Содержание:
- 1. Выполнение внутренней резьбы метчиком
- 2. Тонкости нанесения наружной резьбы плашкой и клуппом
- 3. 5 советов по успешному выполнению работ
От крепежных элементов до рабочих узлов типа винтовой пары – все эти соединения имеют резьбу. Со временем она изнашивается, особенно, если крепеж находится под нагрузкой, например, шпильки ступицы автомобиля, гайки, болты и т.д. Тогда требуется замена износившейся детали, но не всегда удается найти новую, подходящую по параметрам. В таких случаях многие мастера нарезают резьбу вручную с помощью специального резьбонарезного инструмента – метчиков, плашек и клуппов.
Изготавливается резьбонарезной инструмент из быстрорежущей стали или твердосплавных металлов, имеет острые режущие кромки специальной формы и размера, благодаря чему получается точно подходящая под параметры резьба. Инструменты различаются по шагу, длине и направлению нарезаемой резьбы. Но основное их отличие в том, что одни предназначены для выполнения внутренней резьбы, другие – для наружной. О каждом их виде мы расскажем подробнее.
Виды резьбовых соединений
pkmetiz.ru
Наиболее распространенным способом стыковки элементов различных конструкций является резьбовое соединение. Оно широко применяется в строительстве, при монтаже трубопроводов, в машиностроении и многих других отраслях. Популярность этого способа обусловлена следующими преимуществами:
- высокая надежность и продолжительный срок службы;
- создание разъемных соединений, простота монтажа и демонтажа при помощи общедоступных инструментов;
- контроль силы затягивания при сборке;
- малый вес и размеры крепежа, по сравнению с соединяемыми конструктивными элементами;
- широкая доступность, большой выбор типоразмеров крепежа.
Черчение
§ 31. Изображение и обозначение резьбы
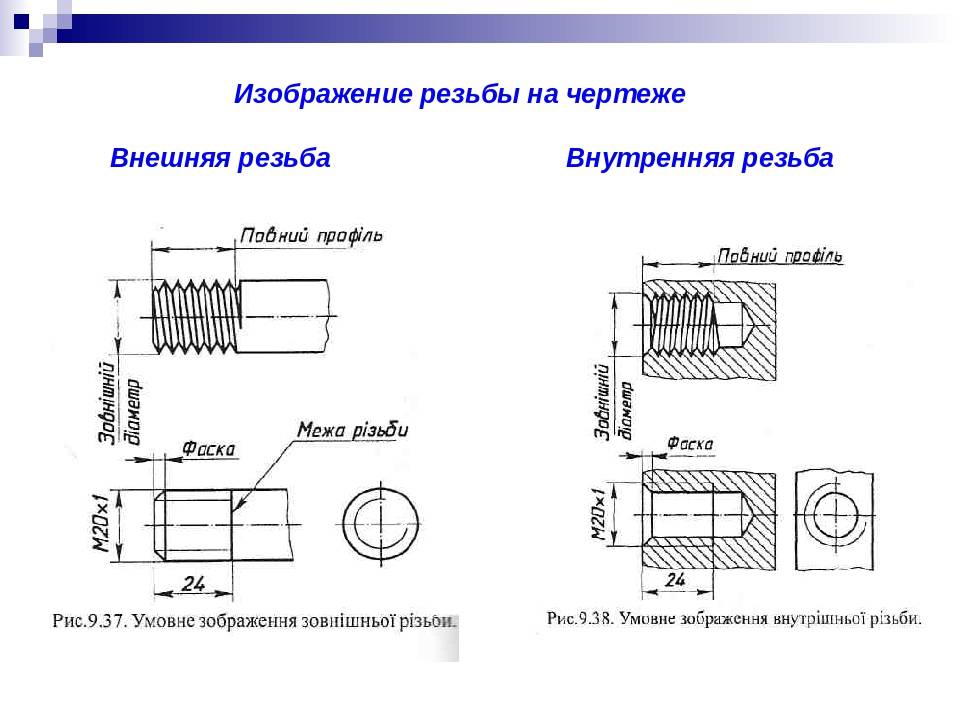
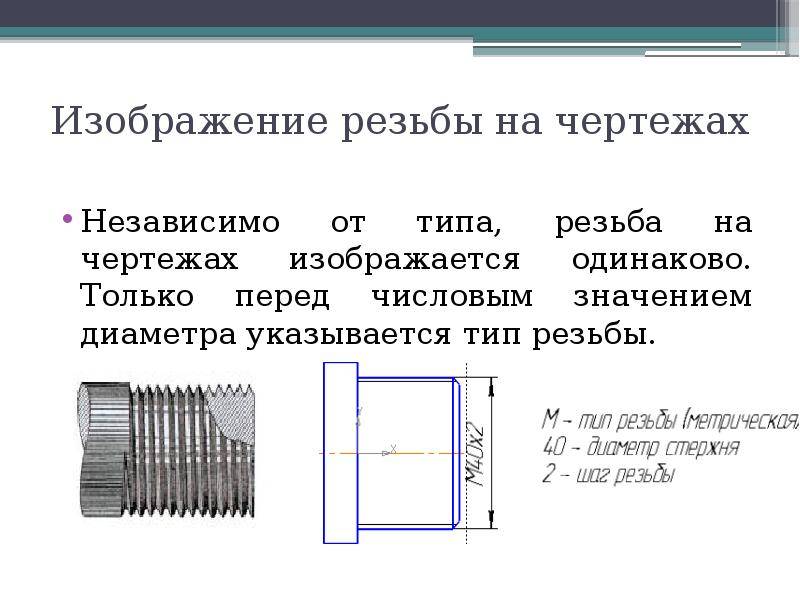
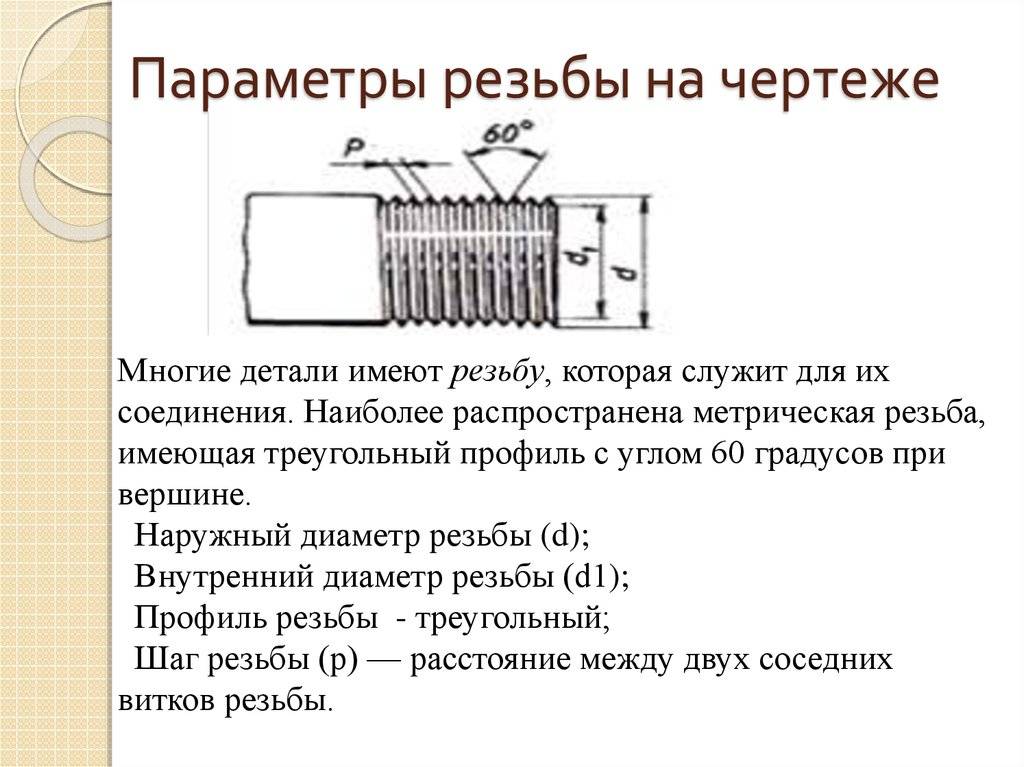
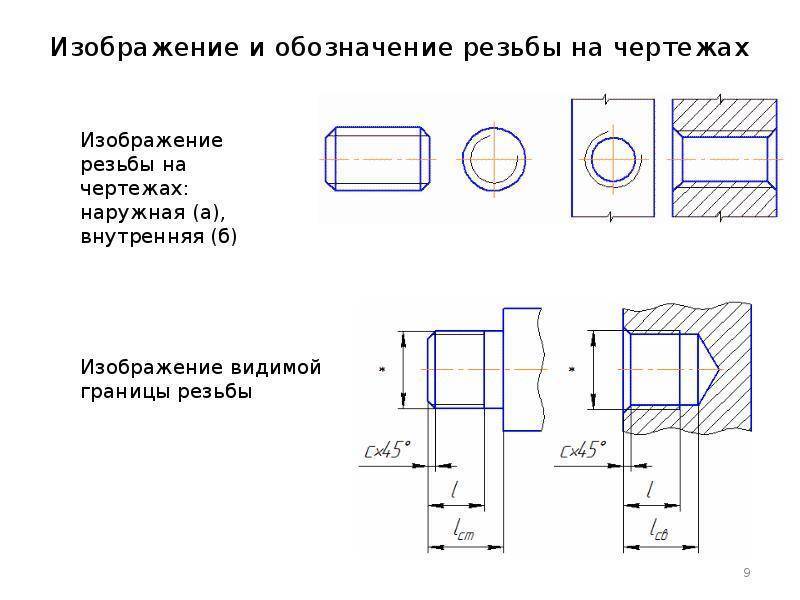
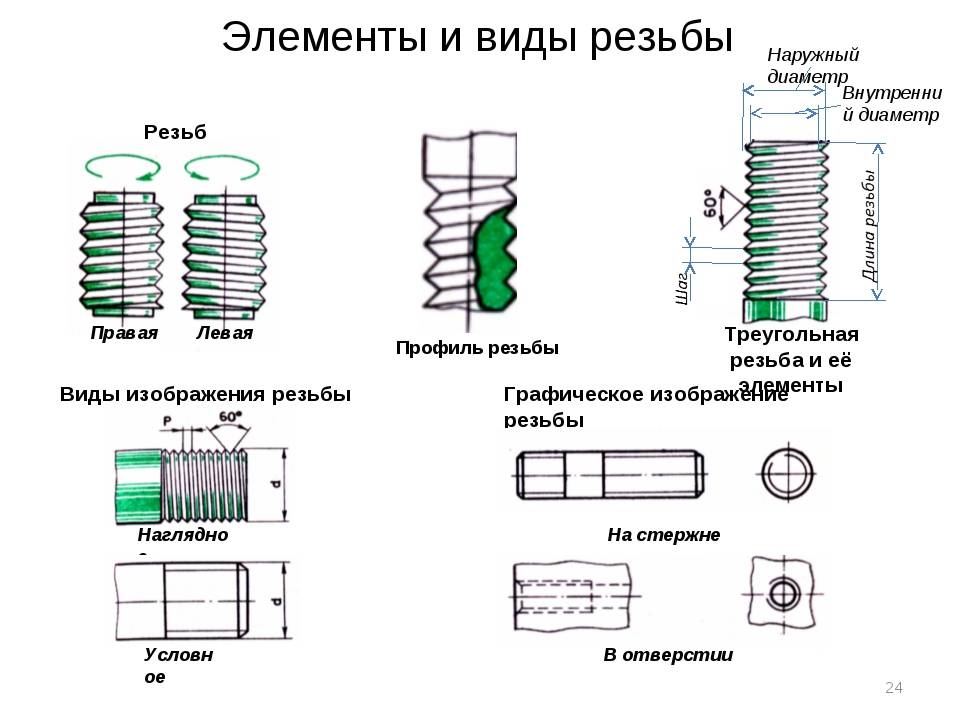
31.1. Изображение резьбы. Многие детали имеют резьбу, которая служит для их соединения. С помощью резьбы осуществляют также передачу движения. Наиболее распространена метрическая резьба, имеющая треугольный профиль с углом 60° при вершине.
