённый мировой стандарт. Основные значения резьбовых соединений показаны в таблице 1. За основу взят стандартный шаг резьбы, кроме него существуют исполнения, где предусматривается и меньшие шаги.
Параметры резьбовой части: номинальный диаметр d, внутренний диаметр d₁ и шаг резьбы Р
Таблица 1: Размеры резьбы и шаг винтовой линии
| Номинальный диаметр резьбы d | Шаг Р | |||||||
| 1 ряд (предпочтительный) | 2 ряд (допустимый) | 3 ряд (для специальных конструкций) | крупный | мелкий 1 | мелкий 2 | мелкий 3 | мелкий 4 | мелкий 5 |
| 2,00 | 0,40 | 0,35 | ||||||
| 2,20 | 0,45 | 0,40 | ||||||
| 2,50 | 0,45 | 0,35 | ||||||
| 3,00 | 0,50 | 0,35 | ||||||
| – | 3,50 | -0,60 | 0,35 | |||||
| 4,00 | 0,70 | 0,50 | ||||||
| 4,50 | 0,75 | 0,50 | ||||||
| 5,00 | 0,80 | 0,50 | ||||||
| 5,50 | 0,50 | 0,40 | ||||||
| 6,00 | 1,00 | 0,75 | 0,50 | |||||
| 7,00 | 1,00 | 0,75 | 0,50 | |||||
| 8,00 | 1,25 | 1,00 | 0,75 | 0,50 | ||||
| 9,00 | 1,25 | 1,00 | 0,75 | 0,50 | ||||
| 10,00 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | |||
| 11,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||||
| 12,00 | 1,75 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | ||
| 14,00 | 2,00 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | ||
| 15,00 | 1,75 | 1,50 | 1,00 | |||||
| 16,00 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | |||
| 17,00 | 1,75 | 1,50 | 1,00 | |||||
| 18,00 | 2,50 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 20,00 | 2,50 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 22,00 | 2,50 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 24,00 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 25,00 | 2,00 | 1,50 | 1,00 | |||||
| 26,00 | 1,50 | 1,00 | ||||||
| 27,00 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 28,00 | 2,50 | 2,00 | 1,50 | 1,00 | ||||
| 30,00 | 3,50 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 32,00 | 2,50 | 2,00 | 1,50 | |||||
| 33,00 | 3,50 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 35,00 | 2,50 | 1,50 | 1,00 | 0,75 | ||||
| 36,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | |||
| 38,00 | 3,00 | 1,50 | 1,00 | 0,75 | ||||
| 39,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 40,00 | 3,50 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 42,00 | 4,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 45,00 | 4,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 48,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 50,00 | 4,00 | 3,00 | 2,00 | 1,50 | ||||
| 52,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 55,00 | 4,00 | 3,00 | 2,00 | 1,50 | ||||
| 56,00 | 5,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 58,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | |||
| 60,00 | 5,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 62,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | |||
| 64,00 | 6,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 65,00 | 6,00 | 4,00 | 3,00 | 2,00 | 1,50 |
Угол при вершине винтовой линии у метрических резьб составляет 60⁰
Видно, что есть несколько рядов по уровню предпочтений. Объясняется довольно просто. Типовые детали стараются делать так, чтобы их было проще заменять в случае разборки и сборки. Менее предпочтительные ряды получаются при индивидуальном проектировании отдельных деталей. Производство удорожается.
Специальные резьбы применяют весьма ограничено. Ими пользуются лишь в тех случаях, когда невозможно применить стандартные предпочтения.
