Принципы выбора
В многообразии оснастки может запутаться даже специалист. Поэтому при покупке насадок нужно учитывать каким критериям должны соответствовать дисковые фрезы.
Критерии
Критерии выбора дисковой фрезы по металлу:
- количество зубьев;
- материал.
Количество зубьев
От количества зубьев зависит чистота и точность резов, скорость обработки. С увеличением их количества повышается нагрузка на электродвигатель, замедляется процесс выведения металлической стружки из рабочей зоны.
Количество зубьев:
- малое — до 40;
- среднее — до 80;
- большое — более 90.
Для домашних работ нужно выбирать диски со средним количеством зубьев. Они производительные, не сильно напрягают электродвигатель, из рабочей зоны достаточно быстро выводится металлическая стружка.
Разные виды фрез (Фото: Instagram / grindingcenter)
Материал
Виды материалов:
- Чтобы разрезать металлы прочностью до 800 Мпа, нужно использовать оснастку, изготовленную из быстрорежущей стали, к которой добавляется до 5% молибдена.
- Чтобы обрабатывать металлы прочностью свыше 800 Мпа, рекомендуется применять фрезы из инструментальной стали, к которой добавляется до 5% кобальта.
- Для работы с нержавейкой подойдут специальные дисковые инструменты, на режущих частях которых закрепляются напайки, изготовленные из карбида вольфрама.
Преимущества
Положительные стороны:
- Качественная обработка заготовок.
- Получение резов высокой точности, чистоты при использовании дисков со множеством зубьев.
- Выполнение разных технологических операций.
- Универсальность применения. Можно использовать оснастку на станках разного производства.
Производители:
- Metabo;
- Корвет;
- Jet;
- «Инструмент-сервис»;
- Stayer;
- «Глобус».
Средняя цена — 1000 рублей.
Резка дисковой фрезой (Фото: Instagram / jet_tools_rus)
Какие бывают фрезы по металлу
Фреза по металлу — это специальный инструмент, с помощью которого режут металлические заготовки. Это делается посредством поступательно-вращательных движений. Данный вид имеет большое количество разновидностей, благодаря чему спектр выполняемых операций с его помощью очень большой.
Сегодня мы расскажем принцип работы такого инструмента и узнаем, какие существуют виды фрез по металлу.
Непосредственно сама фреза — это исходная часть движения, и при обработке заготовки соприкасается с ее поверхностью. Данный инструмент характеризуется большим количеством видов рабочей поверхности.
Благодаря тому, что существуют разные типы фрез по металлу, выборку материала можно выполнять даже на самых сложных участках
Но при этом крайне важно выбрать тот или иной тип инструмента, а также способ его подачи. Он может быть поступательно-вращательным, винтовым и т
д
д.
Режущие кромки делаются на основе таких материалов, как:
- некоторые сорта стали;
- твердые сплавы;
- алмазы;
- керамика;
- кардная проволока и т. д.
Далее мы рассмотрим ключевые типы фрез, предназначенные для обработки металлических заготовок и их характерные особенности.
Классификация
Фрезы по металлу отличаются друг от друга по таким признакам:
- по размещению своих режущих частей (или зубьев);
- по типу заточки;
- по направлению (винтовые, наклонные или другие);
- по конструкции (составные, монолитные или сборные);
- по материалу;
- по креплению режущих инструментов.
Существует больше видов с учетом разных особенностей, однако перечислять все без исключения будет достаточно долго.
Разновидности и применение
Каждый вид фрезы применяется только на определенном технологическом этапе обработки материалов. Здесь все зависит от того, какая поставлена задача.
Например, цилиндрические бывают двух видов:
- винтовые;
- с прямыми зубьями.
Последний тип применяется для более примитивных задач и преимущественно на узких ограниченных участках. А вот фрезы с режущими винтовыми частями имеют более универсальное назначение.
Но поскольку осевые усилия могут быть значительными, то применение такого инструмента ограничено углом наклона режущей грани, а это не больше 450. Именно в таких случаях требуется устанавливать цилиндрические сдвоенные инструменты. Такое исполнение характерно тем, что в процессе обработки материалов режущие части перекрывают место стыка половин.
Другие типы инструментов
Червячные фрезы имеют специфическую сферу применения. В этом случае материал обрабатывается посредством метода обката. Выборка заготовок выполняется в процессе точечного касания их фрезой. В зависимости от направления их винтов они бывают правыми или левыми, также они могут быть одно- или же многозаходными, цельными или сборными, иметь шлифованные или нешлифованные зубья.
Концевые изделия применяются с целью обработки уступов, пазов и не только. Их хвостовки могут иметь цилиндрическую или коническую форму. Также они предназначаются для предварительной обработки материалов (с крупными зубьями) или же финишной, с мелкими зубьями. Могут оснащаться напаянными режущими пластинами или быть монолитными.








