Конструкция и схемы
Многие характеристики эксплуатации определяет характерности конструктивных компонентов и кинематической схемы. Главная кинематическая схема имеет следующие характерности:
- конструкция состоит из электрического двигателя;
- клиноременная передача, которая связана с двигателем, сообщает усилие через муфту-тормоз цилиндрическим редукторам;
- редуктор имеет выходное колесо, которое имеет жёсткую связь с валом эксцентрикового типа;
- эксцентриковый вал имеет шатуны, которые с помощью специализированных рычагов влияют на прижимные и ножевые балки. При этом ножевая балка сделана в виде прямолинейной направляющей;
- рычаги, прижимная и ножевая балка стали частью индивидуальной сборочной единицы. аналогичная единица с помощью шарниров крепится в станине. Станина имеет эксцентриковые оси.
Качающаяся консольная балка
Рабочий принцип состоит в следующем:
- для начала работы включается электрический двигатель;
- механизм резания после включения станка двигается по одной пути, при этом конструкция поворачивается вокруг оси как одно целое;
- движение механизма резания проходит до момента соприкасания балки с листом, который выступает как заготовки;
- как только прижимная балка коснулась заготовки и остановилась на одном месте, начинается прямолинейной движение ножевой до настраиваемого предела;
- в зависимости от того, какая толщина разрезаемого листа, между ножами ставится нужный просвет.
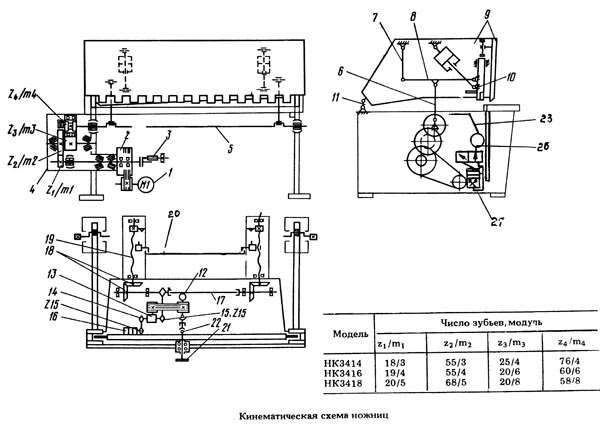
Кинематическая схема НК3418
Есть вероятность того, что при резании между ножами не окажется заготовки. С помощью специализированных осей ставится самый маленький просвет, который равён 0,02 миллиметра.
При начале реза с помощью верхнего ножа балка встречается с заготовкой. В данный момент сильно возрастает усилие. При этом часть усилия через рычажную систему подается на прижимную часть конструкции. При этом имеется возможность передать 25% усилия от силы резания.
Спецификой моделей данной серии можно назвать наличие механизированного заднего упора. Для управления таким элементом был поставлен отдельный электрический двигатель, а еще клиноременная передача. Аналогичная передача связана с червячным редуктором.
Червячный редуктор имеет две звездочки:
- первая связана у которых есть функция указания ширины отрезаемой полосы;
- вторая с помощью цепи связана с упорной балкой.
Также есть специализированный механизм поддерживания отрезаемой части листа. Связывают это с тем, что при провисании существенно ухудшается качество приобретаемых листов.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Меры безопасности при работе на кривошипных гильотинных ножниц НА3218
- Перед работой на ножницах НА3218 необходимо убедиться в надежности закрепления узлов и деталей машины.
- Подходы к гильотинным ножницам НА 3218 должны быть свободными со всех сторон.
- Работа на ножницах НА3218 при снятых ограждениях ЗАПРЕЩАЕТСЯ.
- Ремонты гильотинных кривошипных ножниц НА3218 начинать только при отключенной от нее энергии и опущенное в крайнее нижнее положение ножевой балке.
- На время отлучек, даже кратковременных, оператор обязан опустить ножевую балку вниз, выключить главный электродвигатель и отключить от машины энергию.
- Во время наладки гильотинных ножниц следует пользоваться только толчковым режимом.
- Ремонт или отсоединение уравновешивателей и связанных с ними магистралей сжатого воздуха проводить при опущенной балке.
- Запрещается во время работы ножниц производить ремонт, чистку, обтирку, ручную смазку, регулировку, удалять обрезки, заготовки и т.д.