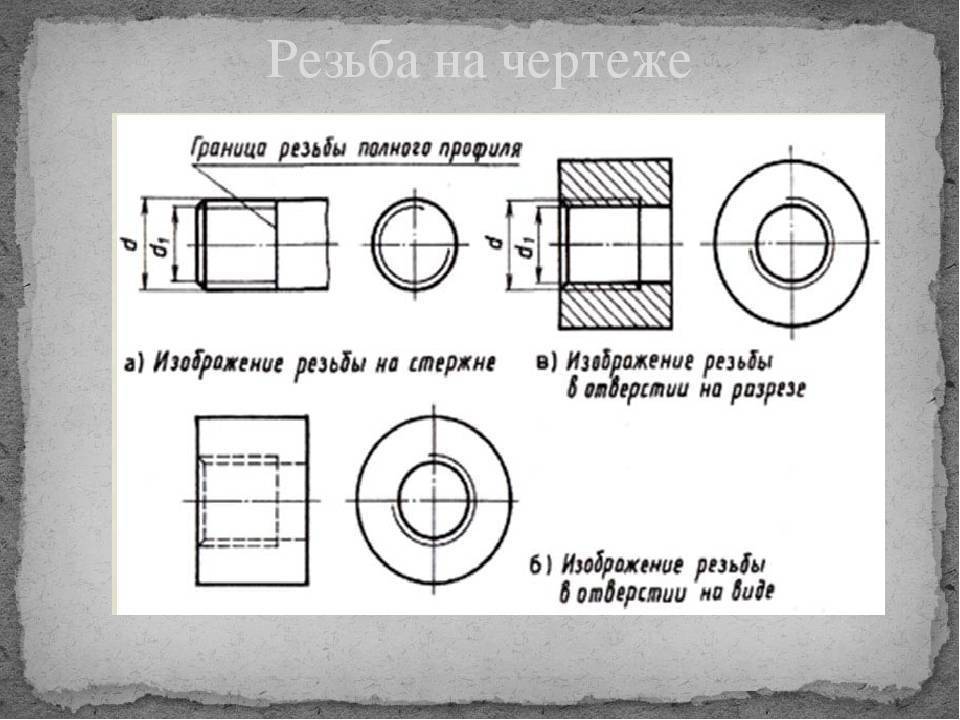
Резьба на чертежах изображается условно. Это значит, что ее не рисуют такой, как мы ее видим (рис. 210, а), а вычерчивают упрощенно по правилам, установленным государственными стандартами (рис. 210, б).
Рис. 210. Изображение резьбы на стержне: а — наглядное (d — наружный диаметр, Р – шаг); б условное
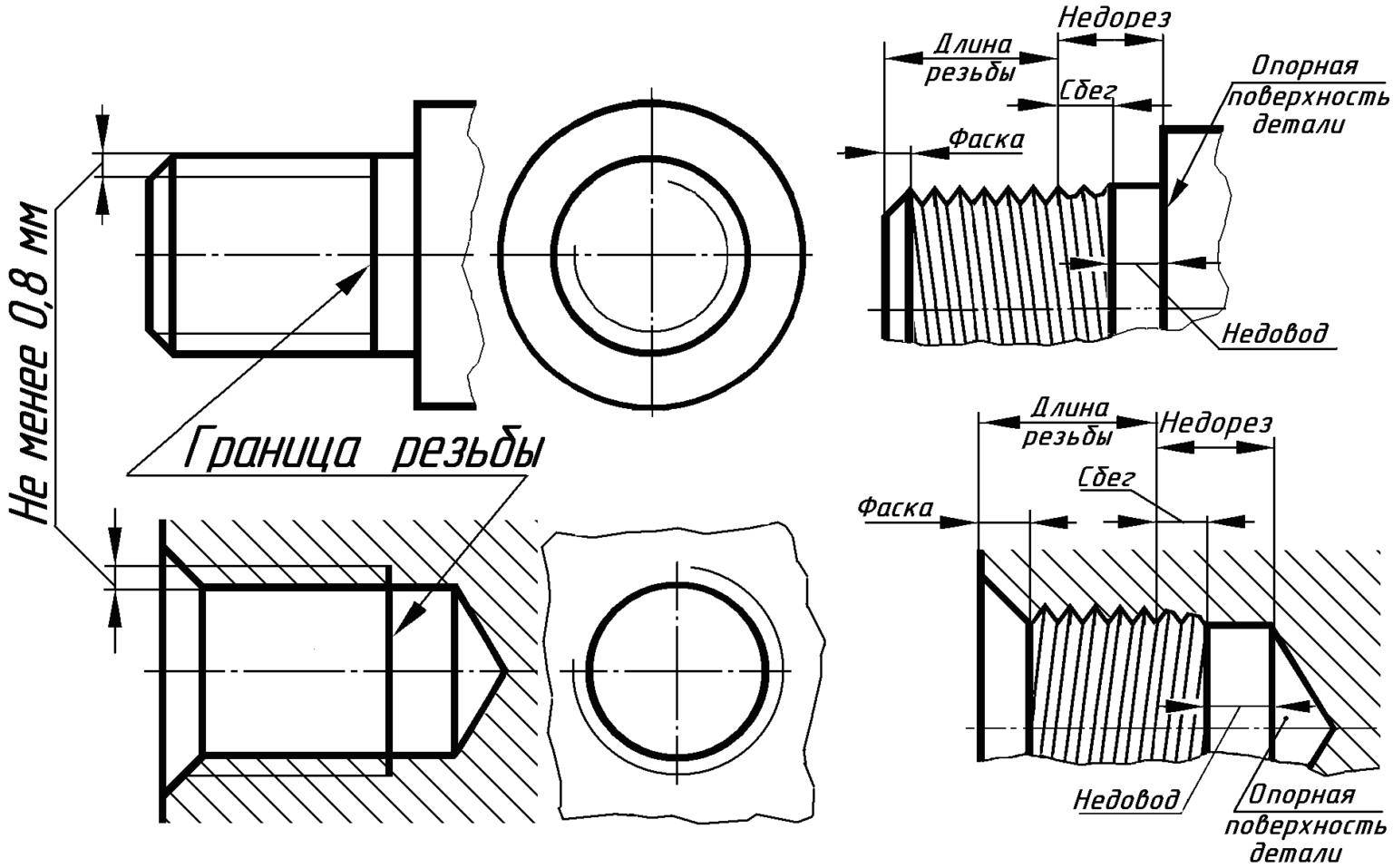
На рисунке 211 приведен пример изображения резьбы на стержне (шпильке).
Рис. 211. Изображение резьбы на шпильке
По наружному диаметру ее изображают сплошными толстыми линиями как на виде спереди, так и на виде слева, а по внутреннему — сплошной тонкой линией. При этом на виде слева по внутреннему диаметру резьбы проводят тонкой линией дугу, приблизительно равную 3/4 окружности. Эта дуга может быть разомкнута в любом месте, но не на центровых линиях. Заметьте, что фаску при этом не показывают.
Внутренний диаметр резьбы при вычерчивании условно принимают равным 0,85 от наружного (d).