Обдирочные концевые инструменты используются для обработки кованых или литых сплавов. А с помощью шпоночных изделий выполняется выборка Т-профилей. Они имеют два зуба, один при этом находится на конце, а второй — посередине. Параметры зоны выборки заготовки определяются интервалом между ними.
Еще один тип подобного инструмента — отрезной. С их помощью производят полную или частичную обрезку металлических заготовок. Режущие кромки размещены лишь на верхних гранях зубьев, а вот на кромках их нет.
В зависимости от размеров зубьев, отрезные фрезы бывают:
- крупными;
- средними;
- мелкими.
При этом мелкие и средние используются для обрезки стали и чугуна, а крупные — для обработки легких магниевых, алюминиевых и других сплавов.
Для обработки изделия из металлов чаще всего мастера используют именно фрезу. При этом она может быть одновременно оснащена несколькими видами зубьев, режущих кромок или лезвий. Данный инструмент может иметь разные профили, формы, типы, размеры и сферы применения. Некоторые виды фрез по металлу и особенности их применения и работы мы уже рассмотрели выше.
Как сделать правильный выбор фрезы по металлу
Чтобы получить конструкции из металла правильной формы, с соблюдением параметров, указанных в проекте, предварительно проводят обработку всех ее элементов. Для этого существует несколько способов, наиболее востребованный из которых — фрезерование. Точность выполненной работы напрямую зависит от правильно подобранной фрезы — непосредственно режущего материала.
Виды червячных фрез
Выделяют довольно большое количество различных моделей, классификация проводится по нескольким признакам. В зависимости от типа проводимой обработки выделяют следующие варианты исполнения:
- Черновые. Подобный вариант исполнения применяется для предварительного формирования поверхности, передний угол составляет 5-7 градусов. Ключевой особенностью можно назвать небольшую толщину зубьев. Этот инструмент получил самое широкое распространение в различных областях промышленности, так как применяется при проведении промежуточной операции.
- Чистовые. После проведения черновой обработки полученная деталь зачастую не обладает требуемыми параметрами. Для того чтобы их достигнуть проводится чистовая обработка, которая предусматривает применение определенных червячных фрез.
- Прецизионные. Этот вариант исполнения, при изготовлении которого также учитывается госстандарт, предназначается для нарезания зубьев в турбинных передачах. Отличительной особенностью можно назвать увеличенный диаметр изделия.
- Фреза червячная питчевая относится к категории специальных инструментов, применяется для получения звездочек.
Довольно большое распространение получила фреза червячная модульная, которая бывает однозаходной или многозаходной. Второй вариант исполнения применяется для чистового точения, так как изготавливается при применении жаропрочных материалов.
Все чаще в машиностроительной области встречаются сборные червячные фрезы. Их ключевыми особенностями назовем следующие моменты:
- Основная часть представлена цельным элементом. За счет этого обеспечивается высокая прочностью и длительный эксплуатационный срок.
- Рабочая поверхность получается за счет применения вставных гребенок или путем их крепления методом сварки.
Большинство модульных вариантов исполнения с небольшим диаметром производится в цельном виде. За счет этого существенно повышается их прочность.
Основным признаком классификации также можно назвать тип применяемого материала при изготовлении изделия. К особенностям применяемых сплавов отнесем следующие моменты:
- Износоустойчивость. Подобное свойство считается основным для всех инструментов, которые применяются для механической обработки. Если показатель низкий, то режущая кромка начинает быстро тупится. В результате этого снижается точность обработки, а также уменьшается эксплуатационный срок.
- Жаропрочность. Процесс резания основан на трении, при котором возникает тепловая энергия. Слишком высокая температура становится причиной повышения пластичности, в результате чего происходит деформация поверхности и ухудшение ее характеристик.
- Высокая твердость поверхности. Именно твердость применяемого материала определяет эффективность червячной фрезы на момент работы.
- Устойчивость к внутренним деформациям. Во время резания силы могут быть распределены самым различным образом. Внутренние деформации, связанные с нагревом и другим воздействием на материал, становятся причиной появления трещин и других дефектов. Если они проявились, то оснастка не может использоваться в дальнейшем.

Современные сплавы существенно расширили возможность фрезеровального оборудования, позволили повысить производительность и качество получаемых изделий. Фреза червячная новикова часто изготавливается при применении инструментальных сталей, которые могут выдержать воздействие высокой температуры и при этом сохранить износостойкость.
Эксплуатация и хранение
Особенности:
Хранить насадки лучше в специальных футлярах
Если их нет, для них нужно подготовить отдельный ящик и расположить его в сухом месте с низким уровнем влажности.
Важно регулярно проверять остроту режущих частей. Если оснастка затупилась, нужно отдать ее на переточку или заменить.
Чугун можно обрабатывать только на низких оборотах, другие металлы в разных режимах.
При работе в рабочую зону нужно добавлять охлаждающую жидкость.