- Запрещается загромождать посторонними предметами рабочую зону ножниц.
- При управлении ножниц педалью необходимо соблюдение общих правил безопасности, относящихся к работе на ножницах.
- Регулировкой тормоза и моментов срабатывания конечного выключателя, необходимо установить: угол торможения коленчатого вала в пределах 15-20
- остановку ножевой балки после реза в крайнем верхнем положении.
При резке узких полос под одним прижимом необходимо дополнительное крепление полосы к столу, исключающее поворот ее при резании.
При резке на автоматических ходах необходимо следить за тем, чтобы при подачи материала руки не попадали под ограждение зоны реза.
Рекомендуется инструкция по технике безопасности поместить около машины на видном месте.
Регулирование ножниц НА3218
pазор между ножами ножниц НА3218
Зазор между ножами регулируется после ослабления болтов крепления стола. Поворотом валика за левый четырехгранный хвостовик достигается параллельное перемещение стола с неподвижными ножами при контроле по лимбам, которыми оснащены хвостовики. После регулировки зазора стол надежно закрепить.
Рекомендуемые величины зазоров для листов различной толщины
| Толщина разрезаемых листов, мм | До 1,5 | 1,5-3 | 3-5 | 5-6,3 |
| Зазор между ножами, при резке стали мм | 0,05 | 0,1 | 0,17 | 0,21 |
| Зазор между ножами, при резке алюминия, меди и подобных материалов мм | 0,05 | 0,06 | 0,085 | 0,1 |
При работе ножниц НА3218 интенсивному износу подвергается только часть зубьев червячного колеса, примерно 1/3. Меняя положение колеса относительно коленчатого вала можно включать в работу менее изношенные участки зубьев колеса. Для этого в ступице колеса нарезаны шлицы. Колесо через втулку, имеющую внутренние и наружные шлицы. Колесо через втулку, имеющую внутренние и наружные шлицы, соединяется шлицами втулки с коленчатым валом. Сняв эту втулку, поворотом червяка изменим положение колеса. Затем поставим втулку на место и закрепим ее на ступице колеса.
Регулируется перемещение электродвигателя с кронштейном с помощью регулировочных горизонтальных болтов после ослабления этих болтов, крепящих кронштейн. Величину натяжения ремней можно определить по стреле прогиба каждого ремня, которая должна составлять 15-20 мм от усилия 2-2,5 кг, приложенного к середине натянутой ветви ремня. После регулировки натяжения подмоторного кронштейна регулировочными болтами закрепить.
Сжатый воздух подводится по ветви к полости ресивера 4 для его полости настраивается давление с помощью регулятора встроенного в ветвь. Контроль давления осуществляется с помощью манометра регулятора. Для полостей уравновешивателей, муфты-тормоза настраивается давление в пределах 3,5-4 кгс/см2. Завышение давления для муфты нарушает ее второе предназначение – как предохранителя по крутящему моменту
Регулировка по давлению в гидравлическом насосе производится в двух объектах: давление управления напорных золотников и давление в магистрали прижимов. Напорные золотники должны открываться при давлении в магистрали прижимов, которое превосходит давление их подвода к прижимаемому листу. Сдвоенная система повышает надежность работы защиты. Золотники настроены заводом изготовителем на срабатывание при давлении в магистрали гидроприжимов 10-30 кгс/см2 и дополнительной регулировки не требуется. После ремонта или промывки золотники настраиваются повторно на указанное давление, для чего один из золотников снимается, а подводящие отверстия в панели глушатся специально изготовленной плитой. Оставшийся золотник настраивается с контролем по манометру, после чего на его место крепится снятый золотник и также настраивается. Затем оба золотника ставятся на места и готовы к работе.
Величина давления в магистрали прижимов регулируется величиной натяжения пружины и настроена — заводом изготовителем на 45 кгс/см2. Однако при резке листов толщиной менее 6,3 мм это давление рекомендуется снижать для облегчения работы насоса, уменьшения износа его деталей и снижения нагрева масла.
Быстроизнашивающиеся детали ножниц кривошипных гильотинных НА-3218
- подшипники скольжения;
- ножи;
- пружины;
- планки текстолитовые;
- комплект РТИ;
- накладки фрикционные;
- ремни клиновые.