Внимание! Использование специальных резьб связано с необходимостью создавать одноразовые инструменты для нарезания подобных винтовых линий. В таблицах указан стандартный шаг резьбы, а также дополнительные мелкие значения. Здесь тоже имеются свои предпочтения
Проще использовать номинальные параметры. Инструмент для нарезки выпускается предприятиями разных стран. Его несложно приобрести. Мелкие шаги востребованы только в специальных местах
Здесь тоже имеются свои предпочтения. Проще использовать номинальные параметры. Инструмент для нарезки выпускается предприятиями разных стран. Его несложно приобрести. Мелкие шаги востребованы только в специальных местах
В таблицах указан стандартный шаг резьбы, а также дополнительные мелкие значения. Здесь тоже имеются свои предпочтения. Проще использовать номинальные параметры. Инструмент для нарезки выпускается предприятиями разных стран. Его несложно приобрести. Мелкие шаги востребованы только в специальных местах.
Например, уменьшенный шаг резьбы применяют для изготовления шпилек, в двигателях внутреннего сгорания. С их помощью крепят головку блока к самому блоку цилиндров. Эти детали испытывают значительные нагрузки. Внутри движутся поршни, происходит процесс горения газа. Давление возрастает и убывает постоянно. Поэтому требования к соединению довольно высокие.
Мелкие шаги используют при сборке лопаток на турбинах. Вал турбины современного реактивного двигателя вращается с частотой 40…50 тыс. об/мин. Центробежная сила достигает громадных значений. Поэтому требования к узлам соединений повышенные.
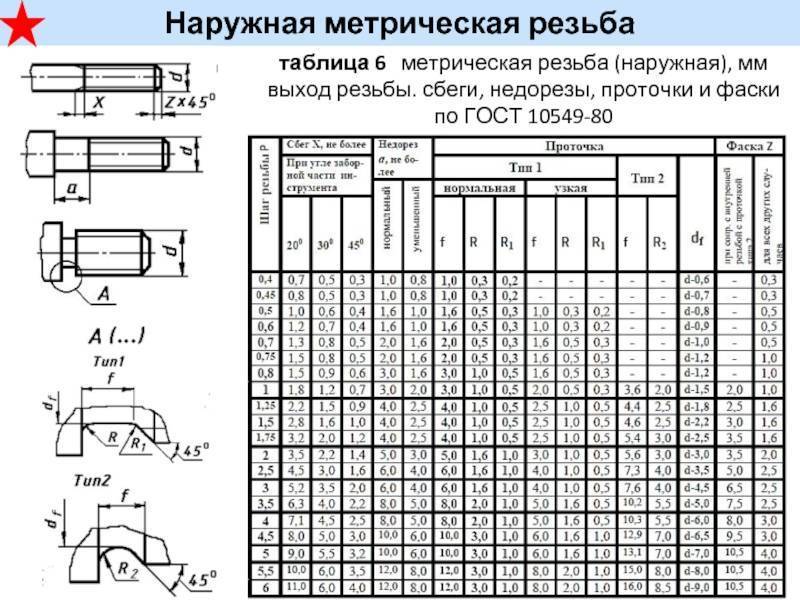
Конструктивные элементы трубной резьбы
Основными конструктивными элементами трубной резьбы являются:
- Сбег — участок с неполным профилем резьбы на переходе от резьбы к гладкой поверхности детали.
- Недорез — участок без резьбы или с неполным профилем резьбы, обусловленный технологией изготовления резьбы.
- Проточка — элемент, позволяющий устранить недорез резьбы за счет уменьшения наружного диаметра цилиндрической поверхности, расположенной за наружной резьбой, или за счет увеличения внутреннего диаметра цилиндрической поверхности, расположенной за внутренней резьбой.
- Фаска — скос на торцевой поверхности детали, упрощающий сборку резьбового соединения.
Размеры сбегов, недорезов, проточек для наружных трубных резьб
На рисунке показаны конструктивные элементы наружной трубной резьбы.
Размеры конструктивных элементов — сбегов, недорезов, проточек, представлены в таблице.
Размеры конструктивных элементов внутренних трубных резьб
Основные элементы внутренней трубной резьбы показаны на рисунке.
Размеры конструктивных элементов внутренней резьбы представлены в таблице.