С помощью дисковых фрез по металлу можно выполнять разные технологические операции
При их выборе важно учитывать определенные моменты, чтобы не столкнуться с разными проблемами. При правильном хранении, настройке, работе с оснасткой можно получить высокое качество обработки металлических заготовок
Государственные стандарты
При производстве инструментом должны применяться определенные стандарты, которые обеспечивают длительную службу и работы с заданными параметрами. Примером можно назвать то, что изготавливают фрезы дисковые зуборезные модульные по ГОСТ 28527-90. Также применяется и стандарт ГОСТ 10996-64, который определяет определенные геометрические формы и свойства рабочей поверхности.
Встречается довольно большое количество различной нормативной документации, которая может применяться при производстве инструментов. Также встречаются таблицы модульных фрез. Они применяются для выбора наиболее подходящего варианта исполнения и определенная основных характеристик.
Сегодня государственный стандарт соблюдается всеми производителями. При этом зарубежные производители применяют другие стандарты, но параметры практически идентичные.
Рассматривая государственные стандарты отметим нижеприведенные моменты:
- Стандартизируется наружный диаметр изделия. Подобный показатель определяет производительность и некоторые другие параметры обработки.
- Стандартизации подлежит и диаметр внутреннего отверстия. За счет этого упрощается процесс подбора наиболее подходящей оснастки. В продаже встречается просто огромное количество различных оправок, предназначение которой заключается в фиксации модульной фрезы.
- При производстве рабочей и основной части могут применяться только определенные материалы. Некоторые малоизвестные производители применяют сплавы, которые не включены в стандарты для экономии. Этот момент приводит к тому, что поверхность быстро изнашивается. Чаще всего применяется быстрорежущая сталь Р6, но также встречаются различные тугоплавкие сплавы.
- Для нарезания требуемой рабочей поверхности проводится затачивание режущей кромки под определенным углом. Подобные стандарты должны учитываться по причине того, что неправильный угол заточки приводит к быстрому износу и многим другим проблемам.
В заключение отметим, что выбор рассматриваемого инструмента проводится по достаточно большому количеству различных признаков. Примером можно назвать то, что при изготовлении рабочей части могут использовать быстрорежущую сталь или тугоплавкий сплав. Режущая кромка выполняется в виде литой конструкции или напаек из специальных материалов. При выборе учитываются размеры заготовки, тип применяемого материала при их изготовлении и другие параметры.
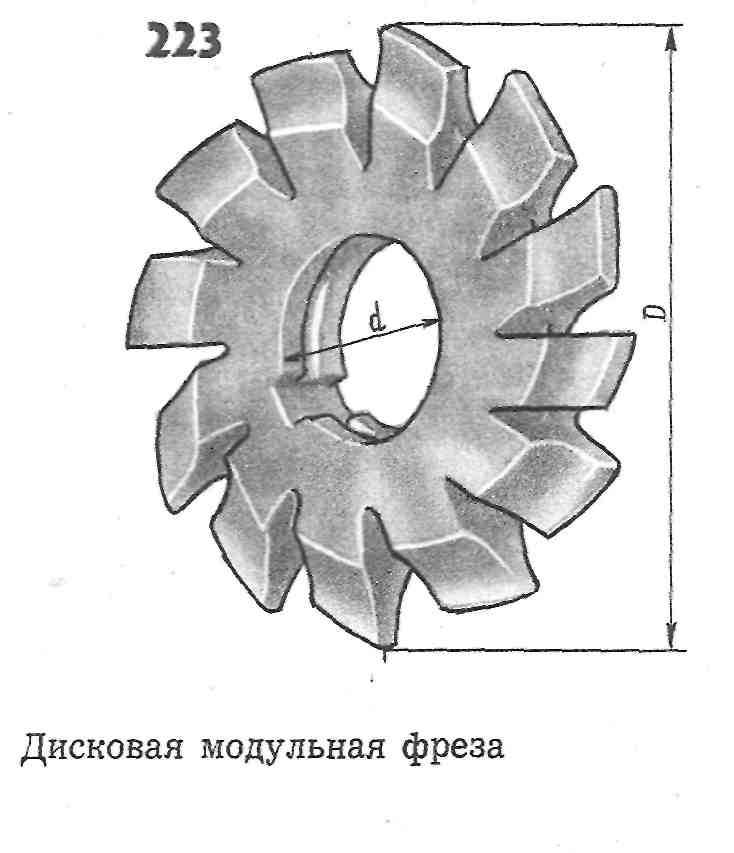
Дисковая модульная фреза
| Реечно-фрезерный станок мод. КУ-30. |
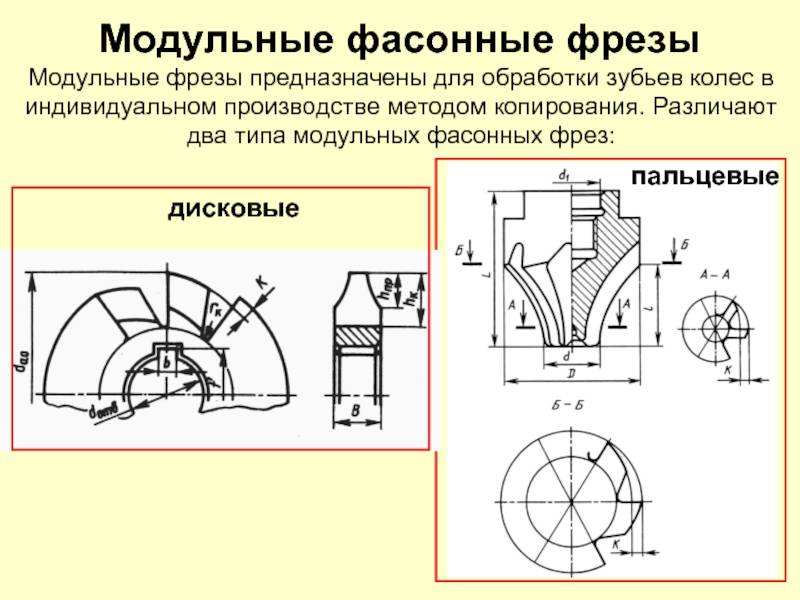
Дисковые модульные фрезы предназначены для нарезания зубчатых колес и червяков на зубофрезерных или фрезерных станках методом копирования с применением единичного деления.