Порядок установки ножниц гильотинных кривошипных Н3118
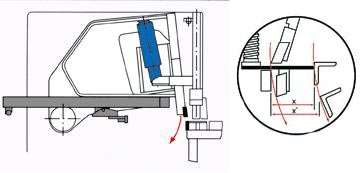
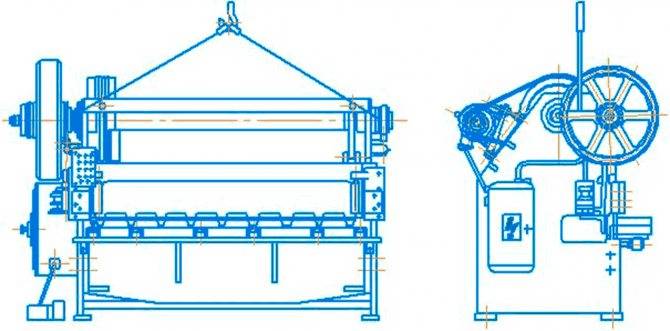
Ножницы Н3118 поставляются заказчику в собранном виде. После вскрытия частичной упаковки проверить состояние ножниц, наличие принадлежностей и технической документации согласно контрольно-комплектовочной ведомости. При транспортировке ножницы необходимо стропить согласно приведенной схеме
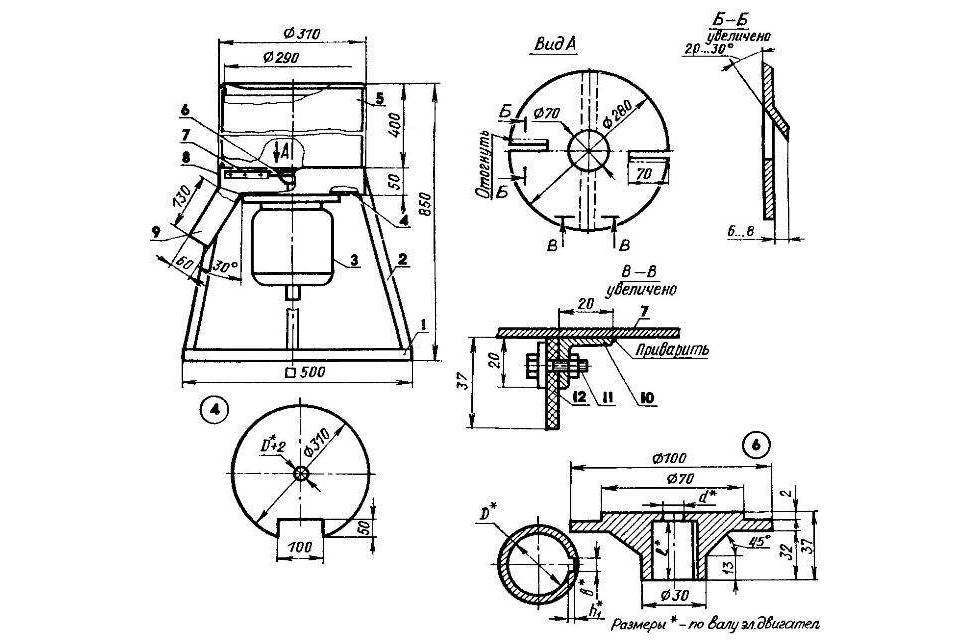
Фундамент ножниц выполняется согласно рисунку:
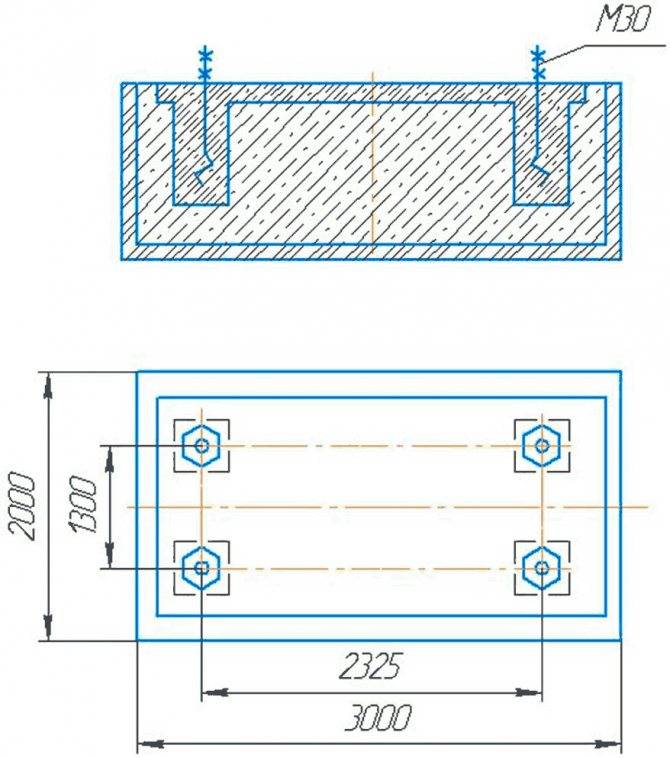
Глубина заполнения фундамента «Н» принимается в зависимости от грунта. Горизонтальность установки на фундаменте достигается с помощью клиньев и проверяется уровнем, установленным на столе. Точность установки ножниц в поперечном и продольном направлениях должна быть выдержана в пределах 0,2 мм на длине 1000 мм.










После установки и выверки необходимо очистить ножницы от антикоррозийной смазки и пыли и смазать обработанные поверхности тонким слоем масла.
Горизонтальность стола ножниц необходимо проверять периодически не менее одного раза в месяц.
Смазка ножниц кривошипных листовых ножниц Н3118
Основные трущиеся поверхности ножниц Н3118 смазываются от рычажного шприца для густой смазки через масленки. Шестерни привода и подшипники смазываются путем закладывания смазки соответственно на зубья шестерни и в стаканы подшипников. В процессе работы ножницы нужно смазывать так, чтобы смазка выступала с боковых мест расположения подшипников. Выступающую из зазоров смазку нужно вытирать. Необходимо периодически проверять состояние масленок и маслопроводящих отверстий в деталях и обязательно их прочищать.
Смазочные отверстия промывать чистым керосином не реже одного раза в три месяца.
Меры безопасности при работе на кривошипных листовых ножницах Н3118
