Технологический процесс вакуумной металлизации
Рассматриваемый метод обработки деталей применяется достаточно давно. Вакуумная металлизация – процесс, основанный на испарении и выпадении конденсата материала на подложку. Среди особенностей данного процесса следует отметить нижеприведенные моменты:
- Универсальность и высокая эффективность метода определяет его большое распространение. В будущем ожидается более обширное применение процесса металлизации полимерных и других материалов. Развитие рассматриваемого метода обработки связывают с совершенствованием используемого оборудования. Так современные вакуумные установить позволяют автоматизировать процедуру металлизации деталей, повысить качество получаемых поверхностей, снизить себестоимость получаемых изделий. Единственное препятствие на пути развития данной отрасли – высокая стоимость современного оборудования и возникающие сложности при его установке, использовании и обслуживании.
- Технологический процесс вакуумной металлизации достаточно сложен, на результате отражается условие проведения каждого этапа. При нагреве материала, который должен стать будущим покрытием, он претерпевает большое количество изменений. Примером можно назвать то, что изначально покрытие испаряется, затем происходит адсорбция, после чего выпадение конденсата и кристаллизация для закрепления слоя на поверхности.
- На качество получаемого результата оказывает воздействие достаточно большое количество факторов, среди которых отметим физико-химические качества подложки, выдерживаемые условия проведения металлизации.
- Образование напыляемого покрытия при металлизации происходит в два основных этапа: перенос энергии и массы от источника к поверхности и их распределение по всей подложке.
Оборудование для вакуумной металлизации
Установка для вакуумной металлизации
Технология вакуумной металлизации подходит для обработки самых различных деталей. В качестве примера можно привести рулонные материалы из пластика или пластмассы.
Типовая технология состоит из нескольких основных этапов:
Подготовка детали к проводимому процессу. Среди требований, которые предъявляются к детали можно отметить отсутствие острых кромок и скрытых участков от прямолинейного попадания конденсата. Вакуумная металлизация пластмасс или других материалов возможна только в том случае, если фора заготовки не сложная. Обезжиривание и сушка. Некоторые материалы могут содержать большое количество адсорбированной влаги, к примеру, полимеры. Сушка проводится при температуре около 80 градусов Цельсия, время выдержки составляет 3 часа. Обезжиривание уже проводится в вакуумной камере на подготовительном этапе. Технология обезжиривания предусматривает разматывание рулона и воздействие тлеющего разряда. Как показывают результаты проведенных исследований, выполнение отжига на стадии подготовки полимеров благоприятно сказывается на структуре рассматриваемого материала, так как существенно снижается показатель внутреннего напряжения. Вакуумная рулонная металлизация должна проводится с исключением вероятности образования складок на этапе подготовке заготовки, так как их можно назвать дефектов. Этап активационной обработки поверхности. Вакуумная металлизация пластика и других материалов предусматривает активацию поверхности. При этом могут использоваться самые различные методы активации, выбор которых зависит от качеств самого материала. Данный процесс предназначен для повышения показателя адгезии поверхности. Нанесение вещества на поверхность. В большинстве случае вакуумная металлизация алюминия или другого сплава проходит при применении резистивного метода испарения при условии воздействия температуры. Вольфрамовая технология испарения применяется намного реже, так как предусматривает нагрев среды до небольшой температуры, в результате чего испаритель разрушается за минимальные сроки. Заключительный этап касается контроля качества металлизации. Если наносимый слой носит декоративный характер, то в большинстве случаев контроль качества заключается в регистрации оптических свойств
Кроме этого уделяется внимание равномерности напыления, прочности соединения поверхностного слоя и структуры. Пример получаемого вакуумной металлизацией изделия. Пример получаемого вакуумной металлизацией изделия
Пример получаемого вакуумной металлизацией изделия
Результат вакуумной металлизации
Технология вакуумной металлизации пластмасс и других материалов сложна, для получения качественной поверхности нужно соблюдать все условия обработки.
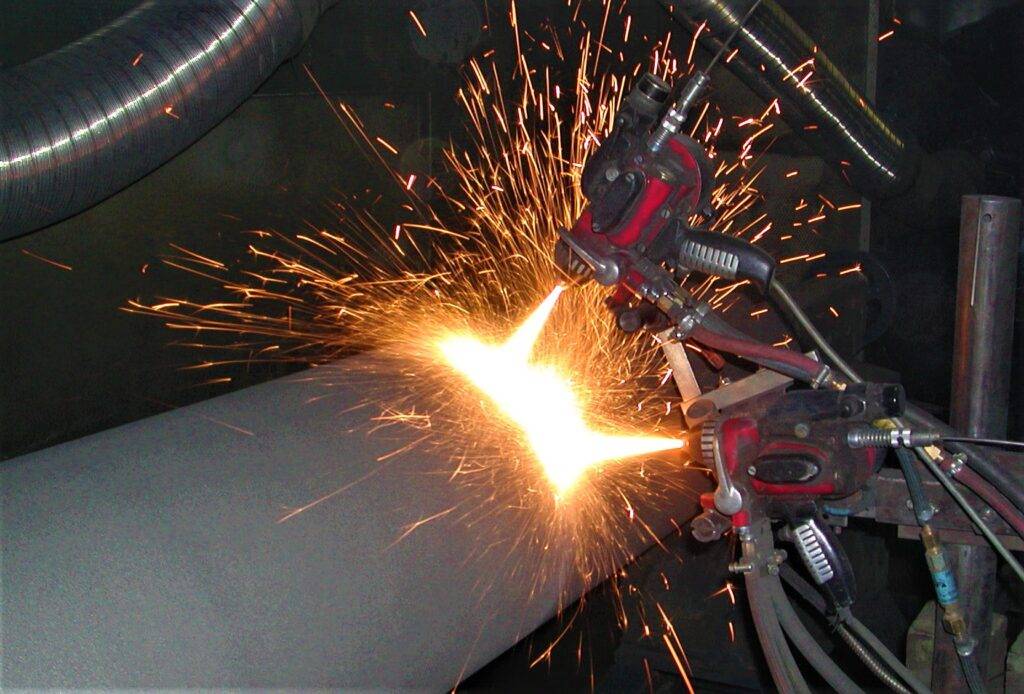
Плазменно-порошковая наплавка
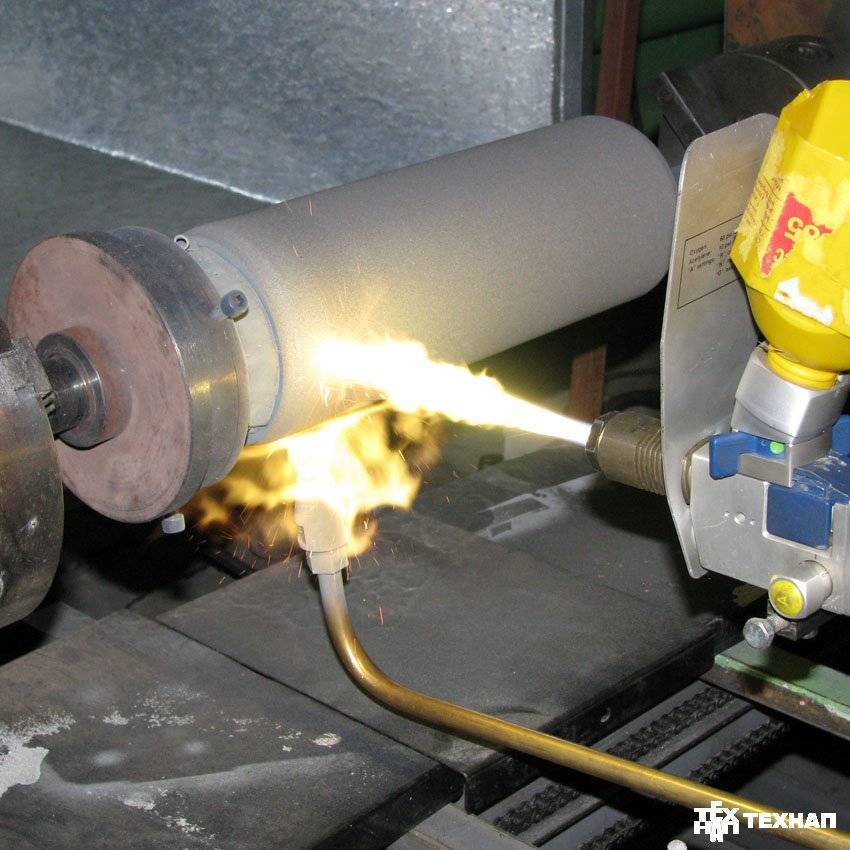
Этот способ создания слоя для защиты поверхности изделия представляет собой особый вид механизированного процесса. В качестве теплового источника выбрана плазма, обозначенная высокотемпературной сварочной дугой.