Дисковые модульные фрезы предназначены для нарезания зубчатых колес и червяков на зубофрезерных или фре-черных станках методом копирования с применением единичного деления.
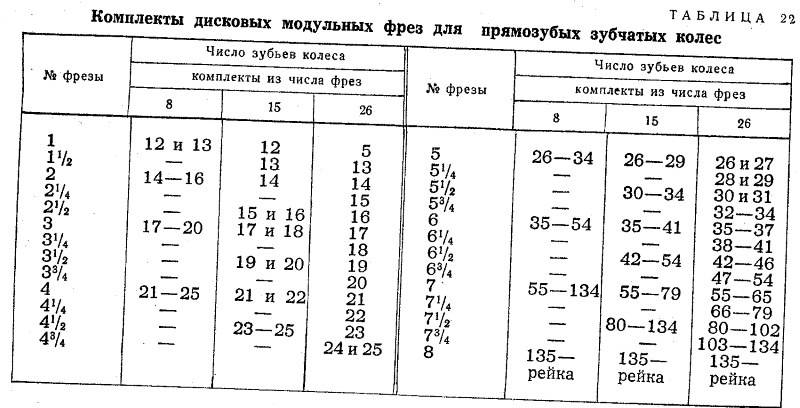
Дисковые модульные фрезы стандартизованы ( ГОСТ 10996 — 64) для всего ряда модулей от 0 3 до 16 мм. Для каждого модуля применяется комплект фрез из 8, 15 или 26 шт.









Дисковые модульные фрезы изготовляются наборами из 8, 15 и 26 шт.
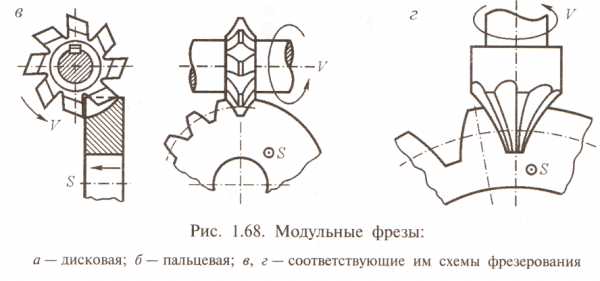
| Модульные фрезы. |
Дисковые модульные фрезы применяют для нарезания цилиндрических зубчатых колес с прямыми и косыми зубцами эволь-вентного профиля с модулем т до 10 мм.