- производить осмотр и ремонт электроаппаратуры при включенном вводном выключателе;
- производить ремонт ножниц Н3118 при включенном электродвигателе;
- осуществлять наладку, регулировку, чистку, смазку и отладку ножниц Н3118 на ходу;
- работать при отсутствии надежного заземления;
- работать затупленными ножами во избежание деформации обрабатываемого материала;
- работать на ножницах Н3118 со снятыми ограждениями.
Не разрешается допускать к работе и обслуживанию ножниц Н3118 лиц, не ознакомившихся с руководством и не прошедших проверку практических знаний и навыков по управлению кривошипных листовых ножницами Н3118 .
Гильотина Н3118 служит для поперечного и продольного разрезания любого листового материала. Основное применение гильотина находит в цехах по заготовке материала (предприятия машиностроительной отрасли).
Разрезка обрабатываемого материала может производиться по предварительной разметке или без неё. Для этого служат боковые или задние упоры. Гильотина Н3118 заслуженно принадлежит к безотказному и долговечному оборудованию.
Сами ножницы Н3118 конструктивно обустроены верхним приводом, движителем для которого служит электрический мотор. Передаточный механизм использует клиновидный ремень с двухступенчатым редуктором цилиндрической конструкции. Такое решение значительно снижает шум при работе гильотины.
Для заранее размеченного листового материала ножницы Н3118оборудованы задним упором, конструктивно расположенным с внешней стороны ножевого механизма. Разрезаемый материал надёжно удерживается прижимной кулисой, синхронно функционирующей с ножевым механизмом. Нужный прижим обусловлен мощными пружинами, расположенными в специальных стаканах прижимного механизма.
Электронная схема управления гильотины 3118 позволяет производить резку материала в одиночном и автоматическом режимах. Гильотина приводится в движение при помощи педали или посредством кнопки.