Обратите также внимание, что сплошная тонкая линия на виде спереди пересекла линию границы фаски
Рис. 212. Изображение резьбы в отверстии (без разреза)
Резьба, показанная как невидимая, изображается штриховыми линиями и по наружному и по внутреннему диаметру (рис. 212). Резьбу в отверстии на разрезе (рис. 213) показывают сплошными тонкими линиями по наружному и сплошными толстыми — по внутреннему диаметру. Штриховку на разрезе всегда доводят до сплошной толстой линии. Границу видимой резьбы проводят до линии наружного ее диаметра и изображают сплошной толстой основной линией (см. рис. 210, б).
Рис. 213. Изображение резьбы в отверстии (в paзрезe)
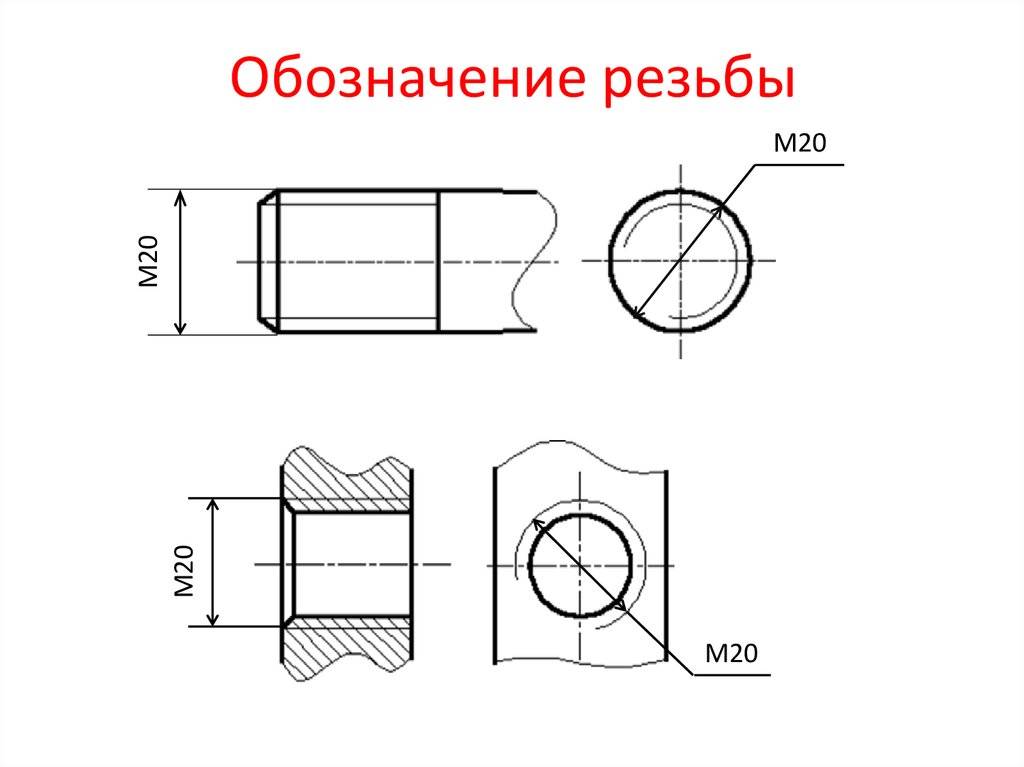
31.2. Обозначение резьбы. По условному изображению нельзя определить, какая резьба должна быть нарезана на детали. Как же это установить?
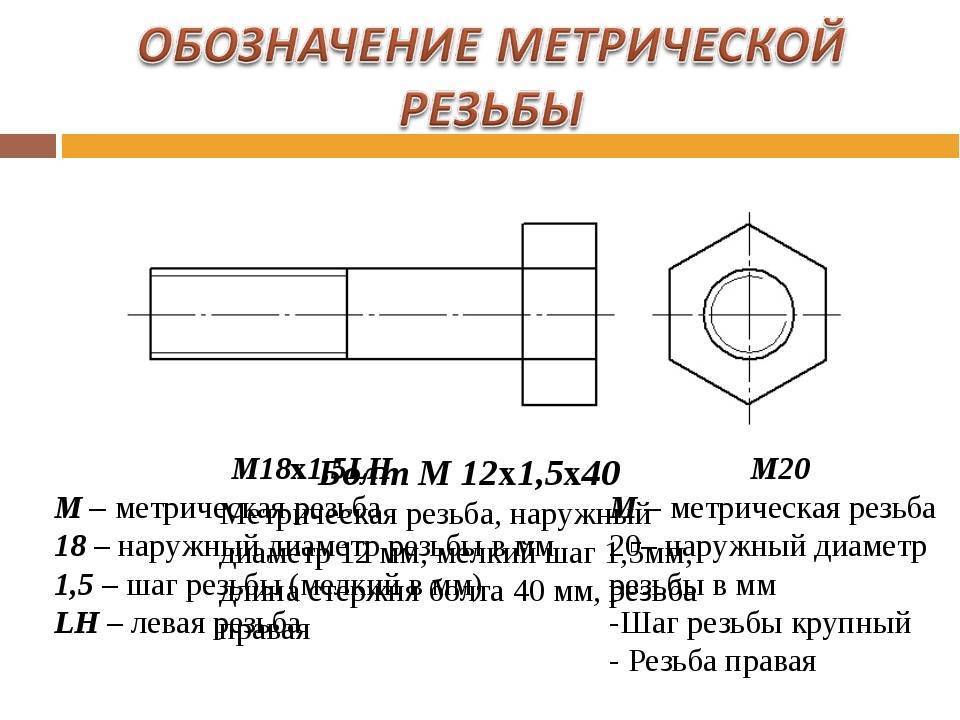
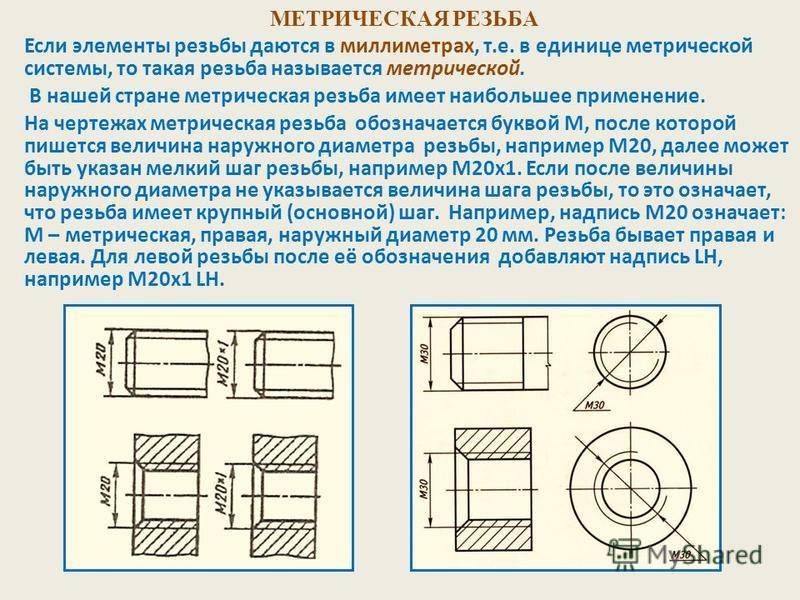
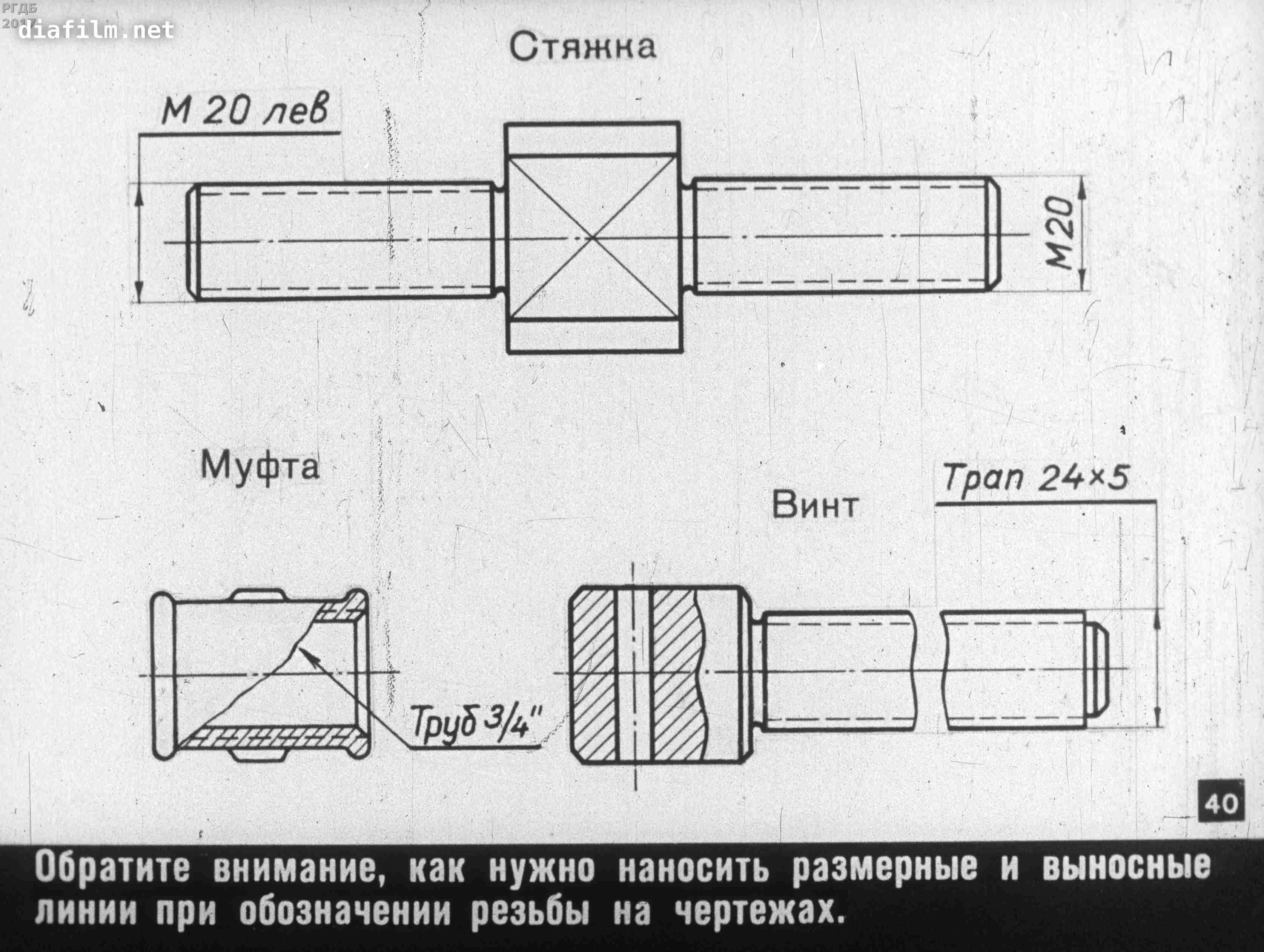
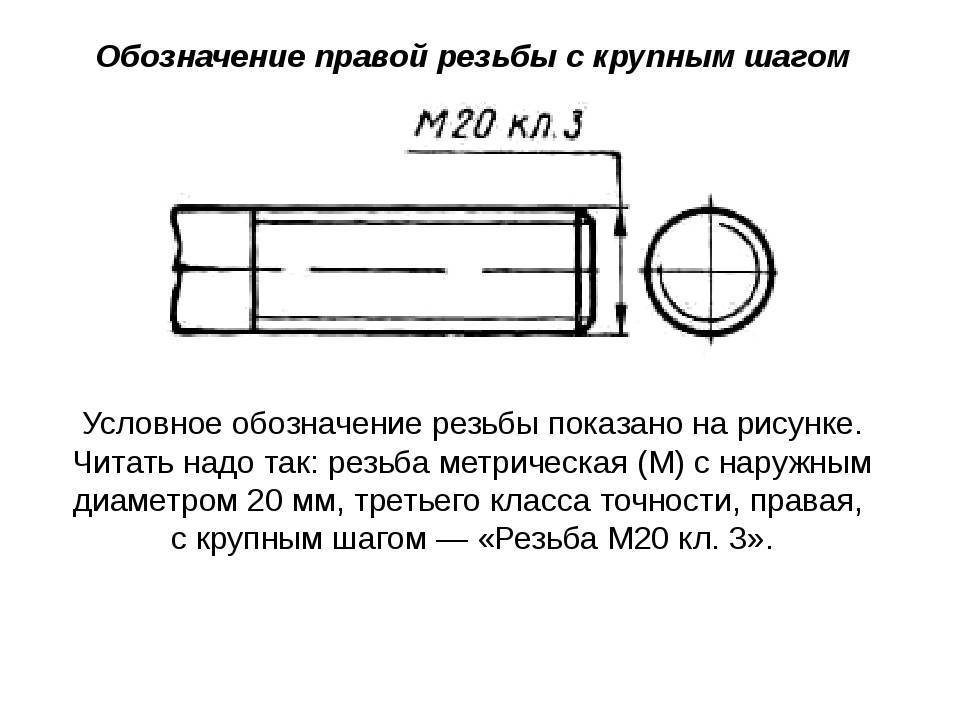
Тип резьбы и основные размеры — наружный диаметр и шаг Р (см. рис. 210, а) — указывают на чертежах надписью. Эту надпись называют обозначением резьбы. Например, надпись М50х1,5 обозначает: резьба метрическая, наружный диаметр 50 мм, шаг 1,5 мм (мелкий шаг в обозначении приводят, а крупный нет).
Резьбу подразделяют на правую и левую. В случае левой резьбы после ее обозначения добавляют надпись LH, например M24X2LH.
Запомните, что выносные линии при обозначении резьбы нужно проводить от наружного, т. е. большего, диаметра.
На каком из приведенных чертежей (рис. 214, а, б, в) правильно проведены выносные линии для обозначения резьбы?
Рис. 214. Задание для упражнений
31.3. Как работать со справочным материалом. Основные данные о стандартизованных деталях приведены в стандартах и справочниках. Как ими пользоваться?
Пусть, например, требуется выполнить чертеж болта с шестигранной головкой нормальной точности но ГОСТ 7798—74. Наглядное изображение такого болта приведено на рисунке 215. Длина стержня болта (до головки) 60 мм.
Найдя в оглавлении справочника по машиностроительному черчению раздел «Болты», отыскивают в нем ГОСТ 7798—74 «Болты с шестигранной головкой нормальной точности». Таблица 3 содержит выписки из этого стандарта. В ней даны числовые значения соответствующих размеров. В верхней графе таблицы выбирают диаметр резьбы на стержне. Например, d=10 мм. В вертикальной графе под «d10» указаны (в мм) числовые значения размеров других элементов болта. Эти размеры наносят на чертеж вместо буквенных обозначений:
шаг резьбы Р= 1,5 мм;
размер под ключ S=I7 мм;
диаметр описанной окружности D=18,7 мм;
высота головки h = 7 мм.
Таблица 3. Основные размеры болтов с шестигранной головкой (в мм)
Рис. 215. Болт с шестигранной головкой