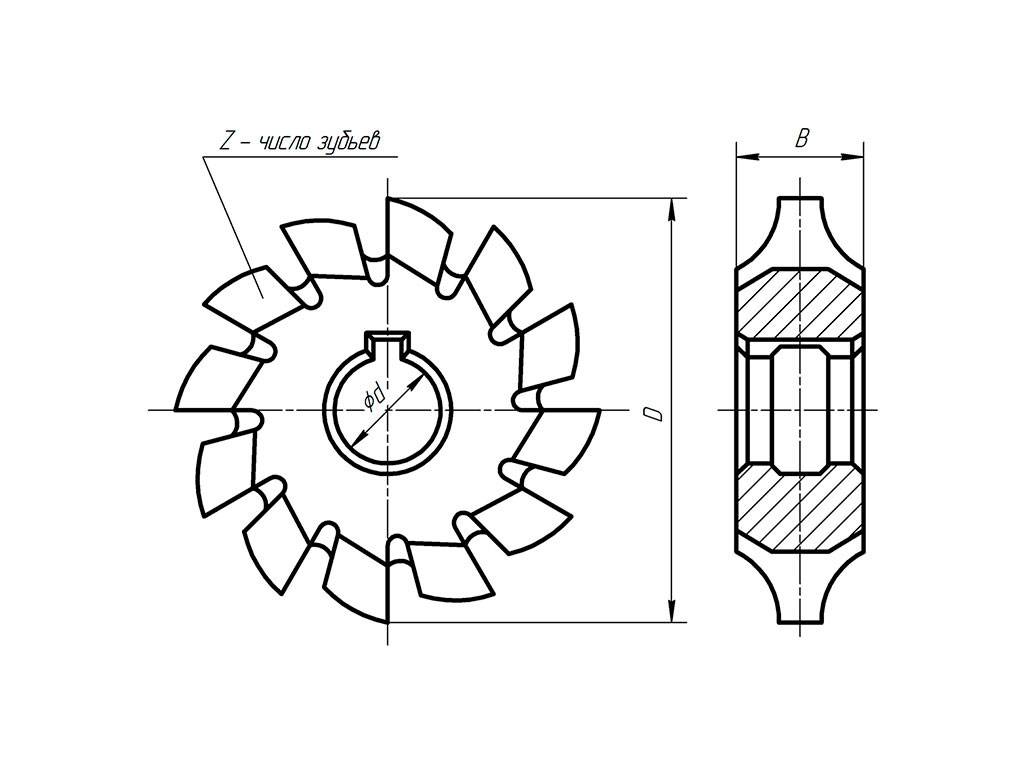
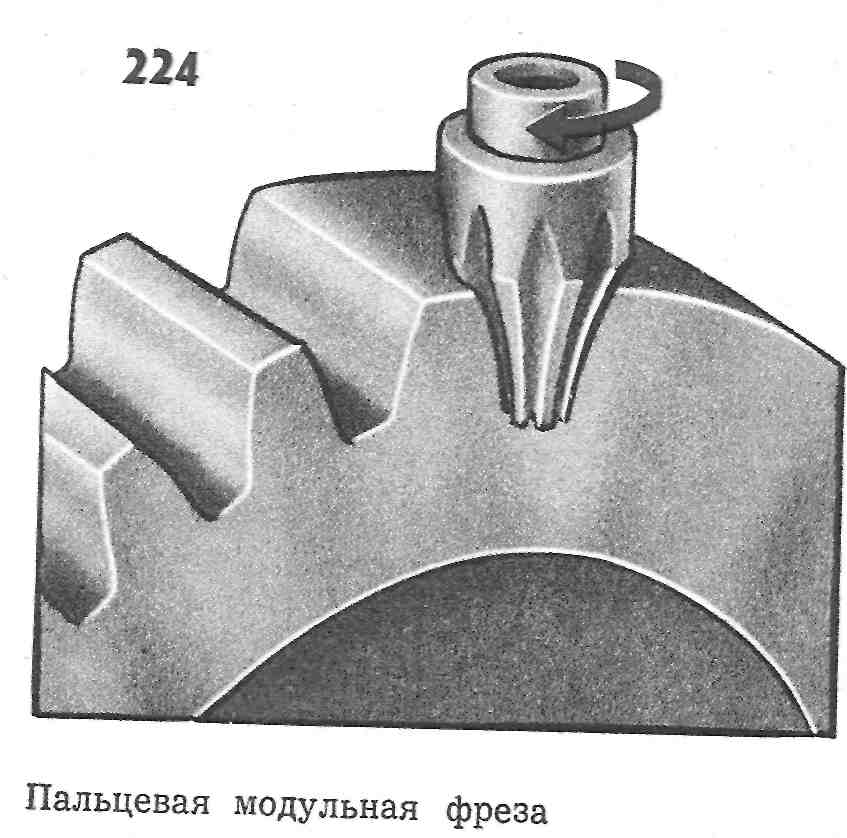
Дисковая модульная фреза представляет собой насадную фасонную фрезу с затылованным зубом.
Дисковые модульные фрезы применяют для чернового и чистового нарезания цилиндрических колес с прямыми и косыми зубьями, шлицевых валов, секторов, реек, чернового нарезания конических колес с прямыми зубьями и чистового нарезания мелкомодульных зубчатых колес. Нарезание осуществляется на специальных и универсально-фрезерных станках методом копирования, каждый зуб нарезается отдельно с единичным делением.
| Схема нарезания зубьев спаренными дисковыми фрезами. |
Дисковые модульные фрезы чаще всего применяют для чернового нарезания зубьев цилиндрических колес. Для повышения производительности, особенно при обработке зубчатых колес с большим числом зубьев, производится одновременная обработка двух и трех зубьев спаренными дисковыми фрезами. Применяются различные схемы обработки: черновое нарезание одновременно двух и трех зубьев, а также черновое и чистовое нарезаниэ одн — временно. В каждом рассматриваемом варианте применяют фрезы специального профиля. Спаренные дисковые фрезы требу: от точной установки относительно оси обрабатываемого колеса. Если на оправке установлены три фрезы для черновой обработки, средняя фреза должна располагаться симметрично оси колеса.
| Нарезание зубчатого колеса модульной фрезой.| Нарезание зубчатого колеса пальцевой фрезой. |
Дисковая модульная фреза представляет собой сложный и дорогостоящий инструмент.
| Профиль резца ( а и постраитель. |
Дисковые модульные фрезы применяются в часовой промышленности для нарезания трибов в часах.