Смазка трущихся частей гильотины комбинированная. Включение ножниц Н3118 осуществляется посредством жёсткой муфты, имеющей две шпонки и электрический магнит. Всё это служит для уменьшения расходов на эксплуатацию при использовании в производстве гильотин Н3118 .
Назначение и область использования
Кривошипные листовые ножницы модели НК3418, в конструкции которых есть наклонный нож, применяются для холодной резки листового металла. Важным свойством каждого материала можно назвать его крепость. Высокий прочностный показатель приносит ограничение в применении оборудования. Ножницы НК3418 могут применяться только для резки следующего листового металла:
- с прочностным показателем не больше 500 МПа;
- при размере поперечного сечения 2,5х1600, 4,0х2000, 6,3х2000 миллиметров. первое значение определяет толщину листа, второе – длину поперечного сечения.
В большинстве случаев применять аналогичное оборудование можно при резке не только металла, но и остальных типов материала.
Аналогичные характерности использования формируют сфера применения модели НК3418:
- Заготовительные цеха фирм, которые связаны с областью автомобилестроения, кораблестроения, самолетостроения и так дальше. В аналогичных областях деятельности ножницы НК3418 дают возможность провести быстрое изменение размеров листового металла, являющийся основным материалом.
- Иная область деятельности, в которой проходит применение листового металла. Характеристики модели НК3418 формируют хорошую производительность данного оборудования.
Большая продуктивность, в первую очередь, связана отсутствием надобности переналадки. Гильотинные ножницы можно применять для резки металла любой толщины, в рамках поставленного предела, без переналадки.
Еще принципиальным моментом можно назвать то, что ножницы НК3418 обладают механизированным задним упором. Данный момент определяет то, что гильотина управляется с помощью специализированного блока оператора, который применяется для установки размера заготовки.
Все гильотинные ножницы модели НК, в том числе НК3418, имеют большую надежность в работе. При этом стоит помнить о легкости применения, а еще об отсутствии трудностей на момент выполнения строительных работ. Применение новейших технологий дает возможность достигать большую точность отрезания. Гильотина имеет совершенную систему смазки, а еще электрическое оборудование, которое дает возможность применять станок в трудных условиях эксплуатации. Если сравнивать с гидравлическими ножницами НК3418 рассматриваемый вариант выполнения имеет большое количество положительных качеств.
Еще одной значительной эксплуатационной характеристикой можно назвать отсутствие масла в зоне резания. Данный момент определяет чистоту заготовок в результате проведения резания.
НД3314Г ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Ножницы гильотинные НД3314Г разработаны в 1974 году и серийно выпускались с 1976 года. Разработчик .
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НД3314Г предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм2) и с наибольшими размерами поперечного сечения 2,5х1600 мм. Поперечная резка листа толщиной и шириной в соответствии с технической характеристикой ножниц производится за один ход ножа, продольная резка — рядом повторных резов при продвижении листа вдоль линии реза.
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы НД3314Г находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности.
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.










В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.
Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
Основные параметры машины для резки листового металла НД3314Г:
- Наибольшие размеры разрезаемого металла – 2,5 х 1600 мм
- Частота хода ножа – 65 мин-1
- Механическое перемещение заднего упора – 0..630 мм
- Тип муфты – пневматическая фрикционная многодисковая
- Тип тормоза – фрикционный однодисковый
- Мощность электродвигателя – 3,2 кВт
- Вес ножниц полный – 2340 кг
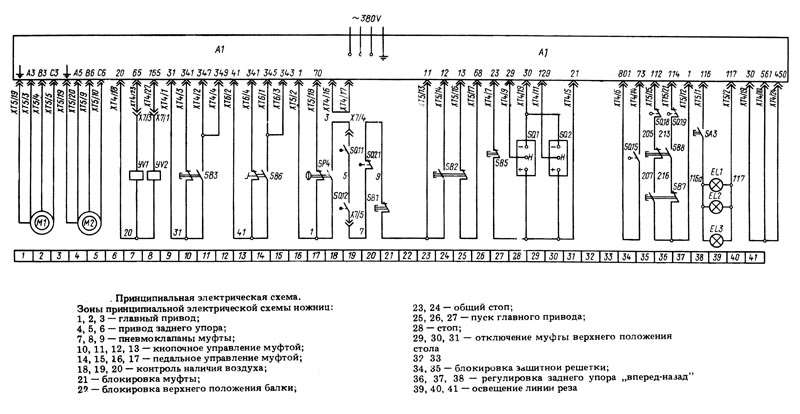
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим – толчковый ход
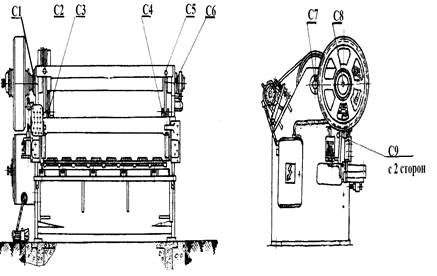
Станина ножниц сборно-cварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. На стойки и траверсу опирается стол. Регулирование зазора между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью эксцентриков, расположенных с обеих сторон стола. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. При совершении рабочего хода одновременно опускаются ножевая и прижимная балки.
Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижим листа осуществляется за счет силы сжатых пружин и собственного веса балки. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
Ножницы гильотинные НК3418 — размер листа 6.3х2000 мм, пнематическая муфта
Ножницы гильотинные модели НК3418 – это кривошипный резак, оснастка которого расположена под наклоном. Станок используется на промышленных предприятиях, в мастерских и заготовительных цехах вторсырья для произведения резки полосового и листового металла с временным сопротивлением до 500 МПа. Данная модель гильотины считается оборудованием нового поколения с современной кинематической схемой.
Особенности строения
- Станок оснащен несколькими электродвигателями, суммарная мощность которых 8,5 кВт;
- Гильотинные ножницы могут функционировать в четырех режимах – поворот вручную, непрерывный и одиночный ход, толчковый;
- Встроено три точки освещения, что позволяет проводить резку металла в комфортных условиях;
- Поддерживатель металлического листа имеет пять поворотных флажков, которые монтированы на оси (при необходимости проворачиваются в нужном направлении);
- Цельносварная станина состоит из двух стоек, траверсы, тола и стяжки;
- Неподвижная режущая оснастка располагается в выемке рабочего стола, а в стойках станины монтирован главный вал;
- Отрезаемые части металлических заготовок удаляются через склиз;
- Конструкция механизма реза прикреплена к станине за счет проушин;
- Основной привод гильотины НК3418 расположен на траверсе и предназначается для того, чтобы запускать электродвигатель;
- В конструкцию станка встроен задний, боковой и передний упор, которые зажимают и направляют листовой и полосовой металл в зону резания;
- Основные кинематические единицы, имеющие собственный узел управления и привод – задний упор, поддерживатель металлической заготовки и главная кинематическая цепь;
- Контролировать рабочий процесс оператор может за счет удобно расположенной панели переключателей и пульта, на которых расположены защитные и регулировочные элементы, пусковые кнопки.
Обратите внимание! Поддерживатель функционирует только лишь в режиме одиночного хода
Преимущества
Отличительной особенность НК3418 является то, что зазор между режущей оснасткой и задним механизированным упором выставляется автоматически, благодаря чему оператор может устанавливать параметры резки, не отходя от своего рабочего места. Это происходит за счет наличия счетчика цифрового вида, который прикреплен на передней части станка. Данное преимущество позволяет значительно экономить время и силы оператора.
Высокая безопасность работы за станком обеспечивается наличием специальных переключателей, которые способны автоматически блокировать рабочий ход гильотины в таких случаях, как:
- Открыты защитные ограждения.
- Задний упор приблизился к граничным зонам перемещения.
- В релейной схеме давление воздуха достигло критических показателей.
- Произошло заваливание пневматического клапана.
Уточнить условия поставки и цену оборудования Вы можете у наших специалистов, связавшись с нами по телефону (доб. 234; 236; 237), или оставить заявку в режиме онлайн. По отдельной договоренности с заказчиком мы продаем кузнечно-прессовое оборудование с дополнительными услугами: доставкой и пусконаладочными работами под ключ. Цена продажи при этом включает стоимость гильотины НК3418, доставку, монтаж и пусконаладочные работы.
Гарантия на кузнечно-прессовое оборудование соответствует заводской и составляет 1 год или 12 месяцев.