Длину l стержня болта выбирают в пределах от 14 до 200 мм в зависимости от толщины соединяемых деталей. В нашем случае она равна 60 мм. Длину l – часть болта с резьбой и высоту фаски на стержне — берут из таблицы стандартов (которые здесь не приведены). Для резьбы М10 эта длина равна 26 мм, а высота фаски — 1,6 мм По этим размерам, когда это необходимо, вычерчивают болт.
- Какие соединения относят к разъемным? Приведите примеры.
- Какие преимущества создает стандартизация изделий?
- Что такое взаимозаменяемость?
- Как обозначают метрическую резьбу с крупным шагом? с мелким шагом?
Пользуясь таблицей 3 и рисунком 215, выполните эскиз болта с шестигранной головкой и нанесите размеры: диаметр d резьбы 20 мм, длина l стержня болта 100 мм, длина l нарезанной части 46 мм, высота с фаски 2,5 мм.
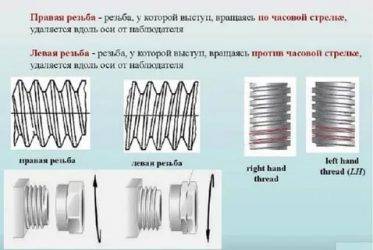
Отличия левой резьбы от правой
Одной из главных характеристик винтового соединения является направление резьбы при вращении деталей. От качества соединений, считающихся ответственным и важным элементом, зависит полноценная работа механизма и целостность любой конструкции.
Различают в механике два основных типа крепежа изделий. При стандартной резьбе линии витков удаляются к смотрящему по часовой стрелке. При левосторонней нарезке выступы на винте приближаются к нему слева, двигаясь против часовой стрелки.
Таким образом, направление вращения витков (спирали) на винте дает возможность отличить правую резьбу от левой. На шестиграннике болтов, шпильках, гайках и штуцерах левостороннюю резьбу отмечают буквой Л.
Теги
Стандартная резьба праваяКакая резьба при Резьба для Резьба в Резьба в Резьба витка резьба подразделяетсялевой резьбой имеетс резьбой направленнойлевой резьбой такаярезьба правая или Правую с правой резьбой.от правой отличить правую резьбуот правой отличить правую резьбуотличить правую резьбу Левую с левой резьбойв левую сторонус левой резьбойс левосторонней резьбойс левой резьбойс левым направлениемрезьба левая.Отличия левой резьбыделают резьбу справую резьбу влевостороннюю резьбу правую резьбу отлевостороннюю резьбу отмечают



метчикибытьнарезаюттрапецеидальнаяобразованнаяосирисdin
ДОПУСКИ
3.1. Осевое смещение основной плоскости наружной и внутренней резьб (черт.4) относительно номинального расположения не должно превышать значений, указанных в табл.3.
Черт.4. Осевое смещение основной плоскости наружной и внутренней резьб
Примечание. В основной плоскости средний диаметр имеет номинальное значение.
Смещение основной плоскости является суммарным, включающим отклонения среднего диаметра, шага, угла наклона боковой стороны профиля и угла конуса.
3.2. Предельные отклонения среднего диаметра внутренней цилиндрической резьбы должны соответствовать указанным в табл.3.
3.3. Допускается соединение наружной конической резьбы с внутренней цилиндрической резьбой класса точности А по ГОСТ 6357.
3.4. Рекомендуемые предельные отклонения отдельных параметров резьбы приведены в справочном приложении.