Особенности выбора и работы отрезной фрезой
Приведем основные рекомендации по подбору и применению фрез отрезных по металлу:
- Чистота полученного среза и скорость зависят от количества зубцов на фрезе. Чем больше зубьев, тем чище срез.
- Фрезы с большим количеством зубьев (от 80 и более) рекомендуются для чистовой обработки. При использовании данного инструмента затруднен отвод стружки и увеличивается нагрузка на оборудование. Поэтому для первичной черновой нарезки рекомендуются фрезы с малым количеством зуба (10-40 шт.) после которых необходима дополнительная зачистка торца.
- Инструмент со средним количеством зубьев (40-80 шт.) является наиболее универсальным и подходит для многих операций.
- Для работы с заготовками из металла прочностью от 500 до 800 рекомендуются фрезы из стали Р6М5 благодаря наличию в составе молибдена. Для заготовок большей твердости желательно использовать фрезы с содержанием кобальта.
- Для работы с нержавеющими марками стали применяются фрезы с напайками из карбида вольфрама, которые нельзя перетачивать.
- При работе скорость реза необходимо устанавливать в соответствии со справочной литературой. Для быстрорежущих сталей она составляет порядка 40-60 м/мин.
- Для получения максимально чистого торца рекомендуется работать с малыми подачами.
Особенности стали для изготовления фрез
Оборудование выполняют из быстрорежущих сплавов, к которым относятся высоколегированные марки стали с повышенной теплостойкостью. Подобная отличительная черта достигается введением в сплав молибдена, хрома и ванадия в сочетании с вольфрамом. Для производства отрезных фрез в основном берут сталь таких марок: Р6М5, Р12, Р18.
На заводы для изготовления режущего инструмента сплавы поступают в виде стальных заготовок (в поковках).
Когда фрезы подвергают нагреву под закалку, в сплаве начинает формироваться аустенит. Он содержит относительно небольшое количество углерода и активно легируется. Режущий инструмент получает особую структуру после закалки и состоит из мартенсита с меленькими иглами, различных карбидов и остаточного аустенита.
Основными легирующими добавками для быстрорежущих сталей служат ванадий, вольфрам, молибден и кобальт. Именно эти элементы способны обеспечить нужную красностойкость материала. В подобные сплавы обязательно добавляют хром
Особое внимание уделяется количеству в стали углерода: его число должно быть таким, чтобы в сплаве могли сформироваться карбиды вводимых добавок. Если количество углерода будет меньше 0,7%, то готовая фреза не будет иметь нужную твёрдость
Как на свойства сплавов влияют легирующие элементы:
Как на свойства сплавов влияют легирующие элементы:
- Фосфор и сера оказывают негативное воздействие на характеристики стальных быстрорежущих композиций. В сплаве их количество не должно превышать 0,03 и 0,015% соответственно.
- Вольфрам и молибден являются основными легирующими добавками. Именно благодаря им обеспечивается высокая степень эксплуатационной и красностойкости стали.
- Хрома в сплаве должно содержаться не более 4%. Он придаёт повышенную прокаливаемость металлу.
- Кобальт повышает красностойкость, но удаляет углерод из стали и понижает её прочность и вязкость.
Чаще всего инструмент изготавливают из стали марки Р6М5. Её стоимость ниже, но и фреза получается менее износостойкой, чем из материалов марок Р18 и р12.
Максимальная износостойкость у сплава Р18: в нём наибольшее количество вольфрама, отсюда и высокая стоимость. А по показателям теплостойкости лучшим считается инструмент, изготовленный из стали Р12.
Как выбрать?
Чтобы правильно выбрать инвентарь, необходимо учесть:
- зависимость чистоты реза от количества зубцов – чем их больше, тем чище кромка;
- при 80 и более зубьях он используется для чистовой обработки – отвод стружки усложняется, увеличивается нагрузка на оборудование;
- при 10-40 зубах их применяют для черновой обработки, после которой нужна зачистка торца;
- при 40-80 зубцах можно использовать круг в качестве универсального инструмента;
- если прочность составляет 500-800 МПа, используют пилы с повышенным содержанием молибдена (Р6М5), а для особо твердых – кобальта;
- нержавейка обрабатывается дисками с напайками из карбида вольфрама, такие пилы повторной заточке не подлежат;
- скорость реза устанавливается на основании справочных данных, для быстрорежущих сталей она составляет 40-60 м/мин;
- при низкой подаче кромка получается чище.