Так же, в нашей компании вы можете приобрести металлообрабатывающее оборудование, кузнечно-прессовое оборудование, станки для работ с арматурой, техоснастку, строительное оборудование, компрессорное оборудование, камнерезное и многое другое.
Свяжитесь с нашими специалистами и получите полную информацию по интересующему вас вопросу.
Гильотинные ножницы (гильотина) НК3418 6,3х2000мм
Гильотинные ножницы НК3418 предназначены для резки листового металла 6,3х2000мм. В данной модели предусмотрена автоматическая регулировка зазора между ножами для достижения необходимой величины. При этом усилие прижима пропорционально усилию реза.









НК3418 широко используются в заготовительных цехах предприятий автомобиле-, тракторо-, авиа-, машиностроения. Оригинальная конструкция гильотины включает три сборочные единицы: основную кинематическую цепь, задний упор, а также поддерживатель листа. Эти агрегаты оснащены индивидуальными приводами, автономной системой управления, чем способствуют увеличению темпов производительности.
Все имеющиеся сборочные единицы, устройства расположены на цельносваренной станине. Две стойки с расточками для главного вала: траверсой, на которой смонтирован главный привод, стяжкой и столом, закрепленным между ними. Стол может перемещаться в целях регулировки зазора между ножами: подвижными, прикрепленными к ножевой балке и неподвижными, подсоединенными к столу. Редуктор имеет цилиндрическую форму, выполнен в виде узла и имеет двухступенчатую зубчатую передачу. Через редуктор выполняется вращение двигателя на эксцентриковый вал.
Резательный механизм установлен в станине на осях в целях обеспечения поворота для обработки материалов с нестандартными габаритными размерами. Механизм реза состоит из ножевой и прижимной балок, которые рычажной системой связаны между собой и объединены с приводом. Ножевая балка механизма перемещается вертикально по закрепленным на стойках станины направляющих. Прижимная балка двигается по собственным направляющим, зажимая с помощью цилиндров заготовку к столу. Ножевая балка при обратном ходе обеспечивает подъем прижимной балки. Для закрепления заготовки перед резкой предназначается задний упор, который крепится к ножевой балке. Его перемещению способствует маховичок, расположенный сзади. Без вылета.
Функциональность гильотины НК 3418 обеспечивает возможности ее работы в зависимости от интенсивности эксплуатации в режимах: одиночные ходы, ручной поворот, наладочном или автоматическом. Гильотина имеет две точки освещения. Данная модель оснащена пневматической муфтой-тормозом модели УВ3132, которая позволяет уменьшить шумовые эффекты при работе гильотины.
Купить гильотину НК3418, получить консультацию вы можете напрямую у завода-изготовителя, заполнив форму на сайте или обратившись по телефонам, указанным в контактах.
В базовую комплектацию НК3418 входит:
- Ножницы в сборе;
- Педаль управления;
- Паспорт и руководство по эксплуатации;
- ЗИП (зап.части инструмент принадлежности).
Дополнительное оборудование:
- Рольганг.
- Боковой и передний упоры.
- Откатная тележка.
- Лазерный указатель линии реза.
- Осушитель-влагоотделитель.
- Приводной задний упор с цифровой индикацией.
- Станочная оснастка и аксессуары: блок подготовки воздуха, пневмораспрределитель, ЗИП для муфты-тормоз, комплект ножей.