Государственные стандарты
ГОСТ 8724-2002
Государственный стандарт, содержащий нормы, определяющие требуемые параметры метрической резьбы, в том числе шаг и диаметр. Принят в 2002 году, с последующими редакциями, как аналог международного стандарта ISO 261-98. Текст ГОСТа практически повторяет текст международного, с одним отличием, диапазон ISO колеблется от 1 до 300 мм, данный стандарт расширен к диапазону от 0,25 до 600 мм. Последняя редакция текста была произведена в 2004 году и является действительной на сегодняшний день.







Норматив содержит отдельные параметры, которые можно также найти в других стандартах. Структура документа схожа с другими нормативами подобного типа. Вся информация структурирована в виде таблиц, содержащих требования к шагу резьбы и диаметру. Такая структура теста максимально удобна для понимания и использования.
Следует отметить, что нормативна информация распростятся на резьбу всех типов, будь она левая или правая. Стандарт устанавливает нормативное значение шагов метрической резь в диапазоне от 0,075 до 8 мм.
Документ состоит из:
- Предисловия. В котором указана общая информация о ГОСТе, кем и когда был принят, когда были внесены правки.
- Сфера применения. Указана информация о диапазоне нормативных требований к размеру и шагу.
- Ссылки на нормативы.
- Определения.
- Таблица диаметров и шага. Раздел сдержит таблицу нормативных показателей.
- Обозначение резьбы. Указаны нормы маркировки.
ГОСТ 24705-2004
Стандарт принят в 2004 году. Его нормы распространяются на все типы резьбы в соответствии ГОСТу 8724. Информация текста также структурирована в виде таблицы. Соответствует международному нормативу ISO 724:1993 с дополнениями в соответствии с эксклюзивными требованиями каждой страны участника Межгосударственного совета по стандартизации.
ГОСТ 9150-2002
Норматив, регулирующий требования к профилю, а именно к геометрическим параметрам. Принят в 2002 году и распространяются все типы резьбы. Текст ГОСТа тесно связан вышеуказанными нормативами.
ГОСТ 16093-2004
Принят в 2004 году. Регулирует нормативный допуск резьбы и маркировки, распространяется на разные типы. Последняя версия содержит положения международного стандарта.
Вышеуказанные нормативы применяются в комплексе, так как дополняют и ссылаются друг на друга.
Технические параметры
В соответствии с техническим заданием, требуются различные параметры дюймовой резьбы, что должны учитывать производители. Для этого выделяются технические параметры, по которым подбираются крепежи. К основным параметрам резьбы, по требованиям ГОСТ относят:
- Наружный диаметр. Это наибольшее расстояние между резьбовыми гребнями, которые располагаются напротив. Как правило, для его измерения достаточно обычного штангенциркуля.
- Внутренний диаметр. Такое же расстояние между так же расположенными впадинами резьбовой насечки.
- Шаг резьбы. Измеряется между соседними гребнями или впадинами резьбового соединения, от чего зависит число витков на единицу длины. Он должен строго соответствовать стандартам, быть одинаковым на всем протяжении резьбового участка, иначе выполнить соединение будет невозможно.
- По форме дюймовые резьбы делятся коническую и цилиндрическую. В цилиндрических диаметры не меняются, а в конических постепенно уменьшаются к наружной части.
- Направление нарезки. Резьба может быть правосторонняя или левосторонняя.
- Профиль. Это высота резьбовых витков, определяется как разница между размерностями наружного и внутреннего диаметра.
Таблица размеров и соответствия основных параметрических характеристик дюймовых крепежей согласно стандартам UNC:
Типоразмер | Наружный диаметр, дюймов | Наружный диаметр, мм | Диаметр сверления, мм mm | Число витков на дюйм | Шаг, мм |
N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Важно знать, что при выборе резьбового элемента, его параметры обязаны указываться в техническом задании, на чертежах и другой документации. Только это может гарантировать надежность при соединении конструктивных элементов