Одним из лидеров в производстве дисков по металлу является компания Julia. Она предлагает полный ассортимент продукции для предприятий, мелкого и серийного производства. В каталоге есть круги с повышенным содержанием молибдена для сталей прочностью 500-800 Н/мм2, кобальта для нержавеющей и высокопрочной стали, изготовленные из быстрорежущей стали, из сплава DMo5, где присутствует 6,4% вольфрама, 5% молибдена, 1,9% ванадия. Они имеют разные характеристики, но все устойчивы к износу, прочны и надежны, долго сохраняют остроту заточки. Устанавливаются они на ручные, автоматические, полуавтоматические отрезные станки. Диаметр их составляет 160-620 мм, толщина – 1-6 мм. Отличаются они по типу покрытия, форме зуба и области применения.
Узнать больше подробностей и приобрести твердосплавные дисковые фрезы по металлу можно в .
Дисковые зуборезные (модульные) фрезы
Дисковые зуборезные (модульные) фрезы служат для предварительного и окончательного нарезания цилиндрических прямозубых и косозубых колес и шевронных колес с канавкой между зубчатыми венцами на ободе для выхода инструмента. Эти фрезы применяются также для предварительного, а в отдельных случаях и окончательного нарезания прямозубых конических колес.
В производстве зубчатых колес применяются следующие типы дисковых фрез: стандартные комплекты фрез нормального ряда из 8, 15 или 26 номеров, специальные чистовые дисковые фрезы для нарезания определенного колеса, черновые дисковые фрезы.
Стандартные дисковые зуборезные фрезы нормального ряда. Для каждого модуля и профильного угла, а также для каждого числа зубьев колеса теоретически необходимо иметь специальную дисковую фрезу, что экономически нецелесообразно. Поэтому специальные дисковые фрезы для нарезания определенного колеса применяют:
- для изготовления зубчатых колес с числом зубьев, меньшим 12;
- для зубчатых колес с циклоидальным профилем зуба.
В остальных случаях применяют комплекты, состоящие из 8, 15 или 26шт. Каждая фреза комплекта предназначена для нарезания колес с числами зубьев в определенных границах. Наибольшее распространение получили комплекты, состоящие из 8 и 15 фрез (Рис.1.).
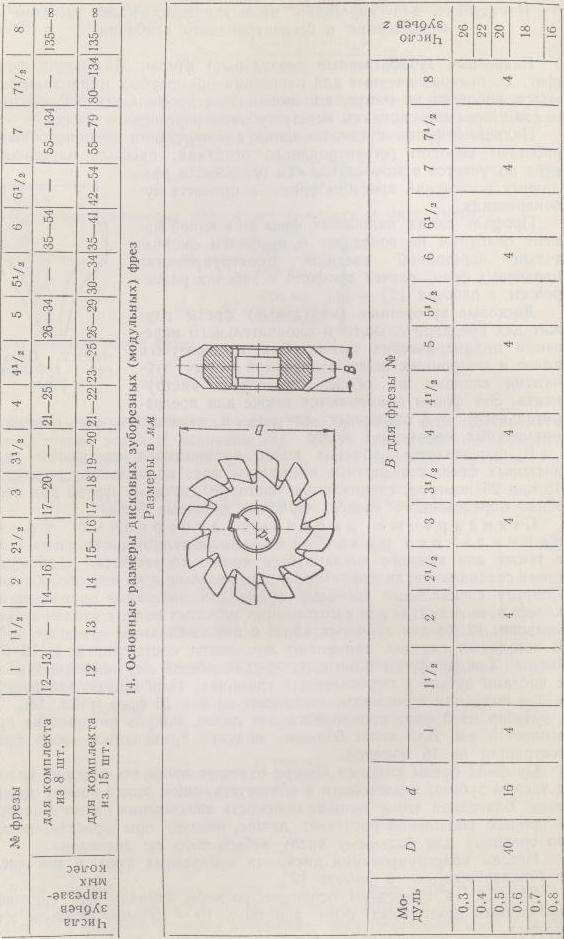
Рис.1. Наборы дисковых зуборезных (модульных) фрез.
Набор их 8 фрез применяется для колес, модуль которых не превышает 8мм. Для колес больших модулей применяется набор фрез, состоящий из 15 номеров.







Профиль фрезы каждого номера отвечает профилю впадины колеса с числом зубьев, наименьшим в соответствующем этому номеру диапазоне. Благодаря этому меньше опасность защемления парного колеса, и процесс зацепления протекает лучше, нежели при проектировании по среднему или большему числу зубьев того же диапазона.
На Рис.2. приведены основные размеры стандартных дисковых зуборезных (модульных) фрез, а на Рис.3. — рабочие размеры этих фрез.

Рис.2. Основные размеры стандартных дисковых зуборезных (модульных) фрез.