Принципы нарезки
При нарезке нужно учитывать ряд особенностей:
- точность нарезания определяется параметрами отверстий: диаметр, перпендикулярность осевой линии к поверхности заготовки, длина;
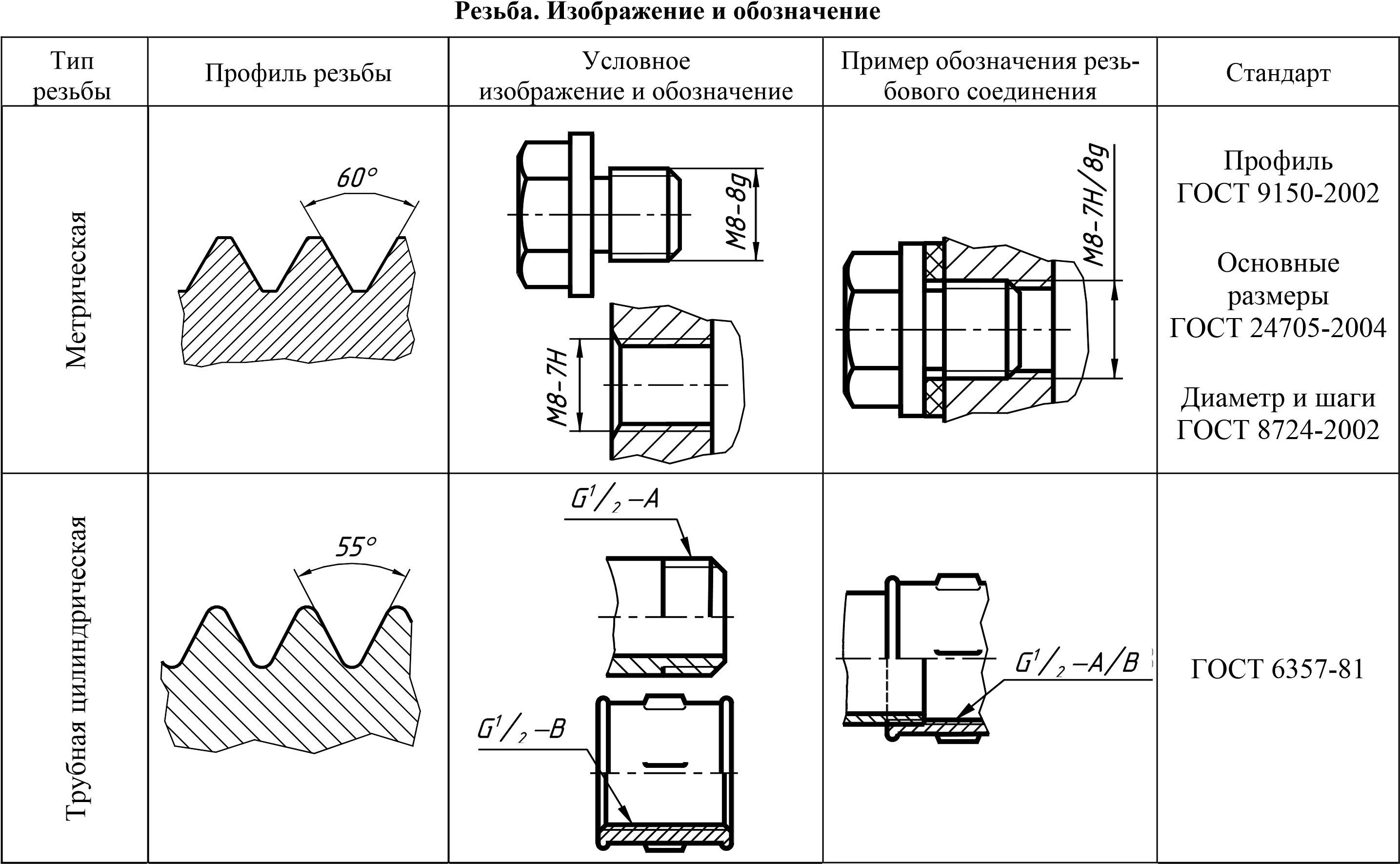
- дюймовая нарезается с углом профиля 60 градусов, а метрическая — 55;
- вершины и впадины дюймовой резьбы, в отличие от метрической, имеют больше притуплений и обладают лучшей герметичностью;
- для упрощения процесса требуется сверление отверстия цилиндрическим сверлом, его подбирают по наименьшему диаметру;
- обязательно требуется снятие фаски;
- при работе инструмент нужно смазывать, чтобы не допустить перегрева;
- при нарезке производится 2 оборота вперёд, а потом 1 назад;
- усилие на режущий инструмент можно ослабить после проходки до середины расчётной длины;
- по достижении нужной длины снять плашку можно путём вращения в обратном направлении;
- перед чистовой нарезкой, нужно сделать черновую.
Конические метчики отличаются удлинённой формой заборной части и неполной резьбой, которая дополнительно выполняет калибрующую роль. В верхней части они имеют квадратное сечение, на режущей части сделаны продольные канавки для удаления стружки.
Нарезка:
- Заготовка вертикально закрепляется в тисках.
- На инструмент наносится смазка.
- Инструмент прикладывается перпендикулярно осевой линии для резки резьбы, то есть строго в горизонтальной плоскости.
- Выполняется нарезка нескольких витков.
- Проверяется правильность работ. В случае перекоса нужно убрать режущий инструмент, обстучать деталь и повторить этапы 3–4.
- Дальнейшая нарезка проводится при условии правильного расположения первых витков. Проверить можно обычным уровнем.
- Формируется резьба на необходимую длину.
- По окончании работ удаляют стружку и очищают инструмент от смазки.
Для нарезки на токарных станках применяют головки с резьбонарезными плашками. Особенностью конструкции инструмента является автоматическое раздвигание плашек в процессе работы. Благодаря этому достигается высокая точность обработки и обеспечивается оптимальная производительность.
В некоторых случаях применяют накатные ролики. Точность нарезки ниже, чем в случае применения головок, а сложность работ выше.
Для настройки токарного станка достаточно выставить низкие обороты вращения шпинделя и связать с ними смещение суппорта. Правило настройки: один оборот шпинделя должен соответствовать перемещению суппорта на расстояние шага резьбы.
На токарно-винторезных станках выполнить настройку просто, поскольку доступно много комбинаций сцепления на коробке передач. При необходимости возможна нарезка резьбовых канавок нестандартных размеров.
Выполнение внутренней резьбы метчиком
Когда нужно нарезать резьбу внутри цилиндрических деталей, крепежных элементов и посадочных отверстий, используют метчик. Он представляет собой металлический стержень, рабочая часть которого имеет режущую кромку в виде поперечных насечек или винтовой линии. Прежде чем нарезать резьбу, в детали рассверливается отверстие, причем, его диаметр должен быть на 0,3-0,7 мм меньше, чем требуемый диаметр резьбы (это зависит от того, с каким металлом Вы работаете). В метчикодержателе закрепляется черновой метчик, который вкручивается в подготовленное отверстие – он снимает до 75% материала. После этого необходимо пройтись чистовым метчиком, который снимет оставшиеся 25% материала и доведет резьбу до нужных параметров.
В каких сферах применяют левостороннюю резьбу
Для предотвращения раскручивания соединений
Вот простые примеры, когда необходимо применение такого нестандартного крепежа:
- В узлах и деталях, вращающихся в правую сторону, при действии механизма детали могут раскрутиться. Мощная вращательная сила механизма раскручивает гайку, поэтому, чтобы предотвратить раскручивание, применяется левый крепеж в направлении вращения вала.
- Ниппель у радиаторов отопительной системы оснащен разнонаправленной резьбой. Соединительная муфта при скручивании специальным ключом приводит к стягиванию резиновой прокладки в секциях радиаторов.
- В колесах грузовых машин ГАЗ, МАЗ, ЗИЛ используется левостороннее крепление.
- Патрон дрели со сверлом крутится вправо. Чтобы предотвратить расслабление соединения деталей, патрон крепится к валу левой резьбой.
- Лопасти домашнего вентилятора.
- Редуктор передает крутящий момент от двигателя к ножам мотокосы.
- Педали велосипеда.
- Крепление фрезы на вал, диски шлифовальных машин.
- Некоторые детали в торцовках и циркулярных пил.
В стягивающих конструкциях
Представим такую картину: хозяйки вывешивают мокрое белье на веревку на просушку. От постоянного использования веревка начинает провисать. Натяжку для белья приходится частенько регулировать. В таких случаях используют здесь болты с двухсторонней нарезкой. Одна сторона болта направляется вправо, а другая – налево. То есть в данном случае левая резьба используется, чтобы отрегулировать степень натяжки.
Принцип действия можно представить так: на одном конце гайки нарезается правая резьба, а на другом –левая, вкручиваются болты. При вращении гайки в одну сторону получается удлинение, в другую – укорачивание.
Использование левостороннего крепления в стяжных конструкциях является ярким примером. Такое устройство, используемое в такелажных работах, – талреп относится к разновидности винтовой стяжки. В данной конструкции действует пара грузозахватных элементов. На одной из них – стандартная резьба, на другой соответственно – левая. При вращении конструкции во время работы корпус элемента вращается, происходит ослабление стяжки, а изменение направления вращения приводит к нагружению (натяжению). То есть при вращении детали механизма удаляются друг от друга или сближаются. Натягиванием тросов устанавливаются мачты на кораблях.
Для защиты от опасных действий
Для защиты от повышенной опасности при выполнении некоторых операций требуется тщательный контроль рабочего оборудования. В газовом хозяйстве вентиль редуктора баллона со сжатым пропаном оснащен левосторонней резьбой, а кислородный баллон – правой. Следовательно, присоединить к кислородному баллону баллон с пропаном невозможно. Применение такого способа помогает уменьшить вероятность печальных последствий.
Метрическая резьба: таблица размеров и параметры по ГОСТ

Метрическая резьба – это винтовая нарезка на наружных или внутренних поверхностях изделий. Форма выступов и впадин, которые ее формируют, представляет собой равнобедренный треугольник. Метрической эту резьбу называют потому, что все ее геометрические параметры измеряются в миллиметрах.
Она может наноситься на поверхности как цилиндрической, так и конической формы и использоваться для изготовления крепежных элементов различного назначения. Кроме того, в зависимости от направления подъема витков резьба метрического типа бывает правая или левая. Помимо метрической, как известно, есть и другие типы резьбы – дюймовая, питчевая и др.
Отдельную категорию составляет модульная резьба, которую используют для изготовления элементов червячных передач.
От точности исполнения метрической резьбы зависит надежность разъемного соединения
Основные параметры и сферы применения
Наиболее распространенной является метрическая резьба, наносимая на наружные и внутренние поверхности цилиндрической формы. Именно она чаще всего используется при изготовлении крепежных элементов различного типа:
- анкерных и обычных болтов;
- гаек;
- шпилек;
- винтов и др.