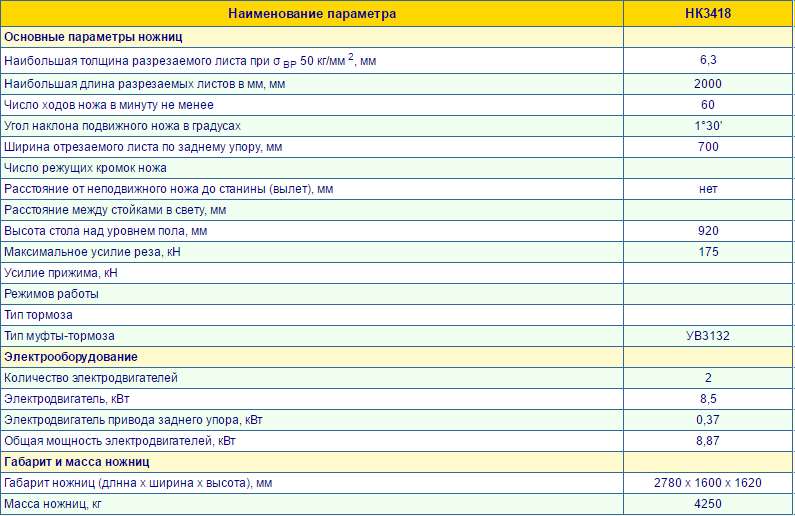
| Технические характеристики | НК3418 |
| Разрезаемый лист, мм | 6,3х2000 |
| Угол наклона подвижного ножа | 1°30′ |
| Частота ходов ножа, мин (холостых, при резке наибольших размеров разрезаемого металла) | 60, 25 |
| Наибольшая длина отрезаемой полосы при работе с задним упором, мм | 700 |
| Наибольшее усилие реза, кН | 175 |
| Высота от уровня пола до верхней кромки неподвижного ножа, мм | 920 |
| Расход сжатого воздуха за одно включение, л | 0,25 |
| Количество электродвигателей | 2 |
| Мощность главного электродвигателя, кВт | 8,5 |
| Количество резов в минуту | 60 |
| Число режущих кромок ножа | 4 |
| Тип муфты | пневматич. |
| Масса, кг | 4250 |
| Габаритные размеры, мм | 2780х1600х1620 |
Спецификация составных частей ножниц НД3314г, НД3316г, НД3318г
| № | Наименование параметра | НД3314г | НД3316г | НД3318г |
|---|---|---|---|---|
| 1 | Пульт управления | НД3314г-93-001 | НД3316г-93-001 | НД3318г-93-001 |
| 2 | Упор боковой | НД3314г-35-001 | НД3316г-35-001 | НД3318г-35-001 |
| 3 | Освещение линии реза | НД3314г-76-001 | НД3316г-76-001 | НД3318г-76-001 |
| 4 | Ограждение станины | НД3314г-71-091 | НД3316г-71-001 | НД3318г-71-001 |
| 5 | Защитная решетка | НД3314г-75-001 | НД3316г-75-001 | НД3318г-75-001 |
| 6 | Привод | НД3314г-21-001 | НД3316г-21-001 | НД3318г-21-001 |
| 7 | Ограждение ножевой балки | НД3314г-72-001 | НД3316г-72-001 | НД3318г-72-001 |
| 8 | Приводной вал | НД3314г-24-001 | НД3316г-24-001 | НД3318г-24-001 |
| 8 | Редуктор червячный с муфтой-тормозом | НД3314г-22-001 | НД3316г-22-001 | НД3318г-22-001 |
| 9 | Ограждение привода | НД3314г-73-001 | НД3316г-73-001 | НД3318г-73-001 |
| 10 | Упор задний | НД3314г-34-001 | НД3316г-34-001 | НД3318г-34-001 |
| 11 | Станина | НД3314г-11-001 | НД3316г-11-001 | НД3318г-11-001 |
| 12 | Уравновешиватель | НД3314г-33-001 | НД3316г-33-001 | НД3318г-33-001 |
| 13 | Устройство для удержания ножевой балки | НД3314г-77-001 | НД3316г-77-001 | НД3318г-77-001 |
| 14 | Балка ножевая | НД3314г-31-001 | НД3316г-31-001 | НД3318г-31-001 |
| 15 | Балка прижимная | НД3314г-32-001 | НД3316г-32-001 | НД3318г-32-001 |
| 16 | Электрооборудование | НД3314г-91-001 | НД3316г-91-001 | НД3318г-91-001 |
| 17 | Пневмооборудование | НД3314г-43-001 | НД3316г-43-001 | НД3318г-43-001 |
| 18 | Указатель положения ножевой балки | НД3314г-77-001 | НД3316г-77-001 | НД3318г-77-001 |
| 19 | Смазка | НД3314г-81-001 | НД3316г-81-001 | НД3318г-81-001 |
| 20 | Установка БВК | НД3314г-41-001 | НД3316г-41-001 | НД3318г-41-001 |
| 21 | Ограждение БВК | НД3314г-74-001 | НД3316г-74-001 | НД3318г-74-001 |