Материалом для присадки служат гранулированные смеси порошков из металлов с высокой степенью износостойкости. Их транспортировку внутрь плазмотрона осуществляют при помощи газа, подаваемого через специальный питатель.
Плазменная наплавка характеризуется:
- малой глубиной проплавления металла основы (не более 5%);
- обеспечением прецизионной точности качественного наплава;
- минимальной потерей материала присадки;
- контроль над дугой плазмы при гарантии чистоты наплава;
- возможностью наплавления различных видов сплавов.
Минимальное проплавление основы при высокой производительности процесса гарантирует широкий диапазон выбора значений тепловой мощности совместно с подачей присадки. Благодаря такой возможности удается получить наплавленные слои заданной твердости с определенным химическим составом.
Высота наплава однородной структуры над поверхностью плавления может достигать 0,5 мм. Эта особенность предоставляет возможность выполнить однослойную наплавку там, где требуется несколько слоев, что сокращает расходы на присадочный материал и время обработки.
Виды и применение процессов плазменного напыления металлов
Плазменное напыление (или, другими словами – диффузионная металлизация) эффективный способ изменения физико-механических свойств, а также структуры основной поверхности. Поэтому он часто используется с декоративными целями, и для увеличения стойкости конечного продукта.

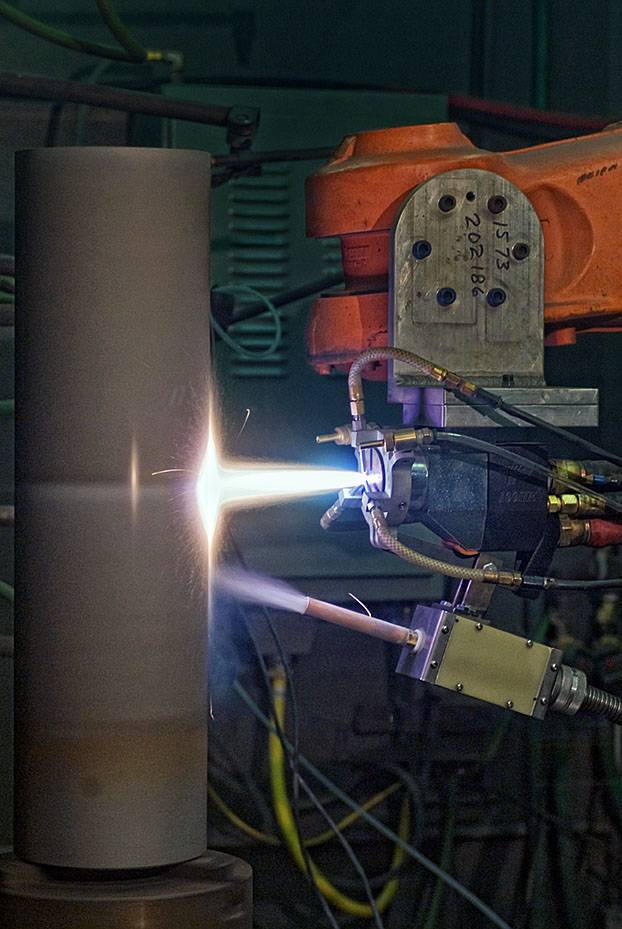
Принцип плазменного напыления
Как и традиционные методы поверхностных покрытий, при диффузионной металлизации происходит осаждение на поверхности металла слоя другого металла или сплава, который обладает необходимыми для последующего применения детали свойствами – нужным цветом, антикоррозионной стойкостью, твёрдостью. Отличия заключаются в следующем:
- Высокотемпературная (5000 — 6000 °С) плазма значительно ускоряет процесс нанесения покрытий, который может составлять доли секунд.
- При диффузионной металлизации в струе плазмы в поверхностные слои металла могут диффундировать также химические элементы из газа, где проводится обработка. Таким образом, регулируя химический состав газа, можно добиваться комбинированного поверхностного насыщения металла атомами нужных элементов.
- Равномерность температуры и давления внутри плазменной струи обеспечивает высокое качество конечных покрытий, чего весьма трудно достичь при традиционных способах металлизации.
- Плазменное напыление отличается чрезвычайно малой длительностью процесса. В результате не только повышается производительность, но также исключается перегрев, окисление, прочие нежелательные поверхностные явления.






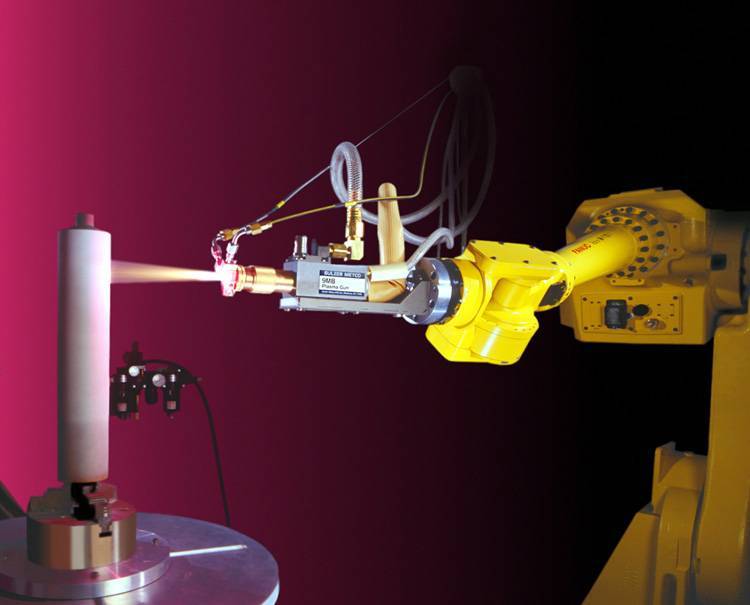
Рабочие установки для реализации процесса
Поскольку чаще всего для инициации высокотемпературной плазмы используется электрический разряд – дуговой, искровой или импульсный – то применяемое для такого способа напыления оборудование включает:
- Источник создания разряда: высокочастотный генератор, либо сварочный преобразователь;
- Рабочую герметизированную камеру, где размещается подвергаемая металлизации заготовка;
- Резервуар для газа, в атмосфере которого будет производиться формирование высокотемпературной плазмы;
- Насосной или вакуумной установки, обеспечивающей необходимое давление для прокачки рабочей среды или для создания требуемого разрежения;
- Системы управления за ходом протекания процесса.
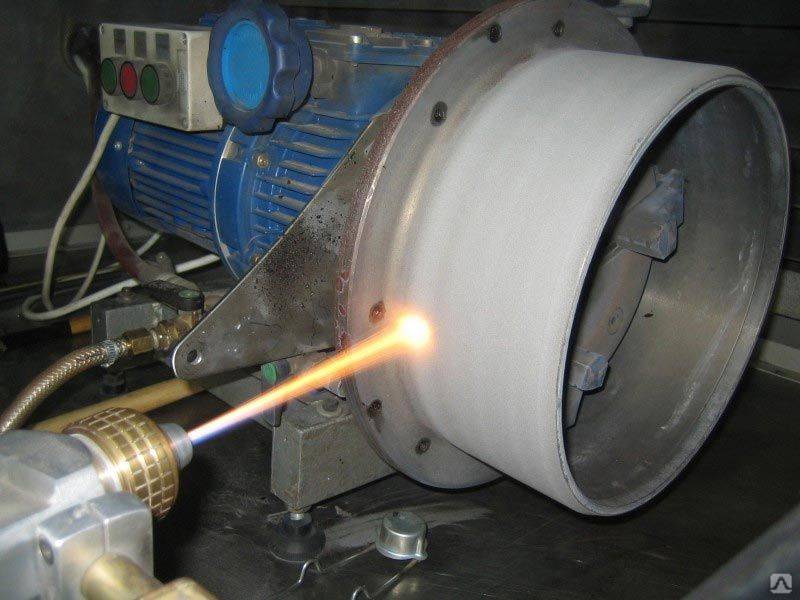
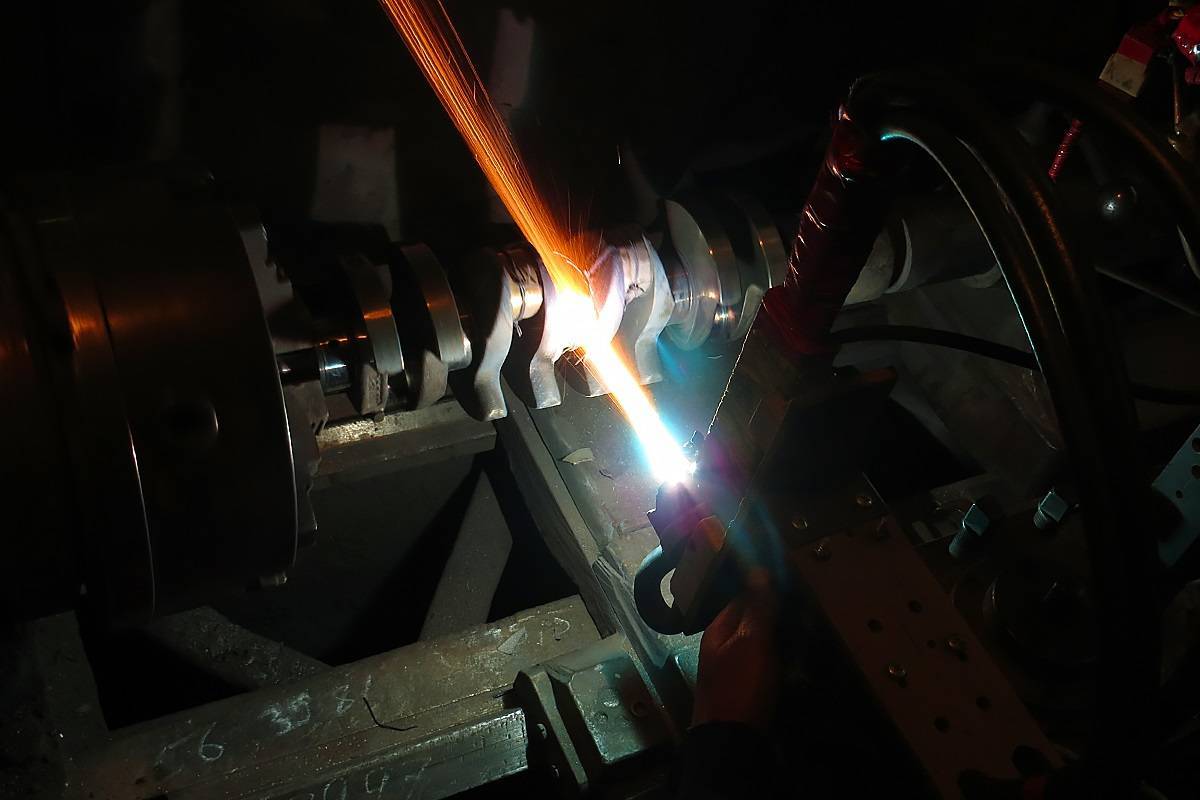
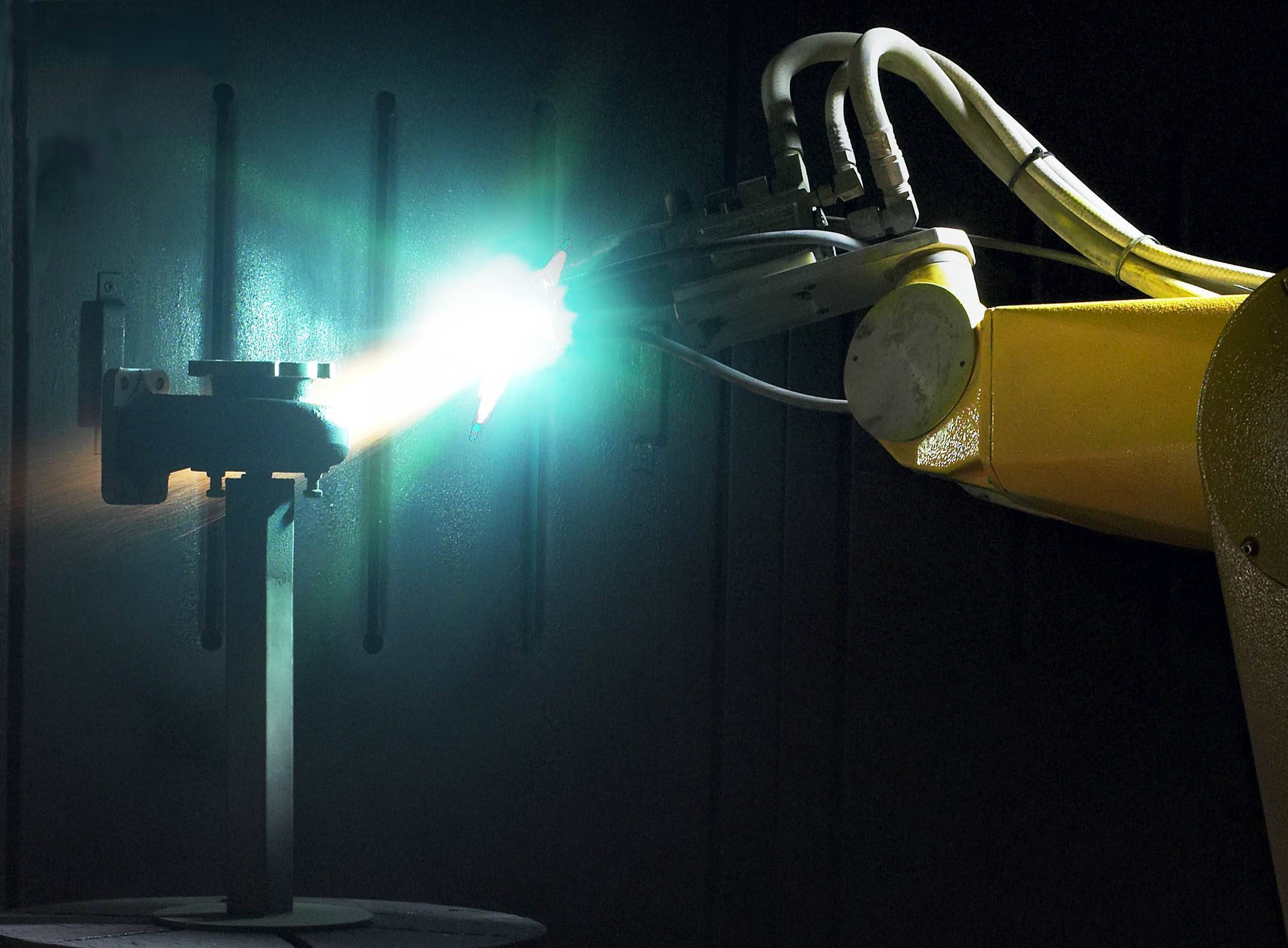
Работа плазмотрона, выполняющего плазменное напыление, происходит так. В герметизированной камере закрепляется напыляемая деталь, после чего между поверхностями рабочего электрода (в состав которого входят напыляемые элементы) и заготовкой возбуждается электрический разряд. Одновременно через рабочую зону с требуемым давлением прокачивается жидкая или газообразная среда. Её назначение – сжать зону разряда, повысив тем самым объёмную плотность его тепловой мощности. Высококонцентрированная плазма обеспечивает размерное испарение металла электрода и одновременно инициирует пиролиз окружающей заготовку среды. В результате на поверхности образуется слой нужного химического состава. Изменяя характеристики разряда – ток, напряжение, давление – можно управлять толщиной, а также структурой напыляемого покрытия.
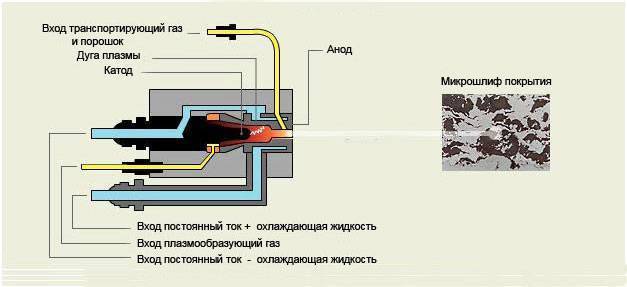
Схема плазменного напыления
Аналогично происходит и процесс диффузионной металлизации в вакууме, за исключением того, что сжатие плазмы происходит вследствие разницы давлений внутри и вне её столба.
Технологическая оснастка, расходные материалы
Выбор материала электродов зависит от назначения напыления и вида обрабатываемого металла. Например, для упрочнения штампов наиболее эффективны электроды из железо-никелевых сплавов, которые дополнительно легируются такими элементами, как хром, бор, кремний. Хром повышает износостойкость покрытия, бор – твёрдость, а кремний – плотность финишного покрытия.
При металлизации с декоративными целями, главным критерием выбора металла рабочего электрода является конфигурация напыляемой поверхности, а также её внешний вид. Напыление медью, например, производят электродами из электротехнической меди М1.
Важной структурной составляющей процесса является состав среды. Например, при необходимости получить в напыляемом слое высокостойкие нитриды и карбиды, в газе должны присутствовать органические среды, содержащие углерод или азот
Свойства плазменного напыления
Работая с металлоконструкцией, порой надобно дополнить ее дополнительными свойствами, чтоб можно было использовать в любой сфере.
Таким образом поверхность станет еще больше резистентной к влаге, высокой температуре и химии.
Диффузная металлизация обладает многими особенностями, которые делают ее уникальной среди других видов обработки металла.
- В силу воздействия высоких температур (пять-шесть тысяч градусов) в разы ускоряется процедура обработки поверхности. Сам процесс происходит за доли секунд, и получается отличный результат.
- В результате получается комбинированный шар. Наносить можно не только элементы металла, то и газовые частицы из струи плазмы. Таким образом металлическая поверхность покрывается атомами определенных элементов металла.
- Если проводить классическое металлическое напыление, то нанесение происходит неравномерно, весьма долго и с окислительными процессами. А вот с помощью горячей плазмы получается правильная температура и давление, из-за которых формируется высококачественное покрытие.
- Плазменная струя переносит частицы металла и газов со скоростью света, что вы даже ничего не поймете. Так, происходит сварка с порошками, стержнями, прутками и проволоками. После образуется слой в несколько микрон-одного миллиметра на основании конструкции.
Преимущества вакуумной металлизации
У данной технологии есть довольно большое количество преимуществ:
- Возможность автоматизации процесса. Как ранее было отмечено, устанавливаемое оборудование позволяет максимально автоматизировать рассматриваемый процесс, за счет чего снижается вероятность появления дефектов из-за ошибки человека.
- Получаемая поверхность будет равномерной, что обеспечивает привлекательный вид и высокие эксплуатационные качества детали. Как правило, после металлизации поверхность полимеров напоминает шлифованный металл.
- При соблюдении технологии напыления поверхностный слой может прослужить в течении многих лет. Этап контроля качества позволяет исключить вероятность откалывания поверхностного напыляемого слоя или его быстрое истирание.
- Подобным образом можно придать изделию самые различные качества: коррозионную стойкость, электрическую проводимость, уменьшить степень трения, повысить твердость поверхности. В большинстве случаев вакуумная металлизация применяется для декорирования деталей.
- Основные эксплуатационные качества подложки остаются практически неизменными. Нагрев материала при этапе просушки проходит до температуры, которая не приведет к перестроению его структуры.
- Технология может применяться на финишном этапе изготовления детали. При правильном выполнении всех этапов проводить доработку обрабатываемых деталей не нужно.
Если рассматривать недостатки, то следует отметить сложность процесса перехода напыляемого вещества из одного состояния в другой. Обеспечить требуемые условия можно исключительно при установке специального оборудования. Поэтому своими руками провести вакуумную металлизацию с обеспечением высокого качества поверхности практически не возможно.
В заключение отметим, что даже небольшая толщина металлического слоя на полимерном покрытии способна придать полимерам металлический блеск и электропроводность, защитить структуру от воздействия солнечного света и атмосферного старения. При этом создаваемый слой может иметь толщину всего несколько долей миллиметра, за счет чего вес изделия остается практически неизменным. Кроме этого вакуумная металлизация позволяет получить совершенно уникальный материал, который будет обладать гибкостью и легкостью, а также свойствами, которые присущи металлам.
Вакуумное напыление – принцип работы и технология вакуумного плазменного напыления. Наиболее распространенные методы вакуумного напыления. Ионно вакуумное напыление и принцип его работы. Процесс вакуумного напыления алюминия и его эффективность. Главные особенности вакуумного напыления металла и его отличие от вакуумно ионно плазменного напыления металла. Где можно окупить установку вакуумного напыления по низкой цене




Вакуумное напыление – это процесс, в котором на данном этапе нуждается большая часть современных предприятий. Используется данный метод зачастую на тех производствах, которые занимаются выпуском различной продукции, каким-то образом связанной с дальнейшей эксплуатацией.
Это может быть, как обычное оборудование, так и зубные изделия, которые также нуждаются в процессе вакуумного напыления. Как бы это странно не звучало, но именно медицинская отрасль является одним из тех направлений, где процесс вакуумного напыления используется чаще всего. Использовать в данной отрасли, его можно, как в роли улучшения свойств оборудования для работы, так и в роли покрытия различных материалов, либо же изделий.
Установка вакуумного напыления – это одна из наиболее важных составляющих данного процесса. Мало кто будет спорить с тем, что именно установка вакуумного напыления позволяет производить данный процесс, причем делать это довольно быстро. Принцип работы подобных установок максимально прост. Изначально, внутри подобных систем создается состояние первичного разрежения, которое позволяет превратить кристаллический порошок в специальную смесь, которую можно в дальнейшем наносить на разные покрытия. Далее, внутри установки значительно поднимается уровень давления, что приводи к активному образованию вакуума внутри системы. Далее, вакуум производит процесс, вспрыскивания напыления, которое сразу же оседает на нужном материале, который и будет поддаваться такой обработке.
Еще один очень важный вопрос – это надежность данного процесса. Судя по конструкции и принципу работы подобных установок, не трудно понять, что сделаны, они максимально продумано. Но нельзя исключать и вероятность поломок подобного оборудования. Но даже такая ситуация не окажется столь сложной, ведь подобное оборудование, является вполне ремонтопригодным и довольно легко поддается починке.
Оборудование для диффузного воздействия
Ионно-плазменное напыление по поверхности металлов проводится с использованием высокотемпературной технической плазмы – совокупности большого количества частиц (квантов света, положительных ионов, нейтральных частиц, электронного газа). Под воздействием высокой температуры за счет электрических разрядов в газах происходит интенсивная термоионизация частиц, которые сложно взаимодействуют друг с другом и окружающей средой. Благодаря этому различают плазму, ионизированную слабо, умеренно и сильно, которая, в свою очередь, бывает низкотемпературной и высокотемпературной.
Создать необходимые условия для протекания процесса плазменной ионизации и обработки металлических покрытий помогает специальное оборудование – плазменные установки. Обычно для работы используется дуговой, импульсный или искровой электрические разряды.
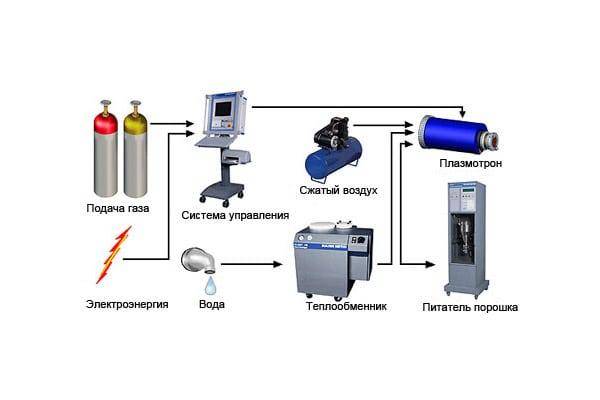 Схема газотермического напыления
Схема газотермического напыления
Для реализации технологического процесса требуются следующие установки:
- Генератор высокочастотного типа (можно использовать сварочный преобразователь) – служит источником разряда.
- Герметизированная камера, в которую помещают детали для нанесения покрытий методом плазменного напыления.
- Газовый резервуар. В его атмосфере выполняется ионизация частиц под действием электрического разряда.
- Установка, создающая давление газа. Можно использовать вакуумную или насосную аппаратуру.
- Система, при помощи которой можно качественно изменять токовые характеристики, давление, напряжение, тем самым увеличивая или уменьшая толщину напыляемых покрытий.
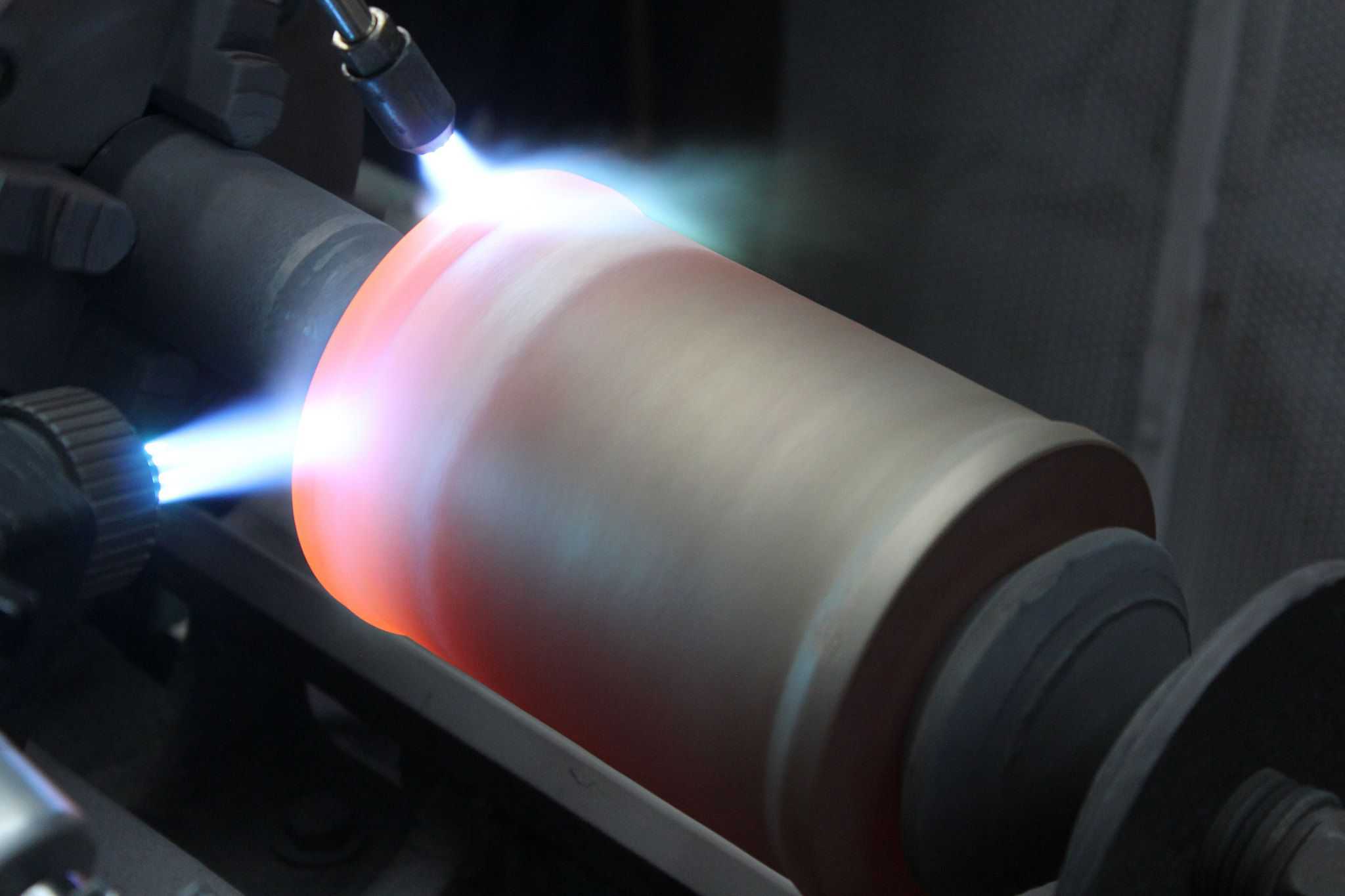
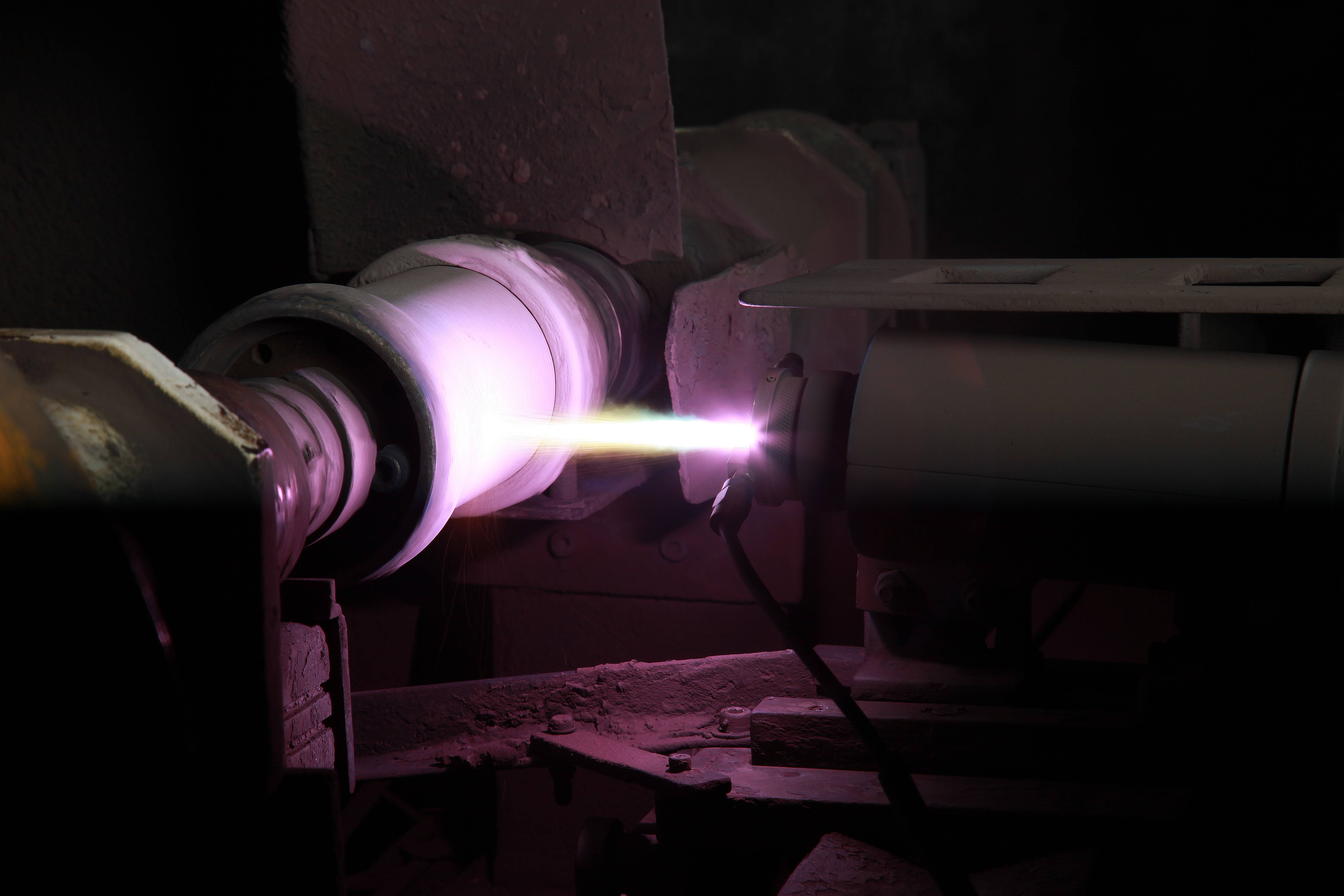
Как происходит плазменное напыление: в герметизированной камере фиксируют обрабатываемую деталь, создают электрический разряд, прокачивают рабочую среду с необходимым давлением и напыляемыми порошковыми элементами. Образуется высокотемпературная плазма, которая переносит частицы порошков вместе с газовыми атомами на поверхность некоторой детали. При проведении диффузной металлизации в вакууме, в атмосфере инертного газа или при пониженном давлении можно увеличить скорость движения частиц и получить боле плотный и высокоадгезивный тип покрытий.

Физическое осаждение из паровой фазы (PVD).
PVD – это вакуумное напыление. Покрытие наносится под высоким давлением в вакууме посредством бомбардировки ионами. По сути, хром просто конденсируется на поверхности изделия, образуя покрытие. Вакуум позволяет снизить рабочую температуру процесса.
Покрытие относительно дешево. Широко используется в мире для придания декоративного внешнего вида часам, футлярам, иглам и пр.
Из минусов – низкая доступная толщина. Наносится, как правило до 2-3 мкм. Соответственно, покрытие не будет обладать износостойкостью. Коррозионная же стойкость при этом умеренная, но многократно ниже стойкости гальванического твердого хрома.
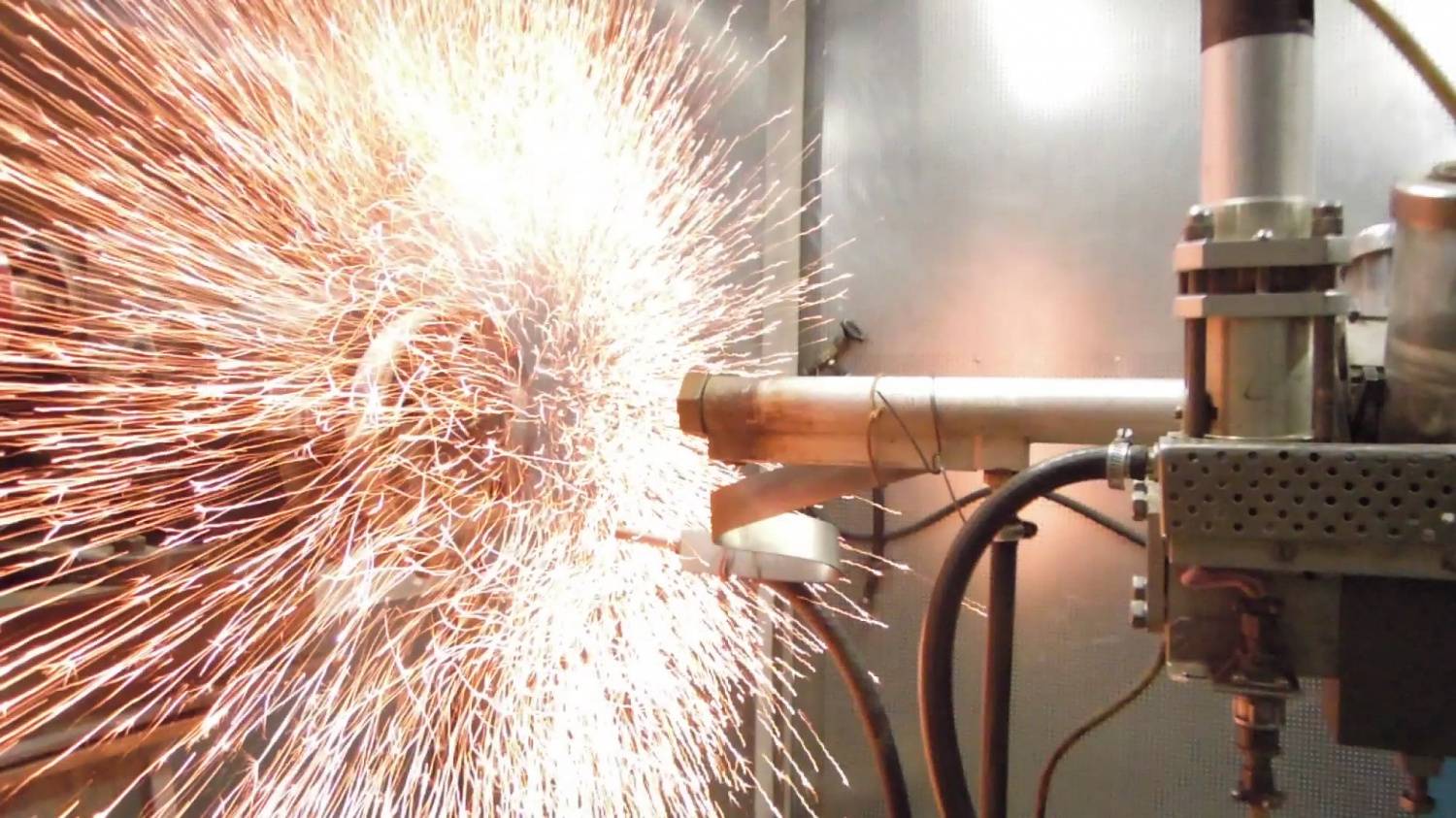
Высокоскоростное газопламенное напыление (HVOF «High Velocity Oxygen Fuel Spraying»)
Высокоскоростное газопламенное напыление по праву считается наиболее современной из технологий напыления. В странах Европы и Северной Америки высокоскоростное напыление практически вытеснило гальванику и методы вакуумного напыления во многих отраслях. Твердосплавные покрытия, нанесенные методами высокоскоростного напыления, по всем статьям превосходят гальванические покрытия, процесс создания которых признан чрезвычайно канцерогенным.
В начале 80-х годов прошлого века появились установки высокоскоростного напыления, более простые по конструкции и основанные на классической схеме жидкостного реактивного двигателя, со скоростью газового потока более 2000 м/с.
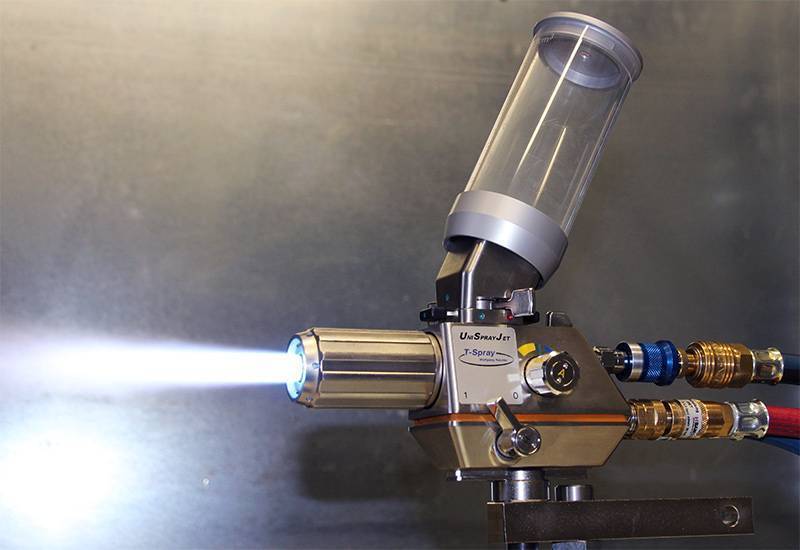
Плотность покрытий достигает при этом 99 %. В качестве наносимого материала используют порошки карбидов, металлокарбидов, сплавов на основе Ni, Cu и др. Для увеличения скорости частиц увеличивают скорость истечения продуктов сгорания путем повышения давления в камере сгорания до 1,5 МПа, а в конструкцию горелки вводят сопло Лаваля. На рис. 3 представлена схема распылителя системы высокоскоростного напыления.
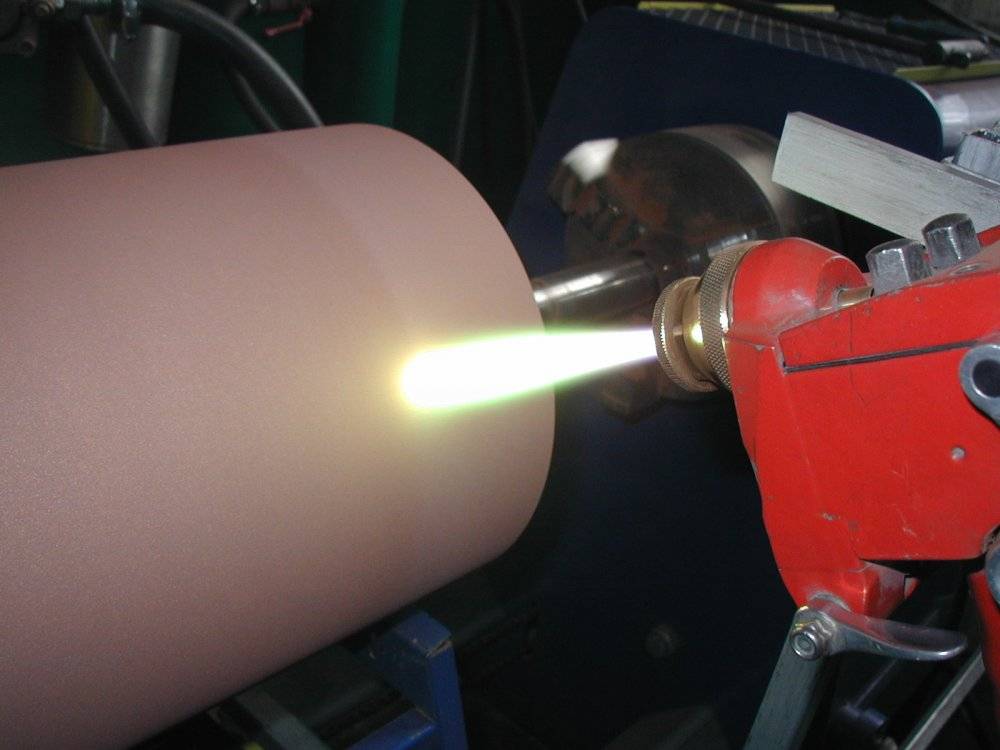
В результате порошкового напыления образуется надежное, долговечное покрытие, обладающее отличными эксплуатационными свойствами. В том числе устойчивостью к коррозии, истиранию, ударам и другим внешним воздействиям. Оно продлевает срок службы изделий на десятки лет. При этом стоимость такого защитного покрытия гораздо ниже, чем аналогичного гальванического.
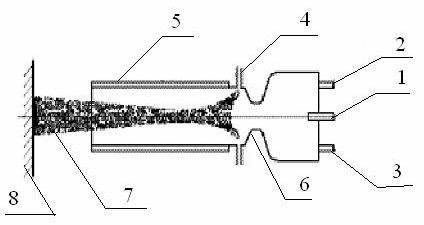
Рис. 3. Схема высокоскоростного напыления порошка: 1 – канал осевой подачи порошка; 2 – подача кислорода; 3 – подача топлива; 4 – канал радиальной подачи порошка; 5 – ствол горелки; 6 – сопло Лаваля; 7 – струя разогретого порошка; 8 – напыляемая поверхность
Оборудование для холодного напыления
Существует два варианта защиты металлов от негативного воздействия внешних и рабочих факторов – легирование и напыление с вакуумным оборудованием. То есть, в сплав добавляют атомы химических элементов, придающих изделиям требуемые характеристики, или наносят на базовую поверхность защитное покрытие.
Чаще всего в отрасли металлизации используют технологию нанесения гальванических покрытий, применяют методы погружения деталей в расплав, задействуют в процессах обработки вакуумную среду, пользуются магнетронным оборудованием.
Иногда используют детонационно-газовое напыление, которое разгоняет частицы до невероятных скоростей. Широко применяют плазмотроны, электродуговую металлизацию, газопламенную обработку, ионное напыление. Задачи промышленности диктуют свои условия, и перед инженерами возникла необходимость создать недорогое, простое в обращении оборудование, для которого можно использовать свойства нагретого сжатого воздуха.






Результат экспериментов превзошел ожидания, позволив решить следующие задачи:
- Нагревание сжатого воздуха в камере приводит к повышению давления, что вызывает увеличение скорости вытекания наплава из сопла в установках.
- При наборе металлическими частицами в газовой среде высокой скорости они ударяются о подложку, размягчаются и прикипают к ней. А керамические частицы уплотняют образовавшийся слой.
- Использование порошковой технологии подходит для металлизации пластичных металлов – медь, алюминий, никель, цинк. После напыления изделия можно поддавать механической обработке.
Благодаря успешной работе инженеров удалось создать переносной аппарат, позволяющий выполнять металлизацию покрытий на всех промышленных предприятиях и в домашних условиях. Требования для успешной работы оборудования – наличие компрессорной установки (или воздушной сети) с давлением сжатого воздуха в пять-шесть атмосфер и электропитание.
В таблице ниже приведены данные для хромирования алюминия в домашних условиях. Перед нанесением гальванического покрытия требуется «положить» на деталь промежуточный металлический слой, а потом выполнять напыление алюминия.
Таблица 1. Хромирование алюминия
Использование передового оборудования для металлизации изделий позволяет решить технические вопросы, связанные с повышением антикоррозийных, прочностных, эксплуатационных характеристик, а также приданием машинам, деталям и механизмам требуемых свойств для работы в сложных эксплуатационных условиях.
https://youtube.com/watch?v=eivXKfNn-Rs
https://youtube.com/watch?v=ns7JRPRsJ3A