Детали конической формы, на поверхность которых нанесена резьба метрического типа, требуются в тех случаях, когда создаваемому соединению необходимо придать высокую герметичность.
Профиль метрической резьбы, нанесенной на конические поверхности, позволяет формировать плотные соединения даже без использования дополнительных уплотнительных элементов.
Именно поэтому она успешно применяется при монтаже трубопроводов, по которым транспортируются различные среды, а также при изготовлении пробок для емкостей, содержащих жидкие и газообразные вещества. Следует иметь в виду, что профиль резьбы метрического типа один и тот же на цилиндрических и на конических поверхностях.
Параметры конусной метрической резьбы
Виды резьб, относящихся к метрическому типу, выделяют по ряду параметров, к которым относятся:
- размеры (диаметр и шаг резьбы);
- направление подъема витков (левая или правая резьба);
- расположение на изделии (внутренняя или наружная резьба).
Есть и дополнительные параметры, в зависимости от которых метрические резьбы разделяются на различные виды.
Внутренняя метрическая резьба
Наружная метрическая резьба
Геометрические параметры
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней.
Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2.
Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1.
Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия.
Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами
Для обозначения этой важной характеристики используют букву P.
Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью. Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу
Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот.
Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.
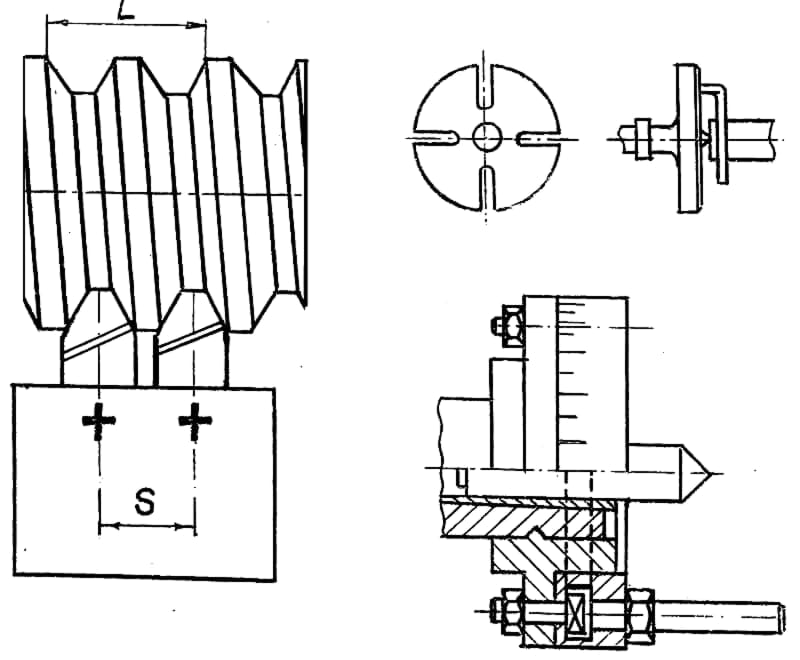
Нарезание многозаходной резьбы
Для нарезания требуется соблюдения определённых правил на металлорежущем оборудовании. Операция требует точного соблюдения угловых делений в момент последовательного перехода от одного шага к другому. Это позволяет выдержать точное число заходов резьбы.
Нарезание производится следующими способами:
- постепенным поворотом закреплённой детали на заданный угол в поводковом патроне;
- фрезерованием изделия дисковыми или гребенчатыми фрезами (обработка производиться непрерывно или последовательно путём деления на составные части).
Настройку станка производят не на шаг, как для однозаходной конструкции, а на величину хода. В этом случае шаг и ход определяют расстояние, которое должен проходить резец или фреза за один оборот вращения заготовки. Например, для нарезания трёхзаходной системы на болт диаметром 20 миллиметров величина шага должна составлять два миллиметра. На станках, оборудованных для проведения таких операций, на коробке передач предусмотрены специальные положения. Нарезание многозаходной конструкции с указанными параметрами, производится установкой рычага управления коробки передач на передней бабке на шаг с индексами 2х3. На других станках величину хода настраивают при помощи специального звена по изменению шага.
Полученный результат позволяет определить количество секторов и угол, на который необходимо повернуть заготовку, закрепив заново в шпинделе. В некоторых станках для решения этой задачи предусмотрены делительные устройства. Они позволяют точно выставить необходимый угол. Например, для нарезания трёхзаходной резьбы его поворачивают по часовой стрелке на двадцать делений. Для чётырёхзаходной необходимо осуществить поворот на 15 делений. Чем больше количество необходимых нарезок, тем меньшее количество делений следует выставить.





Если такое устройство не предусмотрено, используют отверстия, предусмотренные в шпинделе. Они позволяют производить изменение угла, начиная с 30° с изменяемым шагом в 15 и 30 градусов. Они соответствуют наиболее часто используемым количествам заходов от 12 до 2.
Применение

Сразу подчеркнем, за счет отличных тормозных свойств и способности без деформаций выдерживать значительное трение буквально все ее разновидности не нуждаются в дополнительном закреплении. Поэтому в большинстве ситуаций она становится ходовым винтом – своеобразным приводом для прессов. На практике Tr (резьба трапециевидная ГОСТ 9484-81) помогает решать следующие задачи:
- Контролировать траекторию исполнительных, подъемных и других механизмов.
- Подавать и останавливать движение на станках.
- Обеспечивать перемещение заготовок и продукции по конвейерной ленте к точке сборки.
- Поддерживать пресс (и схожие с ним машины) в заданном направлении, чаще всего вертикальном.
Также ее наносят на поверхности деталей, являющихся составными элементами регуляторов, станков, сложносоставного оборудования.
В списке основных сфер ее использования:
- Автопром – части моторных редукторов.
- Машиностроение – функциональные узлы различных агрегатов.
- Паровозостроение – тормозные устройства для электровозов, работающих в шахтах.
И отдельно робототехника со сверхточным проектированием (в особо ответственных и единичных случаях).
Рабочий чертеж
Каждое изделие — машина или механизм — состоит из отдельных, соединенных между собой, деталей.
Детали обычно изготовляют литьем, ковкой, штамповкой. В большинстве случаев такие детали подвергают механической обработке на металлорежущих станках — токарных, сверлильных, фрезерных и других.
Чертежи деталей, снабженные всеми указаниями для изготовления и контроля, называют рабочими чертежами.
На рабочих чертежах указывают форму и размеры детали, материал, из которого ее надо изготовить. На чертежах проставляют чистоту обработки поверхностей, требования к точности изготовления — допуски. Способы изготовления и технические требования к готовой детали указывают надписью на чертеже.
Чистота обработки поверхности. На обработанных поверхностях всегда остаются следы обработки, неровности. Эти неровности, или, как говорят, шероховатость поверхности, зависят от инструмента, которым обрабатывают.
Например, поверхность, обработанная драчёвым напильником, будет более шероховатой (неровной), чем после обработки личным напильником. Характер шероховатости зависит также от свойств материала изделия, от скорости резания и величины подачи при обработке на металлорежущих станках.
Для оценки качества обработки установлено 14 классов чистоты поверхностей. Классы обозначают на чертежах одним равносторонним треугольником (∆), рядом с которым проставляют номер класса (например, ∆ 5).
Способы получения поверхностей разной чистоты и их обозначения на чертежах. Чистота обработки одной детали бывает не везде одинаковая; поэтому на чертеже указывают, где и какая требуется обработка.
Условное обозначение чистоты поверхности на чертеже
Знак со вверху чертежа указывает, что для грубых поверхностей требований к чистоте обработки не предъявляют. Знак ∆ 3 в правом верхнем углу чертежа, взятый в скобки, ставят, если к обработке поверхности детали предъявляют одинаковые требования. Это поверхность со следами обработки драчёвыми напильниками, обдирочными резцами, абразивным кругом.
Знаки ∆ 4 — ∆ 6 — получистая поверхность, с малозаметными следами обработки чистовым резцом, личным напильником, шлифовальным кругом, мелкой шкуркой.
Знаки ∆ 7 — ∆ 9 — чистая поверхность, без видимых следов обработки. Такой обработки достигают шлифованием, опиливанием бархатным напильником, шабрением.
Знак ∆ 10 — очень чистая поверхность, достигнутая тонким шлифованием, доводкой на оселках, опиливанием бархатным напильником с маслом и мелом.
Знаки ∆ 11 — ∆ 14 — классы чистоты поверхности, достигают специальными обработками.
Способы изготовления и технические требования к готовой детали на чертежах указывают надписью (например, притупить острые кромки, закалить, воронить, сверлить отверстие вместе с другой деталью и другие требования к изделию).
Вопросы
- Какими значками обозначают чистоту обработки поверхности?
- После какого вида обработки можно получить чистоту поверхности ∆ 6?
Задание
Прочитайте чертеж на рисунке и ответьте письменно на вопросы по предлагаемой форме.
| Вопросы для чтения чертежа | Ответы |
| 1. Как называется деталь? | — |
| 2. Где ее применяют? | — |
| 3. Перечислите технические требования к детали | — |
| 4. Как называется вид чертежа? | — |
| 5. Какие условности имеются на чертеже? | — |
| 6. Какова общая форма и габарит детали? | — |
| 7. Какая резьба нарезана на стержне? | — |
| 8. Укажите элементы и размеры детали | — |
Чертеж винта
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
2.1.2. ОБОЗНАЧЕНИЕ РЕЗЬБЫ
В общем случае в обозначение резьбы входят
1.буквенный знак резьбы;
2.номинальный размер в миллиметрах или дюймах;
3.размер шага;
4.для многозаходной резьбы – значение хода с указанием шага;
5.буквы LH
для левой резьбы;
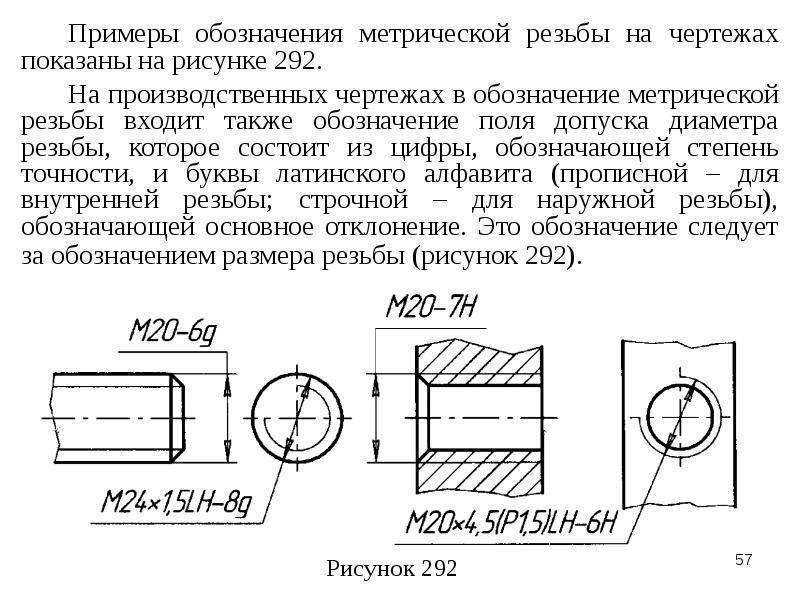
6.буквенно-цифровое обозначение поля допуска или буквенное обозначение класса точности;
7.цифровое значение или буквенное обозначение длины свинчивания, если она отличается от нормальной.
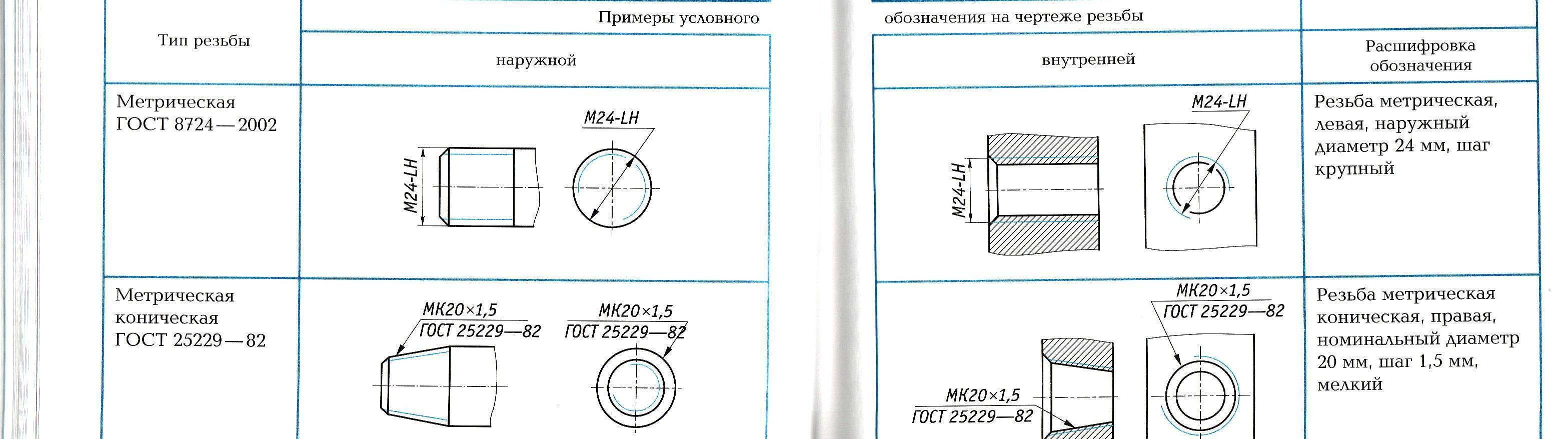
Условное обозначение метрической резьбы
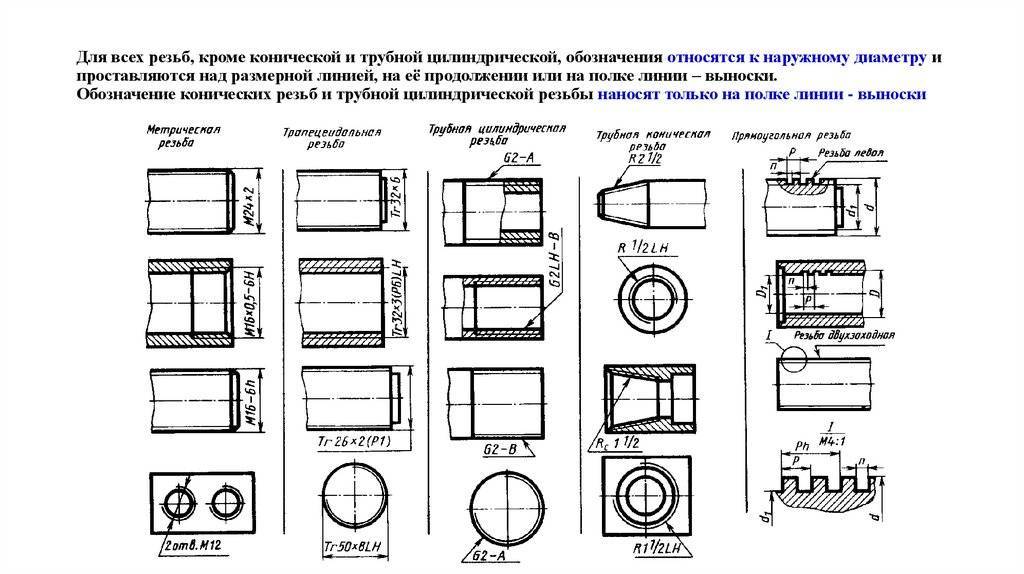
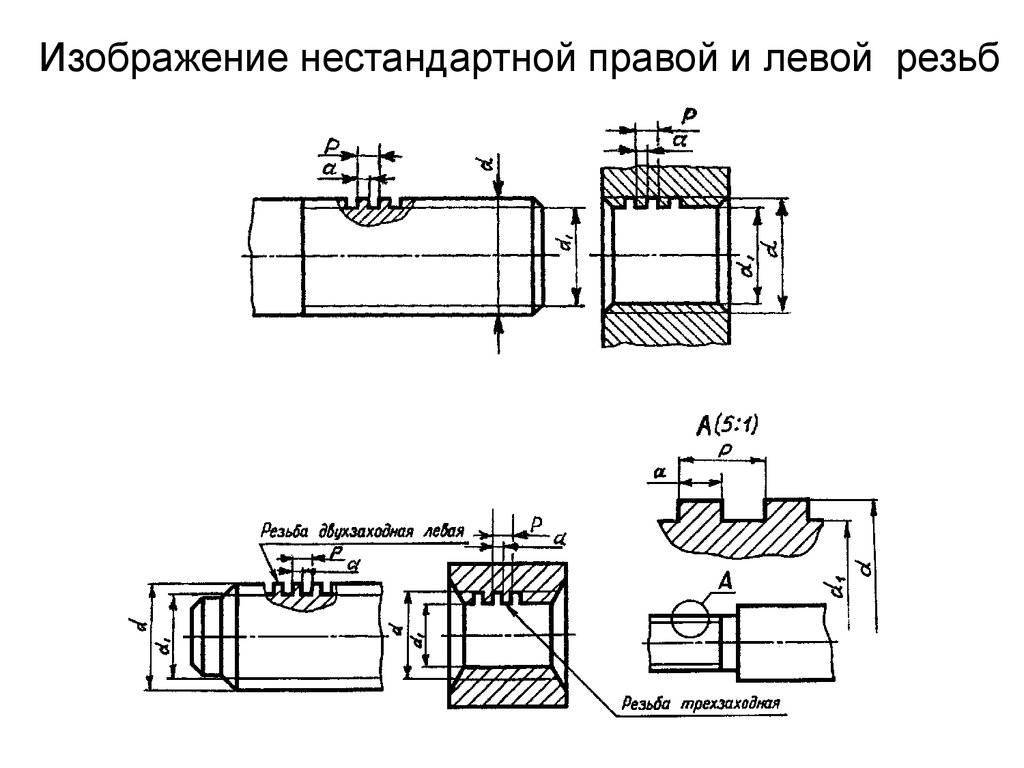
регламентирует ГОСТ 8724-81. Оно состоит из буквы М (символа метрической резьбы), номинального диаметра резьбы, шага и направления резьбы (если она левая). Многозаходные метрические резьбы обозначают (после номинального диаметра) буквамиР h, значением хода резьбы, буквойР и числовым значением шага. Пример обозначения трехзаходной левой метрической резьбы с номинальным диаметром 24 мм, с шагом 1 мм и значением хода 3 мм:М24´Р h3Р 1-LH .
Примеры обозначения метрической резьбы и варианты его нанесения на чертеже приведены на рис. 2.14. Варианты нанесения обозначений на рис. 2.14, а
и 2.14,в предпочтительней.
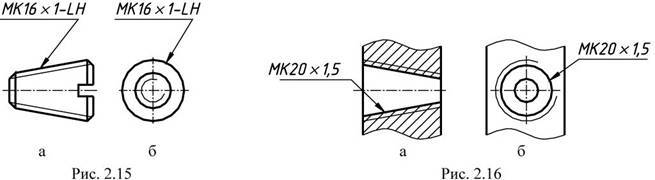
Условное обозначения метрической конической резьбы
(ГОСТ 25229-82) включает буквенное обозначение (МК), диаметр резьбы в основной плоскости, шаг и направление (если оно левое). Обозначение наносят, как показано на рис. 2.15, 2.16 . Варианты нанесения обозначения на рис. 2.15,а и 2.16,а предпочтительней.


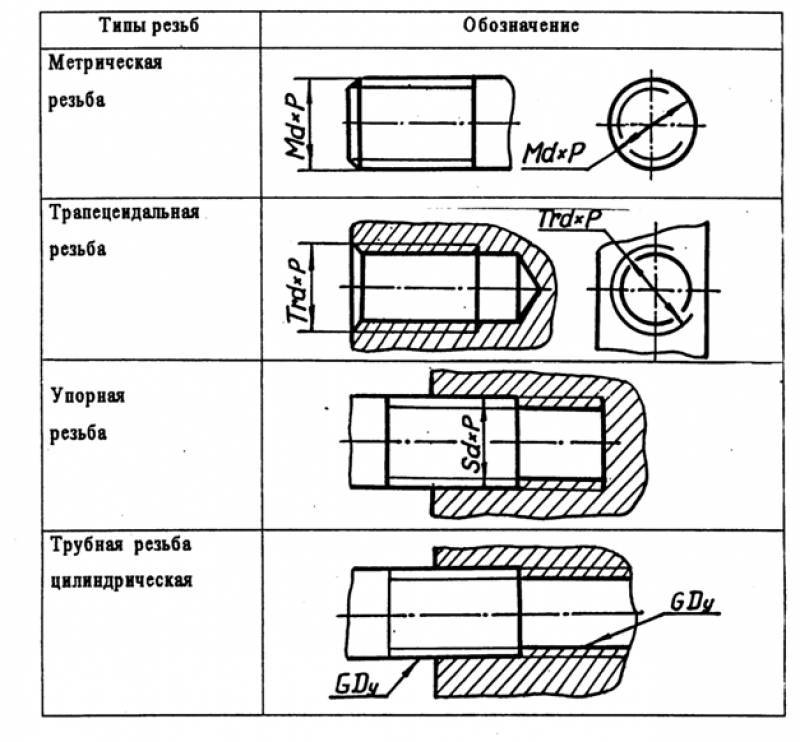

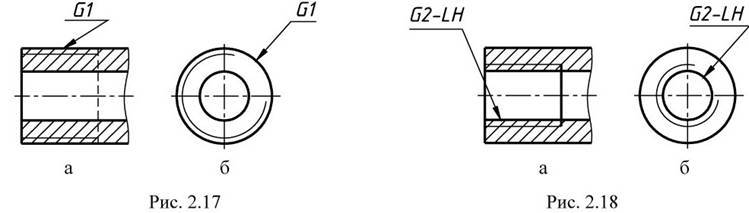
Условное обозначение трубной цилиндрической резьбы
регламентирует ГОСТ 6357-81. Оно состоит из буквыG и условного размера – внутреннего диаметра трубы в дюймах. Обозначение наносится на изображение, как показано на рис. 2.17, 2.18. Варианты нанесения обозначения на рис. 2.17,а и 2.18,а предпочтительней.
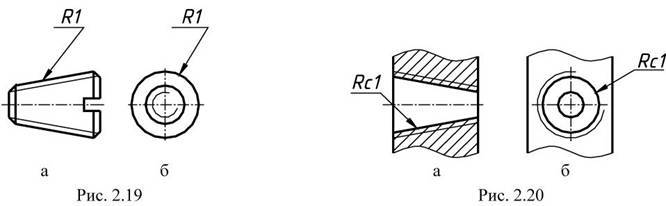
Условное обозначение трубной конической резьбы
(ГОСТ 6211-81) состоит из буквенного обозначенияR (наружная резьба) иRс (внутренняя резьба), диаметра резьбы в основной плоскости в дюймах (рис. 2.19 и 2.20). Варианты нанесения обозначения на рис. 2.19,а и 2.20,а предпочтительней.
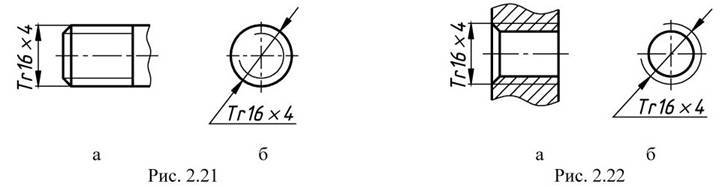
Условное обозначение трапецеидальной резьбы.
Обозначение однозаходной трапецеидальной резьбы (ГОСТ 9484-81) состоит из буквTr , наружного диаметра и шага (рис. 2.21 и 2.22). Варианты нанесения обозначения на рис. 2.21,а и 2.22,а предпочтительней.
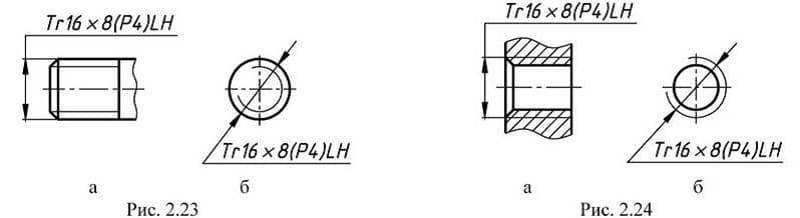
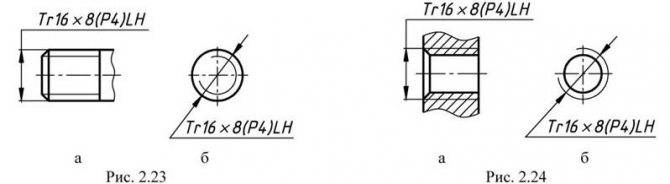
Обозначение многозаходной трапецеидальной резьбы (ГОСТ 24739-81) состоит из букв Tr
, наружного диаметра, хода и шага (рис. 2.23 и 2.24). Варианты нанесения обозначения на рис. 2.23,а и 2.24,а предпочтительней.
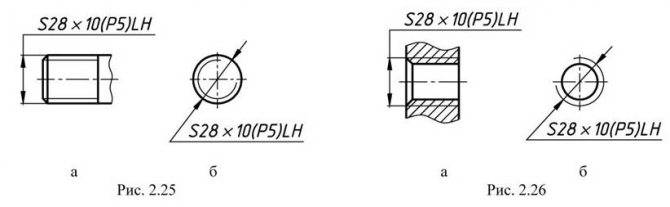
Условное обозначение упорной резьбы
(ГОСТ 10177-82) состоит из буквыS , наружного диаметра и шага резьбы:S 28×5. Для многозаходной резьбыобозначение состоит из буквыS , наружного диаметра, хода и шага:S 28×10(Р 5)LH . Варианты нанесения обозначения на рис. 2.25,а и 2.26,а предпочтительней.
Условное обозначение круглой резьбы
для электротехнической арматуры по ГОСТ 28108-89 состоит из буквЕ (серия) и наружного диаметра, например, Е27 (рис. 2.27).
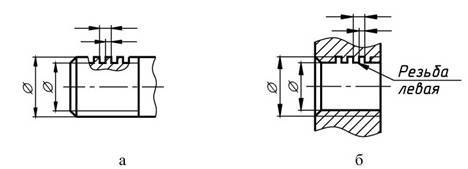
Резьбапрямоугольная не стандартизованная на чертежах задается всеми конструктивными размерами: наружным и внутренним димаметрами, шагом, шириной зуба. Варианты нанесения размеров резьбы с прямоугольным профилем показаны на рис. 2.28,а ,б ,в . Рекомендуется показывать в масштабе увеличения профиль данной резьбы и все ее размеры.
Тонкости нанесения наружной резьбы плашкой и клуппом
Наружную резьбу, в отличие от внутренней, нарезают по другому принципу. Деталь обрабатывают по наружной поверхности, ее обтачивают до достижения необходимого диаметра. Этот показатель не должен превышать значение внутреннего диаметра плашки, но должен быть на 0,1-0,4 мм больше требуемого окончательного диаметра. Чтобы облегчить процесс нарезания резьбы, нужно снять фаску с края заготовки – так резцам инструмента будет легче сделать первые насечки. Для разных цилиндрических заготовок используют разный резьбонарезной инструмент.
Плашки применяются практически для любых изделий: крепежных шпилек, буксировочных проушин, труб, болтов и т.д. С их помощью можно нарезать стандартную метрическую резьбу диаметром от 4 до 20 мм.
По форме плашка напоминает гайку, только внутри у нее имеются режущие кромки, а для отведения стружки предусмотрены специальные отверстия. Различают разрезные плашки и цельные. Последние надежнее фиксируют заготовку и нарезают резьбу точнее, поэтому выполненные элементы можно использовать в ответственных соединениях.
Клуппы по форме напоминают плашку, только, у них есть еще дополнительные элементы: планшайбы, прижимные кольца и прижимные болты. В них заготовка фиксируется очень надежно, и удается добиться высокоточной резьбы. Эти инструменты используются для нарезания дюймовой резьбы на водопроводных трубах.
Чтобы нарезать резьбу плашкой или клуппом, нужно закрепить инструмент в специальном держателе. Затем он центрируется на заготовке и наворачивается на нее, вращение создается за счет вращения рукояти держателя. Первые режущие кромки нарезают «черновую» резьбу, а остальные уже доводят ее до чистовой. Наворачивание должно быть плавным, без резких движений и излишних усилий, тогда витки резьбы будут аккуратными.
Размеры болгарок
Болгарка – это угловая шлифовальная машина, применяемая для обработки и резки прочных материалов. Она используется в строительных, демонтажных и ремонтных работах. Популярность инструмента обусловлена относительно невысокой стоимостью и широкими возможностями. Шлифмашина считается одним из самых востребованных инструментов, благодаря своей универсальности. Она пользуется популярностью как среди профессиональных строителей, так и у обычных пользователей. Признание этот инструмент получил благодаря огромному разнообразию видов, размеров и их ценовой категории.