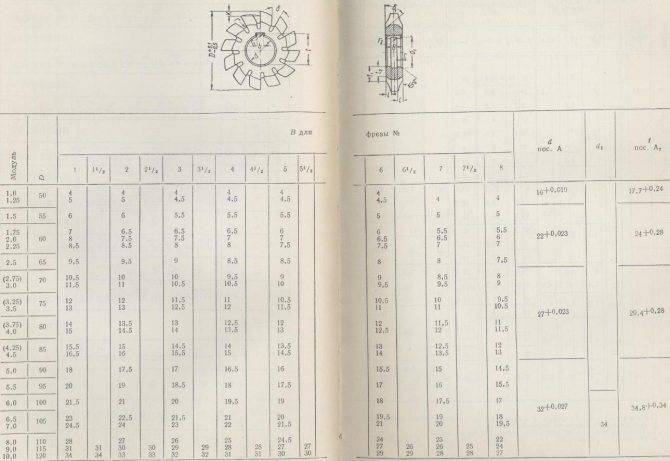

Рис.3. Рабочие размеры дисковых (модульных) фрез.
Специальные чистовые дисковые зуборезные (модульные) фрезы для нарезания определенного колеса. Эти фрезы имеют ту же конструкцию, что и стандартные дисковые зуборезные фрезы, но профиль специальной модульной фрезы в точности соответствует профилю впадин нарезаемого колеса. С целью повышения стойкости и производительности такие фрезы конструируют с увеличенным наружным диаметром и увеличенным числом зубьев по сравнению со стандартными дисковыми зуборезными фрезами.
Архив новостей:
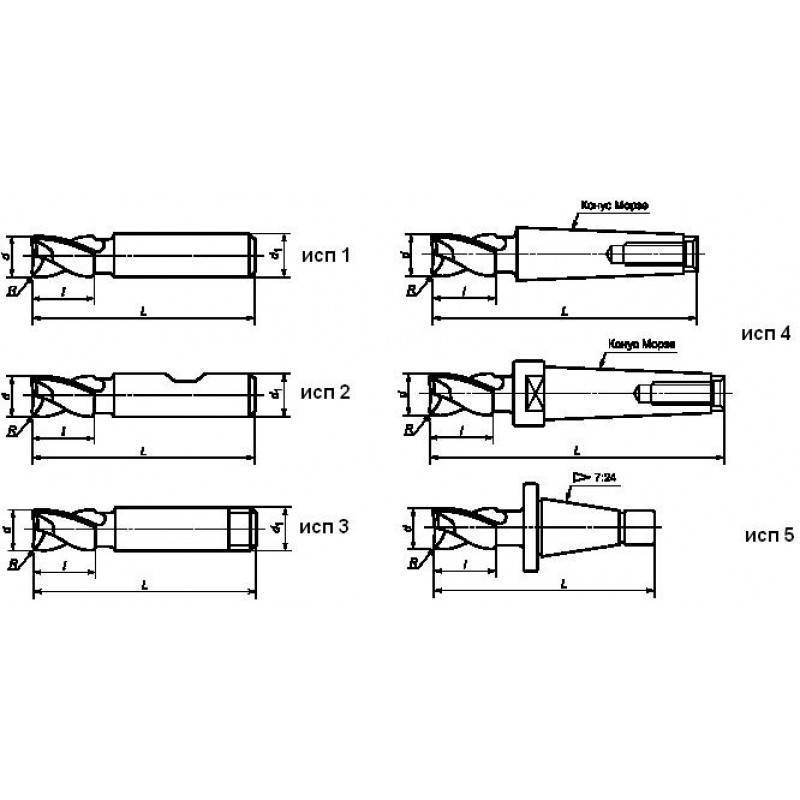
- Пальцевые фрезы (Рис.1.), предназначенные для нарезания прямозубых цилиндрических колес, работают по методу копирования, и профиль такой фрезы одинаков с профилем впадины между зубьями нарезаемого колеса. Рис.1. Пальцевая зуборезная фреза. Пальцевые фрезы, предназначенные для нарезания шеврон…
«>Пальцевые зубофрезерные (модульные) фрезы
- Набором фрез называется группа фрез, которые подобраны по профилю и размерам обрабатываемой детали и закреплены на одной общей оправке. В состав набора входят: фрезы требуемых форм и размеров, оправка и кольца, посредством которых устанавливают необходимые расстояния между фрезами. Набор фрез поз…
«>Набор фрез
- Фрезы прорезные (шлицевые) и отрезные
- Фрезы для пазов сегментных шпонок изготовляют по ГОСТу 6648-59. Крепление фрез в шпинделе станка производится при помощи цилиндрического хвостовика. Размеры этих фрез приведены на Рис.1. и Рис.2. Рис.1. Фрезы хвостовые для шпонок сегментных. Рис.2. Фрезы насадные для пазов шпонок сегментных…
«>Фрезы для пазов сегментных шпонок
- Фрезы для станочных Т-образных пазов изготавливают двух типов: тип I — с коническим хвостовиком без лапки; тип II — с коническим хвостовиком с лапкой. Размеры фрез для Т-образных пазов приведены на Рис.1. Рис.1. Фрезы для станочных Т-образных пазов.
«>Фрезы для станочных Т-образных пазов
Следующая страница >>
Daoist